1. O documento descreve os fundamentos dos processos de usinagem de materiais, incluindo a classificação dos processos de fabricação por usinagem e os parâmetros de entrada e saída do processo de usinagem.
2. São descritos os principais processos de usinagem com ferramentas de geometria definida e não definida, assim como processos não convencionais.
3. Os parâmetros que definem o processo de usinagem são apresentados, incluindo o material da peça, geometria da peça, material e geometria da ferrament

















![Prof. Dr. André João de Souza
31FUNDAMENTOS DA USINAGEM DOS MATERIAIS
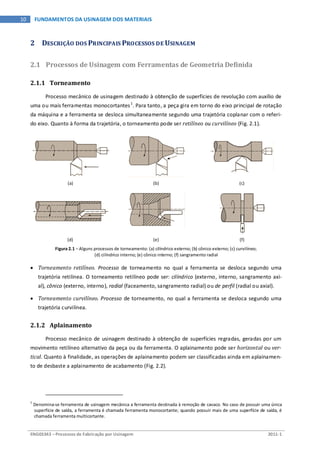
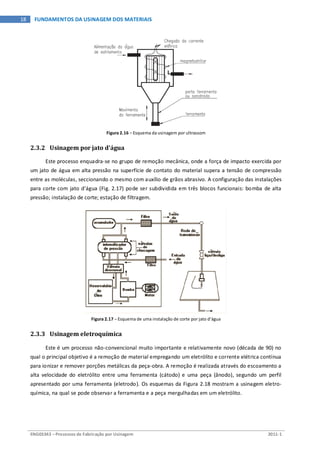
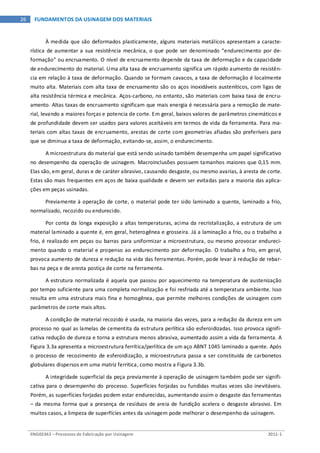
3.3.1 Aço-rápido
O aço-rápido (AR) é usado em ferramentas de uso geral [usinagem de peças forjadas, fundidas ou
sinterizadas (metalurgia do pó)], em ferramentas de geometria complexa ou naquelas usadas em situa-
ções em que as velocidades de corte são mais modestas. Principais propriedades: dureza a quente, re-
sistência ao desgaste e tenacidade.
Desenvolvido por F. W. TAYLOR, no final do século XIX, o aço-rápido foi o responsável pelo primeiro
grande salto tecnológico na história da usinagem. Com o seu advento, foi possível aumentar as veloci-
dades de corte antes obtidas com ferramentas de aço-carbono (3 a 5 m/min) em cerca de 10 vezes (30 a
35 m/min) – razão pela qual os aços-rápidos possuem este nome (em inglês HSS – high-speed steel).
Hoje, comparando com os materiais das ferramentas atuais, esses valores são relativamente baixos.
Apesar disso, esse grupo de materiais ainda resiste, pois mais de um século depois de descobertos, ain-
da são largamente empregados (cerca de 40% das ferramentas aplicadas na indústria são de HSS). As
principais aplicações de aços-rápidos são em brocas, fresas inteiriças, cossinetes, brochas e até em fer-
ramentas de barra para aplicações em torneamento de peças de diâmetros reduzidos, cuja velocidade
de corte conseguida é inferior à velocidade econômica de corte dos materiais mais resistentes (Fig. 3.8).
Figura 3.8 – Algumas aplicações dos aços-rápidos
Com elevada tenacidade, resistência ao desgaste e dureza a quente quando comparados com os
aços-carbonos usados na fabricação de ferramentas, o aço-rápido é um aço alta liga com microestrutura
martensítica com inclusões de carbonetos. As ferramentas de aço-rápido são divididas em dois grandes
grupos: aços ao tungstênio (W), identificados pela letra “T”, e aços ao molibdênio (Mo), identificados
pela letra “M”. Assim, os principais elementos de liga dos aços-rápidos são: tungstênio (W), molibdênio
(Mo), cobalto (Co), vanádio (V), cromo (Cr) e outros.
