Este documento descreve os procedimentos para referenciar, programar e operar um torno CNC Centur 30D. Inclui instruções para ligar a máquina, referenciar os eixos, a ferramenta e a peça a ser usinada, e simular e executar o programa de usinagem.
Equipe
Alcides Guedes P.Neto
Cláudio Tomaz Neto
Eduardo Farias Assunção
Felipe Augusto Martins
José Adalberto Júnior
Marcus Antonius Castro
Paulo Araújo Júnior
Renato Rodrigues Ribeiro
Tiago Portanski Gurgel
2.
Introdução
Este manual,em sua primeira edição, está apresentado na
forma de Relatório de Atividades dos alunos da turma do
segundo semestre de 2010, sendo parte do Plano de Ensino
da disciplina Processos de Usinagem II. Foi elaborado sob a
supervisão do professor Francisco Lima, objetivando
facilitar a aprendizagem desta e das turmas posteriores.
Adotou-se como matriz o documento original R69001D –
Manual de Programação e Operação MACH9, fornecido
pelo fabricante ROMI com o torno CNC CENTUR 3D, de
propriedade da UNIFOR, e que foi utilizado para o ensino
desta disciplina.
3.
Objetivo
Descrever osprocedimentos que devem ser adotados para a
correta execução dos referencia mentos, da programação,
da simulação em computador e da usinagem de uma peça,
com o uso do torno CNC CENTUR 30D.
DOCUMENTOS DE REFERÊNCIA:
R69001D - Manual de Programação e Operação MACH9;
MU_CT_Linha_Centur_30_35D – Catálogo ROMI;
Manual SIEMENS SINUMERIC 802D-SL.
4.
PRIMEIRA ETAPA: Ligaçãoe
preparação da máquina.
Antes de iniciar qualquer operação, será necessário seguir alguns
procedimentos básicos, visando acima de tudo a segurança do
operador e a manutenção da integridade. Todas estas instruções
encontram-se detalhadas no manual R69001D, e são resumidas
abaixo:
- Assegurar-se de que a máquina está em perfeitas condições de
operação;
- Assegurar-se de que o nível de refrigerante está adequado;
- Assegurar-se de que a pressão do ar comprimido está adequada;
- Assegurar-se de que a matéria-prima tem dimensões compatíveis;
- Equipar-se com os EPIs recomendados.
5.
Preparação da máquina.
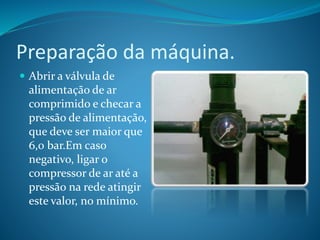
Abrir a válvula de
alimentação de ar
comprimido e checar a
pressão de alimentação,
que deve ser maior que
6,0 bar.Em caso
negativo, ligar o
compressor de ar até a
pressão na rede atingir
este valor, no mínimo.
6.
Ligar máquina
Ligaro torno CNC. A
chave geral encontra-se
na parte posterior do
torno.
7.
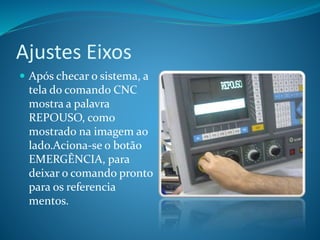
Ajustes Eixos
Apóschecar o sistema, a
tela do comando CNC
mostra a palavra
REPOUSO, como
mostrado na imagem ao
lado.Aciona-se o botão
EMERGÊNCIA, para
deixar o comando pronto
para os referencia
mentos.
8.
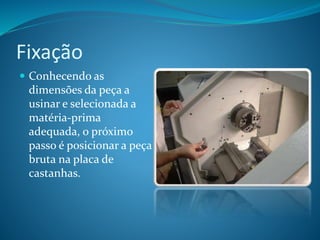
Fixação
Conhecendo as
dimensõesda peça a
usinar e selecionada a
matéria-prima
adequada, o próximo
passo é posicionar a peça
bruta na placa de
castanhas.
9.
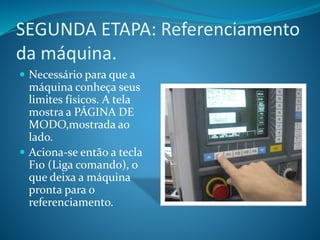
SEGUNDA ETAPA: Referenciamento
damáquina.
Necessário para que a
máquina conheça seus
limites físicos. A tela
mostra a PÁGINA DE
MODO,mostrada ao
lado.
Aciona-se então a tecla
F10 (Liga comando), o
que deixa a máquina
pronta para o
referenciamento.
10.
Referenciamento dos eixos
Aciona-se então as teclas
F7 (Operação manual) e
o botão CYCLE START,
mostrado ao lado. Inicia-
se então o movimento do
carro porta-ferramentas
ao longo do eixo Z, que
se deslocará até
encontrar seu limite, e
depois até o limite do
eixo X.
11.
Referenciamento dos eixos
Atela apresenta as
mensagens:
ZERO MÁQUINA
AVANÇO INIBIDO
INATIVO
Aciona-se então duas
vezes a tecla EXIT, para
concluir este
referenciamento.
