O documento descreve os processos de usinagem convencional e de alto desempenho, incluindo torneamento, furação, fresamento, retificação e outros. Também aborda usinagem por controle numérico computadorizado, microusinagem e corte a alta velocidade.
Alargamento
Processo destinado aodesbaste ou ao acabamento de furos
cilíndricos ou cônicos, com auxílio de ferramenta normalmente
multicortante.
Alargamento de acabamento e Alargamento de desbaste: da parede
de um furo cilíndrico.
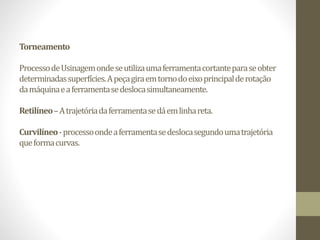
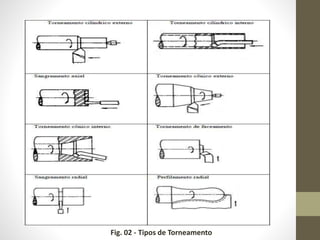
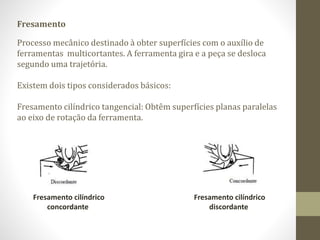
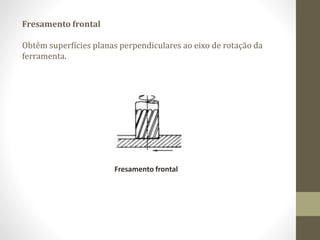
Fresamento
Processo mecânico destinadoà obter superfícies com o auxílio de
ferramentas multicortantes. A ferramenta gira e a peça se desloca
segundo uma trajetória.
Existem dois tipos considerados básicos:
Fresamento cilíndrico tangencial: Obtêm superfícies planas paralelas
ao eixo de rotação da ferramenta.
Fresamento cilíndrico
concordante
Fresamento cilíndrico
discordante
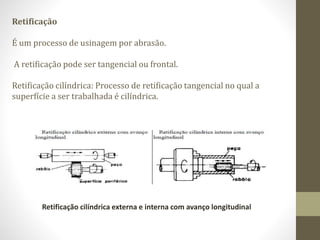
Retificação
É um processode usinagem por abrasão.
A retificação pode ser tangencial ou frontal.
Retificação cilíndrica: Processo de retificação tangencial no qual a
superfície a ser trabalhada é cilíndrica.
Retificação cilíndrica externa e interna com avanço longitudinal
11.
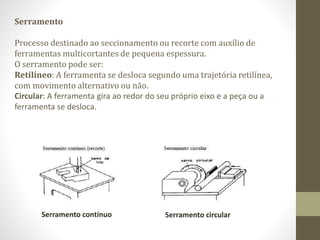
Serramento
Processo destinado aoseccionamento ou recorte com auxílio de
ferramentas multicortantes de pequena espessura.
O serramento pode ser:
Retilíneo: A ferramenta se desloca segundo uma trajetória retilínea,
com movimento alternativo ou não.
Circular: A ferramenta gira ao redor do seu próprio eixo e a peça ou a
ferramenta se desloca.
Serramento contínuo Serramento circular
12.
LIMAGEM
A limagem éum processo mecânico de usinagem destinado à
obtenção de superfícies com auxílio de ferramentas multicortantes
(elaboradas por picagem) de movimento contínuo ou alternado
RASQUETEAMENTO
Processo manual de usinagem destinado à ajustagem de
superfícies com auxílio de ferramenta multicortante
ESPELHAMENTO
Processo mecânico de usinagem por abrasão no qual é dado o
acabamento final da peça por meio de abrasivos.
POLIMENTO
Processo mecânico de usinagem por abrasão no qual a ferramenta é
constituída por um disco ou varios discos revestidos de substâncias
abrasivas.
13.
