Suspensões e generalidades
•
1 gostou•3,455 visualizações

(1) O documento discute vários tipos de excipientes e adjuvantes usados na formulação de supositórios, incluindo polioxipropilenoglicóis, tensoativos, emulsificantes, corretores de ponto de fusão e consistência, conservantes e antioxidantes. (2) É explicado que adjuvantes como ceras, espermacete e álcool cetílico podem ser usados para aumentar a consistência de excipientes lipossolúveis, enquanto líquidos como óleos, glicerina e água podem diminuir o ponto de fus

Recomendados
Recomendados
Mais conteúdo relacionado
Mais procurados
Mais procurados (10)
Destaque
Destaque (19)
Semelhante a Suspensões e generalidades
Semelhante a Suspensões e generalidades (9)
Suspensões e generalidades
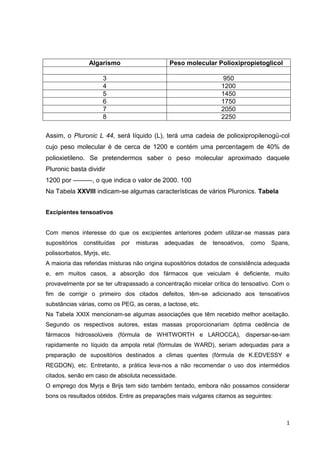
- 1. 1 Algarismo Peso molecular Polioxipropietoglicol 3 950 4 1200 5 1450 6 1750 7 2050 8 2250 Assim, o Pluronic L 44, será líquido (L), terá uma cadeia de polioxipropilenogü-col cujo peso molecular é de cerca de 1200 e contém uma percentagem de 40% de polioxietileno. Se pretendermos saber o peso molecular aproximado daquele Pluronic basta dividir 1200 por ———, o que indica o valor de 2000. 100 Na Tabela XXVIII indicam-se algumas características de vários Pluronics. Tabela Excipientes tensoativos Com menos interesse do que os excipientes anteriores podem utilizar-se massas para supositórios constituídas por misturas adequadas de tensoativos, como Spans, polissorbatos, Myrjs, etc. A maioria das referidas misturas não origina supositórios dotados de consistência adequada e, em muitos casos, a absorção dos fármacos que veiculam é deficiente, muito provavelmente por se ter ultrapassado a concentração micelar crítica do tensoativo. Com o fim de corrigir o primeiro dos citados defeitos, têm-se adicionado aos tensoatívos substâncias várias, como os PEG, as ceras, a lactose, etc. Na Tabela XXIX mencionam-se algumas associações que têm recebido melhor aceitação. Segundo os respectivos autores, estas massas proporcionariam óptima cedência de fármacos hidrossolúveis (fórmula de WHITWORTH e LAROCCA), dispersar-se-iam rapidamente no líquido da ampola retal (fórmulas de WARD), seriam adequadas para a preparação de supositórios destinados a climas quentes (fórmula de K.EDVESSY e REGDON), etc. Entretanto, a prática leva-nos a não recomendar o uso dos intermédios citados, senão em caso de absoluta necessidade. O emprego dos Myrjs e Brijs tem sido também tentado, embora não possamos considerar bons os resultados obtidos. Entre as preparações mais vulgares citamos as seguintes:
- 2. 2 Myrj 5 1 . . . . . . . . ..........91,5 g Cera de abelhas...............3 g Aerosol OT. . . . .............0,5 g Água. . . . . . . . . . . ...........5 Que apresenta um p.f. de 49-51°C e que tem a vantagem de poder utilizar maior quantidade de cera, sempre que os fármacos diminuam demasiadamente a consistência da massa, e Tween 61 ... .. .. .. .. . .. .. .. .. . .. .. .. .. . .. .. .. .. .. .. .. .. 50 g Brij 35 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20 g Óleo de amendoim hidrogenado . . . . . . . . . . . . . . . . . . . . . . . 30 g Que funde a 37-38°C, mas é um excipiente misto (lipossolúvel-hidrodispersível), como o proposto porWHITWORTHe LAROCCA. Ainda no domínio de misturas de excipientes hidrodispersíveis com oleossoluveis, KORBER propôs uma massa assim constituída: Glicerina. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 230 g Massa Estarinum BC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 260 g Aerosil. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 g Cremophor EL. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 g (') O excipiente é obtido misturando o Cremophor na massa Esrarinum à fusão e incorporando no conjunto a mistura do Aerossol com a glicerina. PRISTA e colaboradores sugeriram, também, a utilização de uma mistura constituída pela associação de 43,3 g de PEG 6000 com 55 g de massa Estarinum BB e 1,7 g de polissorbato 80, a qual permite a cedência lenta, mas progressiva, dos fármacos veiculados. Adjuvantes para supositórios Ao lado dos intermédios ou excipientes para supositórios são de referir as substâncias que, com frequência, é necessário empregar como corretores daquelas preparações. São numerosas as finalidades dos adjuvantes para supositórios, pois podem ter como objetivo a conservação dos excipientes e princípios ativos (oxidações, hidrólises, isomerizações), a correção do ponto de fusão ou da retratilidade da massa, a coloração da fórmula, etc.
- 3. 3 Corretores do ponto de fusão e da consistência Interessando a correção do ponto de fusão, principalmente para os excipientes lipossolúveis, parece poderem conseguir-se misturas que fundam adequadamente, quer por associação de vários tipos do mesmo excipiente (caso das massas comercializadas), quer por junção de produtos que endureçam a consistência do excipiente (ceras, espermacete, ácido esteárico, parafina, álcool cetílko, etc.), ou que lhe diminuam o ponto de fusão (óleos, glicerina, água, sorbitol, PEG líquido). O Cromophor é um óleo de rícino com radicais polioxietilénicos inseridos nos seus gliceridos, sendo fabricado pela BASF (Badische Anilin und Soda Fahrik). Assim, para os supositórios que incorporem compostos como as essências, hidrato de cloral, cânfora, etc., pode haver necessidade de corrigir o ponto de fusão e a consistência por meio de endurecedores, como os que mencionámos. Para os supositórios cujo ponto de fusão e dureza sofre considerável elevação por influência de determinados fármacos, como o óxido de titânio e o óxido de zinco, há vantagem em diminuir a sua consistência por intermédio da incorporação de líquidos, como os atrás aludidos. Quando se trate de excipientes hídrodispersíveis, pode haver, também, necessidade de utilizar plastificantes para que os supositórios apresentem a consistência adequada. Assim, os polietilenoglïcóis são, frequentemente, adicionados de 6-12% de 1,2,6-hexanetriol que, além de conferir viscosidade à preparação, se mistura intimamente com aqueles e lhes regula a sua dureza. Corretores da viscosidade e tixotropia Já atrás acentuámos que uma das propriedades importantes dos excipientes é apresentarem elevada viscosidade à fusão. Esta característica, que impede a sedimentação dos pós insolúveis a incorporar no excipiente, é especialmente útil se este apresentar elevada tixotropia, já que a facilidade de gelificação se opõe à queda das partículas sólidas na massa. Entretanto, como também já vimos, uma viscosidade e tixotropia excessivas opõem-se à difusão dos fármacos do excipiente para a mucosa, retardando a absorção daqueles.
- 4. 4 De um modo geral, a viscosidade dos excipientes hidrodíspersíveis, como os polioxietilenoglícóis, (o PEG 4000, em solução a 50% e a 25°C, tem uma viscosidade de 90- 120 cPo), é superior à dos excipientes lipossolúveis à fusão (a manteiga de cacau, a 40°C, tem uma viscosidade de 39,6-43,1 cPo). Por este facto, compreende-se que sejam os excipientes lipossolúveis aqueles que carecem de adjuvantes capazes de incrementar a sua viscosidade. O monoestearato de alumínio, substância altamente tixotrópica, utiliza-se para o mencionado fim, em concentrações da ordem de 1-3%. Na prática, a incorporação de alguns fármacos pode oferecer certas dificuldades, pois nem sempre se consegue uma perfeita homogeneização. E o que sucede com fármacos muitos ativos, que se empregam em pequena concentração nos supositórios, pelo que se recomenda que sejam previamente distribuídos em pós inertes (lactose, sacarose) ou dissolvidos em veículos, como o álcool, o éter ou a água. Assim, com o fármaco prepara-se uma diluição em lactose, por exemplo, e é a mistura (eventualmente corada para se garantir a perfeita homogeneidade) que se dispersa no excipiente. Outras vezes procede-se à dissolução do fármaco no éter (como acontece com o etilcanforato de bismuto ou o canfocarbonato de bismuto) ou no álcool, que se eliminam pelo calor, durante as operações de fusão do excipiente. WENNING recomenda a incorporação de alguns pós em intermédios líquidos, sugerindo o Miglyol 812 (ver 2.° vol.). A própria parafina líquida pode revelar-se um adjuvante de interesse, desde que não seja utilizada em elevada concentração. Conservantes Em muitos casos, ou porque os supositórios apresentem elevado conteúdo hídrico, ou porque os f ar maços veiculados constituam bom meio de cultura ou eventuais factores de crescimento microbiano, há necessidade de recorrer ao emprego de conservantes. Estes podem ser, predominantemente, bactericidas, bacteriostáticos, fungicidas e fungistáticos. Entre os mais utilizados figuram o poxibenzoato de metilo e o oxibenzoato de propilo, podendo, porém, utilizar-se quaisquer outros, aceitáveis para uso interno (ver Injetáveis). Nas massas Lipossolúveis a inquinação microbiana pode traduzir-se em hidrólises, oxidações e formação de metílcetonas, à custa dos glicerídeos presentes. Os excipientes hidrodispersíveis, como os polioxietilenoglicóis, conservam-se bem, mas a glicerina gelatinada pode carecer de conservantes.