12.
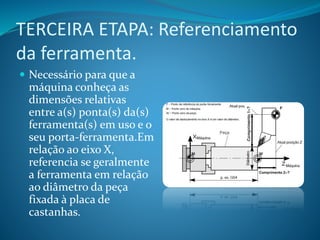
TERCEIRA ETAPA: Referenciamento
daferramenta.
Necessário para que a
máquina conheça as
dimensões relativas
entre a(s) ponta(s) da(s)
ferramenta(s) em uso e o
seu porta-ferramenta.Em
relação ao eixo X,
referencia se geralmente
a ferramenta em relação
ao diâmetro da peça
fixada à placa de
castanhas.
13.
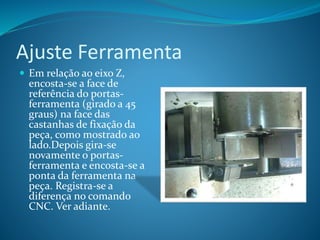
Ajuste Ferramenta
Emrelação ao eixo Z,
encosta-se a face de
referência do portas-
ferramenta (girado a 45
graus) na face das
castanhas de fixação da
peça, como mostrado ao
lado.Depois gira-se
novamente o portas-
ferramenta e encosta-se a
ponta da ferramenta na
peça. Registra-se a
diferença no comando
CNC. Ver adiante.
14.
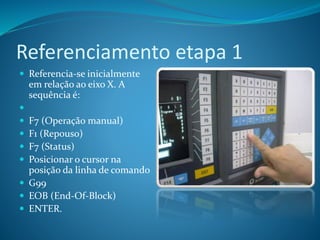
Referenciamento etapa 1
Referencia-se inicialmente
em relação ao eixo X. A
sequência é:
F7 (Operação manual)
F1 (Repouso)
F7 (Status)
Posicionar o cursor na
posição da linha de comando
G99
EOB (End-Of-Block)
ENTER.
15.
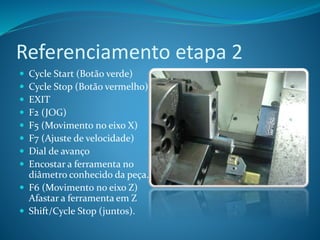
Referenciamento etapa 2
Cycle Start (Botão verde)
Cycle Stop (Botão vermelho)
EXIT
F2 (JOG)
F5 (Movimento no eixo X)
F7 (Ajuste de velocidade)
Dial de avanço
Encostar a ferramenta no
diâmetro conhecido da peça.
F6 (Movimento no eixo Z)
Afastar a ferramenta em Z
Shift/Cycle Stop (juntos).
16.
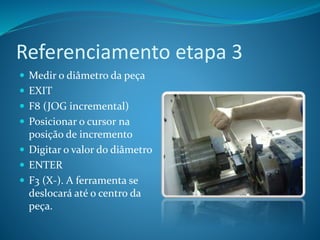
Referenciamento etapa 3
Medir o diâmetro da peça
EXIT
F8 (JOG incremental)
Posicionar o cursor na
posição de incremento
Digitar o valor do diâmetro
ENTER
F3 (X-). A ferramenta se
deslocará até o centro da
peça.
17.
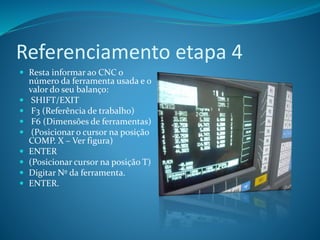
Referenciamento etapa 4
Resta informar ao CNC o
número da ferramenta usada e o
valor do seu balanço:
SHIFT/EXIT
F3 (Referência de trabalho)
F6 (Dimensões de ferramentas)
(Posicionar o cursor na posição
COMP. X – Ver figura)
ENTER
(Posicionar cursor na posição T)
Digitar Nº da ferramenta.
ENTER.
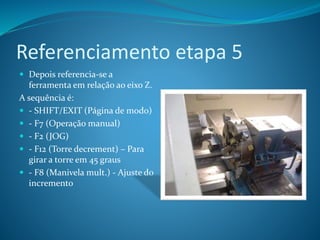
18.
Referenciamento etapa 5
Depois referencia-se a
ferramenta em relação ao eixo Z.
A sequência é:
- SHIFT/EXIT (Página de modo)
- F7 (Operação manual)
- F2 (JOG)
- F12 (Torre decrement) – Para
girar a torre em 45 graus
- F8 (Manivela mult.) - Ajuste do
incremento
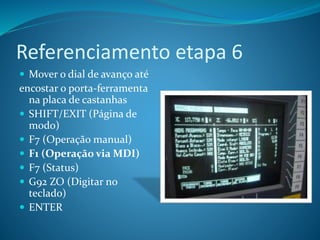
19.
Referenciamento etapa 6
Mover o dial de avanço até
encostar o porta-ferramenta
na placa de castanhas
SHIFT/EXIT (Página de
modo)
F7 (Operação manual)
F1 (Operação via MDI)
F7 (Status)
G92 ZO (Digitar no
teclado)
ENTER
20.
