Baixado 158 vezes
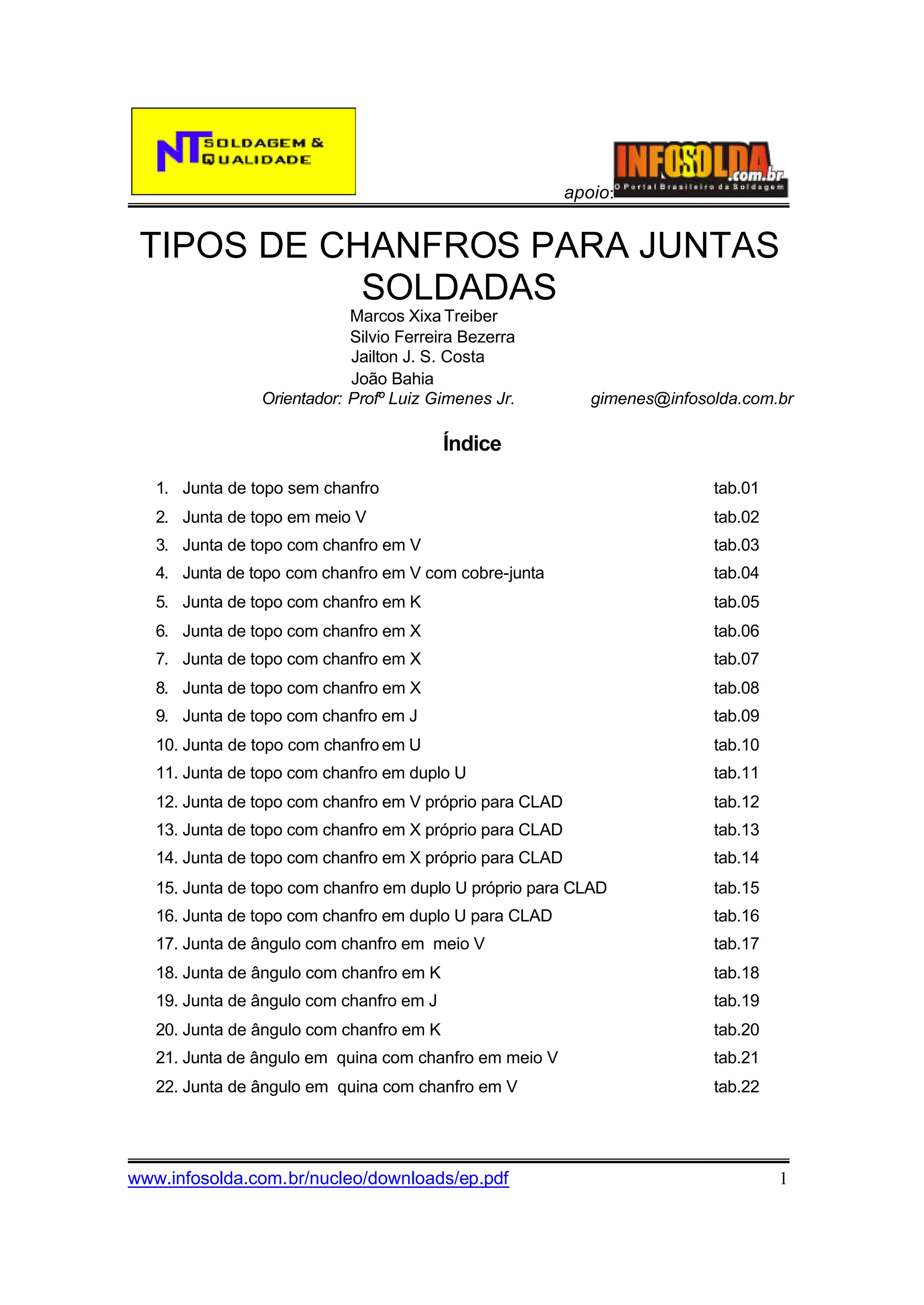

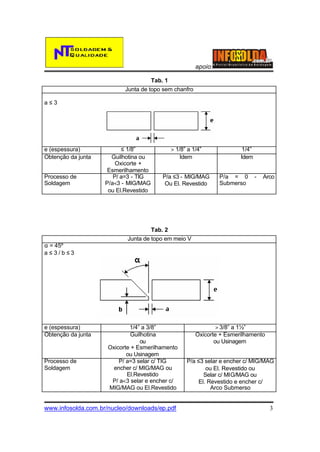
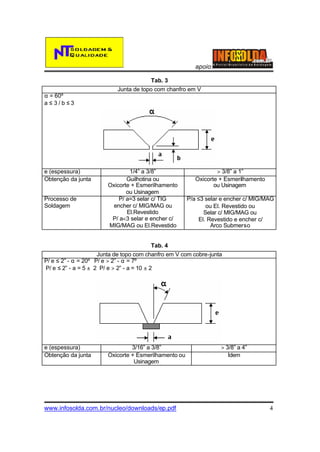
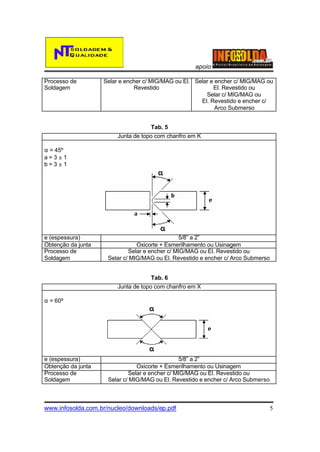
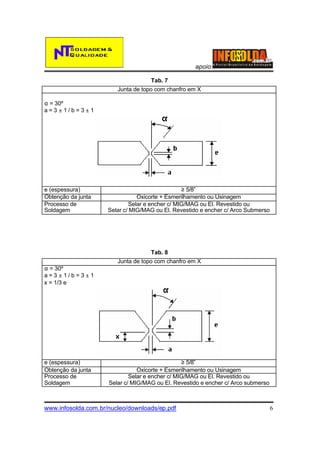
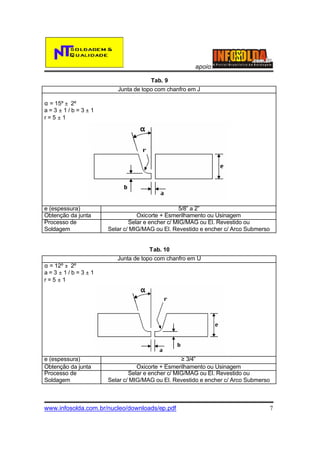
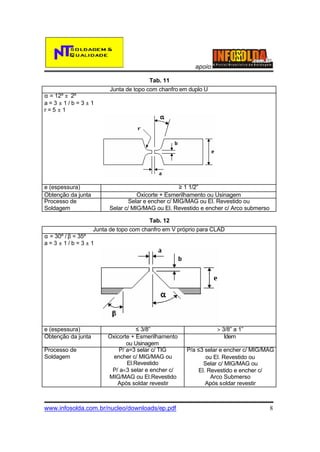
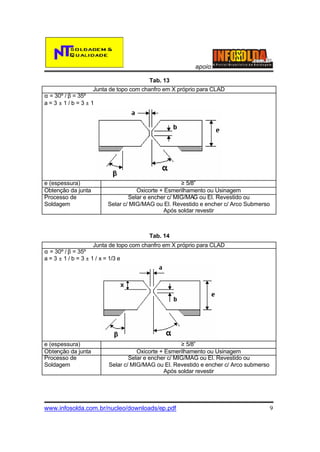
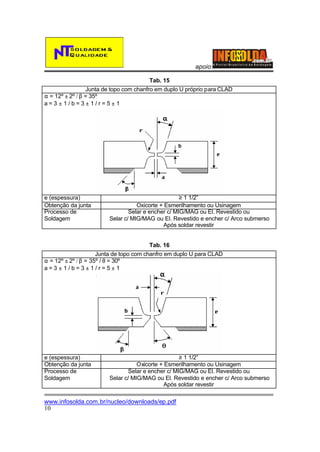
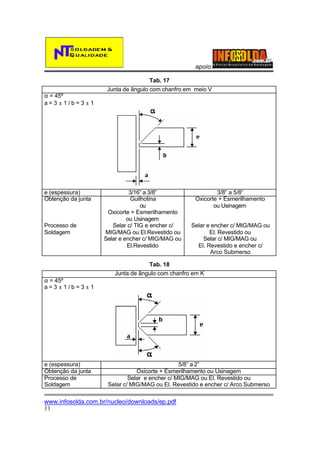
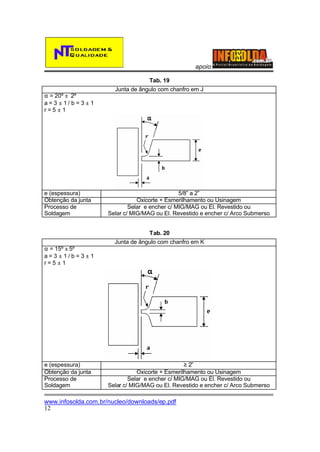
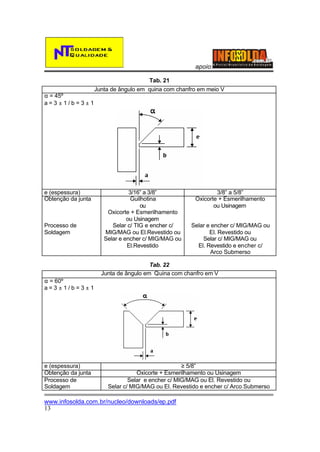
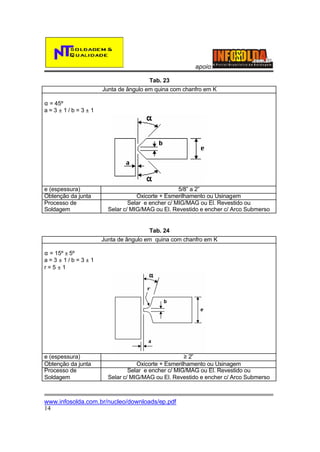
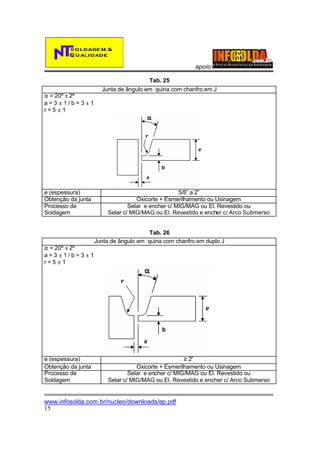


O documento descreve 21 tabelas com diferentes tipos de chanfros para juntas soldadas em topo e ângulo, especificando os parâmetros geométricos de cada chanfro, espessuras aplicáveis, métodos de obtenção e processos de soldagem recomendados. As tabelas fornecem informações técnicas detalhadas sobre geometrias de chanfro adequadas para diferentes espessuras de materiais e processos de soldagem.



































![Trabalho ..[1] trabalho de soldadura](https://cdn.slidesharecdn.com/ss_thumbnails/trabalho-1-trabalhodesoldadura-110529182127-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)



![4-serralharia_e_soldadura-24[1].p df](https://cdn.slidesharecdn.com/ss_thumbnails/4-serralhariaesoldadura-241-250605222714-0c67128c-thumbnail.jpg?width=640&height=640&fit=bounds)









