Baixado 82 vezes

















![AWS D1.1/D1.1M:2010
xvi
Tabela 5.9— Nova tabela adicionada para esclarecer perfis de solda aplicáveis.
Tabela 5.10— Nova tabela acrescentada para determinar convexidade permissível baseada no programa de
espessura de perfil de solda.
Figura 5.2— Observações e esboço modificado para esclarecer a geometria de orifícios de acesso da braçadeira à
flange.
Figura 5.4— Extensivamente revisada para ilustrar perfis de solda aceitáveis e inaceitáveis para soldas em chanfro
em juntas de topo, juntas de ângulo, juntas em T, juntas sobrepostas, assim como para tratar de soldas em barras de
prateleira.
Cláusula 6.17.7— Modificada para tratar de soldas em canos e reforço de aço.
Cláusula 6.22.7.7— Revisada para cobrir outros blocos tipo IIW.
Cláusula 6.23.1— Revisada para permitir o uso de quaisquer blocos UT tipo IIW de acordo com ASTM E 164.
Cláusula 6.29.2.3— Revisada para tratar do número de indicações para blocos UT tipo IIW.
Tabela 6.1(2)— Comando verbal apropriado revisado para esclarecimento sobre fusão aceitável.
Tabela 6.6.— Notas (1) e (2) foramexcluídas databelae incorporadas à Cláusula 6.17.7.
Figura 6.19— Modificada para tratar de blocos tipo IIW típicos.
Cláusula 6.26.6.4— Cálculo para Fator de Atenuação corrigido em unidades SI.
Cláusula 7.2.5— Revisada para especificar defeitos inaceitáveis em acabamentos de pino.
Cláusula 7.2.5.2— Nova seção acrescentada para esclarecer trincas aceitáveis e inaceitáveis em pinos com cabeça.
Tabela 7.1— Observação b modificada para tratar de projeto de ancoragem de concreto.
Figura 7.1— Diâmetros de haste para pinos com cabeça revisados para serem menos restritivos. Também foram
acrescentados pinos 3/8 in [10 mm].
Tabela I.2— Faixa de espessura revisada para incluir 3/8 in [10 mm] e valores métricos corrigidos.
Anexo K— Acrescentados novos termos para “barra de prateleira” e modificado o termo para “NDT” para
relacionar-se apenas ao contexto do código D1.
O termo “soldagem de máquina” foi excluído e substituído pelo termo padrão “soldagem mecanizada” no anexo e
em todo o código. As definições para “tubular” e “cano” também foram modificadas.
Anexo N— Amostras de formulário revisadas para aplicação de soldagem de pinos N-9. O formulário N-3 foi
corrigido.
Cláusula C-3.7.3— Modificada para tratar de aço exposto às intempéries em geral, ao invés de restringir apenas a
ASTM A 588.
C-Tabela 3.8— Novo comentário acrescentado para explicar a Tabela 3.8 em variáveis essenciais pré-qualificadas.
Cláusula C-5.4.1— Nova seção de comentários acrescentada com relação aos processos ESW e EGW.
Cláusula C-5.10.2— Comentário revisado para tratar de descontinuidades no reforço.
Cláusula C- 5.16— Comentário acrescentado com relação aos raios mínimos para cantos reentrantes.
Cláusula C-5.17— Conteúdo do Comentário excluído e movido para a Cláusula C-5.16.
Cláusula C-6.22.7.2— Revisada para explicar parâmetros das Tabelas 6.2 e 6.3.
Cláusula C-6.23— Modificada para esclarecer a permissão do código de blocos tipo IIW.
Cláusula 6.26.6— Comentário acrescentado para explicar técnicas de escaneamento requeridas pelas Tabelas 6.2 e
6.3.
Cláusula C-7.2.5— Novo cálculo acrescentado para determinar o comprimento da trinca ou fenda para pinos com
cabeça.
Figura C-7.1— Nova figura acrescentada ilustrando o cálculo do comprimentoda trinca.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-18-320.jpg)










![AWS D1.1/D1.1M:2010
xxvii
S.1 Critério de Rejeição-Aceitação (ver S12.1) ..........................................................................................................386
C-2.1 Estudo de Limites de Diâmetro/Espessura e Largura/Espessura Chata para Tubos (ver C-2.21.1) ......................438
C-2.2 Fatores de Projeto Sugeridos (ver C-2.25.2).........................................................................................................439
C-2.3 Valores de JD (ver C-2.25.2.5).............................................................................................................................439
C-2.4 Placas de Aço Estrutural (ver C-2.27.2) ...............................................................................................................440
C-2.5 Canos de Aço Estrutural e Moldes Tubulares (ver C-2.27.2) ...............................................................................442
C-2.6 Moldes de Aço Estrutural (ver C-2.27.2)..............................................................................................................442
C-2.7 Matriz de Classificação para Aplicações(ver C-2.27.2)........................................................................................444
C-2.8 Condições de Teste CVN (ver C-2.27.2.2)...........................................................................................................444
C-3.1 Faixas Típicas de Corrente para GMAW-S em Aço.............................................................................................463
C-4.1 Valores de Teste CVN (ver C-4.13.4.4)................................................................................................................473
C-4.2 Valores de Teste CVN HAZ (ver C-4.13.4.4) ......................................................................................................473
C-6.1 Critérios de Aceitação UT para Soldagem 2 in [50 mm], Usando uma Sonda de 70º (ver C-6.13.1)...................504
C-8.1 Guia de Adequação para Soldagem (ver C-8.2.2).................................................................................................519
C-8.2 Relação entre a Espessura da Placa e o Raio da Broca [ver C-8.4.1(2)] ...............................................................519](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-29-320.jpg)

![1. REQUISITOS GERAIS AWS D1.1/D1.1M:2010
xxix
6.5 Indicações da Classe X (ver 6.13.3.2)...................................................................................................................265
6.6 IQI Tipo Orifício (ver 6.17.1)...............................................................................................................................266
6.7 IQI de Arame (ver 6.17.1) ....................................................................................................................................267
6.8 Identificação RT e Locais de Tipo-Orifício ou IQI de Arame em Juntas de Espessura
Aproximadamene Igual a 10 in [250 mm] e Maiores em Comprimento (ver 6.17.7) ..........................................268
6.9 Identificação RT e Locais de Tipo-Orifício ou IQI de Arame em Juntas de Espessura
Aproximadamene Igual ou menores que 10 in [250 mm] em Comprimento (ver 6.17.7)....................................269
6.10 Identificação RT e Locais de Tipo-Orifício ou IQI de Arame em Juntas de Transição
de 10 in [250 mm] e Maiores em Comprimento...................................................................................................270
6.11 Identificação RT e Locais de Tipo-Orifício ou IQI de Arame em Juntas de Espessura
menores que 10 in [250 mm] em Comprimento ...................................................................................................271
6.12 Blocos de Aresta RT (ver 6.17.13) .......................................................................................................................271
6.13 Exposição de Parede Única – Vista de Parede Única (ver 6.18.1.1).....................................................................272
6.14 Exposição de Parede Dupla – Vista de Parede Única (ver 6.18.1.2).....................................................................272
6.15 Exposição de Parede Dupla – Vista de Parede Dupla (Elíptica), Mínimo de Duas Exposições (ver 6.18.1.2) .....273
6.16 Exposição de Parede Dupla – Vista de Parede Dupla (Elíptica), Mínimo de Três Exposições (ver 6.18.1.3) ......273
6.17 Cristal Transdutor (ver 6.22.7.2) ..........................................................................................................................274
6.18 Procedimento de Qualificação da Unidade de Busca Usando Bloco de Referência IIW (ver 6.22.7.7)................274
6.19 Bloco Típico do Tipo IWW (ver 6.23.1) ..............................................................................................................275
6.20 Blocos de Qualificação (ver 6.23.3) .....................................................................................................................276
6.21 Visão de Plano de Padrões de Escaneamento UT (ver 6.32) ................................................................................278
6.22 Técnicas de Escaneamento (ver 6.27.5)................................................................................................................279
6.23 Posições do Transdutor (Típico) (ver 6.29) ..........................................................................................................280
7.1 Dimensões e Tolerâncias de Pinos com Cabeça do Tipo-Padrão (ver 7.2.1).......................................................289
7.2 Suporte de Tese de Tensão Típico (ver 7.3.2) ......................................................................................................289
7.3 Arranjo de Teste de Torque e Tabela de Torques de Teste (ver 7.6.6.2) ..............................................................290
7.4 Dispositivo de Teste de Flexão (ver 7.9.7.2) ........................................................................................................291
7.5 - Tipo de Dispositivo Sugerido para Teste de Qualificação de Pinos Pequenos (ver 7.9.7.2).................................291
F.1 Gráfico de Conteúdo de Temperatura-Umidade a ser Usado em Conjunção com Programa de Teste para
Determinar Tempo Estendido de Exposição Atmosférica de Eletrodos SMAW de Baixo Hidrogênio................313
F.2 Aplicação de Gráfico de Conteúdo de Temperatura-Umidade na Determinação de Tempo de Exposição
Atmosférica de Eletrodos SMAW de Baixo Hidrogênio (ver 5.3.2.3)..................................................................314
