Baixado 29 vezes


![simplificar a metodologia de cálculo do dimensionamento das colunas como se verá
nas secções seguintes.
(2)
[H´]=Pa.fracção molar-1
[H]=fracção molar.fracção molar-1
Figura 02: Dados de equilíbrio NH3/H2O a diferentes temperaturas (adaptado de
International Critical Tables, 1929)
(3)
(4)](https://image.slidesharecdn.com/absoro-131213120014-phpapp02/75/Absorcao-5-2048.jpg)



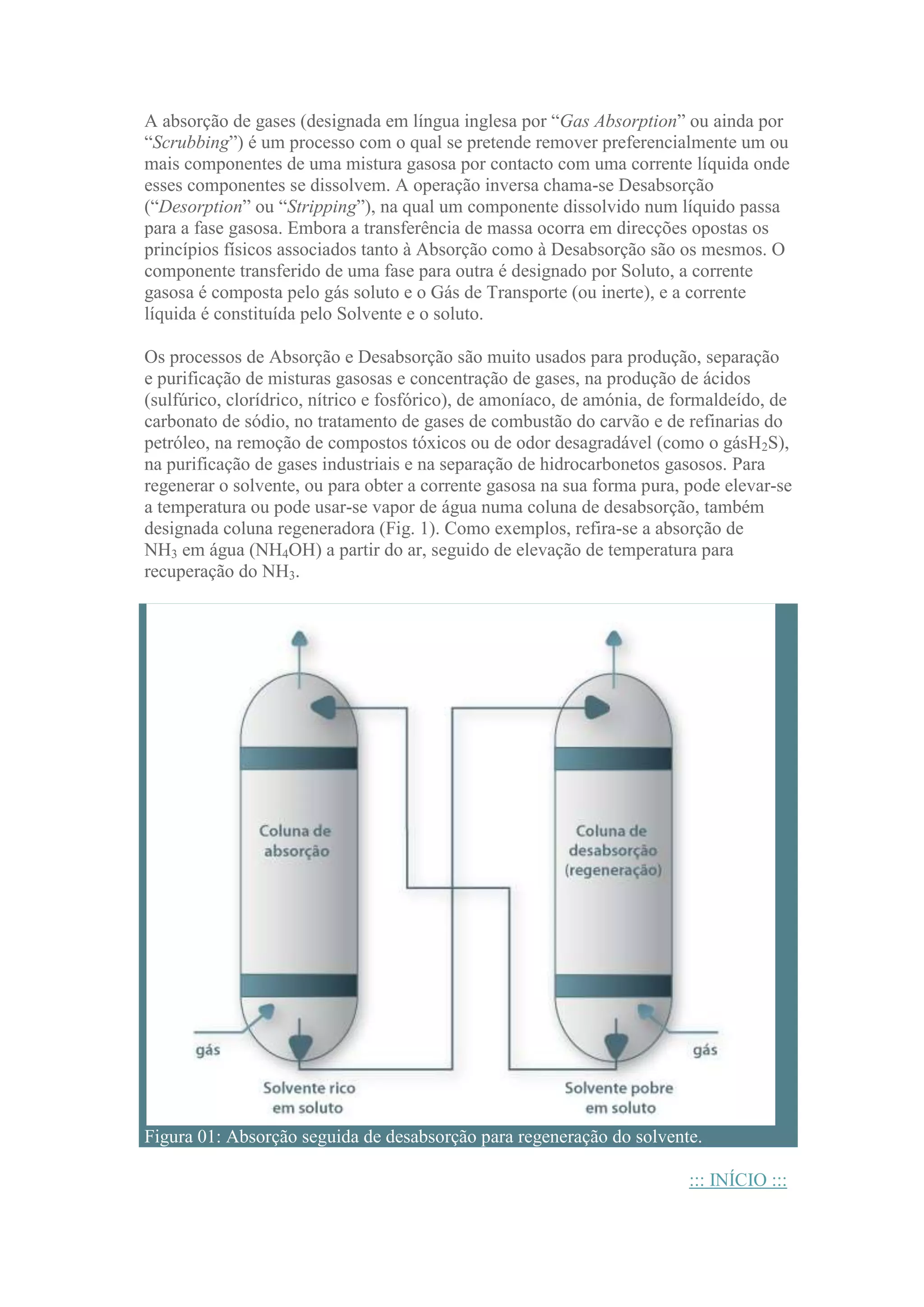
O documento discute o processo de absorção, que envolve a remoção seletiva de componentes de uma mistura gasosa através do contato com um solvente líquido. O processo é usado em diversas indústrias químicas para separação e purificação de gases. A escolha apropriada do solvente é crucial para obter uma absorção eficiente.















































