O documento descreve a construção de um robô móvel autônomo feito de alumínio reciclado capaz de seguir linhas. O robô usa sensores e uma placa Arduino para processar informações e navegar em terrenos desconhecidos, fazendo desvios quando necessário. O projeto foi desenvolvido por estudantes do curso técnico em Mecatrônica do IFRN como parte de um projeto integrador.










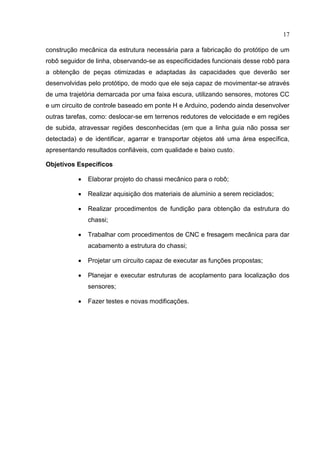
![14
1 INTRODUÇÃO
Tradicionalmente, as aplicações da robótica estavam concentradas no setor
da indústria com a utilização de robôs manipuladores, que proporcionaram uma
crescente flexibilização da produção. Essa conFiguração cria o conceito de célula de
fabricação robotizada. Tais células de fabricação, no entanto, limitavam-se às
características dos manipuladores empregados.
Uma das limitações dos manipuladores estava relacionada à sua área
geográfica de atuação, havendo a necessidade do transporte de materiais,
equipamentos e outros suprimentos até as células de fabricação robóticas. Diante
dessa demanda produtiva, são direcionados investimentos para a estruturação dos
ambientes industriais voltados ao desenvolvimento de novos sistemas robóticos
capazes de se locomover na fábrica [1].
Nesse contexto, surgem os veículos guiados automaticamente (ou AGVs -
Automated Guided Vehicle), caracterizados por serem máquinas autônomas capazes
de transportar e manusear cargas, e de se deslocar em trajetos pré-definidos, de
forma independente, sem a necessidade de um condutor humano. O emprego de
sistemas que utilizam algum tipo de guia – como canaletas, fitas refletoras nas
paredes, e fitas magnéticas ou coloridas no piso – para o deslocamento dos robôs
pelo chão de fábrica é ainda comum nos dias de hoje [2].
A versatilidade dos AVGs, aliada ao crescente interesse por aplicações da
robótica em setores não industriais, onde a estruturação do entorno acaba não sendo
viável, despertou para a necessidade de se agregar um maior grau de inteligência e
percepção a esses veículos, com o intuito de dar-lhes um propósito mais geral, capaz
de adaptar-se a outras classes de ambiente. Essa ideia está associada à definição de
robôs móveis, que envolve um conhecimento incerto do ambiente mediante as
informações captadas através de sensores e do estado atual do veículo [3].
Com os avanços tecnológicos ocorridos nas últimas décadas, é cada vez mais
comum o emprego da robótica móvel para a execução das mais variadas tarefas em
diversas áreas, como: a indústria, laboratórios farmacêuticos, salas cirúrgicas, no
auxílio às atividades cotidianas de pessoas com necessidades especiais e, até](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-14-320.jpg)
![15
mesmo, na busca por sobreviventes em zonas de desastres naturais, dentre outras
[1].
Envolvendo essa crescente área da robótica, foi desenvolvido, no âmbito do
Edital 12/2015- PROPI/IFRN-Fluxo Contínuo - Edital de Fluxo Pesquisa/Inovação
Contínuo do IFRN campus Parnamirim, o projeto intitulado "Protótipo de um Robô
Seguidor de Linha", que resultou na construção de um veículo autoguiado capaz de
percorrer uma trajetória plana a partir da detecção de um padrão visual no chão. Para
tanto, utiliza-se de sensores compostos por diodos emissores de luz infravermelha e
fototransistores, motores CC e de um circuito de controle digital baseado em Ponte H
e na interface de desenvolvimento Arduino.
Para dar continuidade ao referido protótipo, foram desenvolvido novas
funcionalidades em um novo projeto de pesquisa de caráter voluntário do Edital
01/2016-PROPI/IFRN-Fluxo Contínuo - do IFRN campus Parnamirim, através do qual
foram desenvolvidas atividades visando agregar ao robô seguidor de linha construído
no projeto anterior novas funcionalidades e capacidades, tendo em vista sua evolução
no sentido de realizar novos tipos de tarefas, como: deslocar-se em terrenos redutores
de velocidade e em regiões de subida, atravessar regiões desconhecidas (em que a
linha guia não possa ser detectada) e de identificar, agarrar e transportar objetos até
uma área específica.
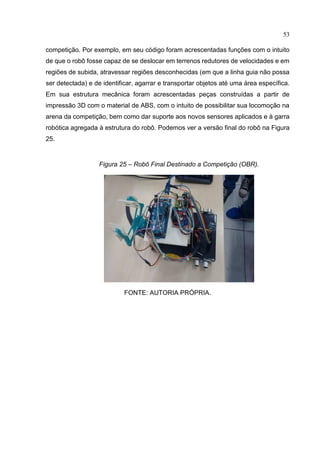
Esse trabalho objetiva descrever as atividades desenvolvidas ao longo do
projeto supracitado, dando ênfase às tarefas relacionadas à construção da parte
mecânica do robô desenvolvido. Para tanto, encontra-se organizado da seguinte
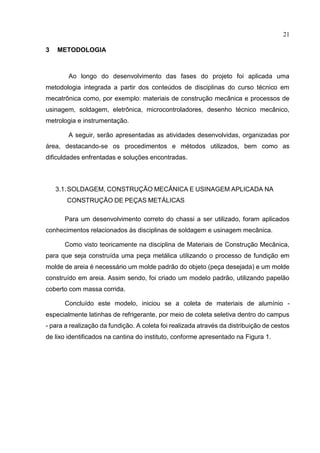
forma: na seção 2 se encontra os dados gerais da pesquisa. A seção 3 explicita como
foi a execução e construção do projeto pesquisa, e quais materiais foram utilizados no
processo. Em seguida, a seção 4 onde é apresentada a fundamentação teórica acerca
dos temas envolvidos no trabalho. A seção 5 traz a descrição da pesquisa. A seção 6
mostra trabalhos relacionados ao projeto. Por fim, encontra-se na seção 7 as
considerações finais deste documento.
1.1.JUSTIFICATIVA
Diante da tendência mundial de expansão da área de pesquisa em robótica,](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-15-320.jpg)
![16
o Brasil apresenta ainda um considerável deficit nesse eixo tecnológico estratégico e
de imenso potencial para a geração de empregos, técnicas, tecnologias e produtos.
Isso acontece principalmente em função da falta de incentivo à formação de recursos
humanos na área [4].
Dessa forma, a utilização da robótica como ferramenta no processo de ensino-
aprendizagem, através do desenvolvimento de projetos e pesquisa, se caracteriza em
um impactante fator de promoção dessa tecnologia, bem como de atendimento à
demanda por mão de obra qualificada, na medida que contribui para incentivar os
alunos a desenvolverem-se para atuar nessa área.