Diferente do que acontece com os aços convencionais, que são temperados e revenidos, e cuja
dureza exibe uma queda contínua com o aumento da temperatura de revenimento, os aços-rápidos
apresentam uma elevação de dureza quando revenidos em temperaturas entre 480 o
C e 565 o
C, depen-
dendo da composição química. Quando da seleção de um aço-rápido, deve-se considerar as principais
características necessárias ao desempenho da função. A Tabela 3.2 mostra algumas dessas característi-
cas e suas relações com os elementos de liga presentes.](https://image.slidesharecdn.com/apostilausinagemparte1-160731173618/85/Apostila-usinagem-parte1-31-320.jpg)





![Prof. Dr. André João de Souza
41FUNDAMENTOS DA USINAGEM DOS MATERIAIS
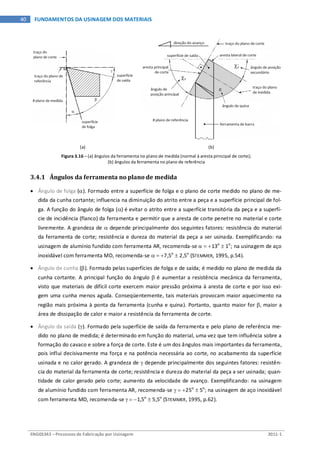
3.4.2 Ângulos da ferramenta no plano de referência
• Ângulo de posição principal (χr). Formado pela projeção da aresta principal de corte sobre o plano de
referência e pela direção do avanço medido no plano de referência. O ângulo χr tem as seguintes
funções: controlar o choque de entrada da ferramenta; distribuir as tensões de corte favoravelmente
no início e no fim de corte; alterar a espessura do cavaco e o comprimento atuante da aresta de cor-
te; aumentar o ângulo de quina (εr); gerar uma força passiva na ferramenta que ajuda a eliminar e-
ventuais vibrações; influir na direção de saída do cavaco. Em trabalhos de desbaste usuais, o ângulo
χr pode variar de 30o
a 60o
. Na ferramenta de sangrar e no bedame, χr = 90o
. Não se aconselha usar
χr > 90o
para não acunhar a ponta da ferramenta no material.
• Ângulo de quina (εr). Formado pela projeção das arestas lateral e principal de corte sobre o plano de
referência e medido no plano de referência. É determinado conforme o avanço. A principal função
do ângulo εr (assim como do ângulo β) é aumentar a resistência mecânica da ferramenta, visto que
materiais de difícil corte exercem maior pressão próxima à aresta de corte e por isso exigem uma
quina menos aguda. Conseqüentemente, tais materiais provocam maior aquecimento na região mais
próxima à ponta da ferramenta (cunha e quina). Portanto, quanto maior for εr, maior a área de dissi-
pação de calor e maior a resistência da ferramenta de corte.
• Ângulo de posição secundário (χ’r). Formado entre a projeção da aresta lateral de corte sobre o pla-
no de referência e a direção de avanço medido no plano de referência. O ângulo χ’r indica a posição
