Baixado 82 vezes


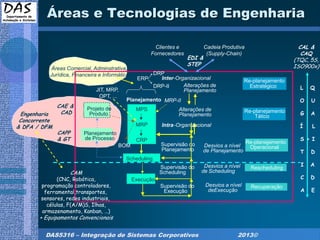

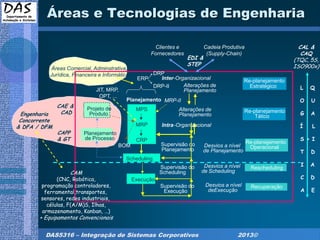
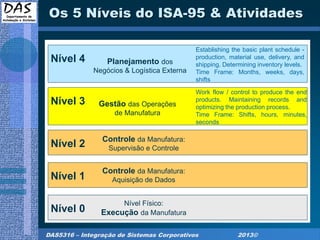
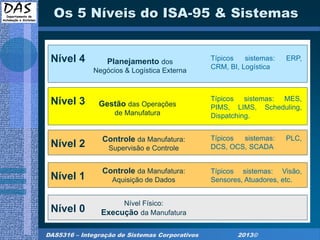
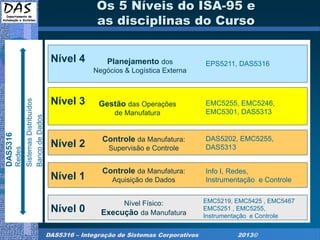
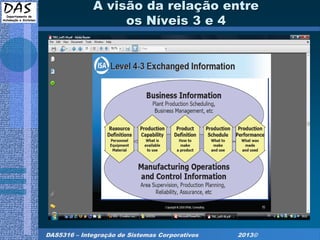
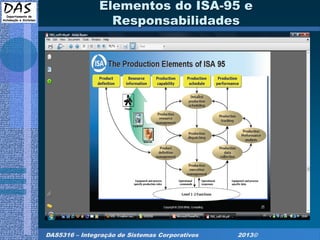
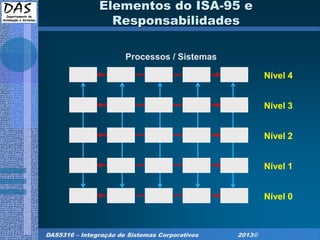

O documento discute a complexidade na concepção de soluções de automação industrial, propondo o uso do padrão ISA-95 como modelo de referência para integrar os diferentes sistemas e níveis de uma empresa. O ISA-95 define 5 níveis de integração entre os sistemas de negócios e de manufatura e fornece modelos de processos, terminologias e atividades para auxiliar no projeto de soluções de automação.






















