H.1 Outros Blocos Aprovados e Posição de Transdutor Típica (ver H2.3.1) ..............................................................320
I.1 Classificação de Zona de Aços (ver I5.1) .............................................................................................................328
I.2 Taxa de Resfriamento Crítica para 350 HV e 400 HV (ver I3.3)..........................................................................328
I.3 Gráficos para Determinar Taxas de Resfriamento para Soldas de Filete SAW de Passe Único (ver I6.1.3) ........329
I.4 Relação Entre Tamanho de Solda de Filete e Entrada de Energia (ver I6.1.5) ....................................................332
S.1 Refletor de Referência Padrão (ver S5) ................................................................................................................387
S.2 Bloco de Calibragem Recomendado (ver S5).......................................................................................................387
S.3 Refletor Típico Padrão (Localizado em Maquetes de Solda e Soldas de Produção) (ver S5)...............................388
S.4 Correção de Transferência (ver S6.1) ...................................................................................................................389
S.5 Profundidade de Onda de Compressão (Calibragem de Varredura Horizontal) (ver S6.2.1)................................389
S.6 Calibragem de Sensibilidade de Onda de Compressão (ver S6.2.2) .....................................................................390
S.7 Calibragem de Sensibilidade e Distância de Onda de Cisalhamento (ver S6.3.1) ...............................................390
S.10 Características de Descontinuidade Cilíndrica (ver S8.2.2)..................................................................................392
S.14 Marcação da Tela de Exibição (ver S11) 21f.......................................................................................................394
S.15 Relatório de UT (Procedimento Alternativo) (ver S13)........................................................................................395
T.1 – Definição de Termos para Alfa Computado .........................................................................................................398
C-2.1 Equilíbrio de Solda de Filete sobre o Ângulo do Eixo Neutro (ver C-2.6.2) .......................................................445
C-2.2 Planos de Cisalhamento para Soldas em Chanfro e de Filete (ver C-2.6.4).........................................................445
C-2.3 Carga Excêntrica (ver C-2.6.4.2 e C-2.6.4.3)........................................................................................................446
C-2.4 Relação de Deformação de Carga para Soldas (ver C-2.6.4.2 e C-2.6.4.3) ..........................................................446
C-2.5 Exemplo de um Grupo de Solda Obliquamente Carregado ..................................................................................447](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-31-320.jpg)
![1. REQUISITOS GERAIS AWS D1.1/D1.1M:2010
xxx
C-2.6 Solução Gráfica da Capacidade de um Grupo de Solda Obliquamente Carregada ...............................................448
C-2.7 Juntas Sobrepostas Soldadas em Solda de Filete Única (ver C-2.9.1.1) ...............................................................449
C-2. Ilustrações de Tensões do Membro de Ramificação Correspondentes ao Modo de Carga (ver C-2.21.6.2).........449
C-2.9 Requisitos de Perfil de Solda Melhorada (ver C-2.21.6.6) ...................................................................................450
C-2.10 Concepção Simplificada de PuncionamentoPuncionamento (ver C-2.25.1.1)......................................................450
C-2.11 Confiabilidade dos Critérios de PuncionamentoPuncionamento Usando Alfa Computado (ver C-2.25.1.1) .......451
C-2.12 Transição entre Folga e Conexões Sobrepostas (ver C-2.25.2.1)..........................................................................452
C-2.13 Teorema do Limite Superior (ver C-2.21.6.2, C-2.25.2, e C-2.27)......................................................................452
C-2.14 Padrões de Linha de Limite (ver C-2.27 e C-2.25.2)............................................................................................453
C-3.1 Oscilógrafos e Esboços de Transferência de Metal de GMAW-S ........................................................................463
C-3.2 Exemplos de Trinca na Linha do Centro (ver C-3.7.2).........................................................................................464
C-3.3 Detalhes de Preparações Alternativas de Chanfro para Juntas de Ângulo Pré-qualificadas (ver C-3.11.2)..........464
C-4.1 Tipo de Soldagem no Cano Que Não Requer Qualificação de Cano (ver Tabela 4.9)..........................................473
C-5.1 Exemplos de Cantos Reentrantes Inaceitáveis (ver C-5.16) .................................................................................484
C-5.2 Exemplos de Boas Práticas para Ajustes de Corte (ver C-5.16) ...........................................................................484
C-5.3 Deslocamento Permissível em Membros Adjacentes (ver C-5.22.3)....................................................................485
C-5.5 Método Típico para Determinar Variações no Nivelamento da Trave da Braçadeira (ver C-5.23.6.1) ................486
C-5.6 Ilustração Mostrando os Métodos de Medição de Abaulamento (ver C-5.23.4)..................................................487
C-5.7 Medição da Inclinação e Deformação da Flange (ver C-5.23.8)...........................................................................488
C-5.8 Tolerâncias nos Pontos de Rolamento (ver C-5.23.10).........................................................................................489
C-6.1 Juntas de Ângulo ou em T de 90º com Reforço de Aço........................................................................................505
C-6.2 Juntas de Ângulo ou Oblíquas em T.....................................................................................................................505
C-6.3 Juntas de Topo com Separação entre Reforço e Junta ..........................................................................................506
C-6.4 Efeito de Abertura da Raiz em Juntas de Topo com Reforço de Aço ...................................................................506
C-6.5 Varredura com Reforço de Aço Soldado por Selagem .........................................................................................507
C-6.6 Resoluções de para Varredura com Reforço de Aço Soldado por Selagem..........................................................507
C-6.7 Ilustração do Critério de Aceitação de Descontinuidade em Conexões Não Tubulares
Estaticamente Carregadas ou Tubulares Ciclicamente Carregadas (ver 6.12.1) ..................................................508
C-6.8 Ilustração dos Critérios de Aceitação de Descontinuidade em Conexões Não Tubulares
Estaticamente Carregadas ou Tubulares Ciclicamente Carregadas de 1-1/8 in [30 mm] e maiores, Típico de
Descontinuidades Randômica Aceitáveis (ver 6.12.1)..........................................................................................509
C-6.9 Ilustração dos Critérios de Aceitação de Descontinuidade em Conexões Não Tubulares
Ciclicamente Carregadas em Tensão (ver 6.12.2.1)..............................................................................................510
C-7.1 Defeitos Permissíveis nas Cabeças dos Pinos com Cabeça ..................................................................................514
C-8.1 Intrusões Microscópicas .......................................................................................................................................520
C-8.2 Tempo de Fadiga (ver C-8.4.1).............................................................................................................................520
C-8.3 Preparação da Extremidade com Esmerilhador de Broca (ver C-8.4.1)................................................................521
C-8.4 Preparação da Extremidade Normal para Tensão (ver C-8.4.1)............................................................................521
C-8.5 Retificação Efetiva da Extremidade (ver C-8.4.1)................................................................................................522
C-8.6 Retificação da Extremidade [ver C-8.4.1(2)]........................................................................................................522
C- 8.7 Martelamento [ver C-8.4.1(3)]..............................................................................................................................523
C-8.8 Refusão da Extremidade [ver C-8.4.1(4)].............................................................................................................524](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-32-320.jpg)
![AWS D1.1/D1.1M:2010
140
1. Código de Soldagem Estrutural—Aço
1 - Requisitos Gerais
1.1 Âmbito
Este código contém os requisitos para fabricar e
erigir estruturas de aço soldadas. Quando este código
é estipulado em documentos de contrato, deve ser
requisitada conformidade com todas as provisões do
código, exceto por aquelas provisões que o
Engenheiro (ver 1.4.1) ou documentos de contrato
especificamente modifiquem ou isentem.
A seguir está um resumo das cláusulas do código:
1. Requisitos Gerais. Essa cláusula contém
informações básicas sobre o âmbito e limitações do
código, definições chave e principais
responsabilidades das partes envolvidas com
fabricação de aço.
2. Projeto de Conexões Soldadas. Essa cláusula
contém requisitos para projeto de conexões soldadas
compostas de produtos membros de forma tubular e
não tubular.
3. Pré-qualificação. Essa cláusula contém os
requisitos para isentar uma WPS (Welding Procedure
Specification – Especificação de Procedimento de
Soldagem) dos requisitos de qualificação de WPS
deste código.
