
Recomendados
Mais conteúdo relacionado
Mais procurados
Mais procurados (14)
Semelhante a TCC – Oscar Costa Pereira 07-07-2010
Semelhante a TCC – Oscar Costa Pereira 07-07-2010 (20)
TCC – Oscar Costa Pereira 07-07-2010
- 1. UNIVERSIDADE DO EXTREMO SUL CATARINENSE Curso de Tecnologia em Cerâmica Trabalho de Conclusão de Curso DENVOLVIMENTO de pigmento cerâmico a partir de resíduo de minério de ferro Oscar Costa Pereira Prof. Dr. Adriano Michael Bernardin1 Resumo: O objetivo deste trabalho foi o desenvolvimento de um pigmento para vitrosa a partir de resíduo de beneficiamento de minério de ferro. O resíduo foi incorporado a 6% (em massa) em suspensões (1,80g/cm² e 30s) de vitrosas branca, transparente e mate, que foram aplicadas a binil (0,5mm) a substratos cerâmicos crus e não engobados, que foram queimados em forno a rolos em ciclo de 35 minutos nas máximas temperaturas entre 1050 e 1180ºC. O resíduo e as vitrosas foram caracterizados química (FRX) e termicamente (ATD e dilatometria óptica), e os vidrados já queimados por colorimetria e análise visual. Os resultados mostraram que o pigmento incorporado à vitrosa transparente resulta em um vidrado avermelhado (pinhão) adequado para a indústria de cerâmica vermelha. Palavras-chave: resíduo, pigmento, reciclagem. 1. Introdução As atividades industriais produzem uma determinada quantidade de resíduos não inerentes aos objetivos da produção em si. Tendo em vista que a redução da geração de resíduos, apesar de prioritária é tecnicamente limitada, o melhor caminho a ser seguido é o da reciclagem. Uma das maiores dificuldades para se empreender uma ação concreta de beneficiamento e destinação de resíduos, além de problemas econômicos, políticos e administrativos, está na ausência de técnicas de processamento e beneficiamento compatíveis com as dimensões e características das localidades interessadas na solução destes problemas (DELLA et al., 2005). A busca pela melhoria da qualidade ambiental está intimamente relacionada à redução de resíduos gerados pela atividade industrial, originando assim o movimento mundial pela reciclagem. A geração de resíduos tende a diminuir tanto no Brasil quanto no 1 Professor orientador
- 2. mundo. As empresas estão se conscientizando de que a geração de resíduos está associada a custos, pois requer seu tratamento e/ou disposição adequados. A tendência é atuar preventivamente, alterando o processo produtivo e usando tecnologias mais limpas. Devido à ausência de estrutura adequada ou dos altos custos para deposição final em locais previamente preparados, os lodos geralmente são depositados em locais inadequados. Isso provoca um aumento de perdas e dos custos de produção, além da geração de impactos ambientais significativos (FERNANDES et al., 2003). Com o aumento das restrições impostas pela legislação ambiental, bem como pelas exigências do mercado para processos e produtos ambientalmente corretos, muitos estudos vêm sendo desenvolvidos para, entre outros, promover a redução de geração, o tratamento, a reutilização e a disposição correta de resíduos. Alguns destes estudos demonstraram, com sucesso, que a indústria cerâmica pode atuar como grande aliada para consumir alguns tipos de resíduos, incorporando-os na massa das peças cerâmicas (FERRARI et al., 2002). As tecnologias utilizadas para a fabricação de revestimentos cerâmicos têm sido objeto de importantes processos de inovação, e não há dúvida de que a necessidade da redução dos impactos ambientais (PALMONARI, 2002; TIMELLINI, 2002) faça com que a indústria de revestimento cerâmico seja uma forte aliada na utilização dos mais variados