Baixado 48 vezes



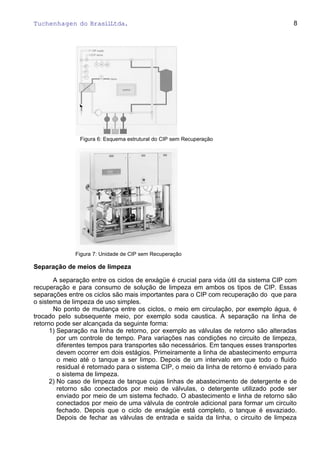
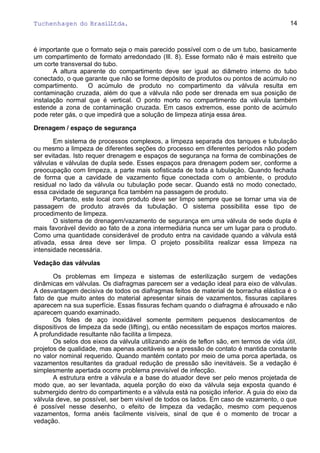

O documento discute sistemas de limpeza CIP (Cleaning in Place). Apresenta diferentes tipos de limpeza como de alta e baixa pressão e descreve equipamentos como sprayballs e jatos pontuais rotativos. Também explica sistemas CIP com e sem recuperação, destacando vantagens de cada um. Diagramas ilustram componentes e fluxo de um sistema CIP com recuperação.

































































