Baixar para ler offline




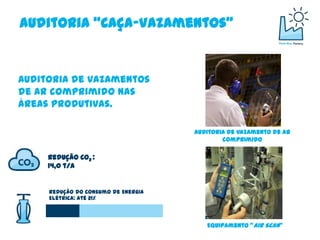
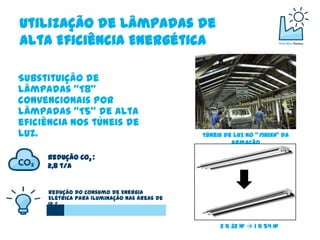








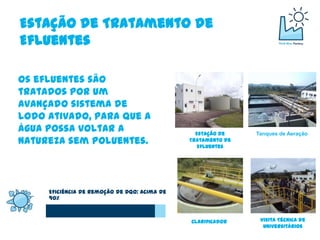


O documento resume as principais ações de gestão ambiental implementadas pela fábrica da Volkswagen em São José dos Pinhais no ano de 2012, incluindo a utilização de iluminação natural, reuso de água e redução do consumo de energia elétrica.













































