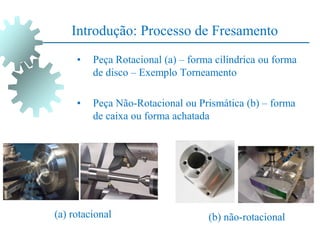
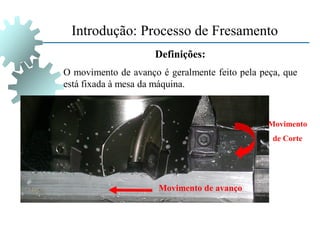
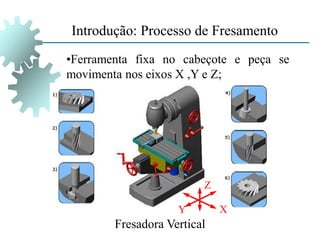
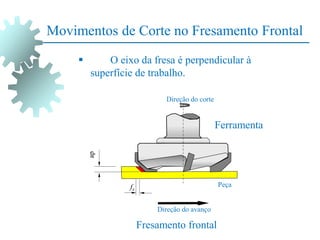
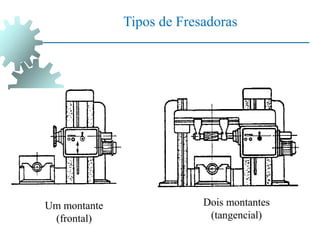
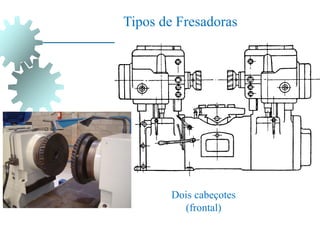
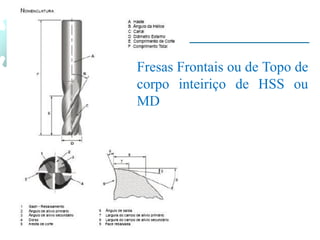
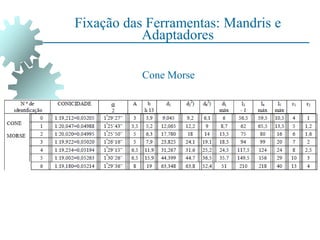
O documento descreve o processo de fresamento, incluindo: (1) introdução ao fresamento e tipos de peças; (2) máquinas de fresamento como fresadoras horizontais, verticais e universais; (3) ferramentas de fresamento como fresas e suas características geométricas.



























































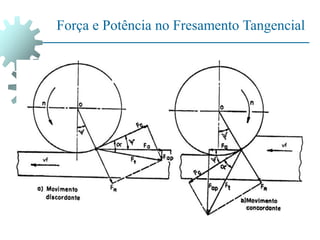
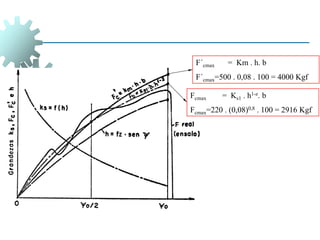
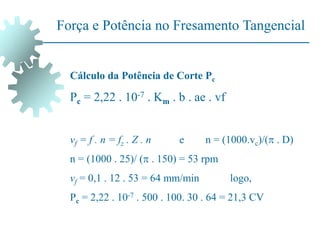
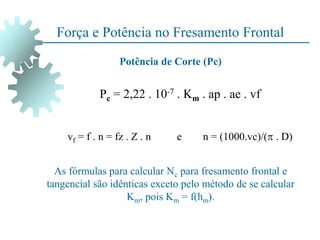
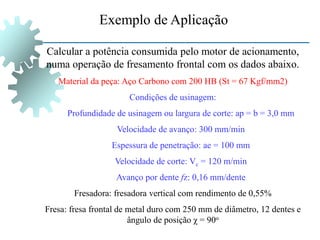
