Processos Metalúrgicos de Soldagem
•
0 gostou•75 visualizações

O documento descreve os processos metalúrgicos de fabricação por soldagem. A soldagem une duas partes metálicas através da aplicação de calor. Ela é amplamente utilizada em diversas aplicações como estruturas metálicas, veículos, pontes e componentes eletrônicos. O processo de soldagem requer geração de energia suficiente para unir os materiais e evitar contaminação durante a união.

Recomendados
Mais conteúdo relacionado
Mais procurados
Mais procurados (19)
Semelhante a Processos Metalúrgicos de Soldagem
Semelhante a Processos Metalúrgicos de Soldagem (20)
Mais de André Pissolatti
Último
Último (7)
Processos Metalúrgicos de Soldagem
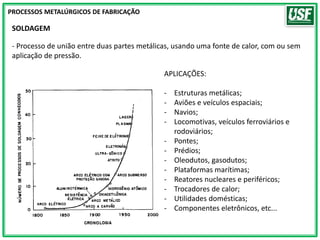
- 1. PROCESSOS METALÚRGICOS DE FABRICAÇÃO SOLDAGEM - Processo de união entre duas partes metálicas, usando uma fonte de calor, com ou sem aplicação de pressão. APLICAÇÕES: - Estruturas metálicas; - Aviões e veículos espaciais; - Navios; - Locomotivas, veículos ferroviários e rodoviários; - Pontes; - Prédios; - Oleodutos, gasodutos; - Plataformas marítimas; - Reatores nucleares e periféricos; - Trocadores de calor; - Utilidades domésticas; - Componentes eletrônicos, etc...
- 2. PROCESSOS METALÚRGICOS DE FABRICAÇÃO - SOLDAGEM O processo de soldagem deve preencher os seguintes requisitos: - Gerar uma quantidade de energia capaz de unir dois materiais, similares ou não; - Remover as contaminações das superfícies a serem unidas. - Evitar que o ar atmosférico contamine a região durante a soldagem. - Propiciar o controle da transformação de fase, pare que a solda alcance as propriedades desejadas, sejam elas físicas, químicas ou mecânicas.
- 3. PROCESSOS METALÚRGICOS DE FABRICAÇÃO - SOLDAGEM CLASSIFICAÇÃO DOS PROCESSOS DE SOLDAGEM DE ACORDO COM A FONTE DE ENERGIA E O TIPO DE PROTEÇÃO. FONTE DE ENERGIA Tipo de proteção Vácuo Gás Inerte Gás Fluxo (escória) Sem Proteção Química Chama N Oxiacetilênica Reação exotérmica N Aluminotérmica Elétrica Resistência elétrica N N N Eletroescória Topo-a-topo Ponto Ressalto Costura Eletrodo consumível N MIG Eletrodo tubular Soldagem de prisioneiros MAG Eletrodo revestido Arco submerso Eletrodo não consumível N TIG Eletrodo de carbono Energia radiante Eletromagnética Laser N N Partículas Feixe de Elétrons N N N
- 4. PROCESSOS METALÚRGICOS DE FABRICAÇÃO - SOLDAGEM Classificação dos processos de soldagem a partir da natureza da união Estado Sólido A frio A quente Explosão Ultra-Som Atrito Difusão
- 5. PROCESSOS METALÚRGICOS DE FABRICAÇÃO - SOLDAGEM Classificação dos processos de soldagem a partir da natureza da união Fusão Aluminotérmica Feixe de eletrons Laser Gás Brasagem Solda brasagem Oxiacetilênica Resistência Elétrica Eletroescória Resistência Ponto Topo – a – topo Ressalto Costura
- 6. PROCESSOS METALÚRGICOS DE FABRICAÇÃO - SOLDAGEM Fusão Arco elétrico Proteção de gases Eletrodo não consumível Plasma TIG Eletrodo consumível MIG* Transf. Globular/ Curto – circuito. Transf. Por pulverização. Pulsado. MAG** Transf. Globular. Transf. Por curto- circuito Eletrodo tubular Proteção de escória Eletrodo tubular Eletrodo revestido Arco submerso Sem proteção – Soldagem de prisioneiro * Com argônio ou hélio ** Com argônio, oxigênio, CO2 ou misturas desses gases
- 7. PROCESSOS METALÚRGICOS DE FABRICAÇÃO - SOLDAGEM Estado sólido. Vantagens – Por explosão - Ausência de metal fundido na união. - Pouca influência nas propriedades mecânicas do metal base. - Junta com excelentes propriedades. - Adequado para juntas de metais dissimilares. - Baixo custo para certas aplicações. Vantagens – Por atrito - Independe de energia elétrica. - Junta com excelentes propriedades. - Adequado para juntas de metais dissimilares - Necessita de pouca energia elétrica Desvantagens – Por explosão - Geometria restrita de juntas - Equipamentos robustos, fixos e caros. - Limitado e juntas sobrepostas. - Perigo pelo uso de explosivos. Desvantagens – Por atrito - Limitado a juntas de topo. - Necessita de acabamento final após a soldagem (usinagem). Emprego – Por explosão - Chapa caldeada. - Juntas de transição - Soldagem de tubos Emprego – Por atrito - Soldagem de tubos. - Soldagem com peças de geometria cilíndrica.