Além disso, com o intuito de promover um estímulo, em âmbito nacional, à
utilização de tecnologias robóticas na indústria, comércio, serviços e também no
ambiente doméstico, como também estimular os estudantes à carreira técnico-
científica, existem ainda iniciativas como a Olimpíada Brasileira de Robótica (OBR) [4]
e a Mostra Nacional de Robótica (MNR) [5], dentre outras, que buscam divulgar a
robótica e suas aplicações, buscando estimular e conscientizar a sociedade brasileira
para a utilização dessa tecnologia.
O crescente investimento e interesse em robótica industrial, comercial, ou
ainda na área de robótica residencial, por exemplo, tem se mostrado como
promissoras opções de mercado [6].Portanto, considerando-se o âmbito da robótica
móvel, e tendo em vista que o robô seguidor de linha foi desenvolvido sob uma
arquitetura flexível, utilizando a plataforma Arduino, o leque de suas possíveis
aplicações para a geração de um produto se torna amplo.
1.2.OBJETIVOS
São apresentados, a seguir, os objetivos desse trabalho para o
desenvolvimento do protótipo de um robô móvel autônomo, conhecido também como
veículo automaticamente guiado (AGV), com o intuito de torná-lo capaz de percorrer
um caminho através de um padrão visual e realizar tarefas a partir da leitura de
sensores.
Objetivo Geral
O objetivo geral deste trabalho se conFigura no desenvolvimento do projeto e](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-16-320.jpg)
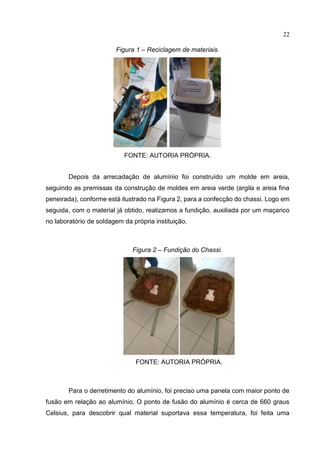
![23
pesquisa de materiais e foi observado que uma panela de ferro era o necessário, já
que o ponto de fusão do ferro é de aproximadamente 1538 graus Celsius [7].
Na confecção da panela de ferro, foi utilizado um cano de ferro (de 13 cm de
diâmetro), onde foi serrado o tamanho necessário (17 cm), soldou-se uma chapa de
ferro para fazer um fundo e também uma barra para servir como haste de suporte,
conforme podemos ver na Figura 3.
Figura 3– Panela de Ferro Utilizada na Fundição.
FONTE: AUTORIA PRÓPRIA.
O alumínio derretido foi então depositado no molde de areia, gerando assim
a peça bruta. Alguns conhecimentos relativos à disciplina de soldagem se fizeram
presentes nessa fase devido a sua aplicação prática, como por exemplo a questão de
usar o maçarico, pois existe todo um procedimento que vai desde acendê-lo até a
regulagem da chama.
Para a correção de falhas e defeitos mecânicos, a peça foi submetida a 3
sessões de usinagem, como: fresamento CNC, fresamento mecânico manual e a
limagem de rebarbas. A Figura 4 mostra algumas destas sessões, onde se utilizou
uma fresadora mecânica e uma fresadora CNC - os quais foram muito eficientes,
demonstrando resultados notáveis, como por exemplo um bom acabamento na
superfície.](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-23-320.jpg)

![25
3.2.CONSTRUÇÃO DE PEÇAS UTILIZANDO TECNOLOGIA DE IMPRESSÃO
3D
Utilizando se a ferramenta CAD - Computer-Aided Design - foram
desenvolvidas peças com dimensões estruturais adequadas a aplicações no robô
móvel. Isto é, aplicando se novamente conceitos geométricos, como por exemplo,
área, volume e conceitos trigonométricos (desenvolvidos na disciplina Desenho
Técnico Mecânico e Metrologia), foi possível construir componentes estruturais
necessários ao acoplamento de elementos sensores.
Para que se produzisse as peças desenvolvidas, foi utilizado impressão 3d com
polímero ABS, o software utilizado para projetar essas peças foi o AutoCAD e o
formato em que foram gerado os arquivos foi em .stl(.stl - STereoLithography), pois é
a extensão compatível com a máquina que temos no campus.
Algumas peças fabricadas serão apresentadas a seguir.
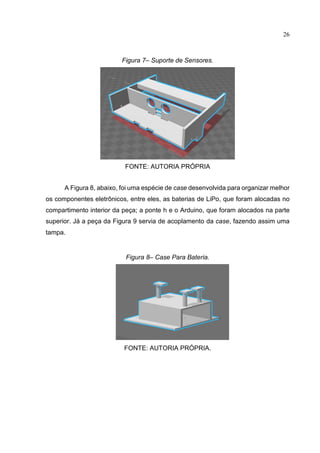
A Figura 6 apresenta peças desenvolvidas para a construção de uma roda
omnidirecional fabricada para a utilização do robô.
Figura 6– Peças Projetadas Para Construção de Roda Omnidirecional.
FONTE: [32].
A Figura 7 que vemos abaixo, é uma peça de acoplamento de vários sensores,
entre eles: o sensor de linha (QTR 8RC), sensores de cor (TCS 230) e o sensor de
ultrassom (SR04).](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-25-320.jpg)



![31
4 FUNDAMENTAÇÃO TEÓRICA
4.1.RECICLAGEM DE ALUMÍNIO
O alumínio é um metal reciclável que gera bom retorno financeiro para os
trabalhadores e empresas que atuam nesta área. O processo de reciclagem consiste
na reutilização do alumínio para a confecção de novos produtos.
Grande parte do alumínio que é reciclado no Brasil tem como origem as latas
de refrigerantes, cervejas e sucos [8]. Porém, outros produtos fabricados de alumínio
podem ser reciclados como, por exemplo, esquadrias, janelas, portas, componentes
de eletrodomésticos, sobras das indústrias, estruturas de boxes, cadeiras, mesas e
etc.
As latas de alumínio são usadas em larga escala pelas indústrias. Caso estas
latinhas não fossem recicladas, seus prováveis destinos de descarte seriam os aterros
sanitários ou, na pior das hipóteses, rios e terrenos. Como elas levam entre 100 e 500
anos para se decompor no solo, a poluição gerada por elas seria imensa com grandes
prejuízos ambientais [8]. Portanto, a reciclagem destas latas é de fundamental
importância para o meio ambiente.
Além das vantagens para o meio ambiente, tem também as vantagens sociais
e econômicas, pois milhares de catadores de materiais recicláveis, organizados em
cooperativas, vivem atualmente desta atividade. Grande parte da renda destes
trabalhadores tem como origem a reciclagem de latinhas de alumínio. Portanto, esta
atividade é importante na geração de emprego e renda no Brasil. Vale lembrar também
que há no Brasil muitas empresas de reciclagem de alumínio. Estas empresas
também geram muitos empregos [8].