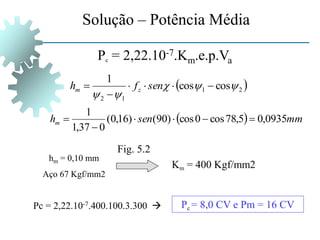
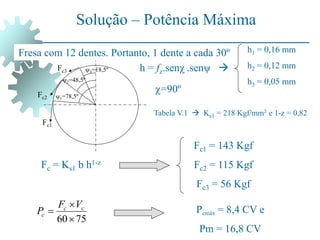
![Pc = 2,22 . 10-7 . Km . b . ae . vf
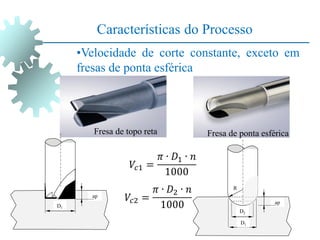
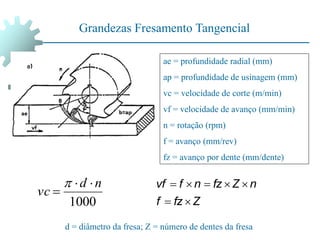
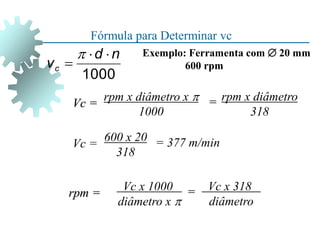
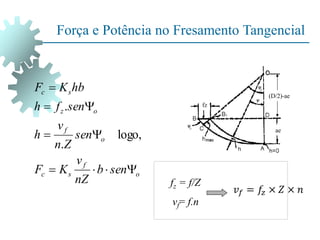
vf = f . n = fz . Z . n e n = (1000.vc)/( . D)
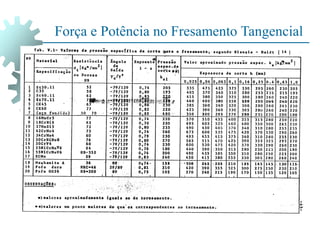
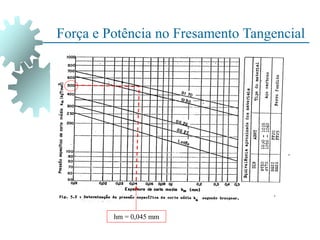
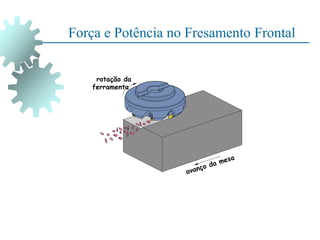
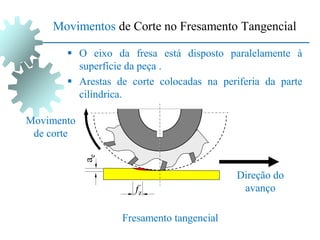
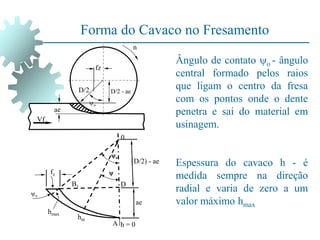
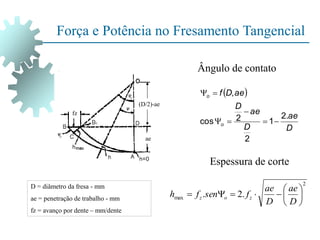
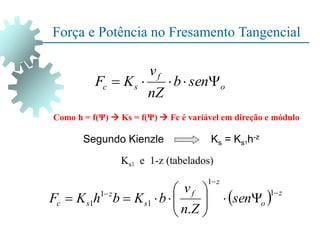
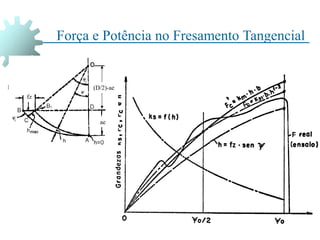
Força e Potência no Fresamento Tangencial
Potência de Corte (Pc)
1000
75
60
f
m
c
v
ae
b
K
P [CV]](https://image.slidesharecdn.com/aulafresamento1-221006030336-6f66c6f2/85/Aula-Fresamento-1-pdf-155-320.jpg)