- 5. 5 Antioxidantes Os excipientes Lipossolúveis podem rançar facilmente por oxidação, aconselhando—se protegê-los por intermédio de antïoxidantes, como o ácido nor-di-hidroguaiarético, butilhidroxianisol, galhatos de octilo e de propilo, alfa-tocoferol, etc. Muitas vezes é benéfica a associação de um quelante, como o ácido cítrico: Ácido nor-di-hidroguaiarético. . . . . . . . . . . . . . . . . . . . . . . 0,05 % Acido cítrico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,5 % ou Galhato de propilo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,05 % Ácido cítrico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,5 % Emulgentes O emprego de emulgentes na preparação de supositórios pode ser desejável quando o excipiente seja lipossolúvel. De facto, parece, teoricamente, que a" presença de um tensioativo favorecerá a formação de uma emulsão no líquido retal, havendo melhor contato entre a mucosa e os fármacos veiculados nos supositórios. Parece, também, que só os emulgentes de O/A seriam os adequados para promoverem um contato mais íntimo e uma absorção mais rápida, isto porque são as emulsões de fase externa aquosa as que mais facilmente são absorvidas. Contudo, a presença de um tensioativo pode entravar os fenómenos de absorção, pois, desde que se ultrapasse a sua concentração micelar crítica, pode haver formação de micelas que adsorvem o fármaco, tornando mais lenta a sua difusão. Os emulgentes de A/O estão, a priori, contraindicados para promoverem boa absorção retal, facto por que, em regra, apenas se utilizam para supositórios de ação tópica. Entre os agentes emulsivos de O/A empregados em supositórios citamos: lecitinas, sabões de trietanolamina (pH próximo da neutralidade), dioctilsulfossuccinato de sódio (Aerosol OT) e pulissorbatos. Estes últimos, se bem que otimamente tolerados, são os menos indicados para incentivar a absorção, quer pelo facto de serem de natureza não iónica, quer ainda pela facilidade com que originam soluções miceiares. Como emulgentes A/O citamos o colesterol, Spans e lanolina ou suas modificações, como o Lantrol (Malmstrom Chemicals Corp).
- 6. 6 Corantes Muito embora a prática da coloração dos supositórios seja extremamente limitada, pode apresentar algum interesse pelas razões que a seguir indicamos: — A coloração pode sugerir e até harmonizar-se com um dado efeito terapêutico. Assim, por exemplo, uns supositórios corados de verde sugerem drogas com a mesma cor, como o pinheiro e o eucalipto, compreendendo-se que o doente possa relaciona-los com o efeito medicamentoso por elas exercido. Deste modo, os supositórios para o tratamento das afecções bronco-pulmonares, que tantas vezes contêm eucaliptol, terpineóis e outras essências, poderiam apresentar-se corados de verde. Uns supositórios destinados a combater hemorragias das veias hemorroidaís poderiam ser corados de vermelho, etc. A coloração poderia ainda servir para diferençar, fácil e rapidamente, supositórios do mesmo princípio ativo, apresentado em diversas concentrações. Por último, a coloração dos supositórios poderia destinar-se apenas àquelas preparações que contivessem princípios dotados de elevada toxicidade. Seja qual for o fim com que se pratica a coloração, importa lembrar que apenas se podem utilizar como corantes aqueles produtos considerados inócuos para a alimentação. A maioria desses compostos é solúvel na água e insolúvel nos lipídeos, apresentando carácter aniônico típico. Como, por outro lado, os excipientes lipossolúveis são os que mais frequentemente se utilizam, a prática da coloração depara com algumas dificuldades técnicas. Com efeito, torna-se necessário dispersar finamente o corante no excipiente, ou modificar lhe as suas características de solubilidade, de modo a que se dissolva nos intermédios gordos. O primeiro modo de proceder é o mais corrente e, como é lógico, baseia-se na utilização de tensíoatívos poderosos que elevem suficientemente o E H L da massa. De tal modo que a dispersão do corante se efeitue de forma adequada. Entre os tensioativos tem-se utilizado o polissorbato 80 que, como material não iônico, cria menos dificuldades do ponto de vista das incompatibilidades originadas. Emprega-se a 0,5%, sendo suficiente para dispersar em 98,5 g de excipiente, constituído por glicerídeos semissintéticos, l g de solução aquosa de corante a 5%, (ver lista de corantes autorizados, no 1.° volume desta obra, pág. 797). Para a preparação, mistura-se o excipiente à fusão com a solução de corante adicionada do polissorbato. Uma modificação da técnica descrita consiste em utilizar um excipiente fortemente corado pelo processo indicado, do qual se mistura, por fusão, no momento do emprego, uma parte alíquota com excipiente não corado.
- 7. 7 A transformação do corante hidrossolúvel em lipossolúvel pode conseguir-se fazendo-o complexar com saís de amónio quaternário, de acordo com a técnica sugerida por BALATRE et al. Para a sua execução faz-se reagir o corante hidrossolúvel (l ml de solução aquosa a 0,5% do corante) com um sal de amónio quaternário (por exemplo, 20 ml de solução aquosa de biocidan a 1%) a pH superior a 7 (conseguido por adição de 2 ml de carbonato de sódio anidro, a 10%). Juntam-se, então, 5 ml de clorofórmio, agita-se vigorosamente e separa-se a camada clorofórmica, onde se deve ter dissolvido o complexo corado que se formou. A solução clorofórmica separada, que corresponde a uma concentração em corante de 0,1%, é, em seguida, misturada com igual peso de dióxido de titânio. Evaporado o clorofórmio, obtém-se um resíduo de corante adsorvido pelo óxido de titânio, o qual é perfeitamente solúvel nos intermédios gordos. Esta é a técnica habitual para a transformação de um corante hidrossolúvel em lipossolúvel. Nós próprios temos tido bons resultados utilizando os corantes permitidos para a alimentação pela legislação em vigor, e fazendo-os complexar, a pH 9, com uma solução de cloreto de benzalcônio. As concentrações do corante e do sal de amónio quaternário que temos utilizado são, respectivamente, 0,5 % e l %, empregadas na proporção de 1:20. Pode dispensar-se o uso do dióxido de titânio, procedendo à junção da solução clorofórmica diretamente ao excipiente, Para isso, toma-se um peso de excipiente igual ao que se empregaria de dióxido de titânio, segundo a técnica de BALATRE, e juntasse-lhe, à fusão, a solução clorofórmica previamente concentrada a um volume muito pequeno. Elimina-se o clorofórmio por aquecimento, auxiliado com o vazio. Entre os corantes permitidos pela nossa legislação são adequados à obtenção de complexos a tartrazina, o Amarante e a indígotina. MÜNZEL e FULLER propuseram a obtenção de supositórios corados com várias tonalidades de amarelo e alaranjado, empregando, como pigmentos, os carotenoides. Estes autores recomendam que os carotenoides sejam protegidos da oxidação por meio de antioxidantes inócuos, como o a-tocoferol, (0,01-0,03%), podendo, para a sua dissolução no excipiente, recorrer-se ao uso de cossolventes, como o clorofórmio. A concentração do carotenoide deve ser da ordem de 0,1 % e os supositórios com ele corados devem ser mantidos em lugar fresco e ao abrigo da luz. Na Fig. 8 dá-se uma ideia esquemática da técnica de coloração de supositórios por intermédio dos carotenoides.
