Baixado 290 vezes





























![VHM (C d C Op ) H disp .
Onde:
VHM = valor hora/máquina.
Cd = custo de depreciação.
COp = custo de operação.
Hdisp = horas disponíveis no ano.
Veja um exemplo:
Imagine uma máquina com o custo de depreciação de R$ 500,00 por ano, e com o
custo de operação de R$ 2.000,00 por ano. Digamos que ela trabalha 02 horas por
dia, 05 dias por semana e 50 semanas em um ano ( 02 x 05 x 50 500 horas/ano).
Seu valor hora/máquina seria:
VHM = (500 + 2000)/500.
VHM = 2500/500.
VHM = R$ 5,00.
Este custo será utilizado depois para determinar o preço de venda.
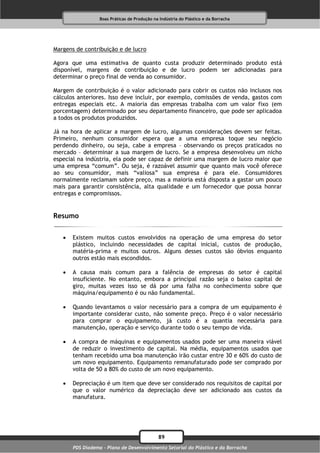
Determinando o preço da peça
Determinar o preço da peça e/ou produto (ou preço de venda) que é cobrado do
consumidor é uma função muito específica do produto. Existem dois itens para
calcular: custo de máquina (incluindo operador) e custo de material. Margens de
contribuição e margem de lucro são adicionadas para determinar o preço final.
Custo de Máquina
Existe uma fórmula específica para calcular o custo da máquina, utilizando a
hora/máquina. A fórmula é:
C m VHM [(3600 / C t ) N C ]
Onde:
Cm = Custo de Máquina.
VHM = Valor Hora/Máquina.
Ct = Tempo de Ciclo em segundos.
Nc = Número de Cavidades.
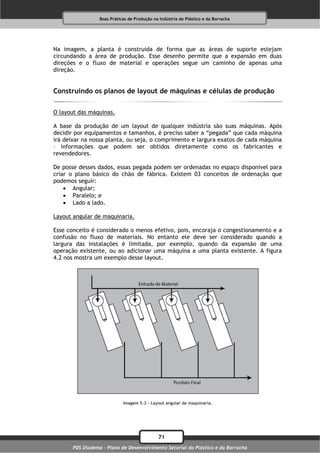
O tempo de ciclo é definido como o período entre um determinado
ponto no ciclo de moldagem até aquele exato ponto no próximo ciclo.
88
PDS Diadema - Plano de Desenvolvimento Setorial do Plástico e da Borracha](https://image.slidesharecdn.com/apostilaboaspraticasproducao-130131211644-phpapp01/85/Apostila-de-Boas-Praticas-da-Producao-na-Industria-94-320.jpg)











































O documento apresenta os principais objetivos do Plano de Desenvolvimento Setorial do Plástico e da Borracha implementado pela Prefeitura de Diadema, que visa fomentar o desenvolvimento das indústrias locais através da capacitação de gestores, disseminação de conceitos de inovação, realização de cursos e encontros para debater tendências e problemas do setor.

















































