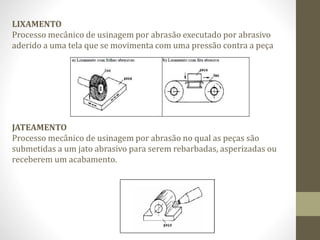
LIXAMENTO
Processo mecânico deusinagem por abrasão executado por abrasivo
aderido a uma tela que se movimenta com uma pressão contra a peça
JATEAMENTO
Processo mecânico de usinagem por abrasão no qual as peças são
submetidas a um jato abrasivo para serem rebarbadas, asperizadas ou
receberem um acabamento.
O que éUsinagem de alto
desempenho?
É um processos que
procuram associar altas
velocidades de corte, altas
taxas de remoção de
material com a otimização
da ferramenta.
16.
CNC
• Computer
• Numeric
•Control
Controle numérico computadorizado (código G)
Na década de 40 foi desenvolvido o NC (Controle Numérico) que evoluiu
posteriormente para CNC. A utilização de CNC's, permite a produção de
peças complexas com grande precisão, especialmente quando associado a
programas de CAD/CAM.
17.
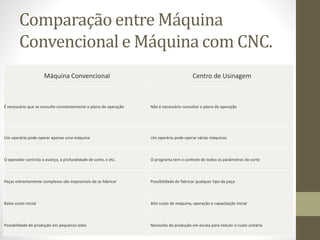
Comparação entre Máquina
Convencionale Máquina com CNC.
Máquina Convencional Centro de Usinagem
É necessário que se consulte constantemente o plano de operação Não é necessário consultar o plano de operação
Um operário pode operar apenas uma máquina Um operário pode operar várias máquinas
O operador controla o avanço, a profundidade de corte, e etc. O programa tem o controle de todos os parâmetros de corte
Peças extremamente complexas são impossíveis de se fabricar Possibilidade de fabricar qualquer tipo de peça
Baixo custo inicial Alto custo de máquina, operação e capacitação inicial
Possibilidade de produção em pequenos lotes Necessita de produção em escala para reduzir o custo unitário
18.
Pontos positivos
• Curvassão facilmente cortadas
• complexas estruturas com 3 dimensões tornam-se
fáceis;
• Menor numero de operador
• Menor número de erros humanos
• linhas de montagens mais rápidas
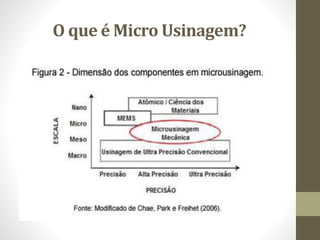
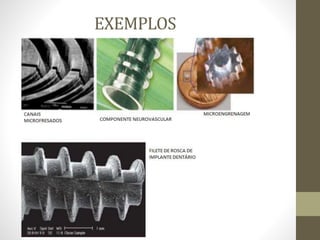
Micro Usinagem dePrecisão
• É um tipo de usinagem que utiliza tecnologia
de precisão para produzir micro peças com
dimensões muito pequenas.
• Precisão (dimensões) destas micro pecas são
medidos em mícron, que é um milésimo de
milímetro.
Tipos de OperaçõesHigh Speed
• Usinagem a laser/microfresagem a laser é um processo de
usinagem genérico que envolve a remoção de material até
atingir uma profundidade específica
• Laser drilling (perfuração a laser) é um processo sem contato
que pode ser usado para produzir micro furos em qualquer
material.
25.
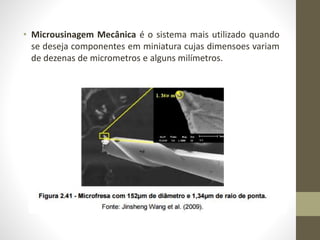
• Microusinagem Mecânicaé o sistema mais utilizado quando
se deseja componentes em miniatura cujas dimensoes variam
de dezenas de micrometros e alguns milímetros.
26.
• Micro EDM(Electro Discharge Machining) processo de
remoção de material através fusão e vaporização.