4. Qualificação. Essa cláusula contém os requisitos
para qualificação WPS e os testes de qualificação
requeridos que devem ser passados a toda a equipe
de soldagem (soldadores, operadores de soldagem e
soldadores de solda provisória) para realizar
soldagens de acordo com este código.
5. Fabricação. Essa cláusula contém requisitos
gerais de fabricação e ereção aplicáveis a estruturas
de aço soldadas governadas por este código,
inclusive os requisitos para metais base, consumíveis
de soldagem, técnica de soldagem, detalhes de solda,
preparação e montagem de material, mão-de-obra,
reparo de solda, e outros requisitos.
6. Inspeção. Essa cláusula contém critérios para a
qualificação e responsabilidades de inspetores,
critérios de aceitação para soldas de produção, e
procedimentos padrão para realizar inspeção visual e
NDT (ensaio não-destrutivo).
7. Soldagem de Pinos. Essa cláusula contém os
requisitos para a soldagem de pinos em aço
estrutural.
8. Reforço e Reparo de Estruturas Existentes.
Essa cláusula contém informações básicas
pertinentes à modificação de solda ou reparo de
estruturas de aço existentes.
1.2 Limitações
Este código foi especificamente desenvolvido para
estruturas de aço soldadas que utilizam aço carbono
ou de baixa liga que são 1/8 in [3 mm] ou mais
espessos, com um limite de escoamento específico
mínimo de 100 ksi [690 MPa] ou menos. O código
pode ser conveniente para governar fabricações
estruturais fora do âmbito do objetivo pretendido. No
entanto, o Engenheiro deve avaliar tal conveniência,
e baseado em tais avaliações, incorporar a
documentos de contrato quaisquer alterações
necessárias aos requisitos do código para tratar dos
requisitos específicos da aplicação que está fora do
âmbito do código. O Comitê de Soldagem Estrutural
encoraja o Engenheiro a considerar a aplicabilidade](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-33-320.jpg)
![AWS D1.1/D1.1M:2010 1. REQUISITOS GERAIS
3
de outros códigos D1 da AWS para aplicações
envolvendo alumínio (AWS D1.2), chapa de aço
igual a ou menor que 3/16 em espessura [5 mm]
(AWS D1.3), aço de reforço (AWS D1.4), e aço
inoxidável (AWS D1.6). O AASHTO/AWS D1.5
Bridge Welding Code foi especificamente
desenvolvido para componentes de soldagem de
pontes e é recomendado para essas aplicações.
1.3 Definições
Os termos de soldagem usados nesse código devem
ser interpretados em conformidade com as definições
fornecidas na última edição do Standard Welding
Terms and Definitions, A3.0, da AWS, acrescentado
do Anexo K deste código e das seguintes definições:
1.3.1 Engenheiro. “Engenheiro” deve ser definido
como um indivíduo devidamente designado que age
pelo, e em nome do, Proprietário em todos os
assuntos no âmbito do código.
1.3.2 Empreiteiro. “Empreiteiro” deve ser definido
como qualquer empresa, ou aquele indivíduo
representando uma empresa, responsável pela
fabricação, ereção, manufatura ou soldagem em
conformidade com as provisões deste código.
1.3.3 Inspetores
1.3.3.1 Inspetor do Empreiteiro. “Inspetor do
Empreiteiro” deve ser definido como a pessoa
devidamente designada que age pelo, e em nome do,
Empreiteiro em todas as inspeções e assuntos de
qualidade dentro do âmbito deste código e dos
documentos de contrato.
1.3.3.2 Inspetor de Verificação. “Inspetor de
Verificação” deve ser definido como a pessoa
devidamente designada que age pelo, e em nome do,
Proprietário ou Engenheiro em todas as inspeções e
assuntos de qualidade especificados pelo
Engenheiro.
1.3.3.3 Inspetor(es) (não modificado). Quando
o termo “Inspetor” é usado sem maiores
qualificações com relação às categorias de Inspetor
descritas acima, ele aplica-se igualmente ao Inspetor
de Empreiteiro e Inspetor de Verificação dentro dos
limites da responsabilidade descrita em 6.1.2.
1.3.4 OEM (Original Equipment Manufacturer –
Fabricante do Equipamento Original). “OEM”
deve ser definido como o único Empreiteiro que
assume alguma ou todas as responsabilidades
atribuídas por esse código ao Engenheiro.
1.3.5 Proprietário. “Proprietário” deve ser definido
como o indivíduo ou empresa que exerce a
propriedade legal do produto ou montagem estrutural
produzido sob este código.
1.3.6 Termos do Código “Deve,” “Deveria” e
“Pode.” “Deve,” “deveria” e “pode” têm o seguinte
significado:
1.3.6.1 Deve. Provisões do código que usam
“deve” são obrigatórias a menos que especificamente
modificado em documentos de contrato pelo
Engenheiro.
1.3.6.2 Deveria. A palavra “deveria” é usada
para práticas recomendadas que são consideradas
benéficas, mas não são requisitos.
1.3.6.3 Pode. A palavra “pode” em uma provisão
permite o uso de procedimentos ou práticas
opcionais que podem ser usados como uma
alternativa ou complemento a requisitos do código.
Esses procedimentos opcionais que requerem a
aprovação do Engenheiro devem ou ser
especificados em documentos de contrato ou
requerem a provação do Engenheiro. O Empreiteiro
pode usar qualquer opção sem a aprovação do
Engenheiro quando o código não especifica que a
aprovação do Engenheiro deve ser requisitada.
1.4 Responsabilidades
1.4.1 Responsabilidades do Engenheiro. O
Engenheiro deve ser responsável pelo
desenvolvimento dos documentos de contrato que
governam produtos ou montagens estruturais
produzidas sob este código. O Engenheiro pode
acrescentar, excluir, ou modificar de outra forma os
requisitos deste código para atender aos requisitos
particulares de uma estrutura específica.
Todos os requisitos que modificam este código
devem ser incorporados em documentos de contrato.
O Engenheiro deve determinar a adequação de cada
detalhe de junta a ser usado na montagem soldada.
O Engenheiro deve especificar em documentos de
contrato, conforme necessário e conforme aplicável,
o seguinte:
(1) Requisitos do código que são aplicáveis
apenas quando especificado por um Engenheiro.
(2) Todo NDT adicional que não é
especificamente abordado neste código.
(3) Inspeção de Verificação, quando requisitada
por um Engenheiro.
(4) Critérios de aceitação de solda diferentes dos
especificados na Cláusula 6.
(5) Critérios de tenacidade CVN para metal de
solda, metal base, e/ou HAZ quando requisitado.
(6) Para aplicações não tubulares, seja a estrutura
estatisticamente ou ciclicamente carregada.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-34-320.jpg)
![1. REQUISITOS GERAIS AWS D1.1/D1.1M:2010
3
(7) Todos os requisitos adicionais que não são
especificamente tratados no código.
(8) Para aplicações OEM, as responsabilidades
das partes envolvidas.
1.4.2 Responsabilidades do Empreiteiro. O
Empreiteiro deve ser responsável pelas qualificações
WPSs da equipe de soldagem, pela inspeção do
Empreiteiro, e por realizar o trabalho em
conformidade com os requisitos deste código e
documentos de contrato.
1.4.3 Responsabilidades do Inspetor
1.4.3.1 Inspeção do Empreiteiro. A Inspeção do
Empreiteiro deve ser fornecida pelo Empreiteiro e
deve ser realizada conforme necessário para
assegurar que materiais e mão-de-obra atendem aos
requisitos dos documentos de contrato.
1.4.3.2 Inspeção de Verificação. O Engenheiro
deve determinar se deve ser realizada Inspeção de
Verificação. Responsabilidades para a Inspeção de
Verificação devem ser estabelecidas entre o
Engenheiro e o Inspetor de Verificação.
1.5 Aprovação
Todas as referências à necessidade de aprovação
devem ser interpretadas como significando
aprovação da Autoridade que tem Jurisdição ou o
Engenheiro
1.6 Símbolos de Soldagem
Símbolos de Soldagem devem ser aqueles mostrados
na última edição de Symbols for Welding, Brazing,
and Nondestructive Examination, A2.4, da AWS.
Condições especiais devem ser completamente
explicadas por notas ou detalhes acrescentados.
