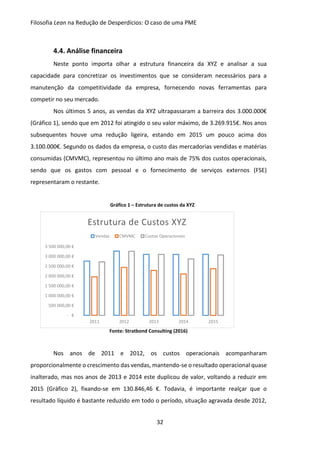
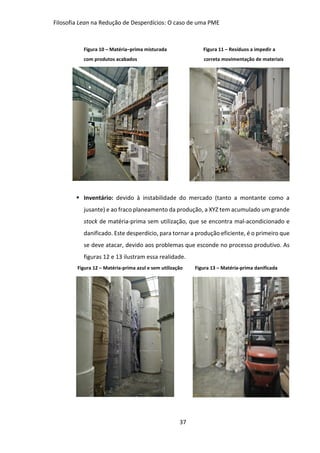
Este relatório descreve a aplicação da filosofia Lean para reduzir desperdícios em uma PME. Analisa os processos e identifica problemas como excesso de transporte, inventário e defeitos. Propõe soluções como 5S, SMED e Kanban para melhorar a eficiência operacional e financeira da empresa.