Baixar para ler offline


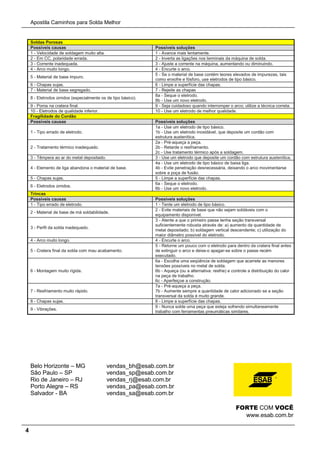

Este documento fornece um guia de referência para problemas comuns em soldagem com eletrodos revestidos, listando possíveis causas e soluções para problemas como arco instável, respingos abundantes, empenamento, raízes defeituosas, inclusões de escória e outros. A lista de problemas é acompanhada por tabelas detalhando causas potenciais e como resolvê-las para cada problema.






















![Trabalho ..[1] trabalho de soldadura](https://cdn.slidesharecdn.com/ss_thumbnails/trabalho-1-trabalhodesoldadura-110529182127-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)


