1.7 Precauções de Segurança
Questões e preocupações de segurança e saúde estão
além do âmbito desta norma e portanto não são
completamente abordadas aqui. É responsabilidade
do usuário estabelecer práticas apropriadas de saúde
e segurança. Informações sobre saúde e segurança
estão disponíveis em outras fontes, que incluem entre
outros:
(1) ANSI Z49.1, Safety in Welding, Cutting, and
Allied Processes1
(2) Literatura de segurança do fabricante sobre
equipamentos e materiais
(3) Regulamentos federais, estaduais e locais, ou
outros requisitos jurisdicionais
(4) Anexo R Práticas de Segurança
O trabalho feito em conformidade com este código
pode envolver materiais que são considerados
perigosos. O usuário deveria determinar a
aplicabilidade de quaisquer limitações regulatórias
antes do uso.
1.8 Unidades Padrão de Medida
Este padrão faz uso tanto das Unidades Habituais dos
EUA e do Sistema Internacional de Unidades (SI).
As medidas podem não ser exatamente equivalentes;
portanto, cada sistema deve ser usado
independentemente do outro sem combinação de
qualquer forma. O padrão com a designação
D1.1:2010 usa Unidades Habituais dos EUA. A
norma com designação D1.1M:2010 usa Unidades
SI. As últimas são mostradas dentro de colchetes [ ].
1.9 Documentos de Referência
O Anexo U contém uma lista de todos os
documentos referidos neste código.
1
ANSI Z49.1 é publicado pela Sociedade
Americana de Soldagem. 550 N.W. LeJeune
Road, Miami, FL 33126, EUA.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-35-320.jpg)



![AWS D1.1/D1.1M:2010 2. PROJETO DE CONEXÕES SOLDADAS
7
da solda deve ser considerado para não exceder 25% de
seu comprimento efetivo.
2.4.2.4 Soldas de Filete Descontínuas
(Comprimento Mínimo). O comprimento mínimo de
segmentos de uma solda de filete descontínua deve ser
1-1/2 in [38 mm].
2.4.2.5 Comprimento Máximo Efetivo. Para soldas
de filete carregadas na extremidade com um
comprimento de até 100 vezes a dimensão da perna, á
permitido tomar o comprimento efetivo como igual ao
comprimento real. Quando o comprimento da solda de
filete carregada na extremidade excede 100, mas não
mais que 300 vezes o tamanho da solda, o comprimento
efetivo deve ser determinado ao multiplicar o
comprimento real pelo coeficiente de redução .
( )
Onde
= coeficiente de redução
L = comprimento real da solda carregada na
extremidade, in [mm]
w = tamanho da perna de solda, in [mm]
Quando o comprimento excede 300 vezes o tamanho
da perna, o comprimento efetivo deve ser tomado como
180 vezes o tamanho da perna.
2.4.2.6 Cálculo de Garganta Efetiva. Para soldas
de filete entre partes que se encontram em ângulos entre
80° e 100° a garganta efetiva deve ser tomada como a
distância mais curta da raiz da junta à face da junta de
uma solda diagramática de 90° (ver Anexo A). Para
soldas em ângulos agudos entre 60° e 80° e para soldas
em ângulos obtusos maiores que 100°, o tamanho de
perna de solda requerido para fornecer a garganta efetiva
especificada deve ser calculado considerando a
geometria (ver Anexo B). Pra soldas em ângulos agudos
entre 60°e 30°, o tamanho de perna deve ser aumentado
pela dimensão de perda Z para considerar a incerteza de
metal de solda bom no passe de raiz do ângulo estreito
para o processo de soldagem ser usado (ver 2.4.3).
2.4.2.7 Soldas de Filete de Reforço. A garganta
efetiva de uma combinação de solda em chanfro PJP e
uma solda de filete deve ser a distância mais curta da
raiz de junta à face de solda da solda diagramática
menos 1/8 in [3 mm] para qualquer detalhe de solda
requerendo tal dedução (ver Figura 3.3 e Anexo A).
2.4.2.8 Tamanho Mínimo. O tamanho mínimo de
solda de filete não deve ser menor que o tamanho
requerido para transmitir a carga nem que o fornecido
em 5.14.
2.4.2.9 Tamanho Máximo da Solda em Juntas
Sobrepostas. O tamanho máximo da solda de filete
detalhada ao longo das bordas do metal base em juntas
sobrepostas deve ser o seguinte:
(1) a espessura do metal base, para metal menos
espesso que 1/4 in [6 mm] (ver Figura 2.1, Detalhe A).
(2) 1/16 in [2 mm] menos que a espessura do metal
base, para metal 1/4 in [6 mm] ou mais em espessura
(ver Figura 2.1, Detalhe B), a menos que a solda seja
designada no desenho de oficina para ser construída para
obter espessura total de garganta para um tamanho de
perna igual à espessura do metal base. Na condição de
soldagem em bruto, a distância entre a aresta do metal
base e a extremidade da solda pode ser menor que 1/16
in [2 mm] dado que o tamanho da solda seja claramente
verificável.
2.4.2.10 Área Efetiva de Soldas de Filete. A área
efetiva deve ser o comprimento efetivo da solda
multiplicado pala garganta efetiva.
2.4.3 Juntas Oblíquas em T
2.4.3.1 Geral. Juntas em T nas quais o ângulo entre
as partes encaixadas é maior que 100° ou menor que 80°
devem ser definidas como juntas oblíquas em T.
Detalhes pré-qualificados de juntas oblíquas em T são
mostrados na Figura 3.11. Os detalhes de juntas para os
lados agudos e obtusos podem ser usados conjuntamente
ou independentemente dependendo das condições de
serviço e projeto com consideração apropriada para
efeitos de excentricidade.
2.4.3.2 Soldas em Ângulos Agudos entre 80° e 60°
e em Ângulos Obtusos Maiores que 100°. Quando
soldas são depositadas em ângulos entre 80° e 60° ou em
ângulos maiores que 100° os documentos de contrato
devem especificar a garganta efetiva requerida. Os
desenhos de oficina devem mostrar claramente a
colocação de soldas e as dimensões de perna requeridas
para satisfazer a garganta efetiva requerida (ver Anexo
B).
2.4.3.3 Soldas em Ângulos entre 60° e 30°. Quando
a soldagem é necessária em um ângulo que é menor que
60° mas igual ou maior que 30° [Figura 3.11(D)], a
garganta efetiva deve ser aumentada pela compensação
de perda Z (Tabela 2.2). Os documentos de contrato
devem especificar a garganta efetiva requerida. Os
desenhos de oficina devem mostrar as dimensões de
perna requeridas para satisfazer a garganta de solda
requerida, aumentada pela compensação de perda Z
(Tabela 2.2) (ver Anexo B para cálculo de garganta
efetiva).
2.4.3.4 Soldas em Ângulos Menores que 30°.
Soldas depositadas em ângulos agudos menores que 30°
não devem ser considerados como efetivos na
transmissão de forças aplicadas exceto quando
modificados para estruturas tubulares como em 4.13.4.2.
2.4.3.5 Comprimento Efetivo de Juntas Oblíquas
em T. O comprimento efetivo de juntas oblíquas em T
deve ser o comprimento geral do tamanho total da solda.
Nenhuma redução deve ser presumida em cálculo de
projeto para permitir o início ou parada da solda.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-39-320.jpg)
![AWS D1.1/D1.1M:2010 2. PROJETO DE CONEXÕES SOLDADAS
8
2.4.3.6 Tamanho Mínimo de Solda de Junta
Oblíqua em T. Os requisitos de 2.3.2.8 devem aplicar-
se.
2.4.3.7 Garganta Efetiva de Juntas Oblíquas em
T. A garganta efetiva de uma junta oblíqua em T em
ângulos entre 60° e 30° deve ser a distância mínima da
raiz à face diagramática, menos a dimensão da redução
de perda Z. A garganta efetiva de uma junta oblíqua em
T em ângulos entre 80° e 60° e em ângulos maiores que
100° deve ser tomada como a distância mais curta da
raiz da junta à face de solda.
2.4.3.8 Área Efetiva de Juntas Oblíquas em T. A
área efetiva de juntas oblíquas em T deve ser a garganta
efetiva especificada multiplicada pelo comprimento
efetivo.
2.4.4 Soldas de Filete em Buracos e Ranhuras
2.4.4.1 Limitações de Diâmetro e Largura. O
diâmetro mínimo do buraco ou da largura da ranhura em
que uma solda de filete será depositada não deve ser
menor que a espessura da parte em que é feita mais 5/16
in [8 mm].
2.4.4.2 Extremidades de Ranhuras. Exceto por
aquelas extremidades que se estendem à aresta da parte,
as extremidades da ranhura devem ser semicirculares ou
devem ter as os cantos arredondados para um raio não
menor que a espessura da parte na qual é feita.
2.4.4.3 Comprimento Efetivo de Soldas de Filete
em Buracos ou Ranhuras. Para soldas de filete em
buracos ou ranhuras, o comprimento efetivo deve ser o
comprimento da solda ao longo da linha de centro da
garganta.
