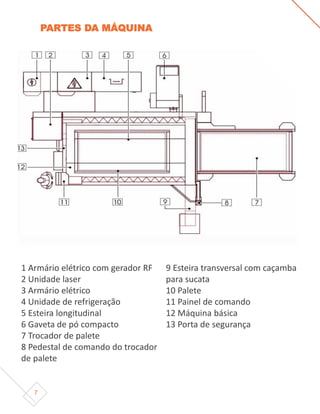
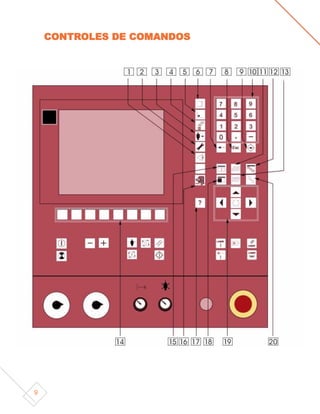
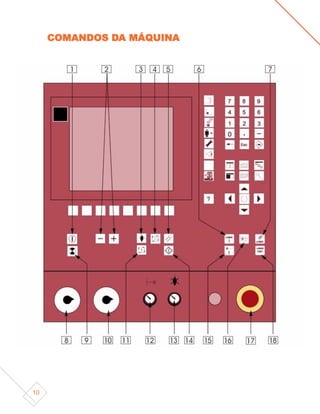
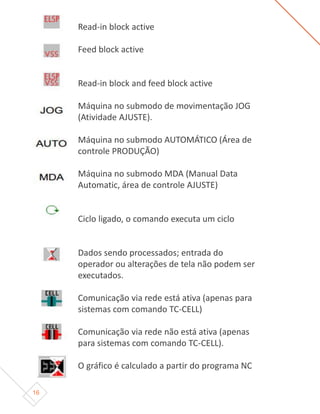
Este documento fornece instruções passo-a-passo para operar uma máquina de corte a laser, começando com os componentes e funções da máquina, seguido pelos primeiros passos como ligar a máquina e carregar o material, e terminando com comandos comuns utilizados.