Baixado 18 vezes
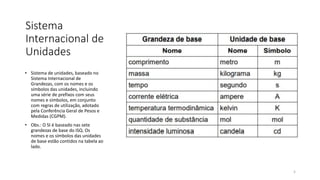
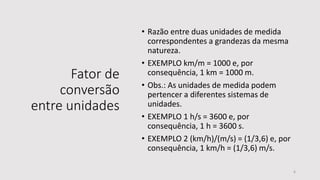

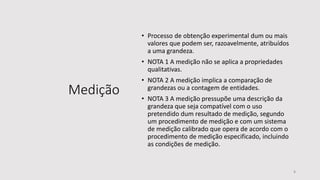

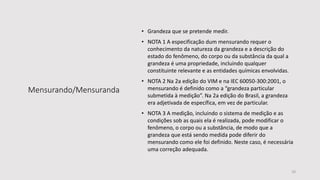












O documento define termos fundamentais da metrologia, como grandeza, unidade de medida, Sistema Internacional de Unidades, erro, precisão e incerteza de medição. Descreve também conceitos como método, procedimento e princípio de medição, além de definir exatidão, repetibilidade e reprodutibilidade.















