da aresta secundária de corte. Sua principal função é controlar o acabamento, ou seja, permitir que
apenas uma pequena parte da aresta secundária entre em contato com a superfície usinada, evitan-
do assim vibrações. No entanto, deve-se lembrar que o acabamento da superfície usinada depende
também do raio de quina da ferramenta (rε).
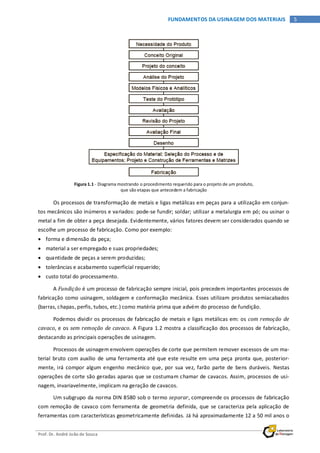
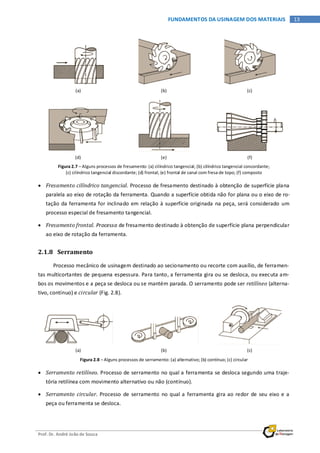
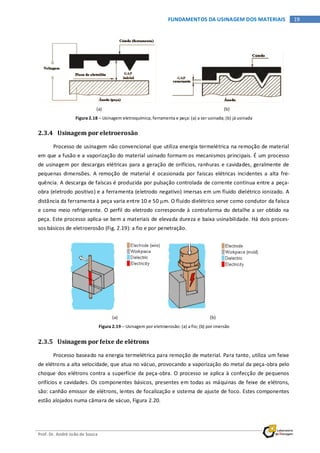
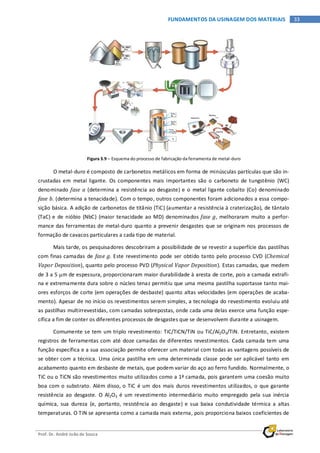
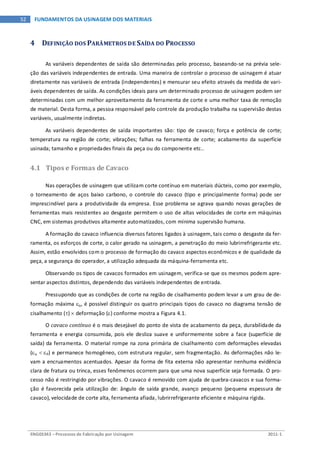
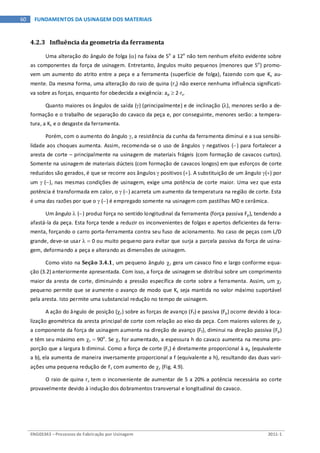
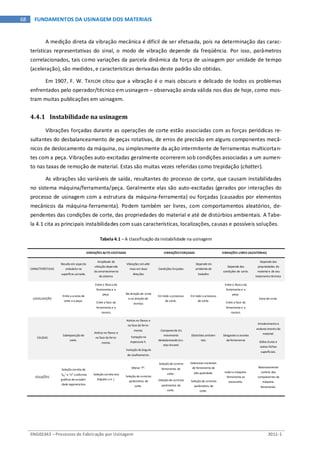
Além dos ângulos, também as quinas de corte são arredondadas em função do acabamento su-
perficial da peça. O raio de quina (rε) é o raio da curva de concordância medido no plano de referência
da ferramenta (Fig. 3.17) que une a aresta principal e a secundária da ferramenta de corte, com o obje-
tivo de reforçar a quina e reduzir as forças atuantes na mesma. Isto reduz a espessura do cavaco na qui-
na. A escolha do raio de quina mais apropriado depende principalmente da profundidade de corte re-
querida na operação de corte. O grau de acabamento (quantificado pela rugosidade) obtido na superfí-
cie usinada depende em grande parte de rε e do avanço (f).
Figura 3.17 – Raio de quina no plano de referência
Na figura, ap representa a profundidade de corte [mm] e f o avanço [mm/volta]. Observa-se que a
posição da aresta principal indica a direção de avanço.](https://image.slidesharecdn.com/apostilausinagemparte1-160731173618/85/Apostila-usinagem-parte1-41-320.jpg)
![ENG03343 – Processos de Fabricação por Usinagem 2011-1
42 FUNDAMENTOS DA USINAGEM DOS MATERIAIS
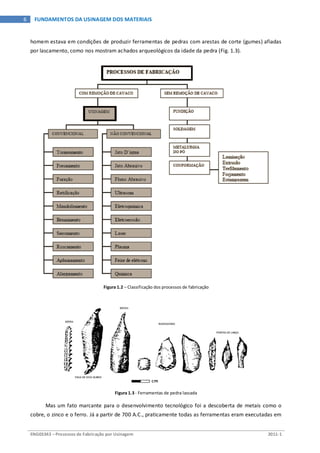
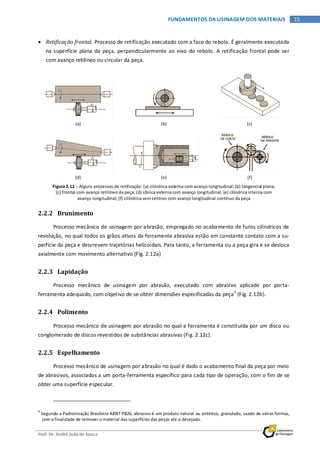
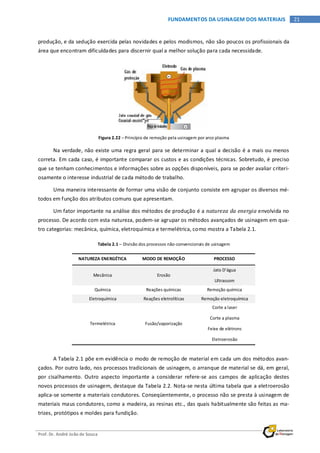
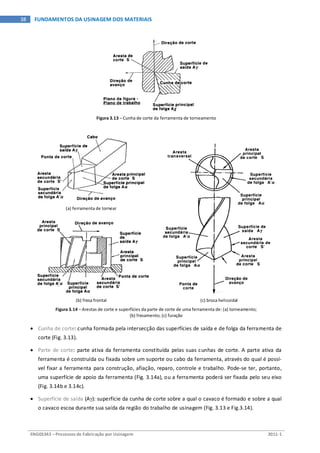
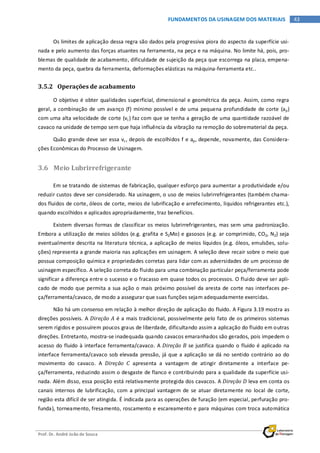
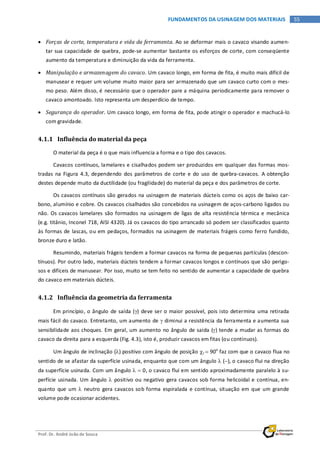
3.4.3 Ângulo de inclinação
O ângulo de inclinação (λ) é o ângulo formado entre a aresta principal de corte e sua projeção so-
bre o plano de referência medido no plano de corte (Fig. 3.18). Tem por finalidade controlar a direção
do escoamento do cavaco, proteger a quina da ferramenta contra impactos e atenuar vibrações. Em
ferramentas adequadas para operações de desbaste, em geral, recomenda-se o emprego de λ = −4o
± 1o
(STEMMER, 1995, p.63).
