Transferir como PDF, PPTX

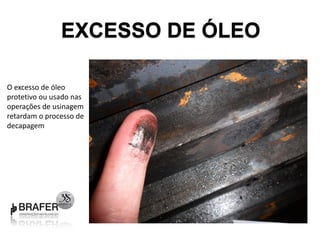


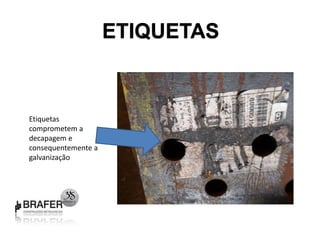





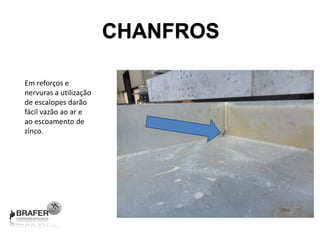

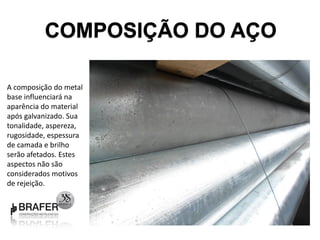
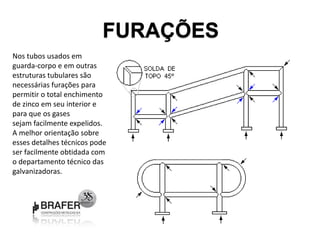

O documento discute fatores que influenciam no processo de galvanização, como excesso de óleo, falta de acabamento adequado, etiquetas, soldas, chapas sobrepostas, tintas, falta de furação, chanfros, manuseio inadequado e composição do aço. Detalhes do projeto e da fabricação das peças precisam ser considerados para obter melhores resultados e reduzir custos no processo de proteção contra corrosão.










