Vale ressaltar ainda que o processo de reciclagem de alumínio é muito mais
barato e consome menos energia do que a produção primária deste metal (usando a
mineração da bauxita, que é a matéria-prima [8]).](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-31-320.jpg)
![32
4.2.PROCESSOS DE FUNDIÇÃO
A transformação dos metais e ligas metálicas em peças de uso industrial pode
ser realizada por intermédio de inúmeros processos, a maioria dos quais tendo como
ponto de partida o metal líquido ou fundido, que é derramado no interior de uma fôrma,
cuja cavidade é conformada de acordo com a peça que se deseja produzir. Essa fôrma
é chamada “molde” [9].
Na metalurgia, a fundição é o processo de colocar metal líquido em um molde
e depois permitir que resfrie e solidifique. A parte solidificada é conhecida como peça
fundida, que é tirada do molde ou tem o molde quebrado para completar o processo.
A fundição é mais frequentemente usada para fazer peças complexas que seriam
difíceis ou mais caras de se fazer por outros métodos. Os processos de fundição são
conhecidos há milhares de anos, e amplamente utilizados em esculturas,
especialmente em bronze, jóias em metais preciosos, armas e ferramentas [9].
O processo de fusão se dá pelo aquecimento da matéria prima até atingir seu
ponto de liquefação. Após derretida será escoada ou injetada, no molde. Uma vez
resfriada, a matéria prima solidifica-se tomando a forma em positivo [9].
Antes de serem descritos os vários processos correspondentes a essa técnica,
ou seja, à fundição, serão citados os vários fenômenos estudados que podem ocorrer
durante a solidificação do metal líquido no interior dos moldes. O estudo desses
fenômenos é importante, pois eles podem ocasionar o aparecimento de
heterogeneidades, as quais, se não forem adequadamente controladas, podem
prejudicar a qualidade das peças fundidas e provocara sua rejeição.
4.2.1. Fenômenos que Ocorrem Durante a Solidificação
Esses fenômenos são: cristalização, contração de volume, concentração de
impurezas e desprendimento de gases [9].
4.2.1.1. Cristalização
A cristalização consiste no aparecimento das primeiras células cristalinas
unitárias, as quais servem como núcleos para o desenvolvimento posterior ou](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-32-320.jpg)
![33
crescimento dos cristais, dando, finalmente, origem aos grãos definitivos e a estrutura
granular típica dos metais [9].
Esse crescimento os cristais não ocorrem de maneira uniforme, ou seja, a
velocidade de crescimento não é a mesma em todas as direções. Além disso, no
interior dos moldes, o crescimento é limitado pelas paredes. Na Figura 15 é
apresentado o resultado dos aspectos dos grãos cristalinos e núcleos metálicos, onde
a imagem (a) mostra a dendrita originada na solidificação, a imagem (b) mostra as
formas que os grãos adquirem durante a solidificação e a imagem (c), mostra o efeito
dos cantos na cristalização.
Figura 15– Ilustração de Cristalização.
FONTE: TECNOLOGIA MECÂNICA II [9].
4.2.1.2. Contração de Volume
Durante a solidificação dos metais, podem ocorrer três tipos de contrações:
Contração Líquida: Correspondente ao abaixamento da temperatura até o
início da solidificação;
Contração de Solidificação: Correspondente à variação de volume que ocorre](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-33-320.jpg)
![34
durante a mudança do estado líquido para o sólido.
Contração Sólida: Correspondente à variação de volume que ocorre já no
estado sólido, desde a temperatura de fim de solidificação até a temperatura
de ambiente.
A contração pode ser expressa em porcentagem de volume ou linearmente. No
caso da contração sólida, varia de acordo com a liga utilizada, ou seja, deve ser
considerada no projeto do modelo (molde). Esse fenômeno, dá origem a uma
heterogeneidade chamada de vazio ou chupagem [9], como ilustrado na imagem
abaixo.
Na Figura 16, pode-se observar uma representação esquemática do fenômeno
de contração, como o vazio ou “chupagem”. Na imagem (a), observa-se o recipiente
com o metal inteiramente líquido, já na imagem (b), a solidificação tem início nas
bordas, onde a temperatura é mais baixa e caminha em direção ao centro. Na imagem
(c) acontece o fim da solidificação e por fim na imagem (d) acontece a contração
sólida.
Figura 16 – Representação de Contração.
FONTE: TECNOLOGIA MECÂNICA II [9].
Os vazios podem ficar localizados na parte interna das peças, próximos à
superfície, porém invisíveis externamente.
A contração sólida pode provocar defeitos internos, como vazio, trincas a
quente (fissuração formada a altas temperaturas, onde o metal tem coerência, mas é
completamente frágil) e tensões residuais (tensões elásticas existentes em um corpo
sem a existência de carregamentos externos ou gradientes de temperatura [9]).](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-34-320.jpg)
![35
4.2.1.3. Concentração de Impurezas
As impurezas nas ligas apresentam comportamento diferente se a liga estiver
no estado líquido ou no sólido. No estado líquido as impurezas são totalmente
dissolvidas, homogêneas. No estado sólido elas são menos solúveis, como por
exemplo o ferro-carbono que contêm, como impurezas o fósforo e o enxofre [9]. Nesse
caso, fica acumulado nas regiões em que a solidificação ocorreu por último e é
chamado de segregação [9]. A Figura 17 ilustra um exemplo de segregação.
Figura 17 – Segregação de Impurezas.
FONTE: TECNOLOGIA MECÂNICA II [9].
4.2.1.4. Desprendimento de Gases
O fenômeno do desprendimento de gases é mais comum nas ligas ferro-
carbono. O oxigênio dissolvido na liga tende a se combinar com o carbono, formando
CO2, facilmente eliminado enquanto a liga estiver no estado líquido [9].
Porém, conforme a viscosidade aumenta durante a solidificação, este gás tende
a ficar retido na peça, formando bolhas (vazios). Isso se dá ao fato do oxigênio reagir
de preferência com os elementos Si, Mn e Al, formando óxidos sólidos, impedindo,
assim que o oxigênio reaja com o carbono formando os gases CO e CO2 [9].
4.2.2. Tipos de Processos de Fundição
As peças obtidas por fundição são utilizadas em grande quantidade em
equipamento de transporte, construção, comunicação, geração de energia elétrica,
mineração, agricultura, máquinas operatrizes, enfim, na indústria em geral, devido às](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-35-320.jpg)
![36
vantagens que os processos de fundição oferecem.
A fundição permite a fabricação de peças praticamente de qualquer forma,
com pequenas limitações, forma e complexidade. Além disso, é um processo bem
mais barato em comparação a outros, dependendo da complexidade da fundição [9].
A fundição abrange uma série de processos, como:
● Fundição por gravidade;
● Fundição sob pressão;
● Fundição por centrifugação;
● Fundição de precisão;
● Confecção do molde (moldagem);
● Fusão do metal;
● Vazamento no molde;
● Limpeza e rebarbação;
● Controle de qualidade.