tipos de resíduos industriais, e a reciclagem de resíduos que apresentam valor econômico é a forma mais atraente para a solução dos problemas de tratamento e destino final, tanto na opinião dos industriais como do ponto de vista dos órgãos estaduais de proteção e fiscalização ambiental, principalmente por ser vista como um fator importante para a redução do consumo dos recursos naturais e uma maneira de reduzir a carga de poluentes lançados no meio ambiente (BERNARDIN et al., 2006). As fritas cerâmicas são materiais de natureza vítrea, preparadas por fusão em temperaturas elevadas (em torno de 1500ºC), a partir da combinação de matérias- primas de natureza mineral (quartzo, feldspatos, caulins, entre outros) e química (boratos, carbonatos, entre outros). As fritas permitem flexibilidade na aplicação das matérias-primas usadas na cerâmica, aumentam o intervalo de queima dos vidrados, permitem uma maior uniformidade no vidrado, reduzem o aparecimento de defeitos
- 3. superficiais originários do corpo cerâmico e conferem ao produto acabado uma textura superficial mais lisa, brilhante e impermeável. O processo de fritagem traz ainda vantagens, como a transformação de componentes, muitas vezes solúveis, num vidro insolúvel em água, além de inertizar alguns óxidos tóxicos (BARREDA, 2005). Por sua vez os pigmentos são definidos como um composto, geralmente calcinado, de óxidos metálicos coloridos que quando misturados com um vidrado ou massa, conferem à peça cerâmica uma coloração uniforme (LOPEZ et al., 2001). A estabilidade dos pigmentos não depende de sua composição química, e sim de sua estrutura cristalina, ou seja, de sua composição mineral. A composição das matérias-primas também influencia na reação. Com frequência são utilizados compostos químicos tais como sais e óxidos hidratados, que durante o processo de aquecimento decompõem-se, evitando a utilização dos óxidos que interferem na estrutura cristalina. Com esse procedimento é aproveitada a maior reatividade dos produtos em decomposição, como os radicais livres que formarão a estrutura cristalina que proverá a coloração desejada do material a ser calcinado (BURZACCHINI, 2003). Desta forma, a indústria de revestimentos cerâmicos tem necessitado, cada vez mais, em função dos novos desenvolvimentos, de pigmentos estáveis quimicamente e termicamente a altas temperaturas (1100 a 1300°C). Já as industrias de cerâmica vermelha apresentam uma temperatura de queima que variam entre 900 e 1050ºC e a principal matéria-prima utilizada pela industria de cerâmica vermelha são as argilas que são retiradas de jazidas encontradas nas proximidades das olarias e normalmente são de morro e suas temperaturas de queima variam entre 900ºC e 1000ºC. É comum que a escolha das matérias-primas e a formulação da massa cerâmica utilizada sejam feitas de forma empírica, sem conhecimento técnico, de modo a proporcionar determinadas características mecânicas antes e após o processo de queima para alcançar um aparentemente bom desempenho do produto acabado. Sendo que, o processo industrial para a fabricação de produtos cerâmicos estruturais compreende várias etapas que começam com a escolha das matérias-primas e a preparação da massa cerâmica, torna-se evidente que a qualidade do produto cerâmico depende, inicialmente, do conhecimento das propriedades e do controle tecnológico das matérias-primas utilizadas. A grande maioria das empresas de cerâmica vermelha