• Micro USM (Ultrasonic Machining) operação que ocorre com
a utilização de uma ferramenta e material abrasivo para
realizar pequenas penetrações em materiais frágeis, como,
vidro cerâmica, silicone e grafite.
• Liga (Lithography, Galvo and Abformung): operação realizada
através de eletrodeposição e moldagem.
• Micro-ECM (Eletrochemical Machining): operação baseada na
dissolução eletroquímica do material.
A origem doHSC
(HighSpeedCutting)
• HSC foi desenvolvido pelo alemão Dr. Carl Salomon em 1931, o que
resultou em uma patente alemã.
Objetivos do HSC
• Economizar tempo de produção
• Maior precisão dimensional
• Melhor acabamento para as peças usinadas
• Execuçao do trabalho com menor stress
30.
Conceito de HSM
(HighSpeedMachine)
•A idéia consiste em aumentar a velocidade de usinagem e
assim diminuir a temperatura da peça sendo usinada, pois a
maior parte da dissipação de calor ocorre no cavaco, o que
causa um menor enfraquecimento do material.
Utilização de High Speed
• Peças com formas complexas,
• Parede extremamente finas,
• Fendas estreitas.
31.
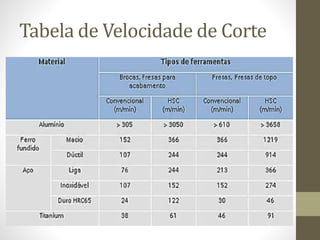
Velocidade de Corte
•Na Usinagem High Speed a velocidade de corte é maior do
que a velocidade de condução térmica, concentrando a maior
parte da dissipação de calor no material removido (cavaco).
• cavacos "quebrados" (em pedaços de 2 à 3mm)
• Processo adiabático, não há troca de calor.
• Dispensa fluído de corte.
Tipos de materiaisque podem ser
trabalhados com High Speed
• Aços.
• Ferros Fundidos.
• Ligas de Alumínio.
• Titanium.
34.
Ramo principal daUsinagem HS
• Maior mercado Indústria Aeroespacial.
• Moldes para ferramentas de conformação, acabamento.
• Termeletricidades
• Próteses utilizadas nas áreas da medicina e odontologia.
35.
Usinagem High Speedrequer:
• Tecnologia Mecânica: Spindle e cabeçote e balanceamento dos
mesmos,
• A formação de cavacos, "quebrados" geram menos calor e menor
desgaste da ferramenta.
• Tecnologia Eletrônica: Processamento rápido de blocos de
movimento, gerenciamento da velocidade, eliminação de erro
de contorno .
• Correções precisas de ferramenta, compensações para erros
mecânicos/induzidos.
• Máxima segurança de máquina devido à alta velocidade dos
eixos.
36.
Vantagens Econômicas
• Aumentona produtividade
• Redução dos custos do processo de fabricação, tempo de ciclo
mais rápido
• Maior flexibilidade comercial, pedidos complexos podem ser
atendidos em menos tempo
37.
Vantagens Tecnológicas
• Aumentoda qualidade superficial (Rugosidade < 0,001mm = 1µm)
• Melhoria na formação de cavaco;
• Melhoria da exatidão dimensional
• Ferramentas e produtos com maior precisão
• Usinagem sem vibrações
• Melhoria na dissipação do calor do processo
• Altas taxas de remoção do material;
• Estabilidade do processo
• Usinagem de microcomponentes em 3D, com alta complexidade
geométrica.
38.
Desvantagens
• Alto nívelde desgaste da ferramenta de corte
• Maior custo tanto para a máquina-ferramenta como para a
ferramenta de corte
• Necessidade de alta precisão do balanceamento do
ferramental
• Necessidade de fusos de alta velocidade, sua vida útil será
menor.