Geralmente, as etapas a serem seguidas para a confecção de uma peça são
essas:
● Desenho da peça;
● Projeto do modelo;
● Confecção do modelo (modelagem);
4.2.2.1. Projeto da peça
No projeto de peça a ser fundida, devem ser considerados os fenômenos que
ocorrem na solidificação do metal no molde, para que eventuais defeitos sejam
evitados. Tais como: evitar variações bruscas de seções e cantos vivos, considerar
uma espessura mínima de paredes, evitar fissuras de contração do metal durante a
solidificação, entre outros [9].](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-36-320.jpg)
![37
4.2.2.2. Projeto do Modelo
O modelo geralmente é feito em madeira, resina ou materiais de fácil
usinagem. Podem ser construído em peça única (para peças grandes) ou montado
em placas (para a produção em série e de peças pequenas, facilitando o uso de
máquinas de moldar [9]).
As seguintes recomendações devem ser consideradas na hora da confecção
do modelo:
Contração do metal ao solidificar. Ou seja, as dimensões do modelo devem ser
maiores que as da peça. Os valores dependerão do metal ou liga a ser fundido,
conforme apresentado na Tabela 4.
Tabela 4 – Margens Dimensionais Recomendadas Nos Modelos Para Prever
a Contração do Metal
Ligas fundidas Dimensão do modelo
(cm)
Contração aproximada
mm/cm
Ferro fundido cinzento
Aço fundido
Ferro maleável
Alumínio
Magnésio
Latão
Bronze
Até 60
De 63,5 a 120
Acima de 120
Até 60
De 63,5 a 183
Acima de 183
-
Até 120
De 124 a 183
Acima de 183
Até 48
Acima de 48
-
-
0,1
0,08
0,07
0,2
0,15
0,13
0,01 a 0,10
dependendo da
espessura da secção
0,13
0,12
0,10
0,28
0,13
0,15
0,1 a 0,2](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-37-320.jpg)
![38
Eliminar rebaixos e detalhes que dificultam a moldagem;
Acrescentar sobremetal para posterior usinagem de acabamento.
4.2.2.3. Confecção do Molde ou Moldagem
O molde é um recipiente que contém em seu interior a cavidade ou as
cavidades com a forma da peça que será fundida, dentro da(s) qual(is) será vazado o
metal líquido [9].
A etapa de moldagem permite distinguir vários tipos de processos de fundição:
● Moldagem em molde de areia ou temporário por gravidade:
• Areia Verde;
• Areia Seca;
• Areia-Cimento;
• Areia de Macho.
● Moldagem em molde metálico ou permanente:
• Por Gravidade;
• Sob Pressão.
● Moldagem pelo processo de CO2;
● Fundição por centrifugação;
● Fundição de precisão;
• Em casca;
• Cera perdida (de investimento).
4.2.2.3.1. Moldagem em Areia
No processo de fundição por moldagem em areia, o molde confeccionado
deve observar os seguintes requisitos:](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-38-320.jpg)
![39
● Resistência para suportar o peso do metal líquido;
● Resistência à ação erosiva do metal líquido;
● Gerar a menor quantidade possível de gases;
● Facilitar a saída dos gases gerados para a atmosfera.
Um elemento que constitui esse processo é a caixa de moldagem, que se
conFigura numa estrutura, geralmente metálica, com resistência suficiente para
suportar o socamento da areia na operação de moldagem, bem como a pressão do
metal líquido durante a fundição [9]. Normalmente essa caixa é construída em duas
partes, ilustradas no exemplo da Figura 18, a seguir, em suas caixas: superior e
inferior.
Figura 18 – Moldagem em Areia.
FONTE: TECNOLOGIA MECÂNICA II [9].
Pode-se observar na Figura os elementos conhecidos como pinos e orelhas,
que servem para a centragem das partes da caixa e da placa do modelo.
Moldagem em areia verde
Esse tipo de processo de fundição consiste em compactar (manualmente ou
com máquina de moldar) uma mistura refratária chamada areia de fundição (composta
de areia silicosa, argila e água) sobre o modelo colocado ou montado na caixa de
moldar [9].](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-39-320.jpg)
![40
Moldagem em areia seca ou em molde “estufado”
Neste caso, a areia deve conter aditivos orgânicos para melhorar suas
características. A secagem é feita em estufas entre 150°C e 250°C [9]. Suas
vantagens são: maior resistência à pressão do metal líquido, maior estabilidade
dimensional, maior dureza e melhor acabamento das peças fundidas.
Moldagem em areia-cimento
O processo de fundição com moldagem em areia-cimento apresenta vantagens
semelhantes às dos moldes estufados e é empregada para peças médias e grandes.
4.2.2.3.2. Moldagem Pelo Processo CO2
Nesse tipo de processo de fundição os moldes são confeccionados em areia
aglomerada com silicato de sódio (2,5 a 6,0% em peso). Depois de compactados, são
submetidos a um tratamento com CO2, que consiste na passagem de um fluxo deste
gás através de sua seção transversal com a reação entre o CO2 e o silicato de sódio
formando sílica-gel [9], carbonato de sódio e água, resultando num endurecimento do
molde em tempo relativamente curto. É dispensado o tratamento em estufa, obtendo-
se resistência e durezas elevadas.
4.2.2.3.3. Moldagem em Molde Metálico
Molde permanente por gravidade
No caso do processo de fundição com o emprego de molde metálico
permanente por gravidade, normalmente, o vazamento do metal é feito pela parte
superior do molde. No entanto, podem ser usados também moldes com enchimento
pelo fundo através de canais de vazamento. Os moldes permanentes mistos possuem
uma parte metálica chamada de coquilha e tem como característica a solidificação
mais rapidamente, fazendo com que adquire uma camada mais dura e de alta
resistência ao desgaste [9].
No caso do molde permanente por gravidade é utilizado para vários outros](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-40-320.jpg)
![41
tipos de peças, onde o molde é composto por duas ou mais partes que, quando
fechadas, formam a cavidade correspondente à forma da peça desejada.
Fundição sob pressão
No caso da utilização de molde metálico com fundição sob pressão, o metal
líquido é forçado (sob pressão) a entrar na cavidade do molde, chamado neste caso
de matriz (metálica, permanente). Esse processo permite a fabricação de peças mais
complexas e de paredes mais finas que os processos por gravidade [9].
A Matriz pode ser fria ou aquecida à temperatura de vazamento. Possui canais
para saída de ar e para garantir o total preenchimento das cavidades.
A pressão é mantida até o final da solidificação. Após abertura da matriz e
expulsão da peça, procede-se à limpeza e lubrificação da matriz, preparando-a para
o próximo ciclo.
4.2.2.3.4. Fundição por Centrifugação
Para o processo de fundição por centrifugação, o metal líquido é vazado num
molde dotado de movimento de rotação, de modo que a força centrífuga origina uma
pressão que força o metal de encontro às paredes do molde, onde solidifica.
