
Recomendados
Mais conteúdo relacionado
Mais procurados
Mais procurados (19)
Destaque
Semelhante a Analise fadiga 1
Semelhante a Analise fadiga 1 (17)
Analise fadiga 1
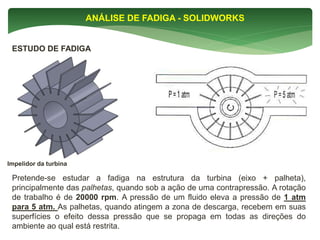
- 1. ANÁLISE DE FADIGA - SOLIDWORKS ESTUDO DE FADIGA Impelidor da turbina Pretende-se estudar a fadiga na estrutura da turbina (eixo + palheta), principalmente das palhetas, quando sob a ação de uma contrapressão. A rotação de trabalho é de 20000 rpm. A pressão de um fluido eleva a pressão de 1 atm para 5 atm. As palhetas, quando atingem a zona de descarga, recebem em suas superfícies o efeito dessa pressão que se propaga em todas as direções do ambiente ao qual está restrita.
- 2. ANÁLISE DE FADIGA ESTUDO DE FADIGA É necessário refazer o estudo estático para a ação dessa pressão de 5 atm e rodá-lo novamente para obter a tensão máxima de von-mises para depois realizar o estudo de fadiga. 1ª etapa 2ª etapa Selecionar o material para as peças. Selecionar acessórios de fixação – geometria fixa.
- 3. ANÁLISE DE FADIGA ESTUDO DE FADIGA 3ª etapa Editar cargas externas Alterar para métrico e inserir 20000 rpm.
- 4. ANÁLISE DE FADIGA ESTUDO DE FADIGA 4ª etapa Cargas externa – seleciona Pressão Clique nas superfícies – Observe que é necessário limitar a ação da pressão somente em uma região específica que é a parte da superfície do eixo e quatro palhetas. 5 atm = 0,5066 N/mm2
- 5. ANÁLISE DE FADIGA ESTUDO DE FADIGA 5ª etapa Criar malha
- 6. ANÁLISE DE FADIGA ESTUDO DE FADIGA 6ª etapa Executar estudo e obter resultados Tensão máxima: 270,616 MPa
- 7. ANÁLISE DE FADIGA ESTUDO DE FADIGA RESULTADOS
- 8. ANÁLISE DE FADIGA ESTUDO DE FADIGA RESULTADOS Deslocamento resultante máximo: 0,346mm = 346μm
- 9. ANÁLISE DE FADIGA ESTUDO DE FADIGA RESULTADOS FATOR DE SEGURANÇA: 2,3
- 10. ANÁLISE DE FADIGA ESTUDO DE FADIGA CRITÉRIOS DE FALHA POR FADIGA SOB TENSÕES FLUTUANTES - SODERBERG (1) - GOODMAN MODIFICADO (2) - GERBER (3) - ASME – ELÍPTICA (4) - LANGER DE ESCOAMENO (5) Somente o critério de falha SODERBER protege contra o limite de escoamento, mas é o critério mais conservador entre todos. 1 2 3 4 5 Sut – limite de resistência do material Sy – limite de escoamento do material. Sm – resistência média Sa – resistência alternante Se – resistência à fadiga
- 11. ANÁLISE DE FADIGA ESTUDO DE FADIGA CRITÉRIOS DE FALHA POR FADIGA SOB TENSÕES FLUTUANTES SODERBERG 𝝈 𝒂 𝑺 𝒆 + 𝝈 𝒎 𝑺 𝒚 = 𝟏 𝒏 GOODMAN MODIFICADA 𝝈 𝒂 𝑺 𝒆 + 𝝈 𝒎 𝑺 𝒖𝒕 = 𝟏 𝒏 GERBER 𝒏𝝈 𝒂 𝑺 𝒆 + 𝒏𝝈 𝒂 𝑺 𝒖𝒕 𝟐 = 𝟏 ASME - elíptica 𝒏𝝈 𝒂 𝑺 𝒆 𝟐 + 𝒏𝝈 𝒎 𝑺 𝒚 𝟐 = 𝟏 Langer escoamento 𝝈 𝒂 + 𝝈 𝒎 = 𝑺 𝒚 𝒏