2.4.4.4 Área Efetiva de Soldas de Filete em Buracos
ou Ranhuras. A área efetiva deve ser o comprimento
efetivo multiplicado pela garganta efetiva. No caso de
soldas de filete de tal tamanho que elas sobrepõem na
linha de centro quando depositadas em buracos ou
ranhuras, a área efetiva não deve ser tomada como maior
que a área de seção transversal do buraco ou ranhura no
plano da superfície de contato.
2.4.5 Soldas de Tampão
2.4.5.1 Limitações de Diâmetro e Largura. O diâmetro
mínimo do buraco ou a profundidade da ranhura em que
uma solda de tampão deve ser depositada não deve ser
menos que a espessura da parte na qual é feita mais 5/16
in [8 mm.]. O diâmetro máximo do buraco ou largura da
ranhura não deve exceder o diâmetro mínimo mais 1/8
in [3 mm] ou 2-1/4 vezes a espessura da parte, o que for
maior.
2.4.5.2 Comprimento e Forma da Ranhura. O
comprimento da ranhura em que soldas de tampão serão
depositadas não deve exceder dez vezes a espessura da
parte em que é feita. As extremidades da ranhura devem
ser semicirculares ou devem ter os cantos arredondados
para um raio não menor que a espessura da parte em que
é feita.
2.4.5.3 Área Efetiva de Soldas de Tampão. A área
efetiva de soldas de tampão deve ser a área nominal do
buraco ou ranhura no plano da superfície de contato.
2.4.5.4 Profundidade de Enchimento. A profundidade
mínima de enchimento de soldas de tampão deve
atender aos seguintes requisitos:
(1) para soldas de tampão em material com
espessura de 5/8 in [16 mm] ou menos, a espessura do
material.
(2) para soldas de tampão em materiais com
espessura maior que 5/8 in [16 mm], metade da
espessura do material ou 5/8 in [16 mm], o que for
maior.
Em nenhum caso é requisitado que a profundidade
mínima de enchimento seja maior que a espessura da
parte mais fina sendo juntada.
Parte B
Requisitos Específicos para Projeto de
Conexões Não-Tubulares (Carregadas
Estaticamente ou Ciclicamente)
2.5 Geral
Os requisitos específicos da Parte B juntamente com os
requisitos da Parte A devem aplicar-se a todas as
conexões de membros não-tubulares sujeitas a
carregamento estático. Os requisitos das partes A e B,
exceto quando modificados pela parte C, devem aplicar-
se também a carregamento cíclico.
2.6 Tensões
2.6.1 Tensões Calculadas. As tensões calculadas a
serem comparadas com as tensões permissíveis devem
ser tensões nominais determinadas por análise
apropriada ou tensões determinadas a partir dos
requisitos mínimos de resistência da junta que podem
ser especificados nas especificações de projeto
aplicáveis que este código para projeto de conexões
soldadas invoca.
2.6.2 Tensões Calculadas Devidas a Excentricidade.
No projeto de juntas soldadas, a tensão calculada a ser
comparada com tensões permissíveis deve incluir
aquelas devidas a excentricidade, se as houver, em
alinhamento de partes conectadas e a posição, tamanho e
tipo de soldas, exceto o que consta a seguir: para
estruturas estaticamente carregadas, o local de soldas de
filete para equilibrar as forças ao redor do(s) eixo(s)
neutro(s) para conexões de extremidade de ângulo
único, ângulo duplo e membros similares não é
necessário. Em tais membros, arranjos de solda no
calcanhar e ponta de membros de ângulo podem ser
distribuídos para adaptar-se ao comprimento de várias
arestas disponíveis.
2.6.3 Tensões Permissíveis de Metal Base. As tensões
calculadas de metal base não devem exceder as tensões
permissíveis especificadas nas especificações de projeto
aplicáveis.
2.6.4 Tensões Permissíveis de Metal de Solda. As
tensões calculadas na área efetiva de juntas soldadas não](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-40-320.jpg)
![AWS D1.1/D1.1M:2010 2. PROJETO DE CONEXÕES SOLDADAS
9
devem exceder as tensões permissíveis fornecidas na
Tabela 2.3, exceto como permitido por 2.6.4.2, 2.6.4.3, e
2.6.4.4. O uso de 2.6.4.2 deve ser limitado à análise de
uma única solda ou grupo de soldas de filete linear
consistindo de soldas de filete linear paralelas todas
carregadas no mesmo ângulo.
2.6.4.1 Tensão em Soldas de Filete. A tensão em
soldas de filete deve ser considerada como cisalhamento
aplicado à área efetiva para qualquer direção de carga
aplicada.
2.6.4.2 Tensão Permissível Alternativa de Solda
de Filete. Para uma solda de filete linear única ou
grupos de solda de filete consistindo de soldas de filete
linear paralelas todas carregadas no mesmo ângulo e
carregadas em plano através do centro de gravidade do
grupo de solda, a tensão permissível pode ser
determinada pela Fórmula (1):
Fórmula (1) ( )
onde
= unidade de tensão permissível
= número de classificação de eletrodo, isto é,
classificação de resistência de eletrodo
Θ = ângulo entre a direção da força e o eixo do
elemento de solda, graus
2.6.4.3 Centro de Rotação Instantâneo. As tensões
permissíveis em elementos de solda dentro de um grupo
de solda que são carregados em plano e analisados
usando um método instantâneo de centro de rotação para
manter compatibilidade de deformação, e o
comportamento de deformação de carga não linear de
soldas carregadas de ângulo variável, devem ser o
seguinte:
∑
Fv ∑ Fvi
( ) ( )
F( ) ( , , ) , 3
∑ ( ) ( )
onde
= Força interna total na direção x
= Força interna total na direção y
= componente x de tensão
= componente y de tensão
M = Momento de forças internas ao redor do
centro de rotação instantâneo
Ρ = ∆i /∆m taxa de deformação de elemento
“i” a deformação no elemento em tensão
máxima
( ) , deformação de
elemento de solda em tensão máxima, in
[mm]
( ) , < 0,17 W,
deforma-ção de elemento de solda em
tensão de ruptura (fratura), normalmente
em elemen-to mais distante do centro de
rotação instantâneo, in [mm]
W = tamanho de perna na solda de filete, in
[mm]
= deformação de elementos de solda em
níveis de tensão intermediários,
linearmente proporcionado à deformação
crítica baseada em distância do centro de
rotação instantâneo, in [mm] =
.
x = componente de
y = componente de
= distância do centro de rotação
instantâneo para elemento de solda com
taxa mínima , in [mm]
2.6.4.4 Grupos de Solda Concentricamente
Carregados. De forma alternativa, para o caso especial
de um grupo de solda concentricamente carregado, a
tensão permissível de cisalhamento para cada elemento
de solda determinado usando a Fórmula (2) e as cargas
permissíveis de todos os elementos calculados e
adicionados.
Fórmula (2)
onde
= unidade de tensão permissível
= resistência de tração nominal de metal de
adição
= o coeficiente de resistência equivalente
para solda de filete carregadas
obliquamente, escolhidas da Tabela 2.4.
2.6.5 Aumento de Tensão Permissível. Onde as
especificações de projeto aplicáveis permitem o uso de
tensões aumentadas no metal base por qualquer razão,
um aumento correspondente deve ser aplicado às tensões
permissíveis dadas aqui, mas não às faixas de tensão
permitidas por metal base ou metal de solda sujeito a
carregamento cíclico.
2.7 Configuração e Detalhes de
Junta
2.7.1 Considerações Gerais. Conexões soldadas devem
ser projetadas para satisfazer a resistência e rigidez ou
requisitos de flexibilidade das especificações gerais
invocadas.
2.7.2 Conexões e Emendas de Membros de
Compressão
2.7.2.1 Conexões e Emendas Projetadas para
Suportar Conexões que não sejam com a Placa Base.
A menos que especificado de outra forma em
documentos de contrato, emendas de coluna que são
projetadas para suportar devem ser conectadas por](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-41-320.jpg)
![AWS D1.1/D1.1M:2010 2. PROJETO DE CONEXÕES SOLDADAS
10
soldas em chanfro PJP ou por detalhes soldados de filete
suficientes para manter as partes no lugar.
Quando membros de compressão que não sejam colunas
são projetados para suportar soldas de emendas ou
conexões, devem ser projetados para manter todas as
partes em alinhamento e devem ser proporcionadas para
50% da força no membro. Os requisitos das Tabelas 3.4
ou 5.8 devem aplicar-se.
2.7.2.2 Conexões e Emendas Não Projetados para
Suportar Exceto por Conexões a Placas Base. Soldas
que juntem emendas em colunas e emendas e conexões
em outros membros de compressão que não sejam
projetados para suportar devem ser projetadas para
transmitir a força nos membros, a menos que soldas CJP
ou requisitos mais restritivos sejam especificados em
documentos de contrato ou especificações reguladoras.