4.2.2.3.5. Fundição de Precisão
No processo de fundição de precisão utiliza-se um molde obtido pelo
revestimento de um modelo consumível com uma pasta ou argamassa refratária que
endurece à temperatura ambiente ou mediante aquecimento adequado. Uma vez
endurecida esta pasta refratária, o modelo é consumido e fica inutilizável [9].
Processo de cera perdida
No processo de cera perdida, observa-se a realização das seguintes etapas:
1. Injeção da cera na matriz para fabricação dos modelos.
2. Ligação dos modelos a um canal central.
3. Grupo de modelos é colocado num recipiente.](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-41-320.jpg)
![42
4. O recipiente é preenchido com uma pasta refratária (chamada de
investimento).
5. Aquecimento provoca o endurecimento do molde e o derretimento dos
modelos de cera.
6. Vazamento do metal no molde por gravidade, sob pressão, a vácuo ou com
auxílio de centrifugação.
7. Quebra do molde e retirada das peças.
8. Separação das peças do canal central e esmerilhamento ou lixamento.
Processo de fundição em casca (Shell molding)
Para esse processo de fundição de precisão, o molde é fabricado a partir de
uma mistura de areia e resina endurecível ao calor que funciona como aglomerante.
Esta mistura é colocada sobre um modelo metálico que é aquecido (por volta de
450°C), resultando uma casca resistente e rígida que formará uma das metades do
molde. A outra metade é feita de forma semelhante.
4.2.2.4. Desmoldagem, Limpeza e Rebarbação
Após solidificação das peças no interior dos moldes, são feitas as operações
de desmoldagem, corte dos canais, limpeza e rebarbação.
A desmoldagem consiste na separação da areia das peças. A limpeza é feita
para remoção dos canais e alimentadores. A rebarbação é a remoção de rebarbas ou
outros excessos de metal na peça.
4.2.2.5. Controle da Qualidade das Peças Fundidas
Por fim, para se tirar conclusões sobre a peça é feito o controle de qualidade.
Para fazer esse controle de qualidade da fabricação, existem vários processos,
dentre eles: A inspeção visual, a inspeção dimensional, e a inspeção metalúrgica,
feita em empresas [9]. Ela consiste na análise da composição química, metalografia
e em ensaios não destrutivos como radiografia e ultrassonografia, etc.](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-42-320.jpg)
![43
4.3.PROCESSOS DE USINAGEM
A usinagem é um processo de fabricação que promove a retirada de material
da peça por cisalhamento. A porção de material retirada por esse processo é chamada
de cavaco [10]. A usinagem atende aos seguintes objetivos:
● Acabamento de superfícies de peças fundidas ou conformadas
mecanicamente;
● Obtenção de peculiaridades (saliências, reentrâncias, furos passantes, furos
rosqueados, etc);
● Fabricação seriada de peças a um custo mais baixo;
● Fabricação de peças, de qualquer forma, a partir de um bloco de material
metálico.
As operações de usinagem podem ser classificadas em: torneamento,
fresamento, aplainamento, furação, mandrilamento, serramento, brochamento e
roscamento, entre outros.
4.3.1. Usinagem CNC
A indústria tem procurado trabalhar de forma cada vez mais prática, buscando
eficiência e economia no dia a dia, principalmente no que se refere à usinagem dos
materiais [11].
A usinagem por Comando Numérico Computadorizado (CNC) se dá através de
uma máquina controlada por comandos numéricos, ou seja, é um processo de
fabricação que utiliza computadores para automatizar máquinas e ferramentas em
diversas etapas de produção [12].
O processo de usinagem CNC começa tipicamente com um programa de
computador para que se possa especificar cada peça. Normalmente utiliza-se o
software AutoCAD, que pode ser empregado para criar as especificações de cada um
dos componentes, ou uma parte ou produto manufaturado.
O projeto desenhado é, então, convertido em uma série de valores numéricos
para que uma máquina CNC possa utilizar essas informações para movimentar e
operar uma variedade de ferramentas.](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-43-320.jpg)
![44
A peça pode ser completada em uma máquina CNC ou pode ser movida
manualmente através de meios robóticos entre várias estações de trabalho com
ferramentas diferentes. A usinagem CNC pode incluir ferramentas como brocas,
prensas e serras, entre outras, de acordo com as especificações e necessidade [12].
A Figura 19 apresenta um exemplo de máquina CNC.
Figura 19 – Máquina CNC.
FONTE: [28].
Antes da introdução das máquinas CNC, os dispositivos foram tipicamente
definidos e operados manualmente. O operador teve de utilizar uma variedade de
mostradores para posicionar uma peça de trabalho e operar a ferramenta.
A gênese do controle numérico (NC) de usinagem foi na década de 1940,
quando as calculadoras de cartões perfurados foram utilizadas para localizar cortes
realizados manualmente [12].
Mais tarde, o processo de perfuração de fita, também foi utilizado como um
método de entrada de dados, e os orifícios nos cartões passaram a ser interpretados
como valores numéricos para que a máquina fosse capaz de realizar cortes
automáticos.
Os sistemas modernos utilizam terminais de computadores para trabalhar com
o programa designado e também como interface com as máquinas, podendo trabalhar
com praticamente qualquer tipo de ferramenta de usinagem. O processo de
perfuração de fita ainda é utilizado em usinagem CNC em muitos casos, embora o
material original em papel tenha sido amplamente substituído por materiais mais
resistentes. Esses novos sistemas podem ainda agregar a capacidade de utilizar
métodos modernos de armazenamento de dados e interface com redes locais (LANs),](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-44-320.jpg)
![45
apesar de que a fita perfurada ainda persiste em máquinas mais antigas e por razões
de compatibilidade [12].
O processo de usinagem CNC consiste tipicamente de uma base onde uma
peça de trabalho pode ser colocada para ser trabalhada. Em geral, essa base fornece
dois eixos de movimento para que se possa definir mais livremente o posicionamento
da peça, buscando atender às necessidades e especificações desejadas.. Certas
conFigurações também incluem um batente traseiro, que pode adicionar até sete
eixos, proporcionando maior precisão no posicionamento de uma peça.
Algumas máquinas CNC só possuem uma ferramenta, que pode ser uma
furadeira, prensa, serra, ou qualquer outro tipo de equipamento. Outros modelos
possuem várias ferramentas diferentes em uma única célula, de modo que uma peça
pode ser facilmente cortada, perfurada, e trabalhada de forma que outras operações
possam ser realizadas.
A principal alternativa a este tipo de equipamento, é ter várias máquinas CNC
operando em conjunto, de modo que um único programa possa ser utilizado para
operar cada uma delas. Uma amostra pode ser cortada em uma estação antes de ser
transferida para outra, onde será perfurada, ou realizar uma curvatura, ou outro tipo
de manipulação. Este processo pode ser inteiramente automatizado ou pode exigir
um ser humano para mover a peça entre as máquinas.
4.3.2. Fresagem Mecânica
A fresagem é um processo de usinagem mecânica em que a remoção de
material da peça é realizado por fresadoras e ferramentas especiais chamadas fresas
[13].
