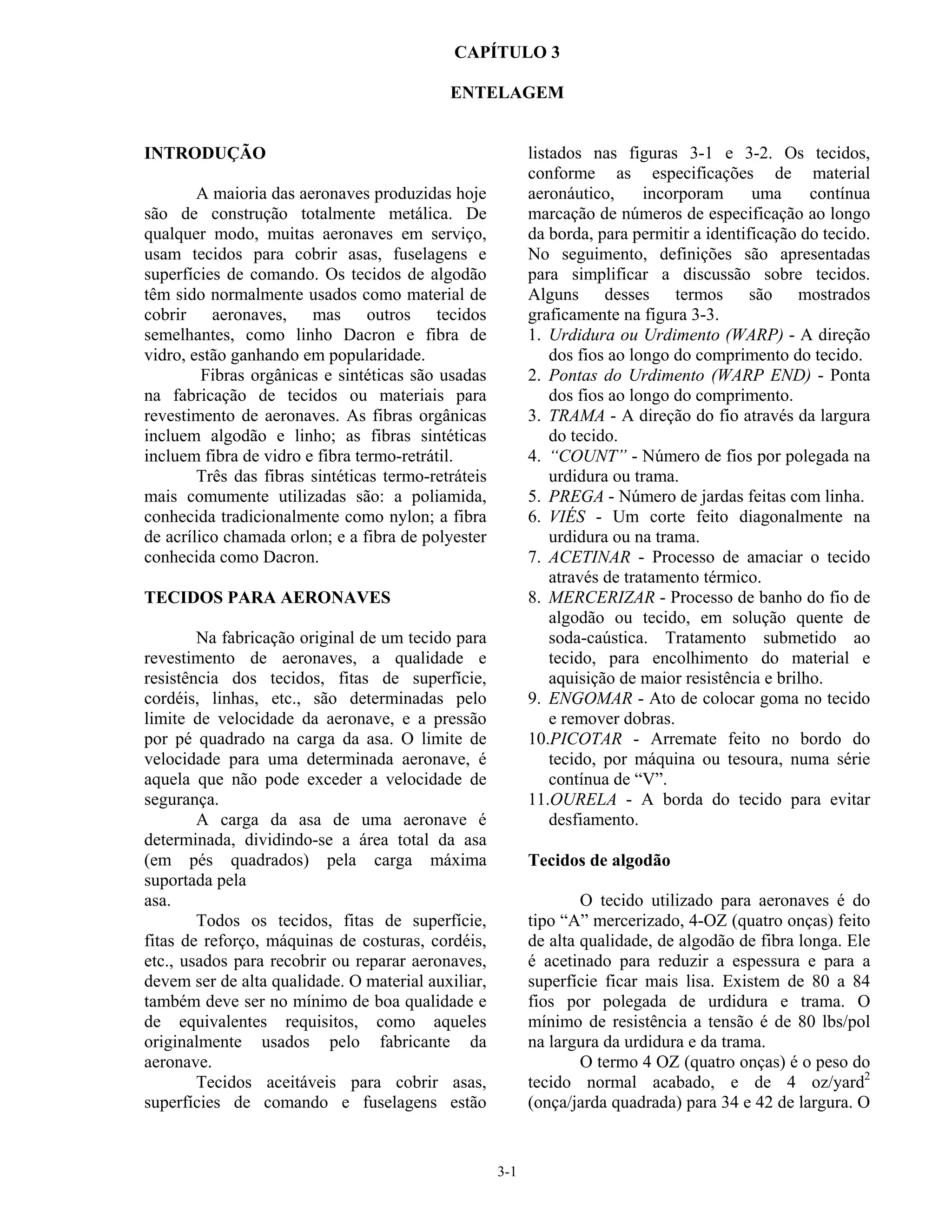
1) O documento discute os tipos de tecidos usados para cobrir aeronaves, incluindo algodão, linho, Dacron e fibra de vidro. 2) Ele fornece detalhes sobre as especificações mínimas de resistência e contagem de fios para cada tipo de tecido. 3) Também descreve outros materiais têxteis usados na construção de aeronaves, como fitas de reforço, cordéis e linhas.