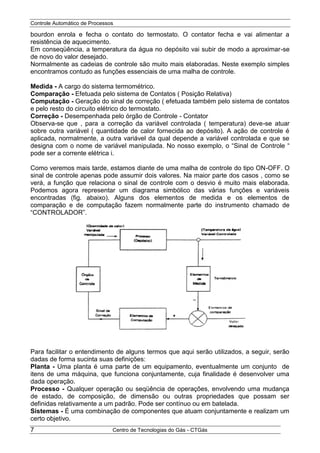
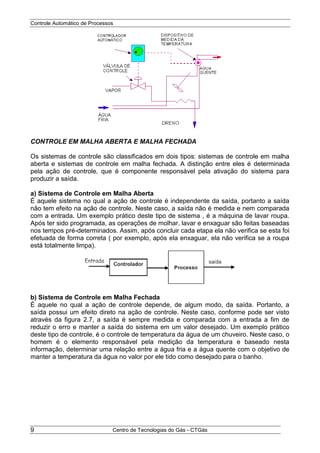
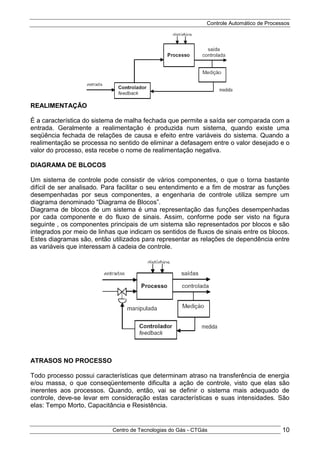
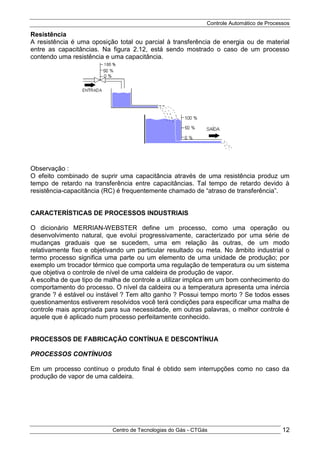
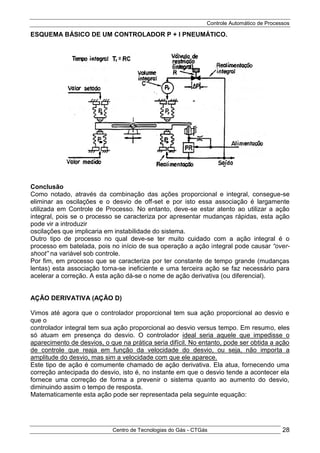
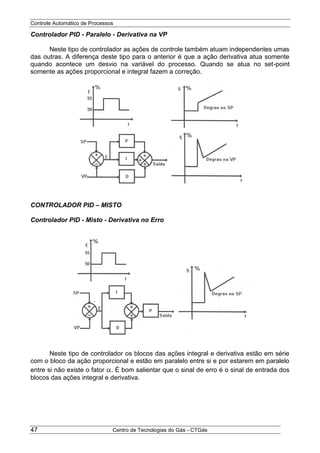
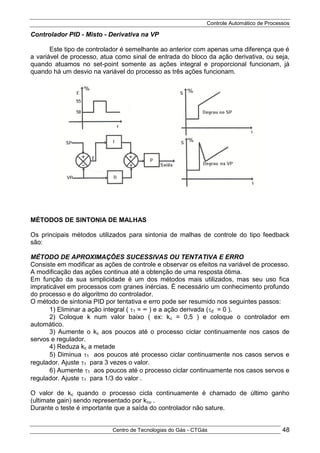
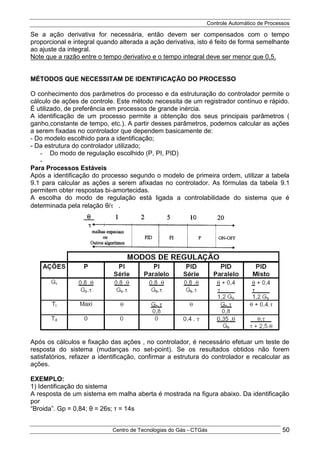
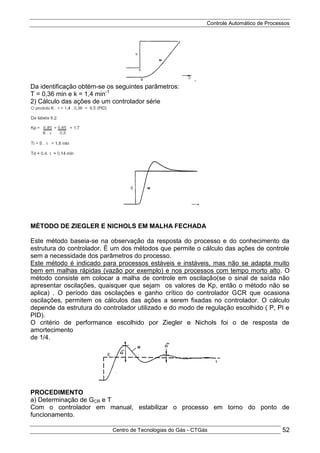
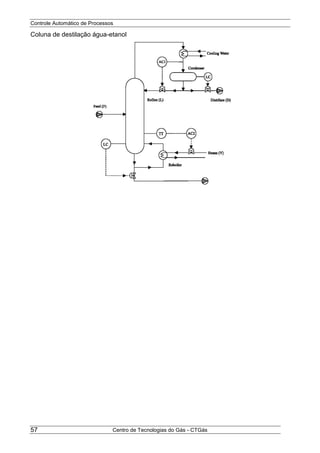
O documento discute os conceitos básicos de controle automático de processos, incluindo a evolução histórica, tipos de controle, ações de controle, características de processos industriais e malhas de controle. Aborda conceitos como controle manual vs automático, malha aberta vs fechada, ações proporcional, integral e derivativa e como esses elementos se combinam em controladores PID.















































![[E-BOOK 1] - Comandos Elétricos 1.pdf](https://cdn.slidesharecdn.com/ss_thumbnails/e-book1-comandoseltricos1-230731223144-ae158a59-thumbnail.jpg?width=640&height=640&fit=bounds)




