Na fresagem, a remoção do sobremetal da peça se dá pela combinação de dois
movimentos, realizados ao mesmo tempo: Um dos movimentos é o de rotação da
ferramenta, a fresa. O outro movimento é o da mesa da máquina, onde é fixada a peça
a ser usinada. É o movimento da mesa da máquina ou movimento de avanço que leva
a peça até a fresa e torna possível a operação de usinagem [13].
A Figura 20, abaixo, ilustra o processo de usinagem de uma fresa, mostrando
o sentido de rotação e a retirada do cavaco.](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-45-320.jpg)
![46
Figura 20– Representação de Fresa.
FONTE: [13].
4.4.IMPRESSÃO 3D
A tecnologia da impressão 3D, um dos processos de prototipagem rápida,
surgiu na década de 80, mas só em 1990 começou a ganhar destaque [14].
Atualmente, as impressoras 3D invadiram as indústrias de pequeno e grande porte.
Elas são mais rápidas, potentes, com menor custo de produção e mais fáceis de
serem manipuladas do que outras tecnologias de fabricação aditiva. A Figura 21
apresenta um exemplo de impressora 3D.
Figura 21 – Impressora 3D.
FONTE: [29].](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-46-320.jpg)

![48
5 DESCRIÇÃO DA PESQUISA
O projeto iniciou seu desenvolvimento em torno da disciplina Projeto
Integrador [15], lecionado no 3° ano letivo no curso técnico integrado de nível médio
em Mecatrônica, e que se caracteriza por um processo contabilizado em horas-aula,
em que um grupo de alunos - sob a tutoria de um orientador - torna se responsável
por desenvolver um projeto interdisciplinar relacionado às atividades desenvolvidas
no currículo. [16]
Em seguida, o projeto caracterizou se como âmbito da pesquisa voluntária,
sob o Edital 12/2015-PROPI/IFRN-Fluxo Contínuo do campus IFRN-Parnamirim
intitulado “Protótipo de um Robô Seguidor de Linha”, onde foi desenvolvido um veículo
autoguiado capaz de seguir uma trajetória demarcada no chão e desviar de
obstáculos, utilizando eletrônica digital e plataforma aberta Arduino.
Logo depois de ser concluído o “Protótipo de um Robô Seguidor de Linha ”,
o projeto foi submetido novamente ao âmbito de pesquisa voluntária, sob o Edital
01/2016-PROPI/IFRN-Fluxo Contínuo, com o título de “Evolução do Protótipo de um
Robô Móvel Autônomo Seguidor de Linha”, com o objetivo de desenvolver novas
funcionalidades e capacidades, tendo em vista sua evolução no sentido de realizar
novos tipos de tarefas, como: deslocar-se em terrenos redutores de velocidade e em
regiões de subida, atravessar regiões desconhecidas (em que a linha guia não possa
ser detectada) e de identificar, agarrar e transportar objetos até uma área específica.
Atualmente o projeto encontra-se como projeto de pesquisa remunerada do
Edital 06/2016 - Desenvolvimento de Projetos de Pesquisa do campus IFRN-
Parnamirim.
Encontra-se nos anexos as declarações de participação dos projetos. O
ANEXO A traz a Declaração de participação no Projeto de Pesquisa “Protótipo de um
Robô Seguidor de Linha” no Edital 12/2015-PROPI/IFRN-Fluxo Contínuo. O ANEXO
B exibe a Declaração de participação no Projeto de Pesquisa “Evolução do Protótipo
de um Robô Móvel Autônomo Seguidor de Linha” no Edital 01/2016-PROPI/IFRN-
Fluxo Contínuo. Por fim, a Declaração de participação no Projeto de Pesquisa
“Evolução do Protótipo de um Robô Móvel Autônomo Seguidor de Linha de Baixo
Custo Construído com Alumínio Reciclado” no Edital 06/2016-Desenvolvimento de](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-48-320.jpg)
![49
Projetos de Pesquisa encontra-se no ANEXO C.
5.1.RESULTADOS
Com o protótipo concluído, foram realizadas demonstrações para o público
aberto, em eventos (EXPOTEC João Câmara, Arduino Day, MNR 2016 e SECITEX
CONGIC) e competições (OBR).
5.1.1. EXPOTEC João Câmara
A EXPOTEC de João Câmara (Feira de Ciências do IFRN Campus João
Câmara [17]) tem como objetivo dar visibilidade às produções acadêmicas, científicas,
tecnológicas e culturais desenvolvidas pelos alunos e servidores do Instituto, nas suas
três dimensões de atuação: ensino, pesquisa e extensão.
O projeto foi apresentado na modalidade de Apresentação Oral intitulada
“Protótipo de Mesa Inteligente para o Auxílio Hospitalar”, com carga horária de 1 hora.
O ANEXO D apresenta o certificado de participação da EXPOTEC João Câmara.
5.1.2. Arduíno DAY Natal/RN
No Arduino Day edição de 2016 [18] sediada na UFRN, teve o propósito de
reunir a comunidade acadêmica de “Makers” que utilizam a plataforma Arduíno, foi
apresentado o projeto e realizadas demonstrações para o público.
A Figura 22, apresentada abaixo, mostra a preparação do robô e do seu
ambiente de seguir linha antes das apresentações.](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-49-320.jpg)
![50
Figura 22 – Apresentação Arduino Day.
FONTE: AUTORIA PRÓPRIA.
5.1.3. Mostra Nacional de Robótica
Na MNR (Mostra Nacional de Robótica 2016) [5], realizada em Recife-PE, teve
o objetivo de valorizar o conhecimento interdisciplinar e integrado, estimulando a
submissão de trabalhos na fronteira entre a robótica e diversas outras áreas do
conhecimento, tais como: artes, humanidades, ensino, ciências e inovação, além das
áreas tradicionais, como elétrica, mecânica e computação.
O projeto foi apresentado na Modalidade Presencial: Ensino Fundamental,
Médio Técnico, na qualidade de EXPOSITOR com o título de “PROTÓTIPO DE UM
ROBÔ MÓVEL SEGUIDOR DE LINHA DE BAIXO CUSTO CONSTRUÍDO COM
ALUMÍNIO RECICLADO”, como declara o certificado no ANEXO E. O trabalho foi
ainda selecionado para ser publicado nos anais do evento na categoria de mostra
virtual [19].
A Figura 23 mostra a equipe momentos antes do início das apresentações.](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-50-320.jpg)
![51
Figura 23– Apresentação MNR.
FONTE: AUTORIA PRÓPRIA.
5.1.4. SECITEX 2016
Já na SECITEX (Semana de Ciência, Tecnologia e Extensão do Instituto
Federal de Educação, Ciência e Tecnologia do Rio Grande do Norte [20]), no âmbito
XII CONGIC (XII Congresso de Iniciação Científica do IFRN), que tem como objetivo
socializar as pesquisas realizadas em todos os campi do IFRN, além de fomentar a
realização de ações integradas de pesquisa, ensino e extensão na Instituição. Foi
apresentado o projeto na modalidade de Pôster. Segue em anexo o certificado de
participação da SECITEX no ANEXO F.