(a) (b)
Figura 3.18 – Ângulo de inclinação no plano de corte: (a) negativo; (b) positivo
3.5 Parâmetros de Corte
Para cada operação de usinagem é necessário decidir quais serão os parâmetros de corte utiliza-
dos [velocidade de corte (vc), avanço (f) e profundidade de corte (ap)]. Muitos fatores vão de encontro a
tais decisões, pois todas as variáveis dependentes de saída são influenciadas por elas. A seleção apropri-
ada destes parâmetros depende também de outras variáveis de entrada que devem ser escolhidas com
antecedência: a quantidade total de material a ser removido; os materiais da peça e da ferramenta; e as
operações de corte envolvidas.
Levando-se em conta o volume de material removido por unidade de tempo e o acabamento da
superfície usinada, os valores adotados para os parâmetros de corte podem ser grandes ou pequenos,
dependendo da necessidade e da disponibilidade de materiais e/ou ferramentas. Assim, as operações
de corte nos diferentes processos de usinagem são de desbaste e/ou de acabamento.
3.5.1 Operações de desbaste
Como regra geral, a combinação de uma profundidade de corte (ap) máxima possível e de um
grande avanço (f) com uma baixa velocidade de corte (vc) determina uma alta taxa de remoção de mate-
rial durante uma dada vida da ferramenta sem muita preocupação com o acabamento superficial. As-
sim, grande quantidade de cavaco é retirada na unidade de tempo e se otimiza a vida da ferramenta.
Quão pequena deve ser essa vc, depois de escolhidos f e ap, depende das Considerações Econômicas do
Processo de Usinagem.
A aplicação dessa regra geral é bastante vantajosa na usinagem de peças estáveis em máquinas
rígidas, que permitem operações pesadas. O avanço é limitado pela resistência da ferramenta e pela
força de corte que pode causar vibração e a profundidade de corte é limitada pela força de corte e pelo
sobrematerial da peça.](https://image.slidesharecdn.com/apostilausinagemparte1-160731173618/85/Apostila-usinagem-parte1-42-320.jpg)








![Prof. Dr. André João de Souza
57FUNDAMENTOS DA USINAGEM DOS MATERIAIS
Figura 4.5 – Região de usinagem f × ap adequada para cada tipo de quebra-cavacos
4.2 Força e Potência de Usinagem
A força de usinagem “F” é a força que atua sobre a aresta da ferramenta durante a operação de
corte. As suas componentes são obtidas mediante uma decomposição ortogonal, de acordo com as con-
siderações tecnológicas e físicas da formação do cavaco.
A parcela “Fz” projetada sobre a direção de corte é a força de corte (Fc); a parcela normal à dire-
ção de corte “Fx” projetada sobre a direção de avanço é a força de avanço (Ff); a parcela radial “Fy” pro-
jetada perpendicularmente ao plano de trabalho é a força passiva ou de profundidade (Fp).
De acordo com a Norma ABNT NBR 12545 (TB-391/1991), as forças de usinagem (F) geradas nos
processos de torneamento, furação e fresamento podem ser esquematizadas através da Figura 4.6.
A determinação das componentes da força de usinagem sempre foi uma área importante, tanto
na prática quanto na pesquisa, relativa às operações de corte com ferramentas de geometria definida. A
usinagem de um material usando parâmetros de corte definidos, meio lubrirrefrigerante específico e
ferramenta de corte determinada (material e geometria), gera forças, energia e potência de usinagem.
Uma mudança em qualquer uma das variáveis de entrada altera os valores das forças. Assim, se for ne-
cessário modificar tais valores, dever-se-á alterar os parâmetros que geram estas forças.
As forças são importantes, pois influenciam as deflexões na ferramenta e na peça, afetando as
dimensões finais do componente usinado. As forças também são responsáveis pelos fenômenos de vi-
bração, comuns em usinagem. Busca-se sempre uma forma de se controlar as forças geradas (e a potên-
cia consumida) para assim poder assegurar a integridade do sistema máquina/ferramenta/peça.
As componentes da força de usinagem durante a operação de corte podem estar muitas vezes su-
jeitas a alguma flutuação dinâmica ao longo do tempo por variações nos parâmetros de usinagem e/ou
oscilações do sistema porta-ferramenta(s) (Fig. 4.7). As duas principais causas são: instabilidade dinâmi-
ca provocada pela variação da velocidade da ferramenta com relação à velocidade da peça e a influência
do achatamento da ponta da ferramenta com o desgaste na ação de corte.