Os requisitos da Tabela 3.4 ou Tabela 5.8 devem
aplicar-se.
2.7.2.3 Conexões com Placas Base. Em placas base
de colunas e outros membros de compressão, a conexão
deve ser adequada para manter o membro com
segurança no lugar.
2.7.3 Metal Base Através de Carregamento de
Espessura. Em juntas T e de ângulo cuja função é
transmitir tensão normal à superfície de uma parte
conectada, especialmente quando a espessura do metal
base do membro de ramificação ou o tamanho de solda
requerido é 3/4 in [20 mm] ou maior, atenção especial
deve ser dada durante o projeto, seleção de metal base e
detalhamento. Detalhes de junta que minimizam a
intensidade de tensão em metal base sujeito a tensão na
direção através-espessura devem ser usadas quando for
prático. A especificação de tamanhos de solda maiores
que o necessário para transmitir tensão calculada deve
ser evitada.
2.7.4 Combinações de Soldas. Exceto conforme
fornecido aqui, se duas ou mais soldas de tipo diferente
(chanfro, filete, tampão) são combinadas para dividir a
carga em uma conexão simples, a capacidade da
conexão deve ser calculada como a soma das soldas
individuais determinadas com relação à direção da carga
aplicada. Esse método de adicionar capacidades
individuais de soldas não se aplica a soldas de filete
reforçando soldas em chanfro PJP (ver Anexo A).
2.7.5 Superfície de Contorno em Juntas de Topo, de
Ângulo e em T. Soldas de filete podem ser aplicadas
sobre soldas em chanfro CJP e PJP em juntas de topo
juntando partes de largura ou espessura desigual, juntas
de ângulo e em T para o propósito de contornar a face de
solda ou para reduzir concentrações de tensão. Quando
tal superfície contornando soldas de filete é usada em
aplicações carregadas estaticamente, o tamanho precisa
ser mais que 5/16 in [8 mm]. O reforço similar a filete
na superfície de juntas em T e de ângulo de soldas em
chanfro que naturalmente ocorre não deve ser causa de
rejeição nem precisa ser removido contanto que não
interfira com outros elementos da construção. O raio
mínimo de contorno não precisa ser fornecido.
2.7.6 Buracos de Acesso de Solda. Quando buracos de
acesso de solda são requeridos, eles devem ser
dimensionados para fornecer liberação necessária para
deposição de metal de solda bom. Os requisitos de
forma e tamanho de 5.17.1 devem aplicar-se. O
projetista e detalhista devem reconhecer que buracos
com o tamanho mínimo requerido podem afetar a área
máxima líquida disponível no metal base conectado.
2.7.7 Sodas com Rebites ou Parafusos. Conexões que
são soldadas a um membro e parafusadas ou rebitadas a
outro devem ser permitidas. Quando parafusos e soldas
dividem a carga de uma superfície de contato comum, a
compatibilidade de deformação entre os parafusos e
soldas deve ser considerada (ver comentário).
2.8 Configuração e Detalhes de
Junta — Soldas em Chanfro
2.8.1 Transições em Espessuras e Larguras. Para
estruturas estaticamente carregadas, a superfície
contornando as soldas de filete precisa ser fornecida.
Quando superfícies contornando soldas de filete são
requeridas pelo Engenheiro, elas devem ser
especificadas nos documentos de contrato (ver Figura
2.3).
2.8.2 Proibição de Soldas em Chanfro. CJP de
Comprimento Parcial. Soldas em chanfro CJP
descontínuas ou de comprimento parcial devem ser
proibidas a menos que membros construídos de
elementos conectados por soldas de filete possam ter
soldas em chanfro de comprimento limitado em pontos
de aplicação de carga localizada para participar na
transferência de carga localizada. A solda em chanfro
deve estender em tamanho uniforme para pelo menos o
comprimento requerido para transferir a carga. Além
desse comprimento, o chanfro deve ser feito com uma
transição em profundidade a zero sobre uma distância
não menor que quatro vezes sua profundidade. O
chanfro deve ser preenchido por jateamento antes da
aplicação da solda de filete.
2.8.3 Soldas em Chanfro PJP Descontínuas. Soldas
em chanfro PJP descontínuas, bisel curvado e soldas em
chanfro curvado podem ser usadas para transferir tensão
de cisalhamento entre as partes conectadas.
2.8.4 Remoção de Guia de Solda. Para estruturas não-
tubulares estaticamente carregadas, as guias de solda
não precisam ser removidas. Quando a remoção é
necessária, ou quando os requisitos de acabamento da
superfície são outros que os descritos em 5.15.4, os
requisitos devem ser especificados nos documentos de
contrato.
2.9 Detalhes e Configuração de
Junta — Juntas de Filete
Soldadas
2.9.1 Juntas Sobrepostas
2.9.1.1 Soldas de Filete Transversal. Soldas de filete
transversal em juntas sobrepostas transferindo tensão
entre partes carregadas axialmente devem ser soldadas
em filete duplo (ver Figura 2.4) exceto quando a
deflexão da junta é suficientemente retida para evitar a](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-42-320.jpg)
![AWS D1.1/D1.1M:2010 2. PROJETO DE CONEXÕES SOLDADAS
11
abertura sob carga. 2.9.1.2 Sobreposição Mínima. A
sobreposição mínima de partes em juntas sobrepostas
carregando tensão deve ser cinco vezes a espessura da
parte mais fina, mas não menos que 1 in [25 mm]. A
menos que a deflexão fora do plano seja prevenida, elas
devem ser soldadas em filete duplo (ver Figura 2.4) ou
juntas por pelo menos duas linhas transversais de soldas
de tampão ou dois ou mais filetes longitudinais de solda
ou solda de tampão.
2.9.2 Soldas de Filete Longitudinal. Se apenas soldas
de filete longitudinal são usadas em juntas sobrepostas
de conexões de extremidade de barra chata ou membros
de placa, o comprimento de cada solda de filete não
deve ser menor que a distância perpendicular entre elas
(ver Figura 2.5). O espaçamento transversal de soldas de
filete transversal usadas em conexões de extremidade
não deve exceder 16 vezes a espessura da parte mais
fina conectada a menos que provisões adequadas sejam
feitas (como por soldas de tampão intermediárias) para
prevenir flambagem ou separação das partes. As soldas
de filete longitudinal podem ser ou nas arestas dos
membros ou em ranhuras. O projeto de conexões usando
soldas de filete longitudinal para membros que não
sejam seções transversais de barra chata deve ser como
fornecido nas especificações gerais de projeto.
2.9.3 Terminações de Soldas de Filete
2.9.3.1 Geral. Terminações de filete de solda podem
estender-se às extremidades de partes, ou podem ser
interrompidas, ou podem ter soldagens de acabamento,
exceto como limitado pelos seguintes casos:
2.9.3.2 Juntas de Sobreposição Sujeitas a Tensão.
Em juntas de sobreposição em que uma parte estende-se
além da aresta ou lado de uma parte sujeita a tensão de
tração calculada, as soldas de filete devem terminar com
não menos que o tamanho da solda do começo da
extensão (ver Figura 2.6).
2.9.3.3 Comprimento Máximo de Soldagem de
Acabamento. Juntas soldadas devem ser arranjadas para
permitir a flexibilidade assumida no projeto da conexão.
Se as pernas salientes do metal base de conexão são
anexadas a soldas com soldagem de acabamento, o
comprimento da soldagem de acabamento não deve
exceder quatro vezes o tamanho nominal da solda (ver
Figura 2.7 para exemplos de conexões flexíveis).
2.9.3.4 Soldas de Reforço Transversais. Exceto
quando as extremidades de filetes estão soldadas à
flange, soldas de filete juntando reforços transversais a
braçadeiras de trave devem começar ou terminar a não
menos que quarto vezes e não mais que seis vezes a
espessura da braçadeira a partir da extremidade da
braçadeira das soldas braçadeira-a-flange.
2.9.3.5 Lados Opostos de um Plano Comum.
Soldas de filete nos lados opostos de um plano comum
devem ser interrompidos no canto comum a ambas as
soldas (ver Figura 2.8).
2.9.4 Soldas de Filete em Buracos ou Ranhuras.
Soldas de filete em buracos ou ranhuras em juntas
sobrepostas podem ser usados para transferir
cisalhamento ou prevenir flambagem ou separação entre
partes sobrepostas. Espaçamento e dimensões mínimos
de buracos ou ranhuras para soldas de filete devem estar
em conformidade com os requisitos de 2.4.4.1, 2.4.4.2,
2.9.1, 2.9.2, e 2.10. Essas soldas de filete podem
sobrepor sujeitas às provisões de limitação de 2.4.4.4.