- 8. PROCESSOS METALÚRGICOS DE FABRICAÇÃO - SOLDAGEM Metalurgia da soldagem. Calor Principal fonte de energia À poça de fusão em quantidade e intensidade suficiente Junta soldada de boa qualidade. Fonte potencial de problemas Transformações metalúrgicas e nos fenômenos mecânicos na zona de solda Fatores – Transferência de calor em juntas soldadas - Aporte de energia ou de calor à junta soldad, também denominado insumo de calor ou energia. - Rendimento térmico do arco elétrico. - Distribuição e picos de temperatura (ciclo térmico) durante a soldagem. - Tempo de permanência nessas temperaturas. - Velocidade de resfriamento da zona de solda.
- 9. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM – METALURGIA BALANÇO DE ENERGIA NA SOLDAGEM CALOR - DISSIPADO ATMOSFERA – CALOR IRRADIANTE MEIO GASOSO QUE PROTEGE A POÇA DE FUSÃO - CONVECÇÃO USADA PARA A EXECUÇÃO DA SOLDAGEM. ENERGIA TOTAL DO ARCO 𝑸𝒕 = 𝑽. 𝑰 Qt = quantidade de energia [W – watts] V = tensão do arco [V – volts] I = corrente de soldagem [A – ampères] ENERGIA LÍQUIDA DISPONÍVEL 𝑸𝒍 = 𝒆𝒂. 𝑽. 𝑰 Ql = quantidade de energia líquida [W – watts] ea = eficiência de arco
- 10. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM – METALURGIA BALANÇO DE ENERGIA NA SOLDAGEM Valores de eficiência do arco e dos rendimentos térmicos de alguns processos de soldagem
- 11. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM – METALURGIA BALANÇO DE ENERGIA NA SOLDAGEM APORTE de ENERGIA TOTAL 𝑯𝒕 = 𝟔𝟎 ∙ 𝑽 ∙ 𝑰 𝒗 [ 𝑱 𝒄𝒎 ] v = velocidade de avanço da fonte de calor [cm/min] APORTE LÍQUIDO de ENERGIA 𝑯𝒍 = 𝒆𝒂 ∙ 𝑽 ∙ 𝑰 𝒗 [ 𝑱 𝒄𝒎 ] A expressão traduz a energia realmente disponível para a soldagem.
- 12. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM – METALURGIA BALANÇO DE ENERGIA NA SOLDAGEM CONDUÇÃO DE CALOR EM CHAPAS GROSSAS. - A fonte móvel de calor se desloca sobre a chapa no regime “quase estacionário”. - Caracteriza pela distribuição de temperaturas ser constante para o observador sobre a fonte móvel a uma determinada velocidade.
- 13. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM – METALURGIA BALANÇO DE ENERGIA NA SOLDAGEM CONDUÇÃO DE CALOR EM CHAPAS FINAS. - A fonte móvel de calor se desloca sobre a chapa no regime “quase estacionário”, também. - Considera-se que não há fluxo na direção da espessura da chapa, que resulta na condução nas direções x e y, que caracteriza um fluxo bidirecional, com a fonte de calor do tipo linear .
