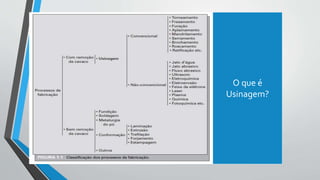
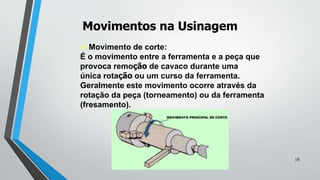
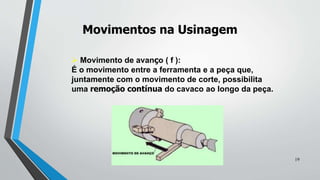
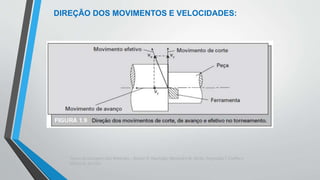
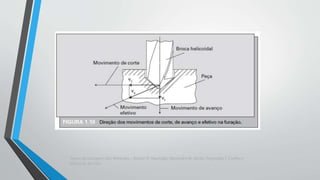
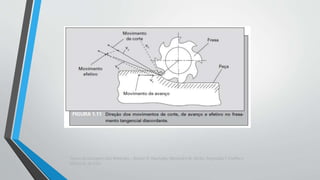
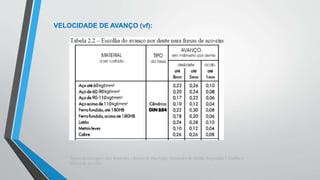
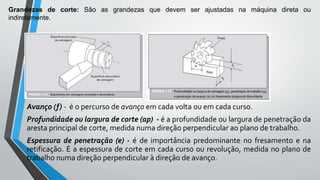
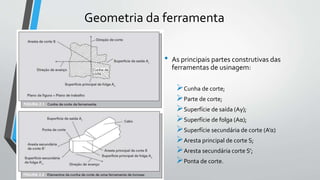
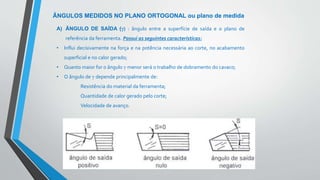
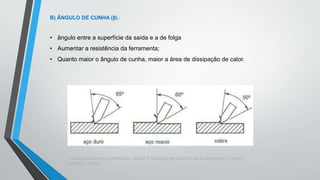
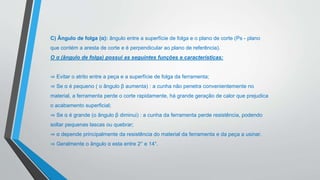
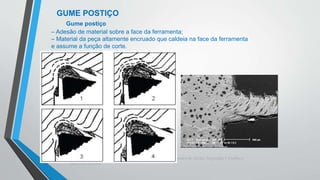
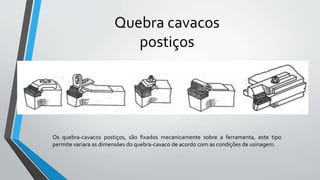
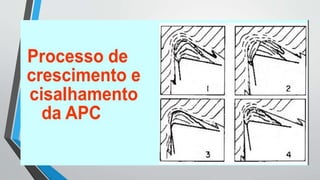
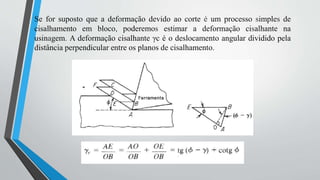
O documento discute conceitos básicos de usinagem. A usinagem é definida como um processo de fabricação no qual uma peça é obtida através da remoção de cavacos de uma peça bruta por meio de ferramentas adequadas. O documento explica os diferentes tipos de movimentos envolvidos no processo de usinagem, como movimento de corte, avanço e efetivo, assim como velocidades de corte e avanço. Fatores que influenciam a usinabilidade dos materiais também são discutidos.