- 12. ANÁLISE DE FADIGA Tensões alternantes a partir de eventos de FADIGA Reversão total – Os valores máximo e mínimo dos componentes de tensão possuem mesma magnitude e sentidos opostos. Baseado em zero – O programa utiliza um dos picos do estudo estático de referência e define o outro pico como 0. Um evento definido por uma Única Carga de Fadiga Taxa de carga definida pelo usuário – Carga definida pelo usuário (R), o programa calcula o outro pico multiplicando o primeiro por R, sendo assim a tensão alternante é calculada da seguinte forma: 𝝈 𝒂 = 𝑺 ∙ (𝟏 − 𝑹) 𝟐 S = valor máximo da tensão no estudo estático de referência
- 13. ANÁLISE DE FADIGA Tensões alternantes a partir de eventos de FADIGA Um evento definido por Múltiplas Cargas de Fadiga - Picos de diferentes cargas de fadiga – de 1 ou mais estudos estáticos; 𝑺 𝑨 ∙ 𝑭 𝑨; 𝑺 𝑩 ∙ 𝑭 𝑩; 𝑺 𝑪 ∙ 𝑭 𝑪; 𝑭 𝑨, 𝑭 𝑩, 𝑭 𝑪 Fatores de escala para definir um evento 𝑺 𝑨, 𝑺 𝑩, 𝑺 𝑪 Componente de tensão no nó dos estudos A, B, e C. - O programa calcula valores associados para os componentes SX, SY, SZ, TXY, TXZ e TYZ. - Avalia a tensão alternante – divide-se o intervalo de flutuação da tensão por 2. - Calcula a taxa de tensão com base nos extremos de tensão calculados (Smin e Smáx). - Várias curvas S-N ≠ taxas de tensão – O programa utiliza a interpolação linear para extrair a tensão alternante calculada. - Uma curva S-N de média 0 e um método de correção de tensão média for selecionado, o programa utiliza a tensão alternante corrigida em relação a curva S-N.
- 14. ANÁLISE DE FADIGA Tensões alternantes a partir de eventos de FADIGA Correção da Tensão Média. - A extensão dos danos causados por um ciclo de tensão depende não apenas da tensão alternante, mas também da tensão média. - Alguns casos a tensão alternante é a mesma, mas possuem tensões médias distinta, sendo que, provocam diferentes extensões de dano – Diagrama de Haigh. O programa utiliza a tensão de Von Mises para calcular a tensão média 𝝈 𝑹 = 𝝈 𝒎𝒂𝒙 − 𝝈 𝒎𝒊𝒏 𝝈 𝒂 = 𝝈 𝑹 𝟐 𝝈 𝑹 = 𝝈 𝒎𝒂𝒙 + 𝝈 𝒎𝒊𝒏 𝟐 σR = faixa de tensões σa = tensão alternada ou variável σm = tensão média σmax = tensão máxima σmin = tensão mínima R = taxa de tensões A = Amplitude 𝑹 = 𝝈 𝒎𝒊𝒏 𝝈 𝒎𝒂𝒙 𝑨 = 𝝈 𝒂 𝝈 𝒎
- 15. ANÁLISE DE FADIGA Tensões alternantes a partir de eventos de FADIGA Correção da Tensão Média. RELAÇÕES DE TENSÃO R e AMPLITUDE A. TIPO DE CARREGAMENTO RELAÇÃO (TAXA) DE TENSÃO RELAÇÃO DE AMPLITUDE Reversão total R = -1 A = ∞ Zero máximo R = 1 A = 0 Zero mínimo R = ∞ A = -1 Método de correção. - σca = a tensão alternante corrigida (com base na média 0). - σy = limite de escoamento - σu = Resistência máxima Método de GOODMAN p/ materiais dúcteis. 𝝈 𝒄𝒂 = 𝝈 𝒖 ∙ 𝝈 𝒂 𝝈 𝒖 − 𝝈 𝒎 = 𝝈 𝒂 𝟏 − 𝝈 𝒎 𝝈 𝒖 Método de GOODMAN p/ materiais maleáveis. 𝝈 𝒄𝒂 = 𝝈 𝒂 𝟏 − 𝝈 𝑹 𝝈 𝒎 𝟐 Método de SODERBERG – conservador. 𝝈 𝒄𝒂 = 𝝈 𝒚 ∙ 𝝈 𝒂 𝝈 𝒚 − 𝝈 𝒎 = 𝝈 𝒂 𝟏 − 𝝈 𝑹 𝝈 𝒚
- 16. ANÁLISE DE FADIGA ESTUDO DE FADIGA Realizar o estudo de fadiga. - Clicar novo estudo; - Nome: Fadiga turbina; - Selecionar: Fadiga; - Ok