5.1.5. OBR 2016
Na Olimpíada Brasileira de Robótica [21] (OBR 2016) o projeto participou da
Etapa Regional do Estado Rio Grande do Norte, na Modalidade Prática de nível II. A
equipe não chegou a se classificar para a final, porém teve um bom resultado, além
de adquirir experiência. O certificado de participação encontra-se apresentado no
ANEXO G.](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-51-320.jpg)

![54
6 TRABALHOS RELACIONADOS
A fim de entender e elencar os diversos problemas em sistemas similares ao
protótipo desenvolvido, foram analisadas diversas iniciativas de projetos e
metodologias que se mostraram viáveis para a criação de aplicações baseadas em
soluções para a robótica móvel. Os trabalhos relacionados foram divididos em 3
categorias (subseções): (1) trabalhos envolvendo mecânica utilizada, (2) trabalhos
com a eletrônica semelhante e software (3) trabalhos envolvendo baixo custo como
meta a ser atingida.
6.1.MECÂNICA
Robô Móvel Autônomo Integrando Hardware Arduino com Smartphone Android
para Provas de Resgate
Robô Móvel Autônomo Integrando Hardware Arduino com Smartphone Android
para Provas de Resgate [22] é um projeto de pesquisa desenvolvido pelo time .PNG
do Colégio Técnico Industrial (CTI) da Universidade Estadual Paulista, campus de
Bauru que objetiva construir um robô que se adeque à modalidade proposta pela
LARC (Latin American and Brazilian Robotics Competition).
No protótipo desenvolvido, foi implementado um sistema construído com dois
motores que acionam duas rodas de tração independentemente, buscando
movimentação em curtos espaços. Para estabilizar o robô, um rodízio tipo caster foi
colocado de forma que as duas rodas e este rodízio são equidistantes.
O chassi utilizado nesse projeto foi desenvolvido utilizando-se uma base
composta de fibra de vidro, conforme a Figura 26.](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-54-320.jpg)
![55
Figura 26 – Chassi de Fibra de Vidro.
FONTE: [30].
6.2.ELETRÔNICA E PROGRAMAÇÃO
Robô Seguidor de Linha Autônomo Utilizando o Controlador Proporcional-
Derivativo em uma Plataforma de Hardware / Software Livre
Robô Seguidor de Linha Autônomo Utilizando o Controlador Proporcional-
Derivativo Em Uma Plataforma de Hardware/Software Livre [23] é um projeto
desenvolvido na Universidade Estadual do Sudoeste da Bahia - UESB que objetiva
desenvolver um robô seguidor de linha autônomo, com controle PD (proporcional-
derivativo) que otimize o trajeto do robô sobre uma linha preta reduzindo erros no
percurso, construído em uma plataforma de hardware e de software livre (open
source).
No projeto implementado foi utilizado um módulo sensor QTR-8RC, que, ao
devolver os valores dos sensores, permite ao microcontrolador realizar a correção da
trajetória do robô.
Há também o uso do método readLine(), que permite a localização do robô
sobre uma trajetória (linha preta). Essa localização ocorre através de um número
gerado, o qual atua como um indicativo da posição da linha.](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-55-320.jpg)
![56
Devido aos objetivos do projeto, foi utilizado controle PD, como pode ser visto
abaixo na Figura 27, em recorte do código.
Figura 27– Recorte de Código (PD).
FONTE: [23]
6.3.BAIXO CUSTO
Robótica Educacional: Desenvolvimento de um Robô Móvel de Baixo Custo
No âmbito do desenvolvimento de um robô de baixo custo, temos um exemplo
do projeto “Robótica Educacional: desenvolvimento de um robô móvel de baixo
custo” [24], onde os criadores fizeram um robô com restos de reciclagens, para
servir de kit educacional, na implementação da Robótica nas escolas, como se pode
observar na Figura 28 abaixo.
Figura 28 – Robô de Baixo Custo.
FONTE: [25].](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-56-320.jpg)
![58
7.1.1. Aplicações em Ambientes Hospitalares
Um exemplo da aplicação da robótica móvel em ambientes hospitalares são os
robôs da Panasonic - HOSPI, que auxiliam operações hospitalares no Hospital Geral
de Changi em Cingapura. [25].
O uso experimental dos robôs de entrega autônomos da Panasonic, HOSPI, foi
iniciado em fevereiro de 2015 e está sendo implementado em etapas. O Hospital Geral
de Changi é primeiro hospital fora do Japão a utilizar o HOSPI.
Como parte do sistema de gestão de carregadores do hospital, os quatro
HOSPI são capazes de entregar, 24 horas por dia e sete dias por semana,
medicamentos frágeis e volumosos, amostras médicas e anotações de casos de
pacientes, flexibilizando as restrições dos recursos humanos. A Figura 29 mostra o
robô HOSP da Panasonic em trabalho.
Figura 29 - HOSP
FONTE: [31].
7.1.2. Aplicações no transporte de cargas
No ambiente industrial, a necessidade de movimentação e dinamização de
processos é constante. Veículos Guiados Automaticamente (AGVs) são opções de
implementação nesses processos e, portanto, passíveis de aplicação.
Exemplo de aplicação de AGVs se encontram em portos (Terex -
movimentação de containers em portos [26]) e no transporte de produtos (Weasel
[27]). A Figura 30 mostra um exemplo de um AVG transportando carga em porto.](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-58-320.jpg)
![59
Figura 30 – AVG Transportando Cargas em Porto.
FONTE: [27]](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-59-320.jpg)
![60
REFERÊNCIAS
[1] Secchi, H.; Uma Introdução aos Robôs Móveis. Tradução: Cynthia Netto de
Almeida e Felipe Nascimento Martins. NERAS-IFES. Abril de 2012. Disponível
em: http://www.obr.org.br/wp-
content/uploads/2013/04/Uma_Introducao_aos_Robos_Moveis.pdf. Acesso
em: 21 mai. 2016.
[2] Andrade, D. S.; Projeto: Robô Seguidor de Linha. Projeto da disciplina de
Eletrônica Aplicada, Centro Tecnológico, Universidade Federal de Santa
Catarina. Florianópolis: 2013. Disponível em: http://www.danielandrade.net/wp-
content/uploads/2014/08/relatorio-final.pdf. Acesso em: 27 mai. 2016.
[3] Pereira, F. G.; Navegação e Desvio de Obstáculos Usando um Robô Móvel
Dotado de Sensor de Varredura Laser. 96 p. Dissertação (Mestrado em
Engenharia Elétrica) – Universidade Federal do Espírito Santo, ES: 2006.
[4] Olimpíada Brasileira de Robótica. Disponível em: http://www.obr.org.br.
Acesso em: 21 mai. 2016.
[5] Mostra Nacional de Robótica. Disponível em: http://www.mnr.org.br/. Acesso
em: 21 mai. 2016.