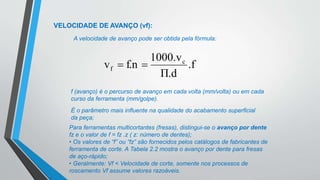
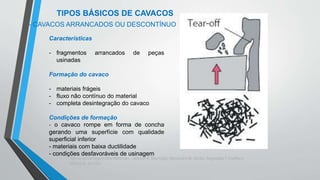
![VELOCIDADE DE CORTE (vc):
Para processos com movimento de rotação (torneamento, fresagem) a
velocidade de corte é calculada pela equação:
vc = π .d .n /1000 [m / min]
Para processos com movimento retilíneo (aplainamento), a velocidade de
corte é calculada pela equação:
vc = 2 .c .gpm /1000 [m / min]
Vc = velocidade de corte
[m/min]
d = diâmetro da peça
(ferramenta) [mm]
n = rotação da peça
(ferramenta) [rpm]
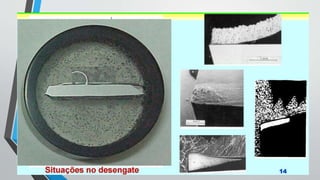
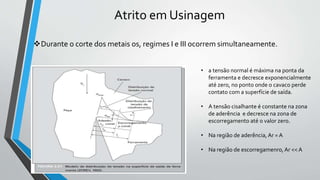
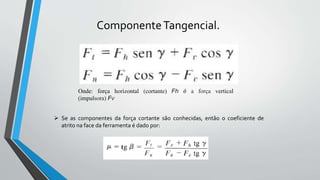
É a velocidade instantânea do ponto selecionado sobre o gume, no movimento de corte, em relação a peça.
Tem-se que: gpm:
número de golpes por
minuto;
c: percurso da
ferramenta.](https://image.slidesharecdn.com/usinagembruno-240205154429-e0fef454/85/Usinagem-Bruno-pptx-31-320.jpg)
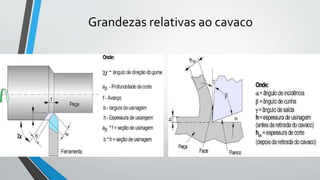
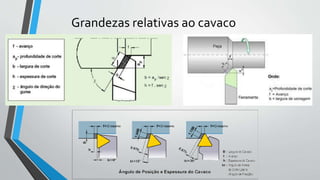
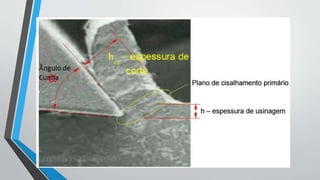
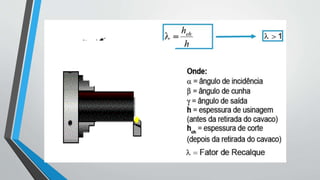
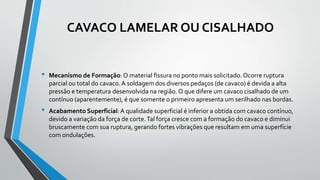
![Grandezas relativas ao cavaco
• Largura de corte (b): é a largura da seção
transversal de corte a ser retirada, medida na
superfície em usinagem principal e segundo a
direção normal à direção de corte.
𝑏 =
𝑎𝑝
𝑠𝑒𝑛χ𝑟
[mm]
• Espessura de corte (h): é a espessura calculada da
seção transversal de corte a ser retirada e medida à
superfície em usinagem principal e segundo a
direção perpendicular à direção de corte. .
h = f x sen χr [mm]
• Taxa de remoção (Q)
𝑄 = 𝑎𝑝 𝑥 𝑓 𝑥 𝑉
𝑐 [𝑐𝑚3
𝑚𝑖𝑛]](https://image.slidesharecdn.com/usinagembruno-240205154429-e0fef454/85/Usinagem-Bruno-pptx-38-320.jpg)
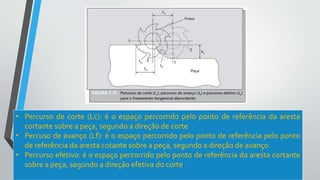
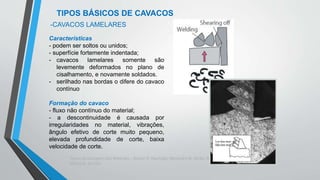
![Cálculo do Tempo de Corte
(tempos ativos)
tc = tempo de corte [min]
If = percurso de avanço [mm]
Vf = velocidade de avanço [mm/min]
c
f
f
f
f
1000.f.v
Π.d.I
f.n
I
v
I
tc
42
Prof. Fernando Penteado.
É o tempo em que a
ferramenta está efetivamente
em corte.](https://image.slidesharecdn.com/usinagembruno-240205154429-e0fef454/85/Usinagem-Bruno-pptx-42-320.jpg)
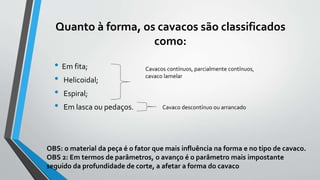
![Cálculo da Seção Transversal de Corte
A= área da seção transversal de um cavaco a ser
removido [mm²]
ap= profundidade ou largura de usinagem, medida
perpendicularmente ao plano de trabalho [mm]
.f
a
Α p
45
Prof. Fernando Penteado.](https://image.slidesharecdn.com/usinagembruno-240205154429-e0fef454/85/Usinagem-Bruno-pptx-45-320.jpg)







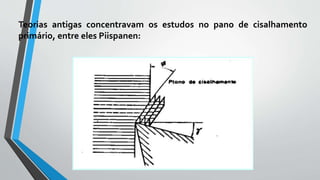



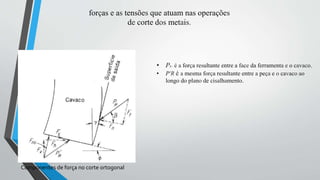

![A força principal de corte Fc é a base para o cálculo
da potência de usinagem. No caso do torneamento,
pode-se estabelecer a seguinte relação entre a força
de corte e a área da seção de usinagem:
onde, kc é a pressão específica de corte em [N/mm2].](https://image.slidesharecdn.com/usinagembruno-240205154429-e0fef454/85/Usinagem-Bruno-pptx-142-320.jpg)


































