Baixado 15 vezes









![Apostila Soldagem MIGMAG
16
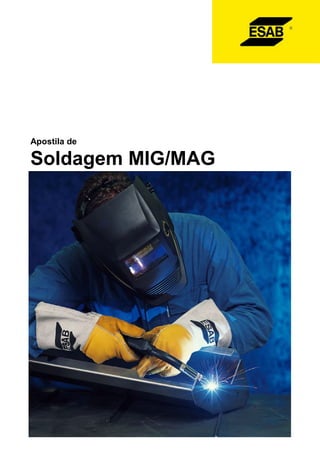
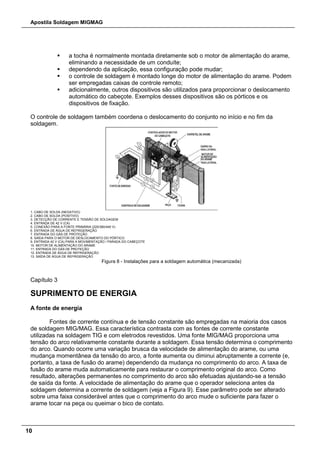
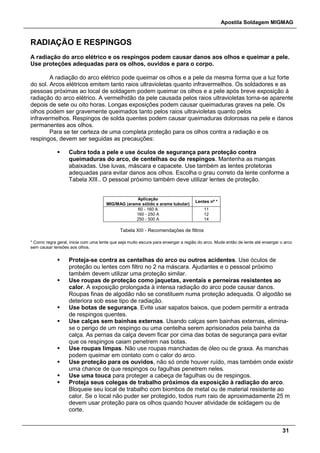
Figura 15 - Efeito de adições de oxigênio ao argônio
O baixo potencial de ionização do argônio cria uma excelente condução da corrente e uma
estabilidade de arco superior. O argônio produz uma coluna de arco restrita a uma alta densidade
de corrente que faz com que a energia do arco fique concentrada em uma pequena área. O
resultado é um perfil de penetração profunda possuindo a forma de um dedo — perfil dediforme —
(veja a Figura 17).
Figura 16 - Comparação entre os gases de proteção 95% Ar/5% O2 e CO2
Figura 17 - Perfil dediforme obtido na soldagem MAG empregando arame sólido cobreado e uma mistura Ar/CO2
Dióxido de carbono (CO2)
O dióxido de carbono puro não é um gás inerte porque o calor do arco o dissocia em
monóxido de carbono e oxigênio livre (veja a Equação [1]). Esse oxigênio combinar-se-á com os
elementos em transferência através do arco para formar óxidos que são liberados da poça de fusão
na forma de escória ou carepa. Embora o CO2 seja um gás ativo e produza um efeito oxidante,
soldas íntegras podem ser consistente e facilmente obtidas sem a presença de porosidade e outras
descontinuidades.
[1] 2CO2 2CO + O2
O dióxido de carbono é largamente empregado na soldagem de aços. Sua popularidade é
devida a sua disponibilidade e à boa qualidade da solda, bem como pelo seu baixo custo e](https://image.slidesharecdn.com/apostilamigmag-170214162854/85/Apostila-mig-mag-16-320.jpg)











![Apostila Soldagem MIGMAG
38
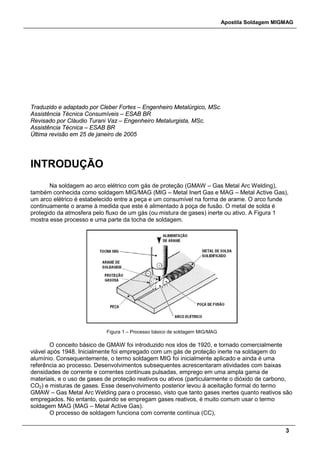
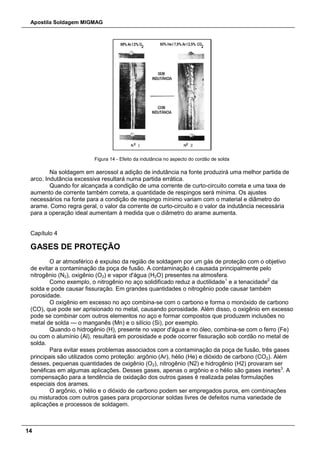
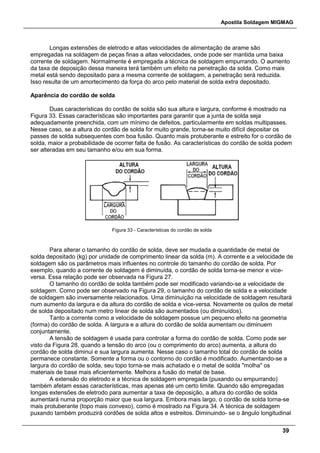
Taxa de deposição
A taxa de deposição descreve o quanto de metal de solda será depositado numa hora de
arco aberto. Como o processo MIG/MAG é muito eficiente, apenas uma pequena quantidade de
metal de solda será perdida na forma de respingos. A taxa de deposição para qualquer arame é
calculada pela Equação [2]:
[2] taxadedeposição(kg/ h) = vel.alim.arame(m/min) 60min/ h
m/ kg de arame
A Tabela XIV informa a quantidade de metros por quilo de diversos tipos e diâmetros de arame.
Diâmetro
Material
0,76 mm 0,80 mm 0,89 mm 1,00 mm 1,14 mm 1,18 mm 1,20 mm 1,58 mm 2,38 mm
Aço doce 276,9 250,9 203,9 160,4 122,7 --- 111,5 64,4 28,8
Aço inoxidável
(3XX)
272,2 --- 200,5 --- 120,7 --- --- 63,7 28,2
Alumínio 805,3 --- 592,1 --- --- 358,1 --- 188,4 83,8
Cobre 243,4 --- 178,4 --- 108,0 --- --- 57,0 24,1
Bronze ao Silício 256,8 --- 188,4 --- 114,0 --- --- 59,7 26,8
Tabela XIV - Quantidade de metros por quilo de arames de solda
Taxa de deposição é sinônimo de velocidade de alimentação do arame. A Figura 31 mostra
a variação da taxa de deposição com a corrente de soldagem. A corrente necessária para alcançar
uma determinada taxa de deposição também pode ser alterada variando-se a extensão do eletrodo.
Como mostra a Figura 32, a velocidade de alimentação do arame pode ser aumentada com o
aumento da extensão do eletrodo para manter constante a corrente de soldagem. Isso resulta numa
taxa de deposição maior que a normalmente associada com um dado nível de corrente.
Figura 31 - Taxa de deposição versus corrente de soldagem
Figura 32 - Efeito da extensão do eletrodo na taxa de deposição](https://image.slidesharecdn.com/apostilamigmag-170214162854/85/Apostila-mig-mag-38-320.jpg)
























Este documento fornece um resumo sobre os principais aspectos da soldagem MIG/MAG, incluindo: (1) os três modos de transferência de metal - curto-circuito, globular e aerossol; (2) os equipamentos e suprimentos necessários como fontes de energia, gases de proteção e arames; e (3) técnicas, parâmetros, condições e defeitos de soldagem.



















![Trabalho ..[1] trabalho de soldadura](https://cdn.slidesharecdn.com/ss_thumbnails/trabalho-1-trabalhodesoldadura-110529182127-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)















