A pressão específica de corte Ks [N/mm2
] equivale à energia de corte por unidade de volume
[J/cm3
], ou seja, a energia necessária para remover uma unidade de volume do material da peça. Equi-
vale ainda à potência de corte necessária para remover uma unidade de volume de material da peça por
unidade de tempo [W⋅s/cm3
].](https://image.slidesharecdn.com/apostilausinagemparte1-160731173618/85/Apostila-usinagem-parte1-57-320.jpg)


![ENG03343 – Processos de Fabricação por Usinagem 2011-1
64 FUNDAMENTOS DA USINAGEM DOS MATERIAIS
corte se elevará, de acordo com o calor específico e a condutividade térmica dos materiais em contato,
além das dimensões das seções onde se dissipa calor. Os efeitos de formação e transmissão de calor no
corte de metais são muito complexos, pois o aumento da temperatura promove mudanças nas caracte-
rísticas físicas e mecânicas da peça. Além disso, a temperatura também influencia a precisão da máqui-
na, a dimensão e a rugosidade da peça usinada.
A temperatura é um dos principais fatores que influenciam o desgaste de ferramenta, basicamen-
te originária da energia de deformação do material e do atrito que ocorre nas interfaces peça/ ferra-
menta e ferramenta/cavaco. Em geral, devido às altas temperaturas na região de corte, as ferramentas
perdem sua dureza original, aumentando rapidamente o desgaste por abrasão e, em muitos casos, ele-
mentos químicos constituintes da ferramenta podem difundir-se para dentro do cavaco, ou reagir qui-
micamente com a peça ou com o fluido lubrirrefrigerante (vide Fig. 4.16).
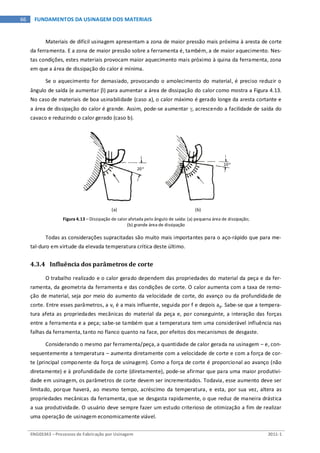
A representação na Figura 4.11a informa as quantidades percentuais de calor absorvidas pela pe-
ça, cavaco e ferramenta. A maior parte do calor (75%) é transportada pelo cavaco. A parcela principal da
energia mecânica é transformada na região de cisalhamento. As quantidades de calor das diversas regi-
ões de transformação de energia são dissipadas por condução, irradiação e convecção para o meio am-
biente. Como conseqüências desse balanço térmico têm-se campos de temperatura [Fig. 4.11b] que se
modificam até que haja equilíbrio entre a quantidade de calor gerada e a transmitida para fora.
(a) (b)
Figura 4.11 – Interface peça/cavaco/ferramenta durante a usinagem de aço com σr = 850 MPa com ferramenta
P20 (vc = 60 m/min, h = 0,32 mm, γ = 10
o
): (a) geração de calor; (b) distribuição de temperatura
A aplicação dos parâmetros de corte na busca da máxima produtividade e do maior tempo de vi-
da para a ferramenta é limitada pela temperatura. Estudos sobre a formação e transmissão de calor na
região de corte em função das diferentes condições de usinagem permitem determinar as ferramentas
mais apropriadas para uma maior eficiência do processo. O primeiro registro de experiências em usina-
gem, realçando seu aspecto térmico, foi em 1798. De lá para cá, o progresso tem sido bastante lento no
sentido de identificar com precisão a distribuição de temperaturas na cunha da ferramenta. Assim, atu-
almente são conhecidos os princípios gerais dos fenômenos térmicos que ocorrem na região de corte.
4.3.1 Influência do material da peça
As parcelas do trabalho mecânico total desenvolvido nas operações de usinagem em metais são
compostas pelos trabalhos: das forças que produzem as deformações plásticas de deslizamento, das
forças de cisalhamento e das forças de atrito.](https://image.slidesharecdn.com/apostilausinagemparte1-160731173618/85/Apostila-usinagem-parte1-64-320.jpg)
![Prof. Dr. André João de Souza
65FUNDAMENTOS DA USINAGEM DOS MATERIAIS
O trabalho das forças que produzem as deformações plásticas de deslizamento é muito importan-
te, no caso da usinagem de aços de baixo carbono, devido aos valores das deformações. Também ocorre
no caso da usinagem de aços de alto carbono, mais duros, por causa dos altos valores das forças de cor-
te. No caso da usinagem de metais frágeis, como ferro fundido cinzento, as deformações plásticas são
pequenas. Já no caso de aços com estruturas austeníticas (aços resistentes ao calor), as forças de corte
são consideráveis e apresentam altas forças de atrito. Decorre, então, que, na usinagem desses aços, os
trabalhos das deformações plásticas e de atrito são particularmente grandes.