Referenciamento etapa 7
CYCLE START
SHIFT/CYCLE STOP
ENTER
EXIT (Para apagar a mensagem)
F7 (Operação manual)
SHIFT/EXIT (Página de modo)
F7 (Operação manual)
F1 (Operação via MDI)
F7 (Status)
G92 ZO (Digitar no teclado)
ENTER
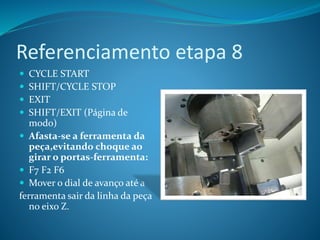
21.
Referenciamento etapa 8
CYCLE START
SHIFT/CYCLE STOP
EXIT
SHIFT/EXIT (Página de
modo)
Afasta-se a ferramenta da
peça,evitando choque ao
girar o portas-ferramenta:
F7 F2 F6
Mover o dial de avanço até a
ferramenta sair da linha da peça
no eixo Z.
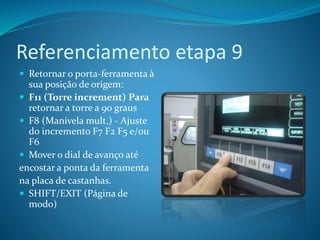
22.
Referenciamento etapa 9
Retornar o porta-ferramenta à
sua posição de origem:
F11 (Torre increment) Para
retornar a torre a 90 graus
F8 (Manivela mult.) - Ajuste
do incremento F7 F2 F5 e/ou
F6
Mover o dial de avanço até
encostar a ponta da ferramenta
na placa de castanhas.
SHIFT/EXIT (Página de
modo)
23.
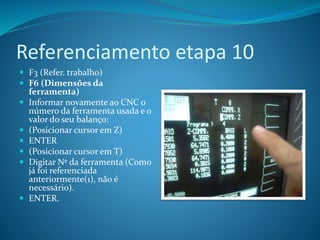
Referenciamento etapa 10
F3 (Refer. trabalho)
F6 (Dimensões da
ferramenta)
Informar novamente ao CNC o
número da ferramenta usada e o
valor do seu balanço:
(Posicionar cursor em Z)
ENTER
(Posicionar cursor em T)
Digitar Nº da ferramenta (Como
já foi referenciada
anteriormente(1), não é
necessário).
ENTER.
24.
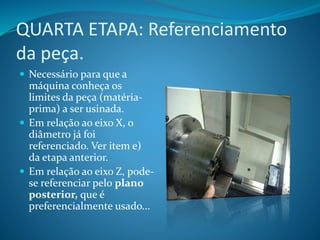
QUARTA ETAPA: Referenciamento
dapeça.
Necessário para que a
máquina conheça os
limites da peça (matéria-
prima) a ser usinada.
Em relação ao eixo X, o
diâmetro já foi
referenciado. Ver item e)
da etapa anterior.
Em relação ao eixo Z, pode-
se referenciar pelo plano
posterior, que é
preferencialmente usado...
25.
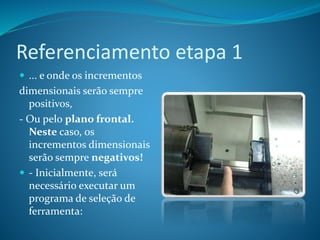
Referenciamento etapa 1
... e onde os incrementos
dimensionais serão sempre
positivos,
- Ou pelo plano frontal.
Neste caso, os
incrementos dimensionais
serão sempre negativos!
- Inicialmente, será
necessário executar um
programa de seleção de
ferramenta:
26.
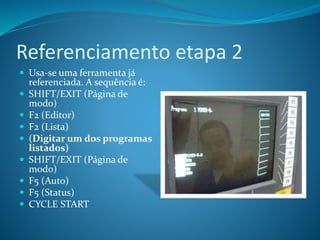
Referenciamento etapa 2
Usa-se uma ferramenta já
referenciada. A sequência é:
SHIFT/EXIT (Página de
modo)
F2 (Editor)
F2 (Lista)
(Digitar um dos programas
listados)
SHIFT/EXIT (Página de
modo)
F5 (Auto)
F5 (Status)
CYCLE START
27.
Referenciamento etapa 3
Encostar a ponta da ferramenta
na peça a usinar:
SHIFT/EXIT (Página de modo)
F7 F2 F5 e/ou F6.
Depois, escolhe-se o plano de
referenciamento. Para o plano
posterior, a sequência é:
SHIFT/EXIT (Página de modo)
F3 (Refer. Trabalho)
F9 (Refer. Ferramenta)
Posicionar o cursor em G54 ou
G55, na tela;
ENTER.
28.
Referenciamento etapa 4
Para o plano anterior, a
sequência é:
SHIFT/EXIT (Página de
modo)
F3 (Refer. Trabalho)
F9 (Refer. Ferramenta)
Posicionar o cursor em
Z OFFSET, na tela;
Informar o comprimento da
peça, com valor negativo!
Posicionar o cursor em G54
ou G55, na tela
ENTER.