- 4. apresentam organização simples e familiar que enfrentam uma série de problemas ambientais, econômicos e de qualidade de produção (PÉREZ et al., 2010). A contínua e crescente utilização dos pigmentos de óxidos de ferro é baseada em seu relativo baixo custo, associado à alta estabilidade sob condições ambientais normais. O elemento ferro existe normalmente na natureza sob a forma de óxidos, embora também possa ser encontrado como hidróxidos, silicatos, carbonatos, e sulfetos em pequenas ocorrências, e até mesmo na forma nativa, em pequenas proporções. É o metal mais abundante na crosta terrestre depois do alumínio e do silício. Embora esses minérios sejam extremamente distribuídos, somente alguns poucos depósitos são suficientemente puros e possuem requeridas propriedades que justifiquem seu processamento na forma de pigmentos. Pigmentos de óxidos de ferro naturais são aqueles derivados de minérios selecionados e não devem ser confundidos com o minério de ferro minerado para a produção do aço. Estes são selecionados com base no conteúdo de ferro e na economia do processo. As fontes naturais de minério de ferro para uso como pigmentos são selecionadas por suas propriedades físicas e químicas especiais (DELLA, 2005). A utilização de minério de ferro beneficiado contendo óxidos do metal como pigmento tende a diminuir o custo de um vidrado colorido devido ao seu baixo valor comercial em comparação a um vidrado colorido com corante vermelho importado, mas também há outra razão para sua utilização, a de dar um destino correto a um resíduo que é muito comum nas regiões extratoras de minério de ferro (DELLA, 2005). Deste modo, o objetivo deste trabalho é o desenvolvimento de um pigmento cerâmico a partir de resíduo industrial proveniente de resíduo de minério de ferro. 2. Materiais e Métodos O trabalho foi desenvolvido no laboratório de cerâmica da UNESC, sendo que resíduo de minério de ferro de uma empresa mineradora de Minas Gerais foi utilizado como pigmento, incorporado a três tipos distintos de vidrados, desenvolvidos a partir de uma frita branca, uma transparente e outra mate, sendo que suspensões dos vidrados com incorporação do minério de ferro foram aplicadas a um substrato cerâmico cru não engobado. O resíduo trata-se do lodo do beneficiamento de minério de ferro, composto
- 5. basicamente por hematita, goetita e quartzo, sendo classificado segundo a NBR 10004 como classe IIa não inerte (dados fornecidos pela mineradora). Segundo a empresa mineradora que forneceu o resíduo, são produzidas 12 mil toneladas do resíduo diariamente, surgindo assim a necessidade de seu reaproveitamento. A composição química do resíduo e das fritas foi determinada por fluorescência de raios X (FRX) e seu comportamento térmico por dilatometria óptica (microscopia óptica) e do resíduo por análise térmica diferencial (ATD). Para a análise química por FRX as amostras foram preparadas como pérola fundida, utilizando espectrometria por dispersão de comprimentos de onda (WDS, Philips PW2400), sendo o boro determinado por absorção atômica em chama (AAS). A dilatometria óptica das amostras foi realizada em corpos-de-prova prensados (~2MPa) com 7% de umidade, com dimensões de 4mm de diâmetro por 2mm de altura. O ensaio foi realizado com taxa de aquecimento de 10°C/min, de 20°C a 1400°C, utilizando-se a técnica de microscopia de aquecimento (MISURA HT). Finalmente, para o resíduo a análise térmica diferencial foi realizada com atmosfera de ar sintético, com taxa de aquecimento de 10ºC/min (Netzsch ST 409). Após caracterização do resíduo e das vitrosas, as vitrosas foram transformadas em suspensão cerâmica: cada uma das três fritas foi pesada separadamente, utilizando-se em cada formulação 91,8% do vidrado e adicionados 7% de caulim, 0,2% de TPF e 1% de