- 14. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM – METALURGIA BALANÇO DE ENERGIA NA SOLDAGEM CONCEITO DE CONSTANTE DE TEMPO NA CONDUÇÃO DO CALOR. - Nos fenômenos de condução de calor em corpos metálicos, é muito importante o conceito de “CONSTANTE DE TEMPO”, que permite estimar o tempo necessário para que se atinja o regime “quase estacionário”. 𝒓𝟐 𝒌 ∙ 𝒕 = 𝟏𝟔 r = distância da propagação do calor no instante t [cm]. k = difusividade térmica do material [cm2/s] t = tempo [s] Exemplo: Calcular o tempo necessário para que a condução de calor, em uma chapa fina de aço, atinja o regime quase estacionário durante a soldagem com um eletrodo, com uma velocidade de 0,25 cm/s, sabendo-se que a difusidade térmica do material k = 0,1 cm2/s.
- 15. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM – METALURGIA BALANÇO DE ENERGIA NA SOLDAGEM CICLOS TÉRMICOS NA SOLDAGEM E A DISTRIBUIÇÃO DE TEMPERATURAS. - O ciclos térmicos influenciam diretamente a estrutura cristalina, e portanto nas propriedades finais dos materiais soldados. Fase 1: aquecimento vigoroso no início do processo Fase 2: temperatura máxima do ciclo é atingida. Fase 3: resfriamento gradual, até que a temperatura retorne ao valor inicial. O conjunto de temperaturas é função das seguintes grandezas e variáveis - Intensidade da fonte de calor - Propriedades termodinâmicas do material. - Temperatura inicial do sólido. - Velocidade de deslocamento da fonte móvel de energia - Coordenadas do ponto onde se deseja conhecer o valor da temperatura.
- 16. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM – METALURGIA BALANÇO DE ENERGIA NA SOLDAGEM CICLOS TÉRMICOS NA SOLDAGEM E A DISTRIBUIÇÃO DE TEMPERATURAS. - O ciclos térmicos influenciam diretamente a estrutura cristalina, e portanto nas propriedades finais dos materiais soldados. Fase 1: aquecimento vigoroso no início do processo Fase 2: temperatura máxima do ciclo é atingida. Fase 3: resfriamento gradual, até que a temperatura retorne ao valor inicial. O conjunto de temperaturas é função das seguintes grandezas e variáveis - Intensidade da fonte de calor - Propriedades termodinâmicas do material. - Temperatura inicial do sólido. - Velocidade de deslocamento da fonte móvel de energia - Coordenadas do ponto onde se deseja conhecer o valor da temperatura.
- 17. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM – METALURGIA BALANÇO DE ENERGIA NA SOLDAGEM OUTROS EFEITOS CAUSADOS PELOS CICLOS TÉRMICOS DE SOLDAGEM. - Deformações residuais - Tensões residuais na junta soldada. - Propagação de trincas. - Corrosão sob tensão. - Fadiga.
- 18. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM – METALURGIA SOLIDIFICAÇÃO DA POÇA DE FUSÃO. - A solidificação na poça de fusão observa-se apenas crescimento, a solidificação continua a partir dos grãos parcialmente fundidos do metal base. - A velocidade de solidificação do poça de fusão é muito maior que a de um lingote, sendo da ordem de 100 mm/min (TIG) e 1000 mm/min (FEIXE DE ELETRONS). - Gradiente térmico total na poça de fusão chega a ter uma ordem de grandeza a mais que o observado na solidificação de um lingote – ( TIG – G = 72°C/mm) – (Arco Submerso – G = 40°C/mm). - A interface na poça de fusão desloca-se continuamente com a mesma forma, com exceção do início e fim do cordão, quando o aclive e o declive da corrente de soldagem. - A agitação do metal líquido na poça de fusão é muito maior que a do lingote, devido a presença de forças de origem eletromagnética e do gradiente de tensão superficial.
- 19. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM – METALURGIA SOLIDIFICAÇÃO DA POÇA DE FUSÃO. A zona de ligação entre solda e o metal base possui uma região parcialmente fundida. A partir da zona parcialmente fundida ocorre a solidificação da solda e o crescimento se realiza com a mesma orientação cristalina dos grãos da região parcialemente fundida. CRESCIMENTO EPITAXIAL.