- 8. 8 I—Solução do corante A-tocoferol............................................10-30 mg Carotenoide...........................................100 mg Dissolva em 0,5-1 ml de C13CH II — Excipiente gordo (a 40-50°C) 10 g Misturar Evaporar o C13CH, a 40-50°C III — Solução gorda, corada e concentrada. IV — Excipiente gordo (a 40-50°C) q.b.p. 100 g Misturar e deixar arrefecer V — Excipiente gordo corado, contendo 0,1% de carotenoide. Esquema de fabricação de 100 g de massa lipofílica e corada (0,1 % de carotenoides), para supositórios SCHRENZEL e HESS referem, ultimamente, o uso de pigmentos que se suspendem em massas lipofílicas ou hidrófilas e se pulverizam até obtenção das partículas de 1-2 de diâmetro. O método em causa, segundo os seus autores, seria preferível à técnica que utiliza os carotenoides. Preparação de supositórios A preparação de supositórios pode levar-se a cabo por dois processos fundamentais: por fusão, em que se misturam ou dissolvem os princípios medicamentosos no excipiente fundido, vasando-se, então a massa líquida em moldes adequados; por compressão, em que se misturam intimamente os excipientes raspados com os fármacos e se comprime a massa obtida nos alvéolos de uma máquina apropriada. Destes processos, sem dúvida alguma que o primeiro é o mais vezes empregado, pois alia a certa rapidez de preparação mais fácil homogeneização das massas e, até, menores inconvenientes de alteração dos constituintes dos supositórios. Qualquer que seja, porém, o método seguido há que considerar diversos aspectos do problema antes de passarmos à descrição das técnicas a utilizar. De facto, é importante a escolha do excipiente, o cálculo da quantidade necessária para a preparação, a calibração dos moldes dos supositórios para o tipo de massa que se vai empregar, etc.
- 9. 9 Escolha do excipiente Para lá da inocuidade dos excipientes e da sua compatibilidade com os princípios medicamentosos e adjuvantes, a preparação de supositórios obriga a uma escolha criteriosa dos intermédios, tendo em vista a finalidade a que os supositórios se destinam. Assim, um excipiente para supositórios de ação local não deve servir para veiculares fármacos destinados a serem absorvidos sistemicamente, havendo ainda diferenças se o efeito farmacológico a exercer deve manifestar-se imediatamente ou de forma sustentada. Outro aspecto que interessa considerar é a influência física exercida pelos fármacos nas características de fusibilidade ou dissolução do excipiente, bem como o comportamento dos supositórios em relação à aderência aos moldes. De facto, pode a retração operada por arrefecimento ser muito pequena, obrigando à lubrificação prévia dos moldes com corpos gordurosos ou com soluções saponosas. Recentemente, tem-se tentado, embora sem grandes resultados, o revestimento dos moldes com teflon (poütetrafluoroetileno), que é um material plástico conhecido pelas suas propriedades antiadesívas. . . Calibração dos moldes Qualquer que seja o processo de preparação dos supositórios, estes são obtidos, habitualmente, por moldagem em formas (fusão) ou em alvéolos de uma matriz (compressão). Nas circunstâncias referidas, o processo de enchimento daquelas cavidades é inteiramente volumétrico, compreendendo-se que o peso de cada supositório seja função do volume de massa (excipiente com fármacos e adjuvantes) aprisionada. Isto significa que a densidade da massa vertida nos moldes irá condicionar, em última análise, o peso dos supositórios e, assim, impõe-se que se proceda à calibração daqueles. Em regra, os moldes que se encontram no comércio estão calibrados para intermédios, como a manteiga de cacau, cujas densidades andam à volta de 0,9. A utilização de excipientes de muito diferente densidade, como acontece com os polietilenoglicóis ou com a gelatina-glicerinada, em que aquela característica tem um valor da ordem de 1,2, obriga a corrigir o volume de massa averter ou, o que é o mesmo, obriga a empregar moldes de capacidade apropriada, sem o que se alteraria o peso dos supositórios. Por outro lado, é frequente a variação da capacidade de molde para molde, o que obriga à sua verificação, sempre que se usam moldes novos ou se muda de excipiente. A calibração é uma operação extremamente simples, que consiste em fundir o excipiente para os moldes em ensaio, deixando solidificar e retirando, depois, os supositórios
- 10. 10 formados, que se pesam individual e rigorosamente. O ensaio tem significado se se fizerem cerca de 20 pesagens, o que permite determinar o peso médio (X) pela relação entre a soma dos pesos individuais (X) e o número de pesagens (N) feitas. O desvio padrão será dado por s = J - , em que que S A* corresponde ao somatório dos quadrados das diferenças entre o peso de cada supositório e o peso médio. O coeficiente de variação para cada molde —s(rel) —obtém-se dividindo o desvio padrão pelo peso de cada supositório e exprimindo em percentagem : s(rel) = - X 100 Na prática, o coeficiente de variação não deve ultrapassar 4,5%. Cálculo da quantidade de excipiente Para preparar supositórios importa conhecer a quantidade de fármaco ou fármacos a utilizar, determinando-se, também, a quantidade de intermédio necessária. De uma forma simplista, parece que a quantidade de excipiente pode calcular-se por subtração entre o peso final que o supositório deve apresentar e o peso dos fármacos que contém. Sendo, contudo, volumétrico o enchimento dos moldes, compreende-se que a forma de resolução apontada só é aceitável quando sejam idênticas as densidades dos fármacos e do excipiente. Se, na prática corrente, pequenos desvios entre as referidas densidades têm pouca importância, o que leva em muitos casos a trabalhar como se indicou, diferenças acentuadas entre as densidades dos fármacos e excipientes podem originar alterações substanciais na concentração em princípios ativos dos supositórios. Suponhamos, por exemplo, que pretendemos preparar supositórios de do volume de massa (excipiente com fármacos e adjuvantes) aprisionada. Isto significa que a densidade da massa vertida nos moldes irá condicionar, em última análise, o peso dos supositórios e, assim, impõe-se que se proceda à calibração daqueles. Em regra, os moldes que se encontram no comércio estão calibrados para intermédios, como a manteiga de cacau, cujas densidades andam à volta de 0,9. A utilização de excipientes de muito diferente densidade, como acontece com os polietilenoglicóis ou com a gelatina-glicerinada, em que aquela característica tem um valor da ordem de 1,2, obriga a corrigir o volume de massa a verter ou, o que é o mesmo, obriga a empregar moldes de capacidade apropriada, sem o que se alteraria o peso dos supositórios. Por outro lado, é frequente a variação da capacidade de molde para molde, o que obriga à sua verificação, sempre que se usam moldes novos ou se muda de excipiente. A calibração é uma operação extremamente simples, que consiste em fundir o excipiente para os moldes em ensaio, deixando solidificar e retirando, depois, os supositórios formados, que se pesam individual e rigorosamente. O ensaio tem significado se se fizerem
- 11. 11 cerca de 20 pesagens, o que permite determinar o peso médio (X) pela relação entre a soma dos pesos individuais (X) e o número de pesagens (N) feitas. O desvio padrão será dado por s = — - v *i j V N l > em ^ ^ue corresponde ao somatório dos quadrados das diferenças entre o peso de cada supositório e o peso médio. O coeficiente de variação para cada molde —s(rel) - obtém-se dividindo o desvio padrão pelo peso de cada. Supositório e exprimindo em percentagem: s(rel) - - X 100 A. ; Na prática, o coeficiente de variação não deve ultrapassar 4,5%. Cálculo da quantidade de excipiente Para preparar supositórios importa conhecer a quantidade de fármaco ou fármacos utilizar, determinando-se, também, a quantidade de intermédio necessária. De uma forma simplista, parece que a quantidade de excipiente pode calcular-se por subtração entre o peso final que o supositório deve apresentar e o peso dos fármacos que contém. Sendo, contudo, volumétrico o enchimento dos moldes, compreende-se que a forma de resolução apontada só é aceitável quando sejam idênticas as densidades dos fármacos e do excipiente. Se, na prática corrente, pequenos desvios entre as referidas densidades têm pouca importância, o que leva em muitos casos a trabalhar como se indicou, diferenças acentuadas entre as densidades dos fármacos e excipientes podem originar alterações substanciais na concentração em princípios ativos dos supositórios. Suponhamos, por exemplo, que pretendemos preparar supositórios de e, para 1000 supositórios, careceríamos de 1820 g de manteiga de cacau, e nos 2700 g, valor a que a simples subtração entre o peso dos supositórios e o peso dos fármacos nos induziria. Tabela XXX Densidades de várias substâncias em relação à manteiga de cacau (densidades aparentes, comparadas ou relativas) Acido bórico Acido benzóico Acido gálhico Acido salicílico Acido tânico Acetaco de chumbo Aloína Alúmen Bálsamo do Peru 1,5 1,5 2,0 1,3 1,6 2,5 1,3 1,7 1,1 Extracto de hamamélia Fenol Hidrato de cloral Ictiol Iodeto de chumbo Iodeto de potássio Iodeto de mercúrio Iodoformio Oleato de zinco 1,6 0,9 1,3 1,1 10,0 4,5 4,0 4,0 0,9
- 12. 12 Bórax Brometo de potássio Carbonato de bismuto Cera de abelhas Clorïdrato de morfina Cloridrato de quinina Eucaliptol Extrato de beladona 2,0 2,2 4,5 0,9 1,6 1.2 1,0 1,3 Ópio Oxido de zinco Salicilato de bismuto Salol Santonina Snbnitrato de bismuto Sulfato de zinco 1,4 4,5 4,0 4,5 1,0 1,3 6,0 2,5 2,8 A Tabela XXX, como se compreende, é também válida para os excípientes cuja densidade seja sensivelmente igual à da manteiga de cacau, designadamente massas Witepsol, Suppocíre, Estarinum, Massupol, Supane, etc. Contudo, não é só pelo processo indicado que podem calcular-se, com certo rigor, as quantidades de excipiente a empregar na preparação de supositórios. BÜCHI introduziu um outro método que envolve a utilização do chamado fator de deslocamento ou fator de substituição, característica que pode definir-se como a quantidade de excipiente, em gramas, que corresponde ao volume ocupado por l g de princípio ativo. Trata-se, afinal, de uma grandeza que é dada pela relação entre a densidade do excipiente e a densidade do fármaco e, por isso, o fator de deslocamento de um dado fármaco é o inverso da sua densidade aparente em relação ao mesmo excipiente. Do que se disse resulta que o peso de intermédio calculado em função dos valores do fator de substituição é obtido pela expressão: Peso do excipiente = Peso do supositório —(pf + p ' f + p "f " + •- p n f n ) em que p, p', p" e pn são os pesos dos fármacos por supositório e f, f, f" e f" os respectivos fatores de deslocamento para o excipiente em causa. Suponhamos, por exemplo, que pretendíamos preparar 500 supositórios de 2,5 g contendo cada um 0,2 g de ácido acetilsalicílico, 0,1 g de fenacetina e 0,02 g de cafeína. Suponhamos, ainda, que pretendíamos utilizar massa Witepsol como intermédio e que os fatores de deslocamento dos compostos citados eram, respectivamente, de 0,63, 0,60 e 0,48. O peso de excipiente, para um supositório, seria dado por: 2,5 g — (0,2 X 0,63 + 0,1 X 0,60 + 0,02 X 0,48) = 2,5 - 0,196 = 2,304 g e, portanto, para 500 supositórios teríamos 1152 g de intermédio Witepsol.