- 17. ANÁLISE DE FADIGA ESTUDO DE FADIGA Adicionar evento. - BDM Carregamento; - Selecionar: Adicionar evento....; Ciclos: 20000 – (20000 rpm = 20000 ciclos) – cada ciclo é uma rotação completa Tipo de carregamento: Baseado em zero (ED=0)
- 18. ANÁLISE DE FADIGA ESTUDO DE FADIGA Definir curvas de função (CURVA S-N). - BDM Fadiga turbina; - Selecionar: Definir curvas de função;
- 19. ANÁLISE DE FADIGA ESTUDO DE FADIGA Definir curvas de função (CURVA S-N). - BDM Fadiga turbina; - Selecionar: Definir curvas de função; - Selecionar: Chrome-Nickel Steel.... - Salvar a curva no diretório de trabalho; - Exibir; - Salvar a curva no diretório de trabalho;
- 20. ANÁLISE DE FADIGA ESTUDO DE FADIGA Definir as propriedade do estudo de fadiga. - Tensão equivalente (Von Mises); - Fator de redução de resistência à fadiga (Kf) – digitar 1.0;
- 21. ANÁLISE DE FADIGA ESTUDO DE FADIGA Associação de estudo. - BDM em EVENTO 1; - Clicar Editar definição; - Selecionar estudo – análise estática 2 - Execute o estudo de fadiga
- 22. ANÁLISE DE FADIGA ESTUDO DE FADIGA Resultados - Plotagem da vida; Mostra o número de ciclos que causam falha de fadiga em cada local. A plotagem baseia-se nas curvas S-N e na tensão alternante em cada local. Todo o modelo apresenta a coloração referente à do gradiente de vida total (ciclo) de valor de 1x106 (um milhão de ciclos)
- 23. ANÁLISE DE FADIGA ESTUDO DE FADIGA Resultados - Plotagem de dano; Mostra a porcentagem de vida da estrutura consumida pelos eventos de fadiga definidos. Exemplo: Um fator de dano de 0,2 em um local indica que os eventos de fadiga consomem 20% da vida útil da estrutura Todo o modelo apresenta a coloração referente à do gradiente Porcentagem de dano de 2.0 (200% do modelo) – indica que deve haver danos.
- 24. ANÁLISE DE FADIGA ESTUDO DE FADIGA Resultados - Plotagem de fator de carga; Mostra o fator de carga de segurança de falha de fadiga em cada local. Exemplo: Fator de carga de 3,5, indica que o evento de fadiga definido causará falha de fadiga nesse local, se você multiplicar todas as cargas definidas para o estudo por 3,5 – somente quando o estudo de fadiga está definido com um evento. O modelo apresenta fator de carga de 3,0 – em algumas regiões apresenta fator de carga aproximadamente em torno de 3,182.
- 25. ANÁLISE DE FADIGA ESTUDO DE FADIGA Resultados - Plotagem de fator de carga – resultado de sonda Mostra o fator de carga de segurança de falha de fadiga em um local selecionado. - Clicar BDM no resultado do fator de carga; - Selecionar ‘Sonda’ Na caixa de Resumo são apresentados os valores de pico e médio para o fator de carga da palheta selecionada. O menor valor é FOS = 14.2; sendo que o fator de segurança no estudo estático é de 2,3.
