Baixado 15 vezes



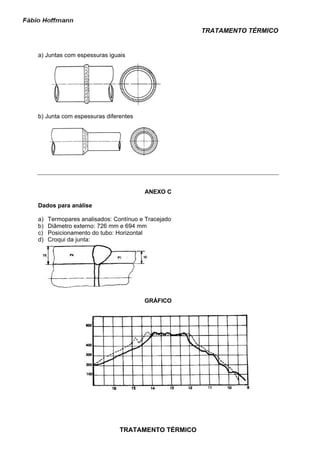
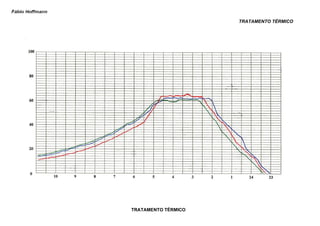

O documento fornece instruções para análise do tratamento térmico realizado em uma junta soldada. Deve-se preencher um relatório verificando se os parâmetros do tratamento atenderam aos requisitos, como taxa de aquecimento, temperatura, tempo e resfriamento. O Anexo C fornece dados de uma junta soldada para análise, como termopares, diâmetros e posicionamento, para verificar conformidade com os procedimentos.
