- 13. 13 O prático dispõe de numerosas tabelas com os valores de fatores de deslocamento de variados fármacos, muitas delas fornecidas pelos próprios fabricantes de excipientes. O Comentário à Pb. H. V inclui algumas dessas tabelas, referidas também por BÜCHI e transcritas em livros da especialidade. Entretanto, pode calcular-se facilmente, para qualquer fármaco e excipiente, o fator de substituição desde que se opere do seguinte modo: Preparar 4 supositórios, constituídos exclusivamente por excipiente puro; seja, por hipótese, 13,6 g o seu peso; nas mesmas formas preparar outros 4 supositórios mas agora constituídos por % partes, em peso, de excipiente e por l/4 parte do fármaco em ensaio; seja 17 g o seu peso; nas circunstâncias referidas, V4 parte de 17 g, isto é, 4,25 g pertencem ao fármaco e o restante (12,75 g) ao excipiente; assim, os 4,25 g de fármaco ocupam o mesmo volume que 13,6 g-12,75 g = 0,85 g de excipiente e, portanto, o fator de deslocamento será dado por 0,85:4,25 — 0,2. A Tabela XXXI reproduz os valores dos fatores de deslocamento de vários produtos em relação a diversos excipientes. Neste ponto é importante que acentuemos que os diversos fatores de deslocamento descritos para as drogas são valores aproximados e não rigorosos. Por esse facto é, por vezes, diferente o fator de substituição do mesmo produto, segundo a tabela consultada, não correspondendo com frequência, exatamente, ao inverso da densidade aparente. Atendendo a que, salvo para substâncias muito densas, o fator de deslocamento é da ordem de 0,7 (valor médio para a maioria dos compostos), NEUWALD e BOHLMANN propõem o emprego dessa constante e sugerem sempre uma sobrecarga de 10% nos produtos, a fim de serem compensadas as quebras habituais de fabrico. A fórmula preconizada é a seguinte: Peso do excipiente = 1,1 X Peso do supositório — 1,1 X X (P X 0,7 + P' X 0,7 + P" X 0,7 + - P11 X 0,7) 12.2.1.2.5.4. Técnica operatória Os supositórios podem preparar-se por fusão e por compressão, embora por vezes se empregue um processo misto de fusão-pressão. Antigamente eram obtidos por rolagem, preparando-se um cilindro do género dos Magda leões pululares, o qual se cortava em tamanho adequado, arredondando-se, depois, as extremidades dos pequenos cilindros cortados.
- 14. 14 Preparação por fusão Remontando ao século XVIII, a fusão dos excipientes com incorporação dos princípios medicamentosos constitui um dos métodos mais adequados para preparar supositórios, mais homogéneos e mais estáveis do que o método de compressão. A fusão dos excipientes deve fazer-se a temperatura o mais baixa possível, a fim de evitar alteração por decomposição e aparecimento de formas meratastáveis, difíceis de solidificar. E boa técnica fundir cerca de 2 /i do excipiente a temperatura inferior a 40°C, ajuntar o 1 / $ restante, previamente triturado com os fármacos, e verter nos moldes, a temperatura próxima da do ponto de solidificação (com a manteiga de cacau a cerca de 28°C). Se os princípios medicamentosos são solúveis no excipiente, o processo de fusão não apresenta qualquer dificuldade, desde que não se exerçam aquecimentos exagerados. Entretanto, os fármacos insolúveis podem sedimentar irregularmente na massa à fusão, originando supositórios heterogéneos. Este perigo minimiza-se se o intermédio for muito viscoso e tixotrópico quando fundido. Os poüetüenoglicóis além de serem bastante viscosos, têm a vantagem de solidificar a temperatura elevada. Para os excipientes lipossolúveis, a adição de 2 % de monoestearato de alumínio melhora a viscosidade e a tixotropia. A adição de pós aos excipientes gordos pode fazer-se por dois processos, isto é, diretamente ou com o concurso de cossolventes ou dispersantes. No primeiro caso é conveniente incorporar os produtos ativos em parte do excipiente fundido, misturando, depois, o restante intermédio fundido ou raspado. Como cossolventes e dispersantes empregam-se a água, éter, álcool, glicerina, propilenoglicol, clorofórmio, etc. Algumas vezes, o dissolvente é eliminado pelo calor, durante a mistura, como acontece com o éter e com o clorofórmio. Se os princípios medicamentosos são solúveis na água basta proceder à sua dissolução em pequena quantidade de veículo, a qual se incorpora no excipiente lipó-filo, originando emulsões (A/O), ou hidrodispersível, onde produz soluções ou dispersões. Em regra, os extratos são dissolvidos na glicerina e as soluções glicéricas dispersas nos excipientes. Na prática, é conveniente não levar a fusão até ao ponto de transparência, sendo preferível a chamada fusão em creme, que, além de proporcionar uma massa mais viscosa, tem a vantagem de evitar a formação de estados merastáveis no intermédio, com as subsequentes demoras de solidificação. Preparada a massa, convém que seja passada através de um tamis de malha apertada, e então vazada em formas ou moldes adequados, deixando-se solidificar e, eventualmente, auxiliando-se a solidificação por arrefecimento a temperatura muito baixa.
