Transferir como PDF, PPTX

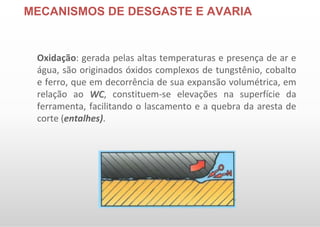
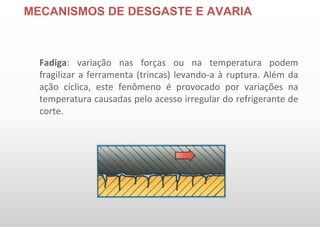
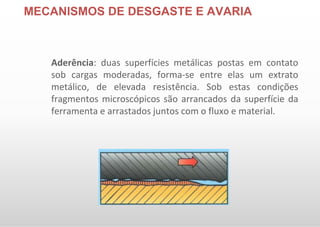

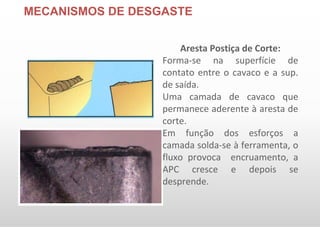
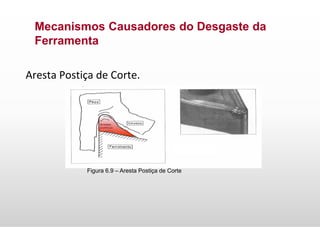
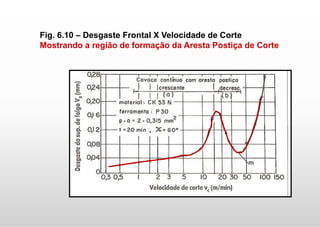


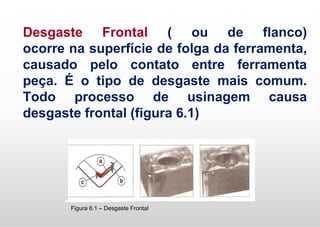
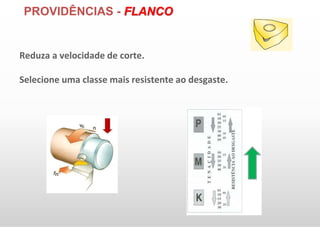
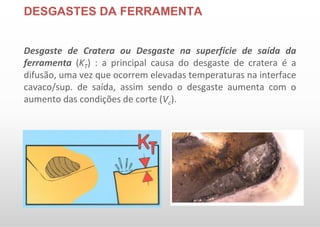
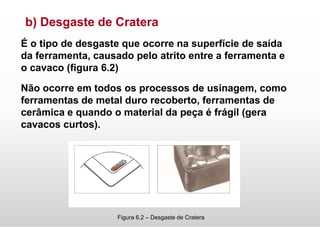

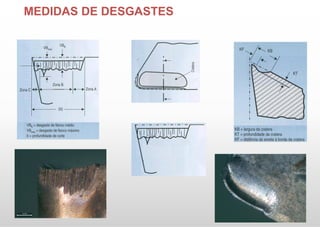
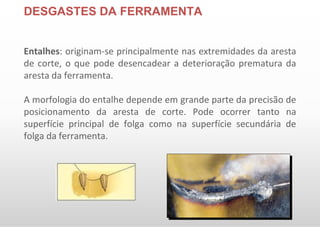
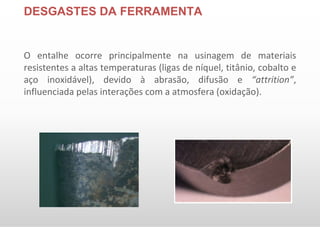
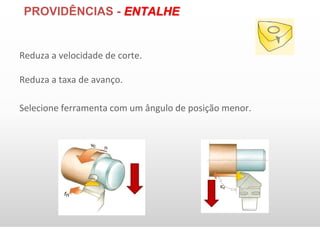







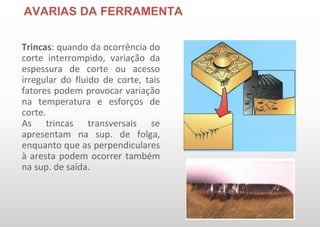
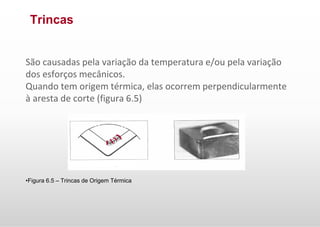
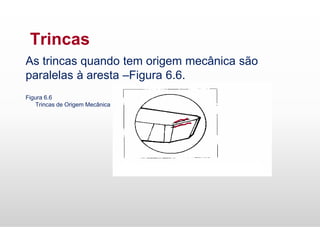






O documento discute os principais mecanismos de desgaste e avarias que podem ocorrer nas ferramentas de corte durante processos de usinagem, incluindo abrasão, difusão, oxidação, fadiga, aderência e formação de aresta postiça de corte. Também explica os tipos de desgastes como desgaste frontal, de cratera e entalhes, além de avarias como quebras, lascamento, deformação plástica e trincas. Finalmente, fornece recomendações para prevenir cada tipo de problema














