- 26. ANÁLISE DE FADIGA ESTUDO DE FADIGA Resultados - Plotagem de indicador de biaxialidade Plota a taxa da menor principal alternante (ignorando a tensão principal alternante mais próxima de zero) dividida pela maior tensão principal alternante. Valor -1 indicar cisalhamento puro e o valor 1 indica estado biaxial puro.
- 27. ANÁLISE DE FADIGA ESTUDO DE FADIGA Resultados Teoria de danos cumulativos. - Pressupõe que um ciclo de tensão com uma tensão alternada acima do limite de resistência inflige um dano permanente mensurável. (ocorre um deformação mensurável). - Pressupõe que os danos totais causado por um número de ciclos de tensão são iguais à soma dos danos causados pelos ciclos de tensões individuais. Regra do dano linear ou Regra de Miner. - Pressupõe que a curva S-N indica que são necessários N1 ciclos de uma tensão alternada S1 para causa falha por fadiga. - Cada ciclo causa um fator de dano 𝟏 𝐍𝟏 da vida útil da estrutura. 𝑫 = 𝒏𝟏 𝑵𝟏 + 𝒏𝟐 𝑵𝟐 n1 – ciclos com tensão alternada S1 n2 – ciclos com tensão alternada S2 N1 - # de ciclos necessários para causar falha sob S1 N2 - # de ciclos necessários para causar falha sob S2 Um fator de dano de 0,35 significa que 35% da vida útil da estrutura foi consumida.
- 28. ANÁLISE DE FADIGA ESTUDO DE FADIGA Resultados Regra do dano linear ou Regra de Miner. - Convenciona-se que a nucleação de trinca ocorre quando a somatória é igual ou maior que 1 𝑫 = 𝒊=𝟏 𝒌 𝒏 𝟏 𝑵 𝟏 ≥ 𝟏 - Em muitos casos foi verificado que a soma dos danos no instante da falha é muito diferente de 1. - Valores baixos como 0,13 significa que o carregamento é de amplitude crescente. - Valores altos como 22 significa que o carregamento é de amplitude decrescente.
Notas do Editor
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.
- Este dispositivo terá a finalidade de cravar anéis de trava, lubrificar com graxa, verificar a presença de alguns componentes plásticos e metálicos através de sensores ópticos e magnéticos. Este procedimento será utilizado em 100% dos conjuntos de fechaduras de portas malas produzido, garantindo assim a qualidade total de todos os itens produzidos. A linha em questão é do dispositivo de verificação, lubrificação e inserção de anel de trava em conjunto de fechadura automotiva (porta-malas do carro); Visto a necessidade de garantir que produtos incompletos não sejam enviados ao cliente e Explicar:1- falar que o carro não pode faltar nenhum componentes pra não ter reccall é interessante investir nesse tipo automatização. 2- a linha em questão produz os conjuntos de fechaduras e chaves para veículos. Nessa linha são montados o conjuntos das maçanetas, das portas dianteira e traseira ( 4 ou 2 portas), porta malas e as duas chaves comuns do veículo. Cada item do conjunto fechadura é montado ao longo de uma linha de pordução, por varios postos e eles não podem se desparcerar, pois possuem o mesmo “segredo que uma chave abre todas as fechaduras” . São centralizados em uma caixa que caminha atraves de uma esteira ao longo da linha, não haja erro de montagem e nem confusão de conjuntos de fechaduras trocas dos mesmo. 3- cada fechadura dessas continham vários componentes eram montados em vários postos de trabalho, alguns eram montados automanticamente e manualmente. Após um certo tempo de fabricação dos produtos dessa linhas a montadora comunicou que houve graves reincidências de ausências de componentes montados no conjunto de fechadura do porta malas. 4 com tantos problemas acontecendo dentro da empresa e que começaram a impactar no cliente houve a necessidade de automatizar a linha, além dos benefícios gerados, como citados no slides, velocidade, qualidade e rastreabilidade do produto houve também a diminuição de pessoas no processos de trabalho. 5 - com a criação da máquina, alem de verificar a ausência de componentes aproveitou-se a oportunidade para inserir duas operações que eram feitas em postos diferentes de forma manual e que também deveriam ser verificadas: lubrificação do miolo e inserção do anel.