- 15. 15 Os moldes são de formato variado, podendo ser feitos de metal (duralumínio, bronze, latão, aço inoxidável, etc.) ou de plástico (polietüeno, PVC, poliestireno, etc.), esta última solução permitindo, mesmo, constituir a embalagem final dos supositórios. Os moldes de metal apresentam diferentes comportamentos em relação à aderência das massas, parecendo que uma boa liga deva conter: 3,5-4,5% de cobre, 0,4-1,1% de magnésio, 0,3-0,8% de manganésio, menos de 0,5% de ferro, 0,3-0,8% de silício e alumínio q.b.p. 100. Os materiais plásticos são preferíveis para evitar a aderência das massas com insuficiente coeficiente de retração, considerando-se o politetrafluoretileno como um produto anti- adesivo. A lubrificação dos moldes é obrigatória sempre que a retração por solidificação da massa não seja suficiente. Podem usar-se a parafina líquida, óleo de rícino, silicones, soluções alcoólicas de sabão, soluções aquosas de sulfato de lauril e sódio, etc. A Ph. Hei. V inscreve o espírito de sabão preparado segundo a fórmula junta, e que constitui um bom lubrificante para os moldes; Azeite.. . . . . . . . . . . . . . . . . . . Álcool . . . . . . . . . . . . . . . . . . . Solução de NaOH a 40% Agua . . . . . . . . . . . . . . . . . . . . . Embora na indústria a lubrificação seja muitas vezes efetuada com soluções saponinas, esta prática não é isenta de inconvenientes, pois a alcalinidade dos sabões pode originar a cristalização superficial de alguns farináceos ou levar à decomposição de outros, como o ácido acetilsalicílico. As Figs. 9 e 10 são fotografias de moldes metálicos utilizados para preparar supositórios na pequena oficina. Os moldes de material plástico, que têm a vantagem, sobre os precedentes, de servirem como embalagem para supositórios, são, em regra, constituídos por três partes que encaixam umas nas outras, como se mostra na Fig. 11. Um outro processo é o que se esquematiza na Fíg. 12, em que se mostra a obtenção de supositórios cónicos. Os moldes são, em regra, de polietilenos e a folha de colagem é também deste material. A preparação de supositórios em escala industrial obriga ao emprego de aparelhos adequados, com sistemas de aquecimento próprio e providos de termostatos que assegurem a constância de temperaturas. Em geral, esses aparelhos são aquecidos eletricamente, ou possuem um sistema de circulação de água ou óleo (silicones, parafina, etc.), sendo a homogeneidade da mistura
- 16. 16 entre o excipiente fundido e os princípios ativos assegurada por meio de agitadores mecânicos, de velocidade regulável. Fundamentalmente, são reservatórios de dupla parede, aquecidos, que deixam sair a massa fundida por meio de uma válvula colocada na parte inferior (Fig. 13) Em certos sistemas para a preparação industrial de supositórios a fusão da massa faz-se no vazio, o que elimina o ar, diminuindo as oxidações e as alterações pelo gás carbónico. Muitas vezes, a massa fundida passa para um homogeneizador e só posteriormente é vazada nos moldes. Noutros casos a homogeneização é efetuada no mesmo recipiente onde se fundiu o intermédio. A massa à fusão pode passar-se por um tamis antes de ser vertida nos moldes, mas geralmente esta operação é dispensável, se foi perfeita a homogeneização anterior, pois diminui o rendimento do fabrico. Os moldes de plástico ou metal fazem-se passar por debaixo do recipiente que verte a massa {quando não é este que se desloca sobre os moldes mantidos fixos numa plataforma). A Fíg. 14 representa um dos modelos de moldes usados na indústria. A massa que se verte nos moldes deve enchê-los completamente ficando em excesso, de modo a que se forme uma camada superficial com 2-3 milímetros de altura (evita a formação de chaminés nos supositórios quando a retração é intensa). Essa porção de massa é retirada por raspagem, após solidificação. A Fig. 15 representa, em esquema, uma instalação para produção de supositórios por fusão. O arrefecimento da massa em moldes de plástico é mais lento do que em moldes de metal, ficando os supositórios com melhores características. De qualquer modo convém deixá-los arrefecer à temperatura ambiente, durante alguns minutos, só depois podendo acelerar-se a solidificação por arrefecimento em frigoríficos ou em túneis refrigerados. Em muitos casos aceita-se o arrefecimento a — 18°C, mas em outros não pode ultrapassar-se — 2 ou — 3°C, havendo intermédios que não podem ser arrefecidos. Na indústria empregam-se moldes metálicos ditos semiautomáticos, que foram concebidos para serem desmontados rapidamente, permitindo retirar os supositórios no mínimo de tempo possível. Alguns desses moldes são providos de dispositivos pneumáticos que, recorrendo ao ar comprimido, permitem extrair os supositórios automaticamente, os quais se acondicionam depois nas suas definitivas. Fig. 12. Molde em plástico para supositórios. Embalagens definitivas. Flg. 10. Molde metálico para preparar supositórios com forma de torpedo
- 17. 17 Fig. 11. Moldes em plástico para supositórios. A moldagem direta em formas de plástico (polietileno, poliestireno) que podem servir como embalagem final dos supositórios, é bastante prática e mais económica do que o sistema anterior, no que diz respeito à rentabilidade do fabrico. Entretanto, estes moldes de plástico são mais caros do que as embalagens de acondicionamento dos supositórios em acetato de celulose ou em papel aluminado. Na Fig. 16 representamos, em esquema, o conjunto das operações que habitualmente se executam numa produção industrial de supositórios. Os componentes da fórmula, após pesagem, são misturados e fundidos numa câmara aquecida, de dupla parede. Desse recipiente passam para uma cuba de fusão termostática que lança a massa fundida nos moldes dos supositórios. Estes, seguidamente, são arrefecidos em armário frigorífico, desmoldados e embalados. As instalações automatizadas permitem que estas operações se sucedam sem interrupção, mediante sistemas de carris transportadores e de tapetes rolantes. São numerosas as máquinas destinadas à produção de supositórios por fusão, havendo modelos que permitem uma cadência de 4000-4500/hora, enquanto que outros horários de 10000-12000 supositórios.
- 18. 18 Suspensões e Generalidades Suspensões são sistemas heterogéneos em que a fase externa ou contínua é líquida ou semi-sólida e a fase interna ou dispersa é constituída por partículas sólidas insolúveis no meio utilizado. O diâmetro médio das partículas pode variar, segundo os casos, desde cerca de O, l u, até algumas centenas de micra. Se a fase externa for dotada de pequena viscosidade pode observar-se que partículas suspensas apresentam movimento browniano. Em farmácia, as suspensões são utilizadas com três finalidades principais, isto é, para uso oral, para aplicação tópica na pele e nas mucosas ou para administração parenteral. O seu emprego justifica-se por várias razões, designadamente pela insolubilidade dos fármacos nos veículos habitualmente usados, pelo mau sabor que os compostos podem apresentar em solução ou no estado de pó, ou pelo facto de se pretender prolongar uma ação medicamentosa, retardando-se a absorção de um fármaco por via injetável, por exemplo. Assim, algumas drogas, como o acetato de cortisona e a hidrocortisona e seus ésteres, são insolúveis nos veículos habituais. Certas substâncias apresentam um sabor muito desagradável, diminuindo o gosto que produzem à medida que diminui a sua solubilidade, o que tem levado a preparar suspensões dos seus derivados menos solúveis. É o que sucede com o tanato de quinina e com o palmitato de cloranfenicol, que se empregam sob a forma de suspensão, para substituir, respectivamente, o sulfato de quinina e o cloranfenicol, mais solúveis e amargos do que aqueles derivados. A preparação de suspensões injetáveis corresponde, muitas vezes, à necessidade de se obterem ações farmacológicas mantidas por maior lapso de tempo, constituindo exemplo desta aplicação os injetáveis de derivados da insulina, os injetáveis de penicilina ligada à procaína ou à N-N'- dibenziletilenodiamina, e as medicações parenterais constituídas por esteroides administrados sob a forma de grandes cristais dispersos em meio aquoso. Muitas vezes acontece que as substâncias medicamentosas se tornam quimicamente mais estáveis quando administradas em suspensão. A penicilina-procaína é menos alterável do que a penicilina G livre sob a forma de sal sódico ou potássico; o ácido acetilsalicílico, em suspensão, hidrolisa-se em menor grau do que quando dissolvido; o acetato de 6-rx- cloroprednisona, que é solúvel em propilenoglicol, destrói-se facilmente em solução, utilizando-se de preferência as suas suspensões em parafina liquida, muito menos alteráveis. Se é aparentemente fácil preparar suspensões, a obtenção de uma forma farmacêutica que satisfaça cabalmente às necessidades da terapêutica atual pode revestir-se de dificuldades diversas e envolve um conhecimento perfeito da física da dispersão. Efetivamente, uma suspensão, como uma emulsão, representa um sistema termodinamicamente instável, isto