NaCl, todos percentuais em massa. Após a pesagem as mesmas amostras foram transformadas em suspensão pelo processo de moagem. As amostras foram moídas por 10 minutos em moinho de bolas de porcelana com a adição de 30% de água. Após a moagem as três amostras foram passadas em peneiras de malha 80 ABNT, não se obtendo resíduo. A densidade das suspensões foi controlada por picnometria em 1,80±0,05g/cm³ e a viscosidade foi controlada por tempo de escoamento (copo Ford n° 4) em 30±5s. Nessa etapa do processo foi adicionado 6% de pigmento (minério de ferro) nas suspensões dos vidrados branco, transparente e mate e as misturas foram levadas novamente à moagem por um minuto com objetivo de dispersar o pigmento, sendo em seguida adicionado 6% de silicato de sódio nos esmaltes já pigmentadas, que foi
- 6. disperso com o auxílio de um agitador de laboratório. A adição do silicato tem por função de manter a suspensão do esmalte. As suspensões do pigmento encapsulado nas bases branca, transparente e mate foram aplicadas no substrato de monoporosa não engobado. A aplicação das suspensões de pigmento encapsulado foi feita com o auxílio de um binil, em camada 0,5 mm. Após aplicação, as placas cerâmicas foram levadas à estufa por 5 minutos para retirada de umidade existente na peça e logo após as mesmas foram queimadas em um forno a rolos a gás contínuo nas temperaturas de 1050ºC, 1100ºC, 1130ºC e 1180ºC com ciclo de 35 min. Finalmente, com as amostras queimadas foram determinadas a cor, textura e brilho de superfície das amostras. A cor e o brilho foram determinados pela técnica de espectrofotometria, utilizando-se um espectrofotômetro com geometria esférica d-8 (BYK-GARDNER) com leituras entre 400nm a 700nm, ângulo de observação de 10° e iluminante D65. O brilho foi determinado utilizando-se o mesmo equipamento, mas com ângulo de reflexão de 60°. A textura foi determinada visualmente. 4. Resultados e Discussões 4.1. Composição química das vitrosas O objetivo da caracterização química é determinar qualitativa e quantitativamente os elementos químicos presentes nas amostras, porém, não indicando a forma como os elementos estão combinados e quais fases cristalinas estão presentes. Os resultados da caracterização química das vitrosas estão representados na tabela 1. Deve ser observado que a análise química foi feita com as vitrosas no seu estado natural, ou seja, na forma de granilha. De acordo com a tabela 1, a vitrosa transparente é formada majoritariamente por sílica (~72%), apresentando também óxido de boro (~8%), outro forte formador de fase vítrea (PRACIDELLI, 2008), além de teor médio de alumina (~7%) e aproximadamente 10% de óxidos alcalinos e alcalino-terrosos, que diminuem as temperaturas características da frita, tabela 1. Por sua vez, a vitrosa branca é composta por 53% de sílica e elevados teores de zircônia (~12%) e de óxido de zinco (10%), e de menor teor de alumina (~8%), todos óxidos que aumentam a viscosidade e as temperaturas características da frita. A
- 7. grande quantidade de óxidos alcalinos e alcalino-terrosos presentes na frita tem por objetivo corrigir a viscosidade e a temperatura de amolecimento da vitrosa, tabela 1. Finalmente, a vitrosa mate também é composta por aproximadamente 53% de sílica, baixo teor de alumina e de óxidos alcalinos (~4%), porém com elevado teor dos óxidos de cálcio (~19%) e de bário (~14%) em sua composição, o que resulta na característica mate da frita. Deve ser observado que esta frita contém ainda uma pequena quantidade de óxido de chumbo (PbO), não adequado a fritas cerâmicas (PRACIDELLI, 2008), tabela 1. O resíduo de minério