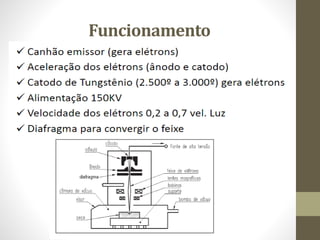
Equipamento
Os componentes básicos,são: canhão emissor de
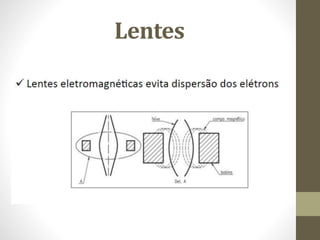
elétrons, lentes de focalização e sistema de ajuste de
foco, todos alojados numa câmara de vácuo.
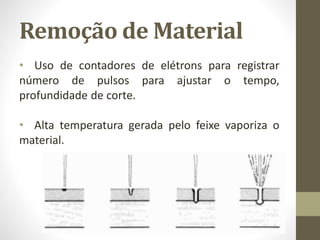
Remoção de Material
•Uso de contadores de elétrons para registrar
número de pulsos para ajustar o tempo,
profundidade de corte.
• Alta temperatura gerada pelo feixe vaporiza o
material.
46.
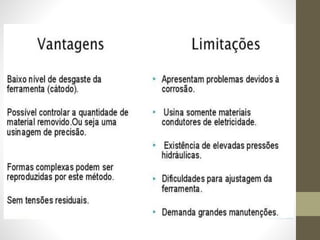
Vantagens
• Produz umacabamento mais liso na superfície do
material e os resultados são mais precisos do que em
outros processos de usinagem.
• Pode cortar tipos diferentes de metais e ligas
metálicas.
• Na maioria dos casos, após o processo de corte não
necessita de acabamento posterior.
47.
Desvantagens
• Necessidade deoperadores especialmente
treinados.
• Limitações do equipamento tornam a usinagem
de feixe de elétrons inadequada para a maioria das
indústrias.
48.
Aplicações
• Materiais queprecisam de alta precisão e
qualidade, como peças para indústrias
aeroespacial, naval, nuclear e eletrônicos.
49.
Processo de usinagem–
Corte Eletroquímico
Ausinagemeletroquímica(ECM-Electrochemicalmachining)é
umprocessonãoconvencionaldeusinagem,noqualaremoção
dematerialpelasreaçõesquímicasqueocorremdurante
processo
50.
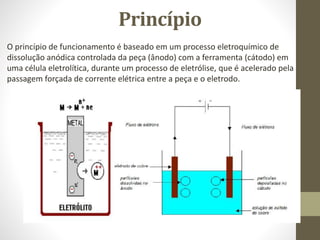
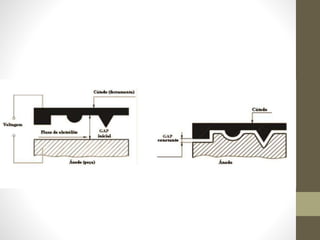
Princípio
O princípio defuncionamento é baseado em um processo eletroquímico de
dissolução anódica controlada da peça (ânodo) com a ferramenta (cátodo) em
uma célula eletrolítica, durante um processo de eletrólise, que é acelerado pela
passagem forçada de corrente elétrica entre a peça e o eletrodo.
51.
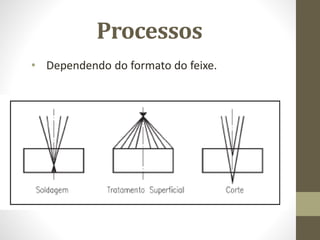
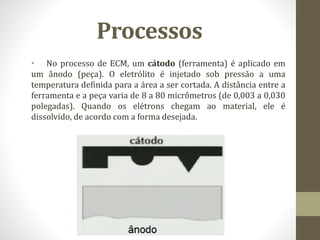
Processos
• No processode ECM, um cátodo (ferramenta) é aplicado em
um ânodo (peça). O eletrólito é injetado sob pressão a uma
temperatura definida para a área a ser cortada. A distância entre a
ferramenta e a peça varia de 8 a 80 micrômetros (de 0,003 a 0,030
polegadas). Quando os elétrons chegam ao material, ele é
dissolvido, de acordo com a forma desejada.