- 19. 19 é, as partículas dispersas, em razão da sua grande superfície e energia livre, tendem a agrupar-se de modo a que seja reduzida a área inicial que apresentam e assim o seu nível energético. Numa suspensão líquida haverá, pois, tendência para as partículas sólidas se unirem umas às outras, floculando ou originando agregados mais firmes que sedimentam e que não são susceptíveis de serem novamente suspensos. Do ponto de vista galênico, interessa obter suspensões que não depositem rapidamente e que se possam reconstituir com facilidade por agitação. Interessa ainda que a dispersão operada por agitação origine um produto de aspecto homogéneo, em que se não observe a presença de quaisquer aglomerados de partículas. Importa, finalmente, que não se verifique crescimento dos cristais durante a armazenagem. Numa palavra, é preciso que as suspensões sejam fisicamente estáveis. Das exigências assinaladas se compreende que além da concentração desejada, do tamanho dos cristais escolhidos, da viscosidade e da densidade da fase dispersante e dos aditivos eventualmente juntos, a temperatura de armazenagem, a própria agitação durante o transporte, etc., podem influir grandemente na qualidade do medicamento obtido. Se às exigências gerais assinaladas adicionarmos as impostas pelo tipo de administração a que se destina esta forma farmacêutica, compreenderemos plenamente as dificuldades que surgem na correta preparação de suspensões. Assim, numa suspensão para uso oral, o tamanho das partículas dispersas pode condicionar a facilidade de absorção ou a predominância de uma ação local no intestino, mas o diâmetro das partículas influi também na rapidez de efeito de um medicamento injetado ou na ação terapêutica de um preparado dermatológico. O diâmetro das partículas suspensas' é ainda importante numa suspensão parenteral, já que partículas demasiado volumosas podem obstruir a agulha com que aquela seja injetada, e partículas muito pequenas podem não produzir a ação prolongada que eventualmente se pretenda. Uma suspensão demasiado viscosa pode não fluir livremente da boca do frasco onde se acondiciona ou da agulha da seringa com que se administra. Também, quando uma suspensão se destina à aplicação cutânea ou nas mucosas, é importante que a sua viscosidade permita que seja facilmente espalhada pela superfície afetada a cobrir, mas não deve ser tão móvel que não seja retida nessa mesma superfície. Uma forma deste tipo deve ainda secar rapidamente, promovendo a formação de uma película protetora da área afetada. Finalmente, não esqueçamos que na preparação de muitas suspensões é obrigatória a esterilização, a qual pode criar problemas dificilmente solucionáveis, até porque os
- 20. 20 microrganismos se podem desenvolver no interior dos cristais suspensos e aí resistem à destruição pêlos meios compatíveis com a estabilidade do sistema. No presente capítulo iremos ocupar-nos das suspensões em geral, tratando em pormenor da preparação das suspensões destinadas ao uso oral. No segundo e terceiro volumes desta obra abordaremos a preparação das suspensões utilizadas por via parenteral e ocular e para aplicação dérmica. Aspectos físicos das suspensões Se as partículas sólidas dispersas numa suspensão fossem constituídas por esferas com o mesmo diâmetro e de superfície perfeitamente lisa e se a fase dispersante apresentasse as propriedades dos líquidos newtonianos, seria fácil discutir as leis físicas que governam a estabilidade das suspensões. Infelizmente, não se verifica nenhuma destas condições e por isso será mais árdua a nossa tarefa. Os principais aspectos teóricos que julgamos dever considerar, com o objectivo de dar as bases para a preparação racional das suspensões, são os seguintes: flutuação das partículas suspensas; velocidade e modo de sedimentação; crescimento dos cristais; redispersibilidade. Flutuação das partículas suspensas Sempre que se põe em contato um líquido com um sólido nele insolúvel, podem ocorrer três situações diferentes: 1.° — O líquido espalha-se sobre o sólido, deslocando os gases adsorvidos e molhando-o completamente; 2.° — o líquido não molha o sólido, mas permanece sobre ele tomando o aspecto de gotas ou a forma lenticular; 3.° — o líquido espalha-se parcialmente, formando um ângulo de contato definido com o sólido. A terceira hipótese é a mais vulgar na prática, tendo-se desenvolvido o conceito de ângulo de contato ou de molhabilidade como um meio de traduzir a facilidade com que os líquidos se espalham sobre as superfícies sólidas. A molhabilidade é tanto maior quanto menor for o ângulo de contato e se este ultrapassar o valor de 90°, quando um corpo sólido hidroinsolúvel é posto em contato com a água, diz-se
- 21. 21 haver hidrorrepelência, sendo aquele considerado como hidrófobo. Pelo contrário, se, nas referidas condições, o ângulo de contacto é agudo, o corpo sólido insolúvel é denominado hidrófilo. De modo semelhante, quando os sólidos hidrófilos são imersos em veículos apoiares, como os óleos, observa-se certa óleorrepelência. Aos compostos sólidos facilmente molháveis pêlos óleos e dissolventes apoiares chamaremos oleófilos ou lipófilos. A Fig. 347 mostra, em esquema, ângulos de contato desde O até 180°. Há vários sólidos susceptíveis de serem molhados por solventes polares ou apoiares, mas observa-se sempre um certo carácter preferencial e, assim, quando uma substância se mistura com uma fase e se adiciona a outra fase, durante a mistura nota-se que é expelida a fase menos molhante. Por exemplo, o óxido de zinco é molhado mais eficazmente pelo azeite do que pela água, mas esta molha-o melhor do que a parafina líquida. Quando, na preparação de uma suspensão, as partículas sólidas não são suficientemente molhadas pela fase dispersante, observa-se que tendem a flutuar, aglomerando-se junto à superfície do líquido. Este fenómeno, que é uma consequência do elevado ângulo de contato sólido-líquido, depende, como é lógico, da tensão interfacial e das tensões superficiais do sólido e do líquido. Pode escrever-se: . Em que 0 é o ângulo de contato e ys yL são, respectivamente, as tensões superficiais do sólido (') e do líquido e YSL é a tensão interfacial sólido-líquido. Daqui se conclui que a molhabilidade de um sólido pode ser incrementada pela diminuição da tensão interfacial e da tensão superficial da fase líquida, conseguindo-se uma molhabilidade total quando o segundo membro da equação citada iguala o primeiro. A acção principal dos agentes molhantes consiste em diminuir o ângulo de contato entre a superfície sólida e o líquido. São compostos que adicionados à água ou a outros líquidos favorecem a substituição de uma interfase sólido-ar, por uma interfase sólido-líquido. Devem ter as seguintes Propriedades: 1.° concentrarem-se na interfase sólido-líquido e reduzirem o ângulo de contato (diminuição da tensão interfacial);
- 22. 22 2.° difundirem-se rapidamente do líquido para a interfase sólido-líquido. Muitos agentes molhantes facilitam a molhabilidade dos sólidos pela água ou pelas soluções aquosas, sendo então chamados umectantes por alguns autores (2). Empregam-se na preparação das suspensões, embora a sua escolha deva ser extremamente criteriosa dada as limitações impostas pela sua possível toxicidade, em especial no caso dos medicamentos injetáveis. Além disso, para que um agente molhante atue eficientemente é necessário que confira ao sistema um equilíbrio hidrófilo-lipófilo compreendido entre 6 e 9. Alguns agentes molhantes tipicamente hidrófilos aumentam a afinidade dos sólidos para os óleos mais eficientemente do que para a água. Trata-se de um fenómeno a que se recorre na indústria das tintas, empregando-se para isso certas atuirias alifáticas ou compostos alifáticos de amónio quaternário. Estas substâncias fixam-se à superfície das partículas sólidas pelos seus grupos hidrófilos e dispõem os grupos hidrófobos no sentido de repelir a fase aquosa. Daqui resulta que as partículas sólidas ficam mais hidrófobas do que inicialmente, tornando-se, por isso, mais facilmente molháveis pelos óleos e veículos pouco polares. Na preparação de suspensões pode interessar, portanto, a inclusão de agentes molhantes capazes de evitarem o referido fenómeno da flutuação. Entre os molhantes mais correntemente utilizados citamos numerosos tensioativos, como os polissorbatos, os Myrjs, o sulfato de lauril e sódio, o dioctilsulfossuccinato de sódio e, de um modo geral, os agentes emulsivos do tipo O/A. Como molhantes que favorecem o contato entre as partículas sólidas e os óleos, poderemos referir o monoestearato de alumínio, os Spans, etc. No entanto, não só o . Infelizmente não é possível determinar a tensão superficial dos sólidos, admitindo-se, no entanto, que é semelhante à que apresentam quando fundidos. (2) É corrente considerarem-se como equivalentes as expressões molhante e umectante. Preferimos, à semelhança da literatura norte-americana e inglesa, reservar o termo umectante para as substâncias capazes de relerem água numa dada preparação farmacêutica, opondo-se assim à evaporação natural daquele líquido. Estão nestas circunstancias a glicerina, o propilenoglicol e o sorbitol a 70% que, com alguma frequência, se empregam na preparação dos cremes (pomadas de tipo emulsão O/A). Molhantes mas, igualmente, outras substâncias constituídas por macromoléculas fortemente hidrófilas (carboximetilcelulose, goma arábica, etc.) ou compostos hidrófilos insolúveis em água (bentonite, hidróxido de alumínio, Aerossol, etc.) são susceptíveis de atenuarem a tendência para a flutuação que as partículas sólidas possam, eventualmente, manifestar. Na Tabela CXXIII indicam-se os ângulos de contato entre vários líquidos de tensão superficial conhecida e dois sólidos pouco energéticos, a 20°C.