Soldas de filete em buracos ou ranhuras não são
consideradas soldas de tampão.
2.9.5 Soldas de Filete Descontínuas. Soldas de filete
descontínuas podem ser usadas para transferir tensão
entre partes conectadas.
2.10 Detalhes e Configuração de
Juntas – Soldas de Tampão
2.10.1 Espaçamento Mínimo (Soldas de Tampão -
Plug). O espaçamento mínimo de centro a centro de
soldas de tampão (plug) deve ser quarto vezes o
diâmetro do buraco.
2.10.2 Espaçamento Mínimo (Soldas de Tampão -
Slot). O espaçamento mínimo de centro a centro de
linhas de soldas de tampão (slot) em uma direção
transversal ao seu comprimento deve ser quatro vezes a
largura da ranhura. O espaçamento mínimo de centro a
centro em uma direção longitudinal deve ser duas vezes
o comprimento da ranhura.
2.10.3 Dimensões Pré-qualificadas. Dimensões para
soldas de tampão pré-qualificadas são descritas em 2.4.5
e 3.10.
2.10.4 Proibição em Aços Resfriados e Temperados.
Soldas de tampão devem ser proibidas em aços
resfriados e temperados com mínimo especificado
maior que 70 ksi [490 MPa].
2.11 Placas de Enchimento
Sempre que for necessário usar placas de enchimento
em juntas requeridas a transferir força aplicada, as
placas de enchimento e as soldas de conexão devem
estar em conformidade com os requisitos de 2.11.1 ou
2.11.2, conforme aplicável.
2.11.1 Placas de Enchimento Finas. Placas de
enchimento com espessura menor que 1/4 in [6 mm] não
devem ser usadas para transferir tensão. Quando a
espessura da placa de enchimento é menor que 1/4 in [6
mm], ou quando a espessura da placa de enchimento é
maior que 1/4 in [6 mm] mas não adequada para
transferir a força aplicada entre as partes conectadas, a
placa de enchimento deve ser mantida flush com a aresta
da parte de for a conectada, e o tamanho da solda deve
ser aumentado sobre o tamanho requerido por uma
quantia igual à espessura da placa de enchimento (ver
Figura 2.9)
2.11.2 Placas de Enchimento Grossas. Quando a
espessura da placa de enchimento é adequada para
transferir a força aplicada entre as partes conectadas, a
placa de enchimento deve estender-se além das arestas
do metal base de fora conectado. As soldas juntando o
metal base de for a conectado à placa de enchimento](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-43-320.jpg)
![AWS D1.1/D1.1M:2010 2. PROJETO DE CONEXÕES SOLDADAS
12
devem ser suficientes para transmitir a força à placa de
enchimento, e a área sujeita à força aplicada deve ser
adequada para evitar excesso de tensão na placa de
enchimento. As soldas juntando a placa de enchimento
ao metal base de dentro conectado deve ser suficiente
para transmitir a força aplicada (ver Figura 2.10).
2.11.3 Requisitos de Desenho de Oficina. Juntas que
requeiram placas de enchimento devem ser
completamente detalhadas em desenhos de oficina e
ereção.
2.12 Membros Construídos
2.12.1 Soldagem Mínima Requerida. Se duas ou mais
placas ou formas laminadas são usados para construir
um membro, soldagem suficiente (do tipo filete ou
tampão) deve ser fornecida para fazer as partes agirem
em uníssono mas não menos que aquela que pode ser
necessária para transmitir a tensão calculada entre as
partes juntadas.
2.12.2 Espaçamento Máximo de Soldas Descontínuas
2.12.2.1 Geral. Exceto conforme pode ser fornecido
por 2.12.2.2 ou 2.12.2.3, o espaçamento máximo
longitudinal de soldas descontínuas conectando um
componente de placa a outros componentes não deve
exceder 24 vezes a espessura da placa mais fina nem
exceder 12 in [300 mm]. O espaçamento longitudinal
entre soldas descontínuas conectando duas ou mais
formas laminadas não deve exceder 24 in [600 mm].
2.12.2.2 Membros de Compressão. Em membros
de compressão construídos, exceto como fornecido em
2.12.2.3, o espaçamento longitudinal de segmentos de
solda de filete ao longo das arestas de um componente
de placa de fora a outros componentes não deve exceder
12 in [300 mm] nem a espessura da placa vezes
√ (Fy = limite de escoamento mínimo
especificado e E é o módulo de elasticidade de Young
para o tipo de aço sendo usado.) Quando segmentos de
solda de filete descontínua são escalonados ao longo de
arestas opostas de um componente de placa de fora mais
estreito que a espessura fornecida pela próxima
sentença, o espaçamento não deve exceder 18 in [460
mm] nem a espessura da placa vezes √ . A
espessura não suportada de web, placa de cobertura, ou
diafragmas, entre linhas adjacentes de soldas, não deve
exceder a espessura da placa vezes √ Quando o
espaçamento transversal não suportado excede esse
limite, mas uma porção de sua espessura não maior que
√ vezes a espessura satisfaria o requisito de
tensão, o membro deve ser considerado aceitável.
2.12.2.3 Aço Não Pintado Exposto às Intempéries.
Para membros de aço não pintado expostos às
intempéries e à corrosão atmosférica, se soldas de filete
descontínuas são usadas, o espaçamento não deve
exceder 14 vezes a espessura da placa mais fina nem 7
in [180 mm].
Parte C
Requisitos Específicos para Projeto
de Conexões Não-Tubulares (Carregadas
Ciclicamente)
2.13 Geral
2.13.1 Aplicabilidade. A Parte C aplica-se apenas a
membros e conexões não-tubulares sujeitos a carga
cíclica, dentro da fase elástica, de frequência e
magnitude suficiente para iniciar trincas e falência
progressiva (fadiga). As provisões da Parte C fornecem
um método para avaliar os efeitos de flutuações
repetidas de tensão em elementos estruturais soldados
não-tubulares, o qual deve ser aplicado para minimizar a
possibilidade de uma falência por fadiga.
2.13.2 Outras Provisões Pertinentes. As provisões
das Partes A e B devem aplicar-se ao projeto de
membros e conexões sujeitos aos requisitos da Parte C.
2.13.3 Responsabilidade do Engenheiro. O
Engenheiro deve fornecer detalhes completos, inclusive
tamanhos de solda, ou deve especificar o ciclo de vida
planejado e a faixa máxima de momentos,
cisalhamentos, e reações para as conexões em
documentos de contrato.
2.14 Limitações
2.14.1 Limite de Faixa de Tensão. Nenhuma avaliação
de resistência de fadiga deve ser requerida se a faixa de
tensão de carga viva for menor que o limite da faixa de
tensão, FTH (ver Tabela 2.5).
2.14.2 Fadiga de Ciclo Baixo. Provisões da Parte C não
são aplicáveis a casos de carga de ciclo baixo que
induzem tensões calculadas para a faixa inelástica de
tensão.
2.14.3 Proteção contra Corrosão. As resistências de
fadiga descritas na Parte C são aplicáveis a estruturas
com proteção contra corrosão adequada, ou sujeitas
apenas a ambientes moderadamente corrosivos tais
como condições atmosféricas normais.
2.14.4 Membros Redundantes-Não-Redundantes.
Este código não reconhece mais uma distinção entre
membros redundantes e não-redundantes.
2.15 Cálculo de Tensões
2.15.1 Análise Elástica. Tensões calculadas e faixas de
tensão devem ser nominais, baseadas em análise elástica
de tensão no nível do membro. As tensões não precisam
ser amplificadas por fatores de concentração de tensão
para descontinuidades geométricas.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-44-320.jpg)
![AWS D1.1/D1.1M:2010 2. PROJETO DE CONEXÕES SOLDADAS
13
2.15.2 Tensão Axial e Flexão. No caso de tensão axial
combinada com flexão, a tensão máxima combinada
deve ser aquela para casos de carga simultânea aplicada.
2.15.3 Seções Simétricas. Para membros que têm
seções transversais simétricas, as soldas de conexão
devem preferencialmente ser arranjadas simetricamente
sobre o eixo do membro, se o arranjo simétrico não for
prático, as tensões totais, inclusive aquelas resultantes de
excentrici- dade de junta, devem ser incluídas no cálculo
da faixa de tensão.
2.15.4 Membros de Ângulo. Para membros de ângulo
axialmente tensionados, o centro de gravidade das
soldas de conexão deve estar entre a linha de centro de
gravidade da seção transversal do ângulo e o centro da
perna conectada, caso em que os efeitos de
excentricidade podem ser ignorados. Se o centro de
gravidade das soldas de conexão está fora dessa zona, as
tensões totais, inclusive aquelas resultantes de
excentricidade da junta a partir do centro de gravidade
do ângulo, devem ser incluídas no cálculo de faixa de
tensão.
