Baixado 113 vezes









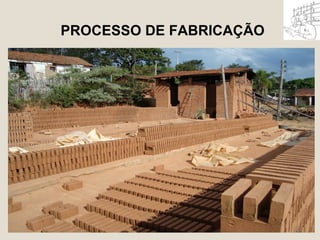
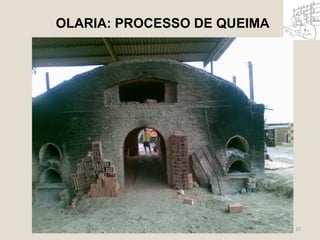

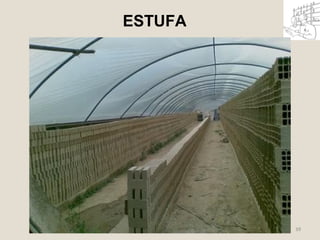

O documento descreve a história e o processo de fabricação de blocos cerâmicos e telhas. Detalha que blocos cerâmicos e telhas já eram usados há 25.000 anos e que o processo de fabricação evoluiu pouco desde os anos 1950/1960, apesar de programas de certificação na década de 1990. Também resume o processo de fabricação de blocos cerâmicos, incluindo preparação da massa, moldagem, secagem e queima.








































![Telhado 3 de 3 [modo de compatibilidade]](https://cdn.slidesharecdn.com/ss_thumbnails/telhado3de3mododecompatibilidade-141205054845-conversion-gate02-thumbnail.jpg?width=640&height=640&fit=bounds)


