- 23. 23 Tabela CXXIII. Ângulos de contacto entre vários líquidos e a parafina sólida ou o polietileno Líquidos (*) Parafina sólida Polietileno Água (y L = 73) 108 , 94 Glicerol (y L = 63) 96 w Formamida (y L = 58) <- 91 77 Benzeno (y L = 29) 24 Espalha-se n-Hexadecano (y L = 28) 28 » n-Decano (y L = 24) 4 " (*) YL expresso emerg/cm! A avaliação prática do grau de molhabilidade das substâncias tem sido intentada por diversos processos, pouco rigorosos e objectivos. Assim, DRAVES propôs um ensaio empírico que se baseia na determinação do tempo que leva a imergir um fragmento de algodão cardado na solução em estudo. Por seu turno, ZACEK preconiza um processo que se fundamenta no facto seguinte: uma dada quantidade de pó passa através de uma gaze hidrófila, juntamente com um líquido, se este o molhar. Pela avaliação da percentagem de pó que atravessa a gaze, em condições padronizadas, pode apreciar-se o seu grau de molhabilidade. Sedimentação Na preparação de uma suspensão é necessário que as partículas se encontrem homogeneamente dispersas no veículo por um período de tempo satisfatório e que sejam facilmente ressuspensas após deposição. Ora, numa suspensão, as partículas tendem a depositar, o que se deve à ação da força da gravidade sobre elas exercida. É claro que quanto menor for o tamanho e a densidade das partículas e mais viscosa se apresentar a fase dispersante, mais lenta será a deposição. A lei de STOKES, já aplicada a outras formas, como as emulsões, se bem que não seja verdadeira para as suspensões farmacêuticas, é ainda uma das mais exatas expressões matemáticas que se pode utilizar para traduzir o fenómeno. Efetivamente, esta lei só é realmente válida se o meio de dispersão ocupar um volume infinitamente maior do que o ocupado pela fase dispersa, se a fase dispersa for constituída por partículas esféricas de superfície lisa, se as partículas não
- 24. 24 tenderem a aglutinar-se, mantendo-se isoladas, se forem desprezíveis os efeitos eléctricos entre as partículas sólidas e o líquido dispersante, etc. Compreende-se que as suspensões, especialmente em razão da elevada concentração da fase dispersa, não sigam inteiramente a lei de STOKES. HIGUCHI aplicou a equação de KO7.ENI às suspensões concentradas, admitindo que a sedimentação das partículas sólidas se processava de acordo com o fluxo de escoamento dos líquidos através de uma camada porosa (ver pág. 70). Para efeitos práticos e com certa aproximação, poderemos, contudo, servir-nos da lei de STOKES e assim admitir que a taxa de sedimentação se a proxima de zero à medida que a diferença entre a densidade das partículas sólidas e do líquido dispersante tende a anular-se, que as partículas suspensas diminuem de tamanho e que a viscosidade da fase líquida aumenta. Nas circunstâncias referidas, pode pensar-se que seria suficiente reduzir as partículas suspensas a dimensões coloidais para que se evitasse praticamente a sedimentação, mas além dessa solução nem sempre ser possível (por alterar, por exemplo, a biodisponibilidade desejada), não é, por si só, suficiente. A densidade das partículas é, em geral, mais elevada do que a da fase líquida, oscilando para muitos compostos, como os esteroides, entre 1,2-1,3. Seria assim preciso que fosse incrementada largamente a densidade do veículo, para se evitar a sedimentação. Têm sido propostas algumas modificações de veículos com essa finalidade, mas essa prática é pouco aconselhável do ponto de vista farmacêutico. Assim, o sorbitol a 70% pode aumentar a densidade do meio aquoso até 1,3, mas a viscosidade da fase dispersante obtida é demasiada (180 centipoise) para muitas suspensões. Tal como nas emulsões, têm-se utilizado óleos iodados como fase dispersante de suspensões oleosas. Este processo de incrementar a densidade do veículo só pode servir quando se preparam suspensões afins com o óleo iodado, como as dispersões de compostos radiopacos. O aumento da viscosidade constitui, pois, o processo mais utilizado para impedir a sedimentação, mas é preciso não esquecer que, enquanto que os líquidos puros têm uma viscosidade definida, uma suspensão pode apresentar diversos valores de viscosidade, dependentes do tratamento a que foi submetida. Com a finalidade de esclarecer este importante problema, passemos em revista as diferentes propriedades do movimento de vários sistemas Teológicos. O termo reologia (do grego rheo, escoar, mover e logos, ciência) foi sugerido por BINGHAM e CRAWFORD e engloba as condições de movimento dos líquidos e de deformação dos sólidos. A reologia constitui, como se sabe, um importante capítulo da Física, onde é estudada a viscosidade dos líquidos.
- 25. 25 A lei de atrito de NEWTON só é válida para líquidos de composição simples e viscosidade relativamente baixa. Em líquidos complexos, como as suspensões, intervêm outros fatores além dos expressos pela lei do atrito. Há, pois, numerosos líquidos não newtonianos que se classificam em 4 grupos: plásticos, tixotrópicos, pseuclo-plásticos e dilatantes. A Fig. 348 mostra as características de escoamento de várias substâncias. Da sua análise observamos que um líquido newtoniano (A), quando sob a ação de uma pressão P, escoa com uma velocidade (v) que é diretamente proporcional à pressão exercida. Um líquido plástico (B), nas referidas condições, só apresenta escoamento a partir de uma pressão mínima, a que se dá o nome de valor de cedência. Este valor é uma constante que representa, portanto, a pressão mínima necessária para que se inicie o escoamento. Se a força aplicada é inferior ao valor de cedência, a substância comporta-se corno uma matéria elástica. O escoamento do tipo plástico está frequentemente associado com uma estrutura interna que é destruída por agitação, mas se reconstitui pelo repouso. As substâncias que mostram este tipo de escoamento dizem-se tixoírópicas (C). A bentonite, a hectorite, o hidróxido de alumínio, o Veegum (') e o Aerossol (') são substâncias tixotrópicas que quando dispersas em água originam geles por repouso, os quais se tornam líquidos por agitação (passagem a sole). O monoestearato de alumínio é uma substância tixotrópica empregada em suspensões oleosas injectáveis e LESSHAFFT relata o uso da dimetildialquilamónio-hectorite (2) que, ao contrário da hectorite, é hidrófoba e lipófila. (') Nome registado. (2) Preparada com o nome de Bentone 38 por National Lead Co. Os grupos alquílicos são uma mistura entre C18 e C16 numa razão de 70:30, aproximadamente. - • •> . *; Muitos dos hidrocolóides naturais ou sintéticos (goma adraganta, metilcelulose, carboximetilcelulose, alginatos, Carbopol 934, etc.) comportam-se, em dispersão, como líquidos com escoamento pseudo-plástico (D).
- 26. 26 O escoamento do tipo dilatante (E) é apresentado por algumas suspensões com concentrações muito elevadas de sólidos (pastas, tintas, etc.). Como se vê na Fig. 348, à medida que aumenta a pressão aumenta a resistência ao escoamento. Em geral, a velocidade de sedimentação não constitui um problema capital na preparação das suspensões. Mais importante é, sem dúvida, o modo de sedimentação e as alterações físico-químicas sofridas pelo sedimento mantido em repouso. É destes dois factos que nos iremos ocupar seguidamente. Crescimento dos cristais Quando os cristais de uma substância se encontram em suspensão num meio • líquido no qual a substância é parcialmente solúvel, pode observar-se o fenómefïo do crescimento dos cristais. Para isso é preciso que a concentração na solução seja superior ao coeficiente de solubilidade da substância. Esta alteração, que corresponde a um dos fenómenos que é preciso evitar na preparação das suspensões, pode dever-se a variações de temperatura, ao polimorfismo apresentado pelo composto suspenso e ainda às diferenças de tamanho dos cristais dispersos. Efetivamente, o abaixamento térmico de uma suspensão pode diminuir o coeficiente de solubilidade da substância e o polimorfismo afeta também aquela característica. Do mesmo modo, as diferenças de tamanho dos cristais suspensos influenciam a solubilidade, sendo esta tanto maior quanto menores forem aqueles. De facto, o tratamento mecânico a que foi sujeita uma droga para a sua redução a pó é susceptível de afetar a sua solubilidade, já que se podem ter induzido variações na energia livre superficial. A solubilidade aumenta à medida que diminui o tamanho das partículas, de acordo com a seguinte equação aproximada: s 2 y V l IQO (_______ ______) Só 2,303 RTr Em que S é a solubilidade das partículas menores, S0 a solubilidade das partículas maiores, y a tensão superficial das partículas, V o volume molar (volume em cm3 por molécula- grama), r e ro os raios das partículas em cm, R é a constante dos gases (8,314 x IO7 erg. grau^.mol.') e T a temperatura absoluta. Substituindo o volume molar pela relação entre a molécula-grama e o peso específico (M/p), obtém-se