O trabalho das forças que produzem o cisalhamento e os consequentes deslizamentos no cavaco
e sobre a superfície usinada é relativamente pequeno. Porém, o trabalho é muito maior no caso da usi-
nagem de metais de alta dureza e de metais quebradiços - o que não ocorre no caso de metais macios.
O trabalho das forças de atrito da peça com as superfícies de folga (principal e secundária) da fer-
ramenta e do cavaco com a superfície de saída pode ser considerável, sobretudo no caso da usinagem
de aços de baixo carbono e com ferramentas desgastadas. Pode ser elevado ainda no caso em que a
temperatura seja alta, aumentando assim o atrito interno nas camadas amolecidas do metal usinado.
4.3.2 Influência do material da ferramenta
A Figura 4.12 mostra a dureza a quente dos principais materiais de ferramentas.
Figura 4.12 – Variação da dureza a quente em função da temperatura para diferentes materiais de ferramenta
Observa-se na Figura 4.12 que, apesar da baixa tenacidade, as cerâmicas apresentam altíssima re-
sistência ao calor (cerca de 1600 o
C). Já o aço-rápido, no outro extremo, possui alta tenacidade e baixa
resistência térmica (entre 520 e 600 o
C, variando com o teor de Co: quanto maior o teor, maior a tempe-
ratura crítica). Carbonetos sinterizados (MD) apresentam temperatura crítica em torno de 1000 o
C.
4.3.3 Influência da geometria da ferramenta
Como o trabalho de dobramento do cavaco diminui com o aumento do ângulo de saída γ [o
], a
temperatura gerada T [o
C] também diminui pela relação:
T = 575 − 10⋅γ (4.3)](https://image.slidesharecdn.com/apostilausinagemparte1-160731173618/85/Apostila-usinagem-parte1-65-320.jpg)
![Prof. Dr. André João de Souza
69FUNDAMENTOS DA USINAGEM DOS MATERIAIS
4.4.1.1 Vibrações forçadas
Vibrações forçadas em máquinas-ferramentas podem ser geradas por duas maneiras de fontes de
energia: externas e internas.
Fontes externas de vibrações (como ondas sísmicas originárias de alguma perturbação do solo de-
vido a alguma outra máquina, por exemplo, prensa) geralmente são transferidas à estrutura por meio da
base da máquina-ferramenta. O desenvolvimento e uso de um efetivo isolador de vibrações é uma boa
maneira para minimizar ou eliminar tais vibrações.
Diversas fontes internas causam vibrações forçadas em máquinas-ferramentas tais como: eixo-
árvore desbalanceado em alta rotação; força de impacto da ferramenta contra a peça; força de inércia
causada pela reação da máquina ao estímulo etc..
4.4.1.2 Vibrações auto-excitadas
As vibrações auto-excitadas ou trepidações (chatters) são um dos maiores responsáveis pelo aca-
bamento pobre (ondas) na superfície das peças usinadas em processos com ferramentas de geometria
definida (torneamento, fresamento, furação) e indefinida (retificação). Representam uma seqüência de
violentas oscilações causadas por intensas flutuações da força de usinagem durante o movimento relati-
vo entre a peça e a ferramenta de corte na formação de cavacos.
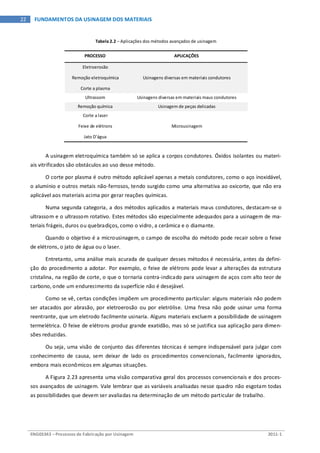
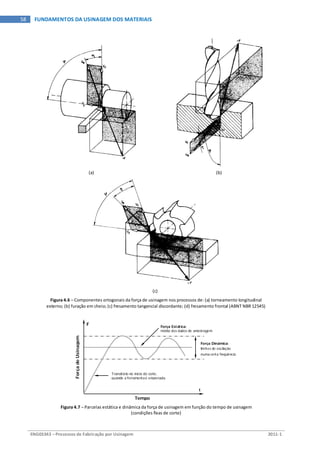
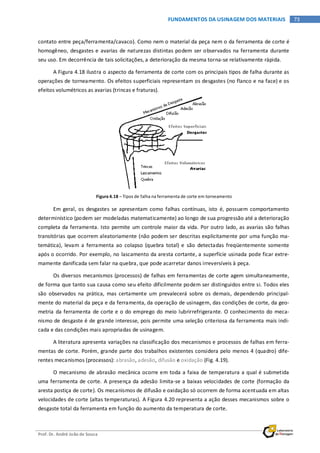
Para ilustrar, a Figura 4.14 mostra a detecção da vibração auto-excitada (chatter) durante uma
operação de torneamento. No caso, em condições severas de usinagem, a trepidação próxima dos 10
segundos ocorreu por causa do sistema de fixação da peça no torno: a ponta do contraponto encontra-
va-se estendida além do apropriado.