- 20. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM – METALURGIA SOLIDIFICAÇÃO DA POÇA DE FUSÃO. CRESCIMENTO COMPETITIVO: é determinado pelo gradiente de extração de calor e a direção do reticulado cristalino do sistema cúbico. Os grãos que apresentam essas duas direções coincidentes tem velocidade de crescimento maior que os outros grãos.
- 21. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM – METALURGIA SOLIDIFICAÇÃO DA POÇA DE FUSÃO. Outo fator é o TAMANHO DE GRÃO do metal base: - Quanto maior o tamanho de grão do metal base, mais grosseira é a solda obtida. - Quanto maior a temperatura máxima na zona de ligação, maior o tamanho de grão e mais grosseira será a solda.
- 22. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM – METALURGIA SOLIDIFICAÇÃO DA POÇA DE FUSÃO.
- 23. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM – METALURGIA SOLIDIFICAÇÃO DA POÇA DE FUSÃO. GEOMETRIA DA POÇA DE FUSÃO: ELÍPTICO: é determinado quando a velocidade de solidificação é igual à de soldagem. GOTA: é determinado quando a velocidade de solidificação é menor do que a de soldagem.
- 24. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM – METALURGIA SOLIDIFICAÇÃO DA POÇA DE FUSÃO. GEOMETRIA DA POÇA DE FUSÃO – GRADIENTES TÉRMICOS DA POÇA DE FUSÃO.
- 25. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM – METALURGIA SOLIDIFICAÇÃO DA POÇA DE FUSÃO. GEOMETRIA DA POÇA DE FUSÃO – GRADIENTES TÉRMICOS DA POÇA DE FUSÃO.
- 26. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM – METALURGIA SOLIDIFICAÇÃO DA POÇA DE FUSÃO. GEOMETRIA DA POÇA DE FUSÃO – GRADIENTES TÉRMICOS DA POÇA DE FUSÃO.
- 27. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM – METALURGIA TRANSFORÇÕES NO ESTADO SÓLIDO Curvas CRC para diversas regiões de junta soldada: EF = ferrrita equiaxial; WF = ferrita Widmanstatten; B = Bainita; P = Perlita; M = martensita
- 28. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM – METALURGIA TRANSFORÇÕES NO ESTADO SÓLIDO Regiões da ZAC e respectivas temperaturas
- 29. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM – METALURGIA TRANSFORÇÕES NO ESTADO SÓLIDO Representação esquemática do ciclo térmico de soldagem.
- 30. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM TRANSFERÊNCIA METÁLICA EM SOLDAGEM COM ARCO ELÉTRICO. ARCO ELÉTRICO – Descarga elétrica mantida através de um gás ionizado, iniciada por uma quantidade de elétrons emitidos do eletrodo negativo (catodo) aquecido e mantido pela ionização térmica do gás aquecido. CALOR – Movimentação de cargas elétricas no arco elétrico gera calor. No arco, os íons positivos são responsáveis pela geração de calor. Choque entre íons e átomos gerados na fusão do eletrodo e entre íons e as gotas que atravessam o arco. IONIZAÇÃO – Ocorre quando um elétron localizado em uma órbita que recebe uma quantidade de energia, sendo forçado ir para uma órbita de maior energia, aquela que está recebendo. A energia necessária a produção de um elétron livre é chamada de potencial de ionização. EMISSÃO – Os elétrons são acelerados para o anodo através de campos elétricos, aquecendo-o e favorecendo a emissão de mais elétrons pelo anodo.
- 31. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM TRANSFERÊNCIA METÁLICA EM SOLDAGEM COM ARCO ELÉTRICO. Aspecto de um arco elétrico com eletrodo permanente mostrando suas regiões. Esquema em escala atômica dos fenômenos que ocorrem em um arco elétrico com eletrodo permanente.
