
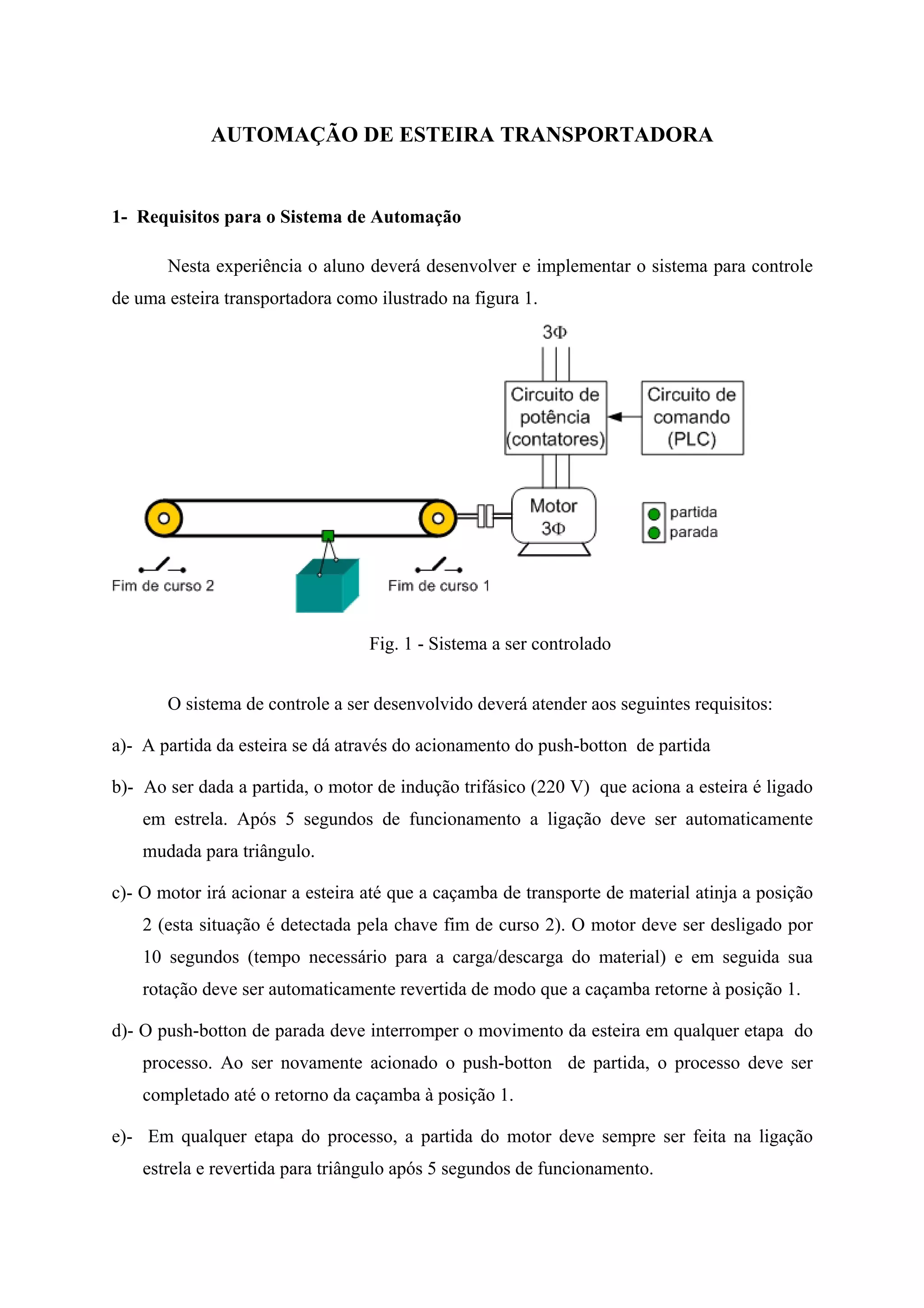


O documento descreve um sistema de automação de esteira transportadora que deve: (1) ligar o motor em estrela e depois em triângulo, (2) mover a esteira até a posição 2 e depois retornar à posição 1, (3) parar o movimento com um botão de parada. O sistema usa um PLC para controlar contatores que ligam o motor na direção correta e na configuração elétrica adequada.






























![[E-BOOK 2] - Comandos Elétricos 2.pdf](https://cdn.slidesharecdn.com/ss_thumbnails/e-book2-comandoseltricos2-230731223144-16085388-thumbnail.jpg?width=640&height=640&fit=bounds)
















