Baixado 80 vezes
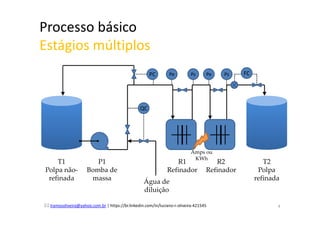
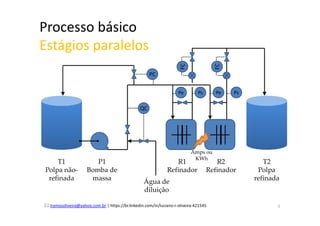
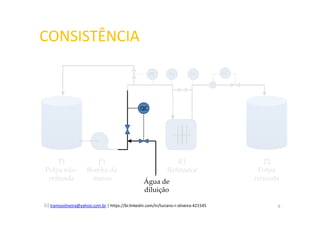
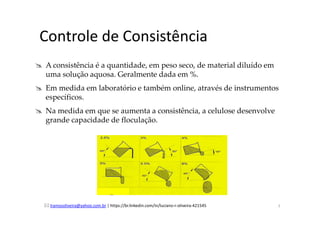




O documento descreve o processo de refino de polpa celulósica em baixa consistência, incluindo configurações de estágios simples e múltiplos, controle de parâmetros como consistência, fluxo, recirculação, pressão e energia, e seu impacto na qualidade da polpa refinada.









































![[Apostila] boas práticas de refrigeração senai (44 pág, br)](https://cdn.slidesharecdn.com/ss_thumbnails/apostilaboasprticasderefrigerao-senai44pgbr-150604144017-lva1-app6891-thumbnail.jpg?width=640&height=640&fit=bounds)


















