Baixado 26 vezes
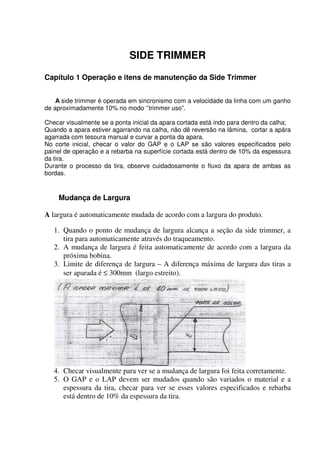
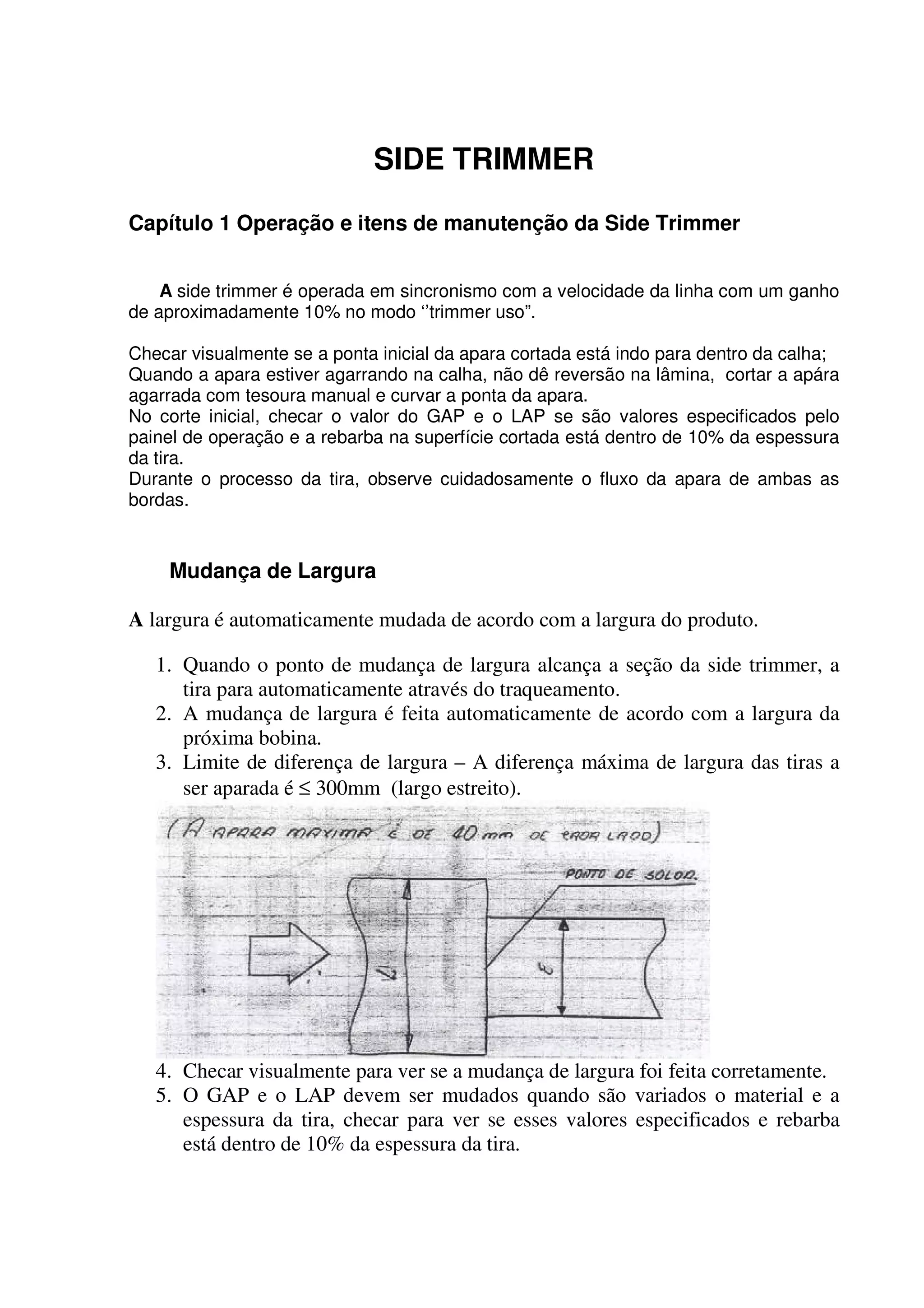
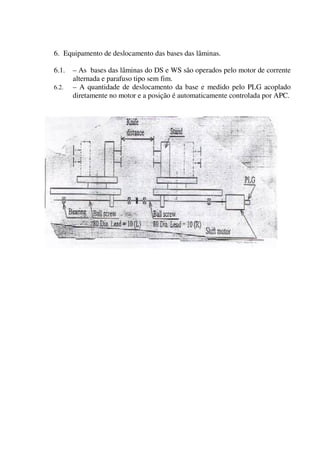






1) O documento descreve os procedimentos de operação e manutenção de uma side trimmer, incluindo ajustes de largura e espessura da tira, troca de lâminas e calibração. 2) É detalhado o processo de mudança de largura automática de acordo com a largura do produto, assim como ajustes do gap e lap das lâminas. 3) São apresentados itens como equipamentos de deslocamento e giro da base das lâminas, procedimentos para troca e retífica das lâminas e manutenção










































