- 32. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM TRANSFERÊNCIA METÁLICA EM SOLDAGEM COM ARCO ELÉTRICO. Transferência por curto-circuito – O metal é transferido por contato direto entre o eletrodo e a poça de fusão através de uma gota. Pode ser utilizado em qualquer posição. Transferência globular – O metal é transferido por glóbulos com diâmetro próximo ao eletrodo nu, ou alma do eletrodo. Não é adequado para soldagem fora de posição. Transferência por pulverização – O metal é transferido por gotas pequenas, bem menores que o diâmetro do eletrodo nu, ou alma do eletrodo. Utilizada na soldagem plana ou horizontal. Transferência por arco pulsado – Similar à transferência por pulverização, dela difere porque uma gota é transferida por pulso. Solda em todas as posições.
- 33. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM TRANSFERÊNCIA METÁLICA EM SOLDAGEM COM ARCO ELÉTRICO. Força eletromagnética – possui duas componente: Fx – age perpendicularmente ao eletrodo nu. Fy – age direção da corrente
- 34. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM TRANSFERÊNCIA METÁLICA EM SOLDAGEM COM ARCO ELÉTRICO. PROCESSO DE SOLDAGEM TIPO DE TRANSFERÊNCIA FORÇAS Eletrodo revestico Ácidos rutílicos Puverização Eletromagnética Expansão gasosa Básicos, celulósicos Globular Curto-circuito Tensão superficial Eletromagnética Expansão gasosa MIG (argônio) Abaixo da corrente de transição Globular Peso Tensão superficial Acima da corrente de transição Pulverização axial Arco pulsado Tensão superficial eletromagnética MIG (hélio) Glolar Peso Tensão superficial MAG (CO2) Arco normal Globular Tensão superficial Eletromagnética Arco curto Curto-circuito Tensão superficial Eletromagnética Expansão gasosa ARCO SUBMERSO Globular Tensão superficial Eletromagnética Expansão gasosa
- 35. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM TRANSFERÊNCIA METÁLICA EM SOLDAGEM COM ARCO ELÉTRICO. O tipo de transferência metálica é influenciado pelo revestimento do eletrodo, pela corrente e pela posição de soldagem Espessura do revestimento – no tamanho da gota – aumento no comprimento do revestimento não fundido na ponta do eletrodo. O calor do arco fica mais concentrado, diminuindo o tamanho médio da gota. Fluidez da escória – os eletrodos podem ser classificados, segundo a composição do seu revestimento, em: ácidos, básicos, celulósicos e rutílicos.
- 36. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM TRANSFERÊNCIA METÁLICA EM SOLDAGEM COM ARCO ELÉTRICO. CARACTERÍSTICAS TIPO DE REVESTIMENTO ÁCIDO RUTÍLICO BÁSICO Fluidez da escória ALTA MÉDIA BAIXA Tamanho médio das gotas em relação ao diâmetro da alma 10 a 40% 30 a 50% 60 a 80% Aspecto da escória VÍTREA MUITO POROSA PARCIALMENTE CRISTALINA. POROSA CRISTALINA DENSA
- 37. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM TRANSFERÊNCIA METÁLICA EM SOLDAGEM COM ARCO ELÉTRICO. INFLUÊNCIA DA CORRENTE DE SOLDAGEM Mostra que para a mesma corrente de soldagem, a CCPD apresenta menor tamanho de gota e maior taxa de deposição que a CCPI. O aumento na corrente de soldagem causa aumento na taxa de deposição do processo.
- 38. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM TRANSFERÊNCIA METÁLICA EM SOLDAGEM COM ARCO ELÉTRICO. INFLUÊNCIA DA POSIÇÃO DE SOLDAGEM Esta variável influência no tamanho da gota: gotas menores são obtidas quando o eletrodo é mantido na posição horizontal, devido possivelmente a uma diminuição do efeito da tensão superficial entre o metal fundido e a escória.
- 39. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM TRANSFERÊNCIA METÁLICA EM SOLDAGEM COM ARCO ELÉTRICO. INFLUÊNCIA DA COMPOSIÇÃO DO ELETRODO – Se dá na resistividade elétrica do eletrodo, aumentando-a ou diminuindo-a. A figura mostra a variação na taxa de deposição com o comprimento do eletrodo para três materiais diferentes. INFLUÊNCIA DA GEOMETRIA DO ELETRODO – O efeito do aumento do comprimento do eletrodo nu na taxa de deposição.