(a) (b)
Figura 4.14 – Trepidação: (a) sinal de vibração detectado; (b) aspecto deteriorado da superfície usinada
4.4.2 Influência do material da peça
Materiais com baixo coeficiente de elasticidade (p.ex. titânio) podem causar trepidação (chatter)
e deflexão na peça (especialmente quando se usina partes delgadas da peça), e problemas de tolerância
dimensional no acabamento final. Outra situação ocorre com o ferro fundido cinzento, que apresenta
tendência à trepidação quando são usinadas seções com espessuras finas de paredes.
Vibração Chatter
(detecção durante o passe)
0
0,3
0,6
0,9
1,2
0 10 20 30 40 50 60
Amplitude[VRMS]](https://image.slidesharecdn.com/apostilausinagemparte1-160731173618/85/Apostila-usinagem-parte1-69-320.jpg)


![ENG03343 – Processos de Fabricação por Usinagem 2011-1
72 FUNDAMENTOS DA USINAGEM DOS MATERIAIS
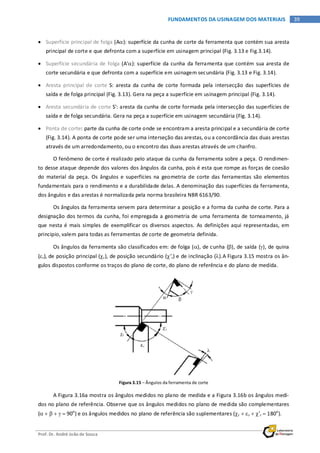
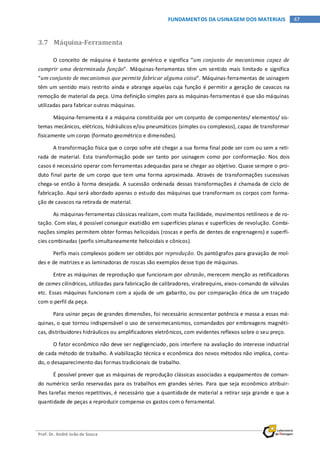
4.4.8 Influência do estado da ferramenta
Uma das causas da vibração é o atrito entre a superfície usinada e a superfície de folga (flanco) da
ferramenta: a tendência à vibração cresce com o aumento da largura da marca de desgaste de flanco
(VB). Uma aresta sem capacidade de corte e alterada geometricamente pode aumentar a força de usi-
nagem, aumentando, por conseguinte, as deflexões na peça e podendo ainda gerar vibrações auto-
excitadas. Com o aumento da vibração, a vida da ferramenta tende a diminuir com maior rapidez, pois
microlascamentos são produzidos na aresta de corte.
Diferentes publicações mostram que as vibrações mudam seu comportamento com os desgastes.
No caso das avarias (fraturas), um pico de sinal de vibração RMS é detectado num intervalo de tempo
reduzido. Estas vibrações podem ser medidas com a utilização de um acelerômetro piezelétrico (saída
em volts), principalmente na aquisição de sinais com freqüências entre 1 e 20 kHz.
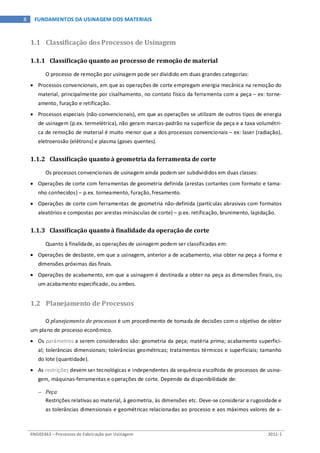
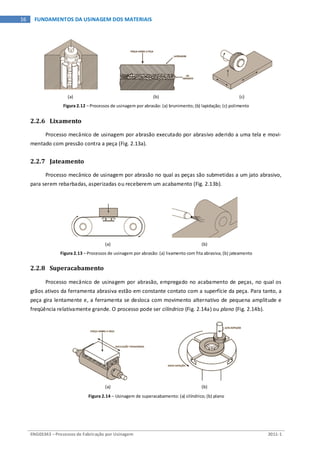
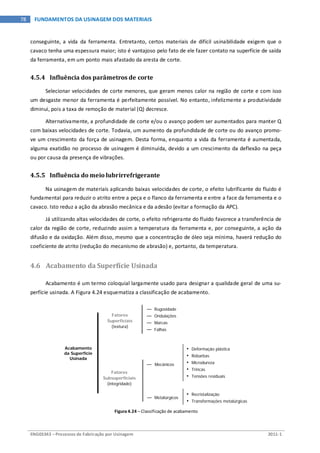
A Figura 4.17 ilustra os sinais de vibração da ferramenta adquiridos para a mesma aresta de corte
após 1 minuto (novo) e após 14 minutos (desgastado).
(a) após 1 minuto (b) após 14 minutos
Figura 4.17 – Sinais de vibração da ferramenta de metal-duro no torneamento a seco do aço ABNT 1040 com
f = 0,3 mm, vc = 350 m/min e ap = 1,5 mm em tempos de vida diferentes
Diferentes autores estudaram a relação entre a vibração e o desgaste da ferramenta com o intui-
to de verificar o fim de vida da mesma em operações de usinagem. A maioria dos resultados mostrou
que o método é apropriado para satisfazer este propósito. Também afirmam que um dos principais pro-
blemas na utilização de sinais de vibração reside no fato de que estes não variam somente com o des-
gaste, mas também com os parâmetros de usinagem, geometria da ferramenta etc.
