Baixado 363 vezes





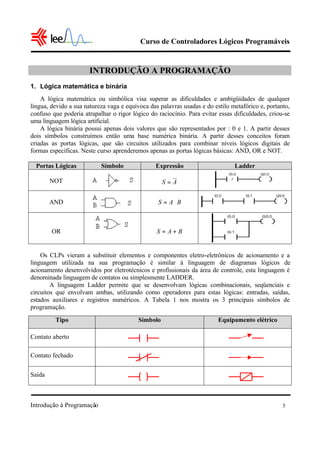


























1) O documento apresenta um curso sobre controladores lógicos programáveis (CLPs), incluindo seu princípio de funcionamento, introdução à programação e detalhes sobre o software Siemens SIMATIC-S7-200. 2) É fornecido um guia sobre como implementar programas nos CLPs utilizando o software STEP-7 MicroWIN 2.0, incluindo compilação, upload, download e monitoramento do sistema. 3) Exercícios práticos são propostos no final para treinar os conceitos apresentados.























































