- 40. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM TRANSFERÊNCIA METÁLICA EM SOLDAGEM COM ARCO ELÉTRICO – APLICAÇÃO. EXEMPLO 339 – METALS HANDBOOK – Transferência globular / Transferência por curto-circuito. Determinado fabricante soldava chapas de liga de magnésio de 3mm de espessura e comprimento de 1500 mm, utilizando transferência globular com processo MIG automático. O aumento na velocidade de soldagem, obtido com a transferência por curto-circuito, reduz bastante o custo por comprimento de solda, além disso, o menor insumo de calor causa menos problemas de empenamento das chapas. CARACTERÍSTICA TRANSF. GLOBULAR TRANSF. POR CURTO-CIRCUITO Tipo de junta Topo Abertura na raiz (mm) ---- 2 Tipo de solda Soldagem em ranhura Eletrodo nu ER AZ61A (1,6 mm) ER AZ61A (2,4 mm) Velocidade de alimentação do eletrodo nu (mm/s) 130 175 Tensão de soldagem (V) 26 17 Velocidade de soldagem (mm/s) 13,5 16,5 Insumo de energia (kJ/cm) 26 18 Consumo do eletrodo por comprimento de solda (g/cm) 4,2 4,3
- 41. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO Definição – processo de soldagem com arco, onde a união é produzida pelo calor do arco criado entre um eletrodo revestido e a peça a soldar.
- 42. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO EQUIPAMENTO: - Fonte de energia; - Alicate para a fixação dos eletrodos; - Cabos de interligação; - Pinça para ligação à peça; - Equipamento de proteção individual; - Equipamento para limpeza da solda. Eletrodos revestidos Corrente contínua Corrente alternada Polaridade direta Eletrodo negativo Polaridade reversa Eletrodo positivo
- 43. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO Corrente contínua Corrente alternada Melhor estabilidade de arco e qualidade de depósitos, em detrimento da suscetibilidade. Reduz a suscetibilidade, mas a estabilidade de arco e a facilidade de ignição são inferiores. A queda de tensão ao longo do cabo de ligação é comparativamente menor. Pode ser vantajoso em situações onde a soldagem deva ser realizada à distância. Suscetibilidade - Quociente obtido a partir relação entre a polarização e a intensidade elétrica.
- 44. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO FONTES CORRENTE ALTERNADA Configuração simples e barata. CORRENTE CONTINUA Unidades geradoras Transformadores e retificadoras CORRENTE ALTERNADA – Mais usada para canteiros – suprimento elétrico adequado não é disponível. CORRENTE CONTÍNUA – Retificadores tendem a ser preferidos, em função de sua operação silenciosa, baixo custo de operação e reduzida manutenção, devido ao número mínimo de partes móveis.
- 45. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO ALICATE PARA A FIXAÇÃO DOS ELETRODOS. GARRA PINÇA Sistema acionado por mola. Comprimindo o eletrodo contra os contatos elétricos. Mesmo princípio que um mandril de furadeira
- 46. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO CABOS DE INTERLIGAÇÃO Dois conjuntos de cabos de interligação são utilizados, sendo um para conexão do eletrodo à fonte e outro, designado por cabo terra, para à peça que está sendo soldada. Corrente (A) Fator de trabalho (%) Comprimento do cabo (em m) 1 – 15 15 - 30 30 - 45 45 - 60 60 – 75 100 20 10 25 35 35 50 180 20 16 25 35 35 50 180 30 25 25 35 35 50 200 50 35 35 35 50 70 200 60 35 35 35 50 70 225 20 25 35 35 50 70 250 30 35 35 35 50 70 300 60 70 70 70 70 95 400 60 70 70 70 95 120 500 60 70 70 95 95 120 600 60 95 95 95 120 95 (D) 650 60 95 95 120 70(D) 95 (D) (D) – Cabo duplo.