- 27. 27 S 2 y M i l log —— = ———————X——X (——— ——), S« 2,303 RT f r r, Expressão que algumas vezes toma este outro aspecto, considerando em vez dos raios os diâmetros das partículas (d e do) Suponhamos, assim, que pretendíamos que um sólido fosse pulverizado a um grau de divisão tal que a sua solubilidade aumentasse de 10%, sabendo-se que a respectiva tensão superficial era de 100 dine. crrr1 e que o seu volume molar era de 50 cm3, trabalhando-se à temperatura de 27°C. Este exemplo retirado de HILDEBRAND e Scorr. permite ver que haveria necessidade de dividir as partículas até que o seu raio fosse de 4,2 x 10-" cm: 2 x 100 x 50 2,303 X 8,314 x 10! X (273 + 27) X 0,0414 = 4,2 x IO'6 cm, Cálculo feito supondo 7/ro desprezável em presença de l Ir e substituindo S/Sa por 1,1 (10% de aumento de solubilidade). HIGUCHI descreve com certo pormenor a forma de calcular a diferença de solubilidade entre cristais suspensos, de diversos tamanhos, baseando-se ainda nas equações anteriores. Verifica, assim, para uma mesma substância em pó grosso ou dividida em cristais cúbicos, que a solubilidade aumenta de 8% quando a aresta dos cristais é de 0,1 n, duplicando o valor inicial se as partículas atingem 0,01 n de aresta. A Tabela CXX1V mostra a diferença de solubilidade (S) de pequenas partículas em função do seu raio. O composto experimentado tem um peso molecular de 500 e exibe uma densidade p = 1. A tensão superficial existente entre as partículas é de 30 erg/cm2. Raio em micra S 0,01 7 V 0,10 1,12 V' 1,0 1,01 0,10 1,001
- 28. 28 Pelas fórmulas anteriores vê-se também que a diminuição da tensão superficial pode reduzir as diferenças de solubilidade e, portanto, a tendência para crescimento dos cristais. Assim, alguns agentes tensioativos podem baixar a tensão superficial de sólidos para a água até menos de 10 dine. cm"1, o que ocasiona que se tornem desprezáveis os efeitos induzidos pela variação de tamanho das partículas. Estas substâncias não eliminam, porém, o crescimento cristalino devido à presença de formas metastáveis. As noções deixadas expressas têm particular interesse para a escolha do tipo cristalino ou amorfo do produto a suspender. Assim, a prednisolona pode obter-se cristalizada do metanol ou da acetona aquosos. Os primeiros cristais apresentam-se sob a forma de hidrates, facilmente suspensos na água, enquanto que os segundos, que são anidros, correspondem a um estado metastável. O acetato de cortisona é perfeitamente empregado em suspensões aquosas de cristais aciculares cujo tamanho está compreendido entre 10-30 (i. Para que não haja tendência de os cristais se aglomerarem e aumentarem de tamanho cristaliza-se o acetato de cortisona dissolvendo-o num veículo orgânico, como a acetona, o etanol ou o propilenoglicol (nunca o metanol), adicionando, depois, água à solução. Para fórmulas injetáveis este acetato é esterilizado, logo de início, a 90°C por 4 dias, a fim de evitar a inclusão de microrganismos nos cristais que se vão formando. É curioso observar também que o aquecimento só permite a formação de cristais aciculares, que são os únicos que interessam na preparação farmacêutica. Numa suspensão, as partículas maiores tendem a depositar pela ação da gravidade, mas as partículas de tamanho inferior a 5 (i de diâmetro, quando suspensas na água, apresentam movimentos brownianos. Na maioria das suspensões farmacêuticas não se observa este movimento browniano, mesmo que as partículas tenham dimensões assaz pequenas, porquanto aquelas contêm, em regra, agentes suspensores, que, elevando a viscosidade da fase dispersante, impedem a mobilidade das partículas. Assim, por exemplo, não se notam movimentos brownianos quando as partículas se encontram dispersas numa solução aquosa de glicerina a 50%, já que é elevada a viscosidade do meio. Redispersibilidade Quando se observa uma suspensão dotada de alguma estabilidade física nota-se que a fase dispersa está disseminada homogeneamente não havendo flóculos ou agregados. Existe,
- 29. 29 portanto, um estado de dispersão em partículas primárias, dizendo-se que a suspensão está desfloculada. Esse estado pode ser alterado de uma forma rápida, por simples diminuição ou anulação da carga eléctrica das partículas, ou de uma forma lenta, devido à formação de agregados de partículas atraídas por forças de London-Van der Waals. No primeiro caso, a rápida baixa do potencial zeta (ver pág. 1012) leva a que as partículas se reúnam em floculo, os quais depositam. Origina-se, assim, um sedimento pouco compacto, ficando o líquido sobrenadante destituído de partículas e, por isso, perfeitamente límpido. Diz-se que a suspensão floculou ou coagulou, e o depósito formado é, em regra, facilmente disperso por simples agitação. Se, entretanto, não houver baixa do potencial zeta, as partículas acabam, muito lentamente, por se aproximarem umas das outras constituindo agregados compactos que sedimentam, deixando sempre a camada do líquido sobrenadante com certa turvação, visto permanecerem dispersas algumas pequenas partículas. Neste caso fala-se em partículas desfloculadas. A Tabela CXXV indica as principais diferenças entre os estados de floculação e de defloculação. Tabela CXXV. Propriedades de partículas floculadas e defloculadas numa suspensão Defloculadas e Floculadas As partículas existem como entidades sepa- As partículas formam agregados; radas; A velocidade de sedimentação é lenta; A velocidade de sedimentação é rápida; Frequentemente o sedimento não se dispersa O sedimento é fácil de dispersar; com facilidade; A suspensão mantem-se mais tempo com A suspensão desfaz-se mais rapidamente e o bom aspecto; o sobrenadante permanece sobrenadante é límpido sempre turvo. Assim, quando a fase dispersa de uma suspensão sedimenta, esse sedimento pode corresponder a um estado de floculação ou a uma agregação de outro tipo, constituindo-se verdadeiros aglomerados tão fortemente aglutinados entre si que é impossível dispersá-los homogeneamente por agitação. No primeiro caso diz-se que houve floculação da fase dispersa, enquanto que no segundo se fala de aglomeração e de formação de pasta ou massa, fenómeno que a literatura anglo-saxónica refere com o nome de «caking». Vejamos em que diferem, fundamentalmente, estes dois tipos de depósito. As partículas dispersa podem apresentar, na sua superfície, grupos ionizáveis ou podem adsorver iões da solução, os quais lhe conferem carga positiva ou negativa. As moléculas dos dissolventes podem igualmente ser fixadas fortemente nas superfícies das partículas. Estas, ficando
- 30. 30 carregadas eletricamente, são rodeadas por uma «atmosfera iónica» em que predominam iões de carga oposta. Estes iões formam uma camada eléctrica dupla, consistindo numa camada à superfície das partículas e numa camada difusa, livremente móvel. A partícula suspensa com a sua camada eléctrica fixa move-se num campo eléctrico e a diferença de potencial ao longo da parte difusa da dupla camada é, como já vimos, designada por potencial zela. Naturalmente que se esse potencial zeta, positivo ou negativo, for elevado, as partículas têm pequena tendência a aglutinar, uma vez que se repelem em virtude da carga eléctrica. Entretanto, este estado de defloculaçào não pode manter-se indefinidamente pois existem também forças de atração entre as partículas e a gravidade vai obrigá-las finalmente a sedimentar. Assim, quando a energia de repulsão é grande, é também elevado o «potencial de barreira» que se opõe à colisão das partículas. O sistema mantém-se então sem flocular, mas as partículas, embora lentamente, acabam por sedimentar no fundo do recipiente, agregando- se de modo a que as pequenas preencham os espaços deixados entre as maiores. À medida que a sedimentação progride vai-se comprimindo o depósito formado, de tal modo que se origina um aglomerado que, em regra, não é redispersível. Consideremos agora a floculação. É estranho que duas partículas suspensas, tendo uma apreciável «barreira de potencial» entre si, possam sedimentar em conjunto para dar origem a um floculado. No caso das soluções coloidais, o agente floculante concentra-se na dupla camada e reduz a repulsão das partículas. No caso das suspensões, existe um mínimo energético secundário talvez à distância de 1000 a 2000 Â de separação. As partículas podem aproximar-se umas das outras a esta distância e originarem livremente uma estrutura na suspensão. Quer isto dizer que as partículas floculadas se encontram frouxamente ligadas, depositando rapidamente e, por estas razões, redispersam-se com facilidade por agitação, já que não dão agregados ou aglomerados firmes. Em contrapartida, as partículas que não floculam depositam mais vagarosamente, mas tendem a formar sedimentos demasiadamente aglomerados ou aglutinados, os quais não são susceptíveis de redispersão, mesmo quando agitados energicamente. A formação de aglomerados ou de agregados não pode ser evitada por diminuição do tamaniio das partículas ou por aumento da viscosidade da fase dispersante, de acordo com a lei de STOCKES. Mais ainda, a menor granulometria do pó disperso e o incremento da viscosidade da fase líquida (valor de cedência, viscosidade, tixotropia) agravam, em regra, a formação de aglomerados não redispersíveis. Nestas circunstâncias, é quase sempre preferível preparar suspensões susceptíveis de flocular, pois nelas não se observa a formação de aglomerados irredispersíveis. Claramente
- 31. 31 que o ideal é obter suspensões dotadas de tendência controlada para a floculação. Sendo assim, torna-se necessário avaliar o grau de floculação, para o que se têm proposto dois métodos principais, que iremos, seguidamente, descrever. Avaliação das propriedades das suspensões O grau de floculação de uma suspensão pode apreciar-se determinando a relação entre a altura do sedimento e a altura da fase líquida, ou recorrendo-se à eletroforese. A primeira técnica consiste em introduzir a suspensão numa proveta e deixá-la depositar até que não aumente a altura do sedimento. Mede-se então essa altura (Hs) e a altura da fase líquida (Hl). A relação Hs/HI indica o volume de sedimentação, ilustrando a Fig. 349 o que acabámos de dizer.