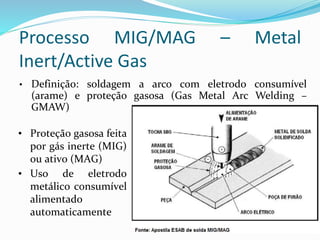
O documento descreve o processo de soldagem MIG/MAG, incluindo suas características, equipamentos, parâmetros, defeitos e causas. A soldagem MIG/MAG usa um eletrodo consumível e gás protetor para transferir metal em três modos: curto-circuito, globular e aerosol. O documento também lista vantagens e desvantagens do processo e causas comuns de defeitos.