Baixado 56 vezes

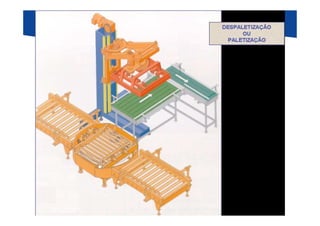




O documento discute os processos de envasamento de cerveja, com foco em como manter a qualidade do produto durante o envase. Aborda os riscos da oxidação e contaminação microbiológica, além de descrever as etapas do processo de envase, incluindo limpeza e envasamento de garrafas.




![Aula ibet 2013 espécies tributárias [salvo automaticamente]](https://cdn.slidesharecdn.com/ss_thumbnails/aulaibet-2013espciestributriassalvoautomaticamente-130407103628-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)