[6] Braga, F. C.; Estudo para a Fabricação de um Protótipo de Robô Móvel com
Rodas para Aspiração de Pó Doméstica. 128 p. Projeto de Graduação – Rio de
Janeiro: UFRJ/ Escola Politécnica, 2014.
[7] Professor Machado, Nuno; Ciências Físico-Químicas. Disponível em:
http://www.aulas-fisica-quimica.com/7q_11.html Acesso em: 02 nov. 2016.
[8] Nani, Everton Luiz; Meio Ambiente, Ecologia. Sua Pesquisa. Disponível em:
http://www.suapesquisa.com/reciclagem/reciclagem_de_aluminio.htm Acesso:
04 nov. 2016.
[9] Chiaverini, Vicente; Tecnologia Mecânica, Volume II Processos de
Fabricação e Tratamento. Set 2015. Acesso em: 06 nov. 2016.
[10] CIMM, usinagem. Disponível em:
http://www.cimm.com.br/portal/verbetes/exibir/451-usinagem Acesso em: 15
nov. 2016.
[11] Silva, Sidnei Domingues; CNC, Programação de Comandos Numéricos
Computadorizados. 2002. Acesso em: 16 nov. 2016.](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-60-320.jpg)
![61
[12] Mecânica Industrial; CNC. Disponível em:
https://www.mecanicaindustrial.com.br/689-o-que-e-usinagem-cnc/.Acesso
em: 11 nov. 2016.
[13] EBAH, Processos de Fresagem. Ferraresi, D.; Fundamentos da usinagem
dos metais. 1ed. São Paulo: E. Blucher, 1982. 751 p.; Diniz, A. E.; Marcondes,
C.; Coppini, N. L.; Tecnologia da usinagem dos materiais, 1. ed. – São Paulo,
Art Líber Editora, 2000.; Schneider Jr., G. Cutting tool applications, Tooling &
Production, 2002, Nelson Publishing. Disponível em:
http://www.ebah.com.br/content/ABAAABVTcAL/introducao-aos-processoa-
fabricacao-fresagem?part=3 Acesso em: 18 nov. 2016.
[14] CONCEIÇÃO JUNIOR, P.O.; NONATO MARQUES, D.M. Impressoras 3D:
redução de custo e tempo no desenvolvimento de produtos
Disponível em:
<http://www.fatecgarca.edu.br/revista/volume3/artigos_vol3/artigo_24.pdf>.
Acesso em: 5 nov. 2016.
[15] TECNICO Integrado em Mecatrônica 2012. Rio Grande do Norte: Instituto
Federal de Educação, Ciência e Tecnologia do Rio Grande do Norte. Disponível
em: <portal.ifrn.edu.br/ensino/cursos/cursos-tecnicos-de-nivel-medio/tecnico-
integrado/tecnico-em-mecatronica/at_download/coursePlan>. Acesso em: 19
set. 2016.
[16] GLOSSÁRIO - Wiki do IF-SC. Disponível em:
<https://wiki.ifsc.edu.br/mediawiki/index.php/Gloss%C3%A1rio>. Acesso em:
19 set. 2016.
[17] IFRN, IV EXPOTEC JC; Disponível em: http://www2.ifrn.edu.br/expotecjc/
Acesso em: 12 nov. 2016.
[18] Arduino DAY Natal/RN; GIM. Disponível em:
http://eventocentral.com/event/arduino-day-gim-2016-
pico,1570293886628567 Acesso em: 18 nov. 2016.
[19] MNR, Mostra Virtual. Disponível em:
<http://www.mnr.org.br/mostravirtual/interna.php?id=15295> Acesso em: 12
nov. 2016.
[20] SECITEX, IFRN. Disponível em: <http://eventos.ifrn.edu.br/secitex2016/>.
Acesso em: 16 nov. 2016.](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-61-320.jpg)
![62
[21] OBR 2016. Disponível em: <http://www.obr.org.br/>. Acesso em: 20 nov.
2016.
[22] Sistema Olimpo; Mídias. Disponível em:
<http://www.sistemaolimpo.org/midias/uploads/bb8e3c021a740cb83b0ee8f77
48dfd6e.pdf> Acesso em: 8 nov. 2016.
[23] UESB, Seguidor de Linha Autônomo Utilizando Controlador Proporcional
Derivativo em Uma Plataforma de Hardware- Software Livre. Disponível em:
<http://www2.uesb.br/computacao/wp-
content/uploads/2014/09/ROB%C3%94-SEGUIDOR-DE-LINHA-
AUT%C3%94NOMO-UTILIZANDO-O-CONTROLADOR-PROPORCIONAL-
DERIVATIVO-EM-UMA-PLATAFORMA-DE-HARDWARE-SOFTWARE-
LIVRE.pdf> Acesso em: 7 nov. 2016.
[24] Sistema Olimpo; Mídias. Disponível em:
<http://sistemaolimpo.org/midias/uploads/a8bb53c0d5e344aa3350420191c07
a50.pdf>. Acesso em: 17 nov. 2016.
[25] Business Wire, HOSP. Disponível em:
<http://www.businesswire.com/news/home/20150724005247/pt/>. Acesso em:
19 nov. 2016.
[26] YouTube, Terex Gottwald Automated Guided Vehicles (AGV). Disponível
em: <https://www.youtube.com/watch?v=8e2tN30JvkE>. Acesso em: 13 nov.
2016.
[27] YouTube, Automated guided vehicle (AGV) Weasel®, Fashion Logistics.
Disponível em: <https://www.youtube.com/watch?v=yy3HmWHAIuw>. Acesso
em: 11 nov. 2016.
[28] Inédita Metalurgia, Usinagem. Disponível em:
<http://www.ineditametalurgica.com.br/usinagem#/usinagem/>. Acesso em: 18
nov. 2016.
[29] Canal do Ensino, Impressora 3D Mitos e Verdades. Disponível em:
<https://canaldoensino.com.br/blog/impressora-3d-mitos-e-verdades>. Acesso
em: 15 nov. 2016.
[30] DX, Robot. Disponível em: <http://www.dx.com/p/diy-2wd-smart-robot-car-
chassis-kit-for-arduino-black-yellow-407666#.WFrDB_krLIU>. Acesso em: 28
nov. 2016.](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-62-320.jpg)
![63
[31] Digital Avmagazine, HOSP Panasonic. Disponível em:
<http://www.digitalavmagazine.com/pt/2015/08/25/o-rob%C3%B4-de-Hosp-
panasonic-ajudar-na-entrega-de-medicamentos-no-hospital-de-cgh/>. Acesso
em: 28 nov. 2016.
[32] Thingiverse, Omniwheel Robot. Disponível em:
<http://www.thingiverse.com/thing:167923>. Acesso em: 09 out. 2016.](https://image.slidesharecdn.com/tccesse-170110233319/85/TCC-Tecnico-em-Mecatronica-63-320.jpg)












































