de ferro, por sua vez, é formado basicamente por óxido de ferro (~72%) e sílica (20%). Deve ser observado que a técnica de FRX não identifica o tipo de óxido, apenas o elemento químico, mas é comum representar o teor de ferro nas análises químicas como Fe2O3, tabela 1. Tabela 1. Análise química (FRX e AA) das vitrosas (%) e do resíduo de minério de ferro Elemento Transparente Branca Mate Resíduo SiO2 72,0 52,7 53,1 20,1 Al2O3 7,2 7,5 3,4 2,3 B2O3 8,1 2,8 0,6 - Fe2O3 71,7 Na2O 5,6 0,8 2,8 - K2O 2,9 3,4 1,2 - CaO 1,1 6,4 19,3 0,1 MgO 0,4 3,6 2, 5 - BaO 1,9 0,5 13,9 - PbO - - 0,9 - ZnO 0,1 10,3 1,1 - ZrO2 0,3 11,9 1,1 - P.F. - - - 5,5 4.2. Comportamento Térmico por Dilatometria Ótica e Análise Térmica Diferencial A análise térmica por dilatometria é uma técnica de análise que cujo princípio de medição consiste na quantificação das variações dimensionais que sofre um corpo-de- prova quando submetido a um ciclo de aquecimento definido, onde as variações
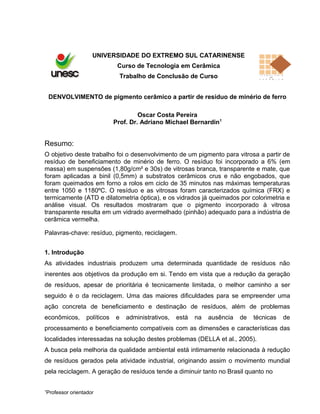
- 8. dimensionais são acompanhadas por dispositivos óticos (SANTOS, 2009). O resíduo de minério de ferro utilizado neste estudo como pigmento foi caracterizado por análise térmica diferencial, figura 1. Pelo termograma pode-se perceber que entre 80 e 550ºC o resíduo de minério de ferro sofre uma perda de massa de 5,7% correspondente a um pico endotérmico máximo em 328ºC, reações correspondentes à decomposição de algum componente do resíduo, transformação (desidratação) da goetita em hematita, figura 1. Os resultados da caracterização térmica das vitrosas estão representados na tabela 2. Figura 1. Termograma do resíduo de minério de ferro Tabela 2. Temperaturas características (dilatometria óptica) das vitrosas (°C) Temperatura (°C) Transparente Branca Mate Sinterização 749 901 796 Amolecimento 987 1030 912 Esfera 1042 1109 - Meia Esfera 1280 1162 1181 Fusão 1362 1240 1193 Analisando-se os resultados do ensaio de dilatometria óptica, tabela 2, percebe-se que a vitrosa transparente apresenta baixa temperatura de amolecimento (987ºC), porém Temperatura, ºC ATD,µV TG,%
- 9. elevada temperatura de fusão (1362ºC), denotando um maior intervalo de trabalho desta frita, função da maior quantidade de sílica em sua composição. A vitrosa branca apresenta elevada temperatura de amolecimento (1130ºC), sendo a mais refratária das três fritas, resultado dos elevados teores de ZnO e ZrO2; porém, sua temperatura de fusão é mais baixa que a da frita transparente. Finalmente, a vitrosa mate apresenta a menor temperatura de amolecimento entre as três fritas e também a menor temperatura de fusão entre elas, resultado do elevado teor de alcalino-terrosos em sua composição. A adição do pigmento baseado no resíduo de processamento de minério de ferro altera as temperaturas características das vitrosas, tabela 3. Para as vitrosas transparente e mate a adição do resíduo contendo minério de ferro diminui as temperaturas características, porém a adição deste resíduo à frita branca aumenta estas temperaturas. Tabela 3. Temperaturas características (dilatometria óptica) das vitrosas com pigmento (°C) Temperatura (°C) Transparente Branca Mate Sinterização 761 931 815 Amolecimento 928 1076 901 Esfera 1014 1134 1134 Meia Esfera 1190 1176 1171 Fusão 1293 1323 1191 4.3. Análise visual da cor de queima das vitrosas contendo o resíduo de minério de ferro como pigmento A figura 2 apresenta o aspecto superficial e a cor de queima das vitrosas transparente, branca e mate pigmentadas com o resíduo de minério de ferro, aplicadas sobre placas cerâmicas de monoqueima não engobadas, e queimadas entre 1050 e 1180ºC.