2.16 Tensões Permissíveis e Faixas
de Tensão
2.16.1 Tensões Permissíveis. As unidades de tensões
calculadas em soldas não devem exceder as tensões
permissíveis descritas na Tabela 2.3.
2.16.2 Faixas de Tensão Permissíveis. A faixa de
tensão é definida como a magnitude de flutuação em
tensão que resulta da aplicação repetida e remoção da
carga viva. No caso de reversão de tensão, a faixa de
tensão deve ser computada como a soma numérica das
tensões máximas repetidas de tração e compressão ou a
soma de tensões máximas de cisalhamento de direção
oposta em um dado ponto, resultando de arranjo diverso
de carga viva. A faixa calculada de tensão não deve
exceder o máximo computado por Fórmulas (2) através
de (5), como aplicável (ver Figura 2.11 para diagrama
gráfico de Fórmulas (2) através de (5) para categorias de
tensão A, B, B', C, D, E, E', e F).
Para categorias A, B, B', C, D, E, e E', a faixa de
tensão não deve exceder como determinado pela
Fórmula (2).
Fórmula (2)
( ) ( )
( ) ( )
Nas quais:
= Faixa de tensão permissível, ksi [MPa]
= Constante da Tabela 2.5 para todas as categorias
exceto categoria F.
= Número de ciclos de faixa de tensão vida de
projeto.
= Ciclos por dia × 365 × anos de vida de projeto.
= Faixa limite de tensão de fadiga, que é a faixa
máxima de tensão para vida infinita, ksi [MPa]
Para categoria F de tensão, a faixa de tensão não deve
exceder FSR como determinado pela Fórmula (3).
Fórmula (3)
( ) ( )
( ) ( )
Na qual:
= Constante da Tabela 2.5 para Categoria F
Para elementos de placa carregados por tensão em
detalhes de junta de ângulo, em T e cruciforme com
soldas CJP, soldas PJP, soldas de filete ou combinações
do precedente, transversais à direção de tensão, a faixa
máxima de tensão na seção transversal do elemento de
placa carregado por tensão deve ser determinada por (a),
(b), ou (c) como segue:
(a) Para a seção transversal de um elemento de placa
carregado por tensão, a faixa máxima de tensão na
seção transversal do metal base na ponta da solda
governada por consideração de início de trinca a partir
da ponta da solda, a faixa de tensão não deve exceder
FSR como determinado pela Fórmula (2), Categoria C,
que deve ser igual a:
( ) ( )
( ) ( )
(b) Para conexões de extremidade de elementos de
placa carregados por tensão usando soldas PJP
transversais, com ou sem soldas de filete de reforço ou
contorno, a faixa máxima de tensão na seção transversal
do metal base na ponta da solda governada por
consideração de início de trinca a partir da raiz da solda
não deve exceder FSR como determinado pela Fórmula
(4).
Fórmula (4)
( ) ( )
( ) ( )
Na qual:
= Fator de redução para juntas PJP reforçadas ou
não-reforçadas.
( ⁄ ) ( ⁄ )
1,0 (para in)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-45-320.jpg)
![AWS D1.1/D1.1M:2010 2. PROJETO DE CONEXÕES SOLDADAS
14
( ⁄ ) ( ⁄ )
1,0 (para mm)
= o comprimento da face de raiz não soldada na
direção da espessura da placa carregada por tensão
= a espessura de elemento de placa carregado por
tensão (in ou mm)
w = o tamanho da perna do filete de reforço ou
contorno, se houver, na direção da espessura das placas
carregadas por tensão (in ou mm)
(c) Para conexões de extremidade de elementos de
placa carregados por tensão usando um par de soldas
de filete, a faixa máxima de tensão na seção transversal
do metal base na ponta da solda governada por
consideração de início de trinca a partir da raiz da solda
devido a tensão na raiz não deve exceder FSR como
determinado pela Fórmula (5). Adicionalmente, a faixa
de tensão de cisalhamento na garganta da solda não deve
exceder FSR pela Fórmula (3) Categoria F.
Fórmula (5)
( ) ( )
( ) ( )
Na qual:
= Fator de Redução para juntas usando apenas
um par de soldas de filete transversais
( ⁄ )
1,0 (para in)
( ⁄ )
1,0 (para mm)
2.17 Detalhamento, Fabricação e
Ereção
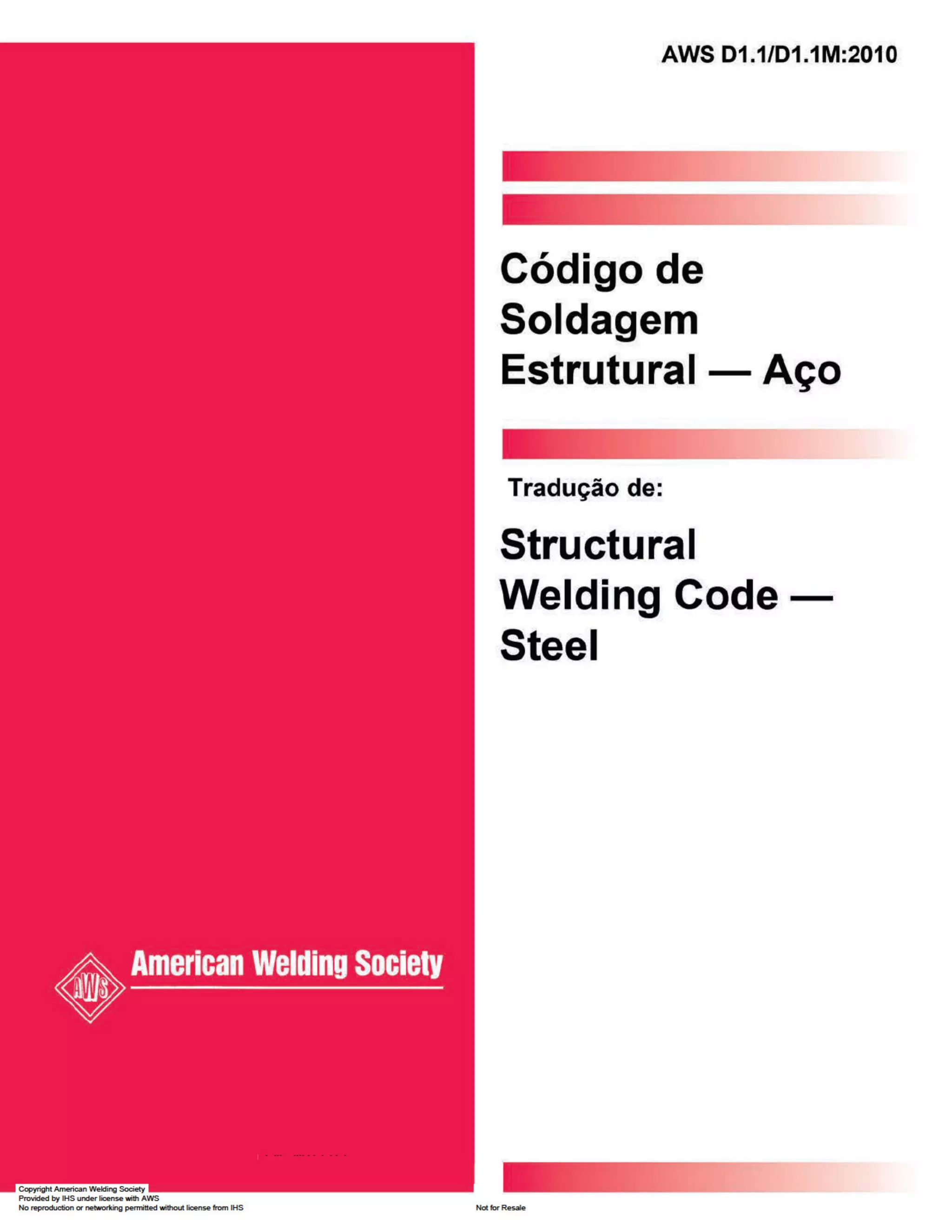
2.17.1 Transições em Espessura e Largura
2.17.1.1 Transições de Espessura em Juntas de
Topo. Juntas de topo entre partes que têm espessura
desigual e sujeitas a tensão de tração cíclica devem ter
transições suaves entre superfícies deslocadas a uma
inclinação de não mais que 1 in 2-1/2 com a superfície
de qualquer das partes. A transição pode ser alcançada
ao inclinar as superfícies de solda ao chanfrar a parte
mais espessa, ou por