- 47. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO EQUIPAMENTO DE PROTEÇÃO INDIVIDUAL - Capacete equipado com filtros protetores contra radiação; - Roupas para proteção do corpo, incluindo aventais, jaquetas, mangotes, luvas, etc; - Sapatos industriais. DIÂMETRO DO ELETRODO (mm) NÚMERO DO FILTRO 1,6 a 4,0 10 4,0 a 6,4 12 6,4 a 9,5 14
- 48. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO VARIÁVEIS ELÉTRICA E OPERACIONAIS - Controle da distância entre o eletrodo e a peça – manual – não pode ser executado com precisão; - A transferência dos glóbulos no arco está associada a variáveis no comprimento efetivo do arco - tensão; - Maiores tensões são requeridas para operação normal, à medida que a corrente de soldagem é aumentada. CORRENTE DE SOLDAGEM - Controla todas as características operatórias do processo, o aspecto do cordão e as propriedades da junta soldada. - Intensidade da corrente – determina a taxa de deposição para condições fixas de soldagem. - A corrente de soldagem possui um efeito inversamente proporcional sobre a velocidade de resfriamento e essa característica limita a produtividade.
- 49. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO CORRENTE DE SOLDAGEM - Uma corrente elevada pode aquecer excessivamente o revestimento e causar sua degradação. - Importante efeito controlador da penetração da solda, da largura e do reforço do cordão, além da diluição. - Alta penetração – união em geral contribuindo para uma boa fusão e minimização da área da seção transversal das juntas. - Na deposição de revestimentos soldados, o requisito é inverso, sendo necessário minimizar a penetração.
- 50. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO VELOCIDADE DE AVANÇO - Segunda mais importante variável – seu controle ser consideravelmente impreciso no caso de aplicações manuais. - Altura e largura do cordão variam inversamente. - A energia de soldagem pode ser mantida reduzida, mesmo com elevadas correntes, através do uso de altas velocidades de avanço. OSCILAÇÃO DO ELETRODO. - Tem caráter intrínseco na soldagem com este processo e é necessária para a obtenção de formatos satisfatórios de cordão. - A velocidade efetiva de avanço é diminuída com o aumento da oscilação. Aumentando a energia de soldagem. - Dependendo da posição de soldagem e do tipo de eletrodo empregado, uma oscilação mínima será necessária, destinada a permitir o controle do banho de fusão, no sentido de restringir o movimento da escória.
- 51. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO DIMENSÕES DO ELETRODO - Variam de 1 a 8mm - Comprimento de 350 a 470mm. - O diâmetro do eletrodo – faixa útil de corrente de soldagem. - Controla a densidade de corrente elétrica por unidade de área de secção transversal da alma. - Deve ser escolhido o maior diâmetro de eletrodo, para que se possa maximizar a taxa de deposição. ÂNGULO DO ELETRODO EM RELAÇÃO À PEÇA. - O ângulo do eletrodo em relação à peça é normalmente ajustado no sentido de equalizar o fluxo térmico entre as parte soldadas, controlar o banho de poça de fusão e o formato do cordão, em particular, a molhabilidade do líquido nas bordas do chanfro.
- 52. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO CONSUMÍVEIS - Obtidos através da extrusão, sob pressão de um revestimento sobre a alma. - Secos, em bandejas ou de modo ininterrupto, em fornos contínuos para o empacotamento final. REVESTIMENTOS. Mistura de compostos minerais ou orgânicos, às quais são adicionados, como aglomerantes, outros compostos com finalidades específicas. Propriedades simultâneas. - O metal de solda deve possuir as propriedades mecânicas e metalúrgicas requeridas, condicionadas à adequada proteção gasosa, desoxidação e adição de liga. - A composição química deve ser homogênea ao longo do cordão. - A remoção da escória devem ser fáceis. - Os depósitos devem ser livres de trincas, poros ou outros defeitos. - A quantidade de respingos deve ser mínima. - A estabilidade de arco deve ser boa. - A abertura e reabertura de arco devem ser fáceis. - A penetração deve ser adequada. - A taxa de deposição deve ser alta. - O acabamento superficial e o formato do cordão devem ser bons; - O eletrodo não deve superaquecer; - O revestimento não deve ser higroscópico. - A geração de odores e fumos deve ser mínima; - O revestimento deve estar fortemente aderente à alma e ser flexível.
- 53. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO
- 54. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO Os componentes metálicos adicionados ao revestimento podem assumir um caráter ativo, além de permitir o aumento da taxa de deposição e ligar o depósito.