As interrelações entre os sinais de vibração e a força de usinagem determinam a natureza dinâmi-
ca do processo, tornando a utilização destas variáveis (dependentes) atrativa no desenvolvimento de
sistemas de monitoramento do estado da ferramenta. Por outro lado, o comportamento dinâmico in-
corpora a vibração e certos aspectos da parcela dinâmica da força de usinagem. Assim, a fusão das ca-
racterísticas extraídas dos sinais de força e vibração no desenvolvimento de sistemas de monitoramento
baseados em múltiplos sinais sensórios poderá se tornar indispensável em chão de fábrica.
4.5 Falhas na Ferramenta de Corte
Em função das condições de corte durante o processo de usinagem, a ferramenta fica sujeita a
uma combinação de vários fatores de origem térmica, mecânica, química e abrasiva (elevada pressão de
Sinal de Vibração
0
0,2
0,4
0,6
0,8
1
1,2
1,0 1,2 1,4 1,6 1,8 2,0
Tempo [min]
TensãoElétrica[VRMS]
Sinal de Vibração
0
0,2
0,4
0,6
0,8
1
1,2
15,0 15,2 15,4 15,6 15,8 16,0
Tempo [min]
TensãoElétrica[VRMS]](https://image.slidesharecdn.com/apostilausinagemparte1-160731173618/85/Apostila-usinagem-parte1-72-320.jpg)





![Prof. Dr. André João de Souza
81FUNDAMENTOS DA USINAGEM DOS MATERIAIS
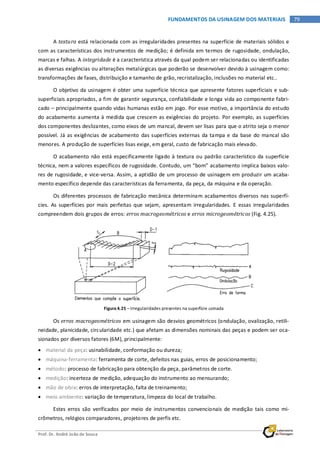
A norma NBR 8404/1984 de indicação do Estado de Superfícies em Desenhos Técnicos esclarece
que a característica principal (o valor) da rugosidade Ra pode ser indicada pelos números da classe de
rugosidade correspondente, conforme a Tabela 4.2.
Tabela 4.2 – Classes de rugosidade
A Figura 4.28 mostra a classificação dos acabamentos superficiais – geralmente encontrados na
indústria metal-mecânica – em 12 grupos, e os organiza de acordo com o grau de rugosidade e o proces-
so de usinagem que pode ser usado em sua obtenção. Permite, também, visualizar uma relação aproxi-
mada entre as classes e os valores de Ra [µm].
Figura 4.28 – Classificação do acabamento das superfícies usinadas de acordo com o processo de fabricação
RUGOSIDADE Ra
(valor em µm)](https://image.slidesharecdn.com/apostilausinagemparte1-160731173618/85/Apostila-usinagem-parte1-81-320.jpg)

![Prof. Dr. André João de Souza
83FUNDAMENTOS DA USINAGEM DOS MATERIAIS
Figura 4.29 – Camadas superficiais de corpos sólidos
4.6.2 Influência da geometria da ferramenta
Basicamente a rugosidade é decorrente da forma geométrica da quina da ferramenta e do movi-
mento relativo entre a peça e a ferramenta de corte.
No processo de torneamento, se o avanço f [mm/volta] é menor que o raio de quina rε [mm] da
ferramenta, o valor de Ra [µm] é calculado aproximadamente pela Equação 4.4:
2 2
a
1000 f f
R 32,075
r18 3 r εε
⋅
= =
⋅
(4.4)
Para uma operação de fresamento tangencial, o valor de Ra [µm] é calculado teoricamente em
função do avanço por dente fz [mm] e pelo diâmetro da fresa D [mm], conforme Equação 4.5:
2 2
z z
a
1000 f f
R 64,15
D9 3 D
⋅
= = ⋅
⋅
(4.5)
Para uma operação de fresamento frontal, o valor de Ra [µm] é determinado pela Equação 4.6:
( )2 2
a zR 500 r r 0,25 fε ε= ⋅ − − ⋅ (4.6)
Pode-se constatar pelas Equações 4.4, 4.5 e 4.6 que Ra diminui com o aumento de rε.
As ferramentas com χr > 90o
geram superfícies com acabamento superior àqueles obtidos com
ferramentas com χr < 90o
. Estudos mostraram que as melhores condições de rugosidade são obtidas
com χr = 95o
. Um acabamento superficial relativamente pobre foi obtido com χr = 75o
. Isto se deve ao](https://image.slidesharecdn.com/apostilausinagemparte1-160731173618/85/Apostila-usinagem-parte1-83-320.jpg)