- 10. Figura 2. Amostra do pigmento queimado nas temperaturas de 1050, 1100, 1130 e 1180°C incorporado às fritas transparente, branca e mate A 1050ºC os três vidrados (transparente, branco e mate) apresentaram uma coloração avermelhada (pinhão), que é muito utilizada na industria de cerâmica vermelha. Já a 1100ºC, os vidrados apresentaram aparências distintas nas três bases, sendo que a vitrosa transparente manteve a coloração avermelhada (pinhão), a base branca apresentou coloração marrom claro e a base mate apresentou cor marrom com uma leve coloração amarelada. A 1130ºC, os vidrados também apresentaram colorações distintas nas três bases, na base transparente, manteve-se a coloração avermelhada, porém, com uma diminuição da tonalidade, e uma coloração mais amarelada; o mesmo aconteceu na base branca, que apresentou uma coloração marrom mais fraca e amarelada; já na base mate, o vidrado apresentou uma coloração amarelada muito parecida com o amarelo de titânio utilizado na indústria de cerâmica vermelha. Porém, a 1180ºC, o vidrado também apresentou colorações distintas nas três bases, com maior efeito do aumento da temperatura: na base transparente o vermelho
- 11. predominante nas outras três temperaturas (1050, 1100 e 1130ºC) apresentou tons parecidos com a ferrugem. Na base branca, apresentou tom marrom claro, porém, apresentou manchas escuras, o mesmo ocorrendo para a base mate, que apresentou coloração amarela com traços de verde. Analisadas as quatro temperaturas, pode-se dizer que a temperatura que apresentou a coloração desejada, ou seja, cor avermelhada (pinhão), foi 1050ºC nas três bases e também na base transparente a 1100ºC. A cor avermelhada (pinhão) é uma das cores mais utilizada na indústria de cerâmica vermelha para coloração de telhas esmaltadas. A figura 3 apresenta o espectro para a vitrosa transparente contendo o pigmento de minério de ferro. Figura 3. Curvas espectrais para a vitrosa transparente contendo pigmento de minério de ferro e queimada entre 1050 e 1180ºC Pode-se perceber que entre 450 e 600nm a amostra de vitrosa transparente queimada a 1180ºC apresenta maior reflexão em relação às amostras queimadas entre 1050 e 1130ºC, mostrando-se mais clara; desta forma, a estabilidade térmica do pigmento obtido de resíduo de minério de ferro adicionado à frita transparente é obtida até 1100ºC, figura 3.
- 12. Figura 4. Curvas espectrais para a vitrosa branca contendo pigmento de minério de ferro e queimada entre 1050 e 1180ºC Figura 5 Curvas espectrais para a vitrosa mate contendo pigmento de minério de ferro e queimada entre 1050 e 1180ºC Por sua vez, a vitrosa branca contendo o pigmento de minério de ferro apresentou grande variação de tonalidade em todas as temperaturas de queima, figura 4. A 1050ºC a frita pigmentada apresenta-se mais escura, com menor reflexão em todos os comprimentos de onda, sendo que a reflexão da frita aumenta com o aumento da
- 13. temperatura de queima, até 1130ºC; porém, a 1180ºC a reflexão volta a diminuir, tornando-se mais clara que as amostras queimadas a 1130ºC, figura 4. Finalmente, a vitrosa mate apresenta a maior variação de tonalidade com a variação da temperatura de queima, figura 5. Há grande variação de tonalidade a partir de 1050ºC, quando a frita apresenta-se com tonalidade constante entre 400 e 580nm, sendo que a tonalidade torna-se mais clara a partir de 580 até 700nm. A 1100ºC o comportamento da frita inverte-se, e a mesma apresenta um aumento gradativo da tonalidade a partir dos 400nm até 700nm, sendo até mais escura que a 1050ºC para os menores comprimentos de onda. A vitrosa queimada a 1130 e a 1180ºC apresenta comportamento semelhante à amostra queimada a 1100ºC, porém sempre se tornando mais escura, com menor reflexão em todos os comprimentos de onda, sendo a vitrosa pigmentada queimada a 1180ºC a mais escura entre todas as amostras, figura 5. Deve-se ressaltar a grande variação de tonalidade das vitrosas branca e mate em relação à transparente, sendo evidente o efeito do pigmento composto por resíduo de minério de ferro nestas vitrosas. 