- 55. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO ELTRODOS RUTÍLICOS 20% de ÓXIDO DE TITÂNIO – AREIA DE RUTILO OU ILMENITA. Estabilidade de arco, com tensões baixas, pequena quantidade de respingos e bom aspecto superficial. Proteção gasosa do arco contém hidrogênio, CO, CO2 e talvez nitrogênio. Boa resistência e ductilidade, e a adição de pó de ferro ao revestimento possibilita a obtenção de altas taxas de deposição.
- 56. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO ELTRODOS ÁCIDOS ÓXIDOS DE FERRO E MANGANÊS E EM SILICATOS. ESCÓRIA ABUNDANTE – CARÁTER ÁCIDO . Teores de carbono e manganês no depósito são baixos. Age na resistência e na ductilidade – Teor de inclusões de óxidos e outros materiais não metálicas é significativo O uso desse eletrodo não é recomendado para a soldagem de aços com teores de carbono acima de 0,25% e com enxofre acima de 0,05%.
- 57. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO ELTRODOS BÁSICOS CARBONATO DE CÁLCIO. Depósitos com baixos teores de hidrogênio e inclusões. Utilizados na soldagem de responsabilidade e de materiais de difícil soldabilidades Proteção gasosa – CO / CO2 Propriedades e resistência à fissuração, a quente e a frio – melhores. Recomendado para aços ligas e ligas não ferrosas.
- 58. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO CLASSIFICAÇÃO E NORMALIZAÇÃO Sistema brasileiro – ABNT EB – 79 Critério de classificação – Aços de baixa liga – Letra E, seguida de um grupo de quatro algarismos (designando resistência mecânica, posições de soldagem, tipo de polaridade de corrente elétrica e grau de penetração. Sistema internacional – ISO 2560 Critéio de classificação – Incorpora informações sobre o tipo de revestimento, as propriedades de soldagem, teor de hidrogênio no depósito, eficiência e características operacionais. Sistema norte-americano. AWS – mais difundido mundialmente – Prefixo E, mais 4 dígitos indicativos
- 59. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO PARTE COMPULSÓRIA E Designa ELETROD REVESTIDO Exx Define os limites mínimos de resistência e de escoamento (N/mm2) Exxy Define o alongamento porcentual e a temperatura de ensaio para uma energia absorvida de 28 J em ensaios de impacto de Charpy. ExxyZZ Define o tipo de revestimento. PARTE COMPULSÓRIA ExxyZZaaa Define a eficiência normal do eletrodo, em múltiplos de 10. ExxyZZaaab Indica as possíveis posições de soldagem. ExxyZZaaabc Indica o tipo de corrente, polaridade e tensão em aberto. ExxyZZaaabc(H) Indica que o eletrodo deposita baixo nível de hidrogênio.
- 60. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO Limites de resistência - Exx Alongamentos e temperatura de ensaio para energia absorvida de 28J- Exxy
- 61. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO Tipo de revestimento - ExxyZZ Posições de soldagem - ExxyZZaaab
- 62. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO Tipo de corrente, polaridade e tensões em aberto- ExxyZZaaabc
- 63. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO Requisitos de ensaios para a aceitação e classificação de eletrodos segundo a AWS
- 64. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO
- 65. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO Aplicações e Procedimentos Classificação comparativa do desempenho das classes de consumíveis
- 66. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO Aplicações e Procedimentos
- 67. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO Aplicações e Procedimentos
- 68. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO Aplicações e Procedimentos
- 69. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO Aplicações e Procedimentos
- 70. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO Aplicações e Procedimentos
- 71. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO Aplicações e Procedimentos
- 72. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO Aplicações e Procedimentos
- 73. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO Aplicações e Procedimentos
- 74. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO Aplicações e Procedimentos Classes de consumíveis normalmente usados para a soldagem de aço inoxidável.
- 75. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO Aplicações e Procedimentos Exemplos de condições de soldagem para aços inoxidáveis.
- 76. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO Aplicações e Procedimentos Exemplos de condições de soldagem para aços inoxidáveis.
- 77. PROCESSOS METALÚRGICOS DE FABRICAÇÃO – SOLDAGEM SOLDAGEM COM ELETRODO REVESTIDO Aplicações e Procedimentos Exemplos de condições de soldagem para aços inoxidáveis.