5. Considerações Finais Com relação ao uso do resíduo de minério de ferro cmo pigmento cerâmico, as principais conclusões são: 1. De acordo com a análise química o resíduo de minério de ferro é formado basicamente por óxido de ferro e sílica; 2. O comportamento térmico mostra que o resíduo de minério de ferro é adequado para ser utilizado como pigmento cerâmico pois apresenta estabilidade até 1100ºC. 3. Com relação a adição do pigmento de minério de ferro nas vitrosas base pode-se verificar que: a adição na vitrosa transparente não causa alteração significativa da cor com aumento da temperatura. Porém, nas vitrosas branca e mate houve grande alteração da cor dessas vitrosas com o aumento da temperatura. 4. A adição do resíduo de processamento de minério de ferro alterou as temperaturas características das vitrosas, diminuindo as temperaturas
- 14. características das vitrosas transparente e mate, e aumentou as temperaturas características da vitrosa branca. 5. Analisadas as quatro temperaturas, pode-se dizer que aquela que apresentou a coloração desejada, ou seja, cor avermelhada (pinhão), foi à 1050ºC nas três bases e também a 1100ºC na base transparente, sendo que os resultados foram satisfatórios. Referências Bibliográficas BARREDA, M.F.G. Estudio cinético de la disolución de componentes de una frita en medio acuoso. Castellón: Tese, Doutorado em Ciências Químicas, Universitat Jaume I de Castelló, 2005. 307p. BERNARDIN et.al. Reaproveitamento de Resíduos de Polimento e de Esmaltação para Obtenção de Cerâmica Celular. Cerâmica Industrial, São Paulo, v.11, n. 5/6, p. 31, Setembro/dezembro, 2006. BURZACCHINI, B. Colore, pigmenti e colorazione in ceramica. 2ª ed. Modena, Itália: Ed. S.A.L.A, 2003. 34p. DELLA, V.P. Síntese e caracterização do pigmento cerâmico de hematita, obtida a partir de carepa de aço, encapsulada em sílica amorfa obtida a partir de casca de arroz.: Tese, Programa de Pós-Graduação em Ciência e Engenharia de Materiais, Universidade Federal de Santa Catarina, Florianópolis, 2005. 145p. DELLA, V.P.; KÜHN, I.; HOTZA, D. Reciclagem de resíduos agro-industriais: cinza de casca de arroz como fonte alternativa de sílica. Cerâmica Industrial, v.10, n.2, p.22, 2005. FERNANDES, P.F.; Oliveira, A.P.N.; Hotza, D. Reciclagem do lodo da estação de tratamento de efluentes de uma indústria de revestimentos cerâmicos. Parte 1: ensaios laboratoriais. Cerâmica Industrial, v.8, n.2, p.26-27, 2003. FERRARI et al. Ações para a diminuição da geração de resíduos na indústria de revestimentos cerâmicos e a reciclagem das “raspas”. Parte 1: resultados preliminares. Cerâmica Industrial, v.7, n.2, Março/Abril, 2002.
- 15. LOPEZ, P.E.; CASTELLÓ,B.C.; CORDONCILLO, E.C. Esmaltes y pigmentos cerámicos. Espanha: Ed. Faenza; 2001. 189p. PALMONARI, Carlo; TIMELLINI, Giorgio. A Indústria de Revestimentos Italiana e o Meio Ambiente. Cerâmica Industrial, São Paulo, v.7, n. 1, p. 09, janeiro/fevereiro, 2002. PÉREZ et al. Caracterização de Massas Cerâmicas Utilizadas na Indústria de Cerâmica Vermelha em São Domingos dos Sul – RS. Cerâmica Industrial, v.15, n.1, p.38-39, janeiro/fevereiro, 2010. PRACIDELLI, Sebastiã. Estudo dos Esmaltes Cerâmicos e Engobes. Cerâmica Industrial, v.13, n.1/2, p. 09, Janeiro/Abril, 2008. SANTOS. Wiliam J. Caracterização de vidros planos transparentes comerciais. Scientia Plena. V. 5, n.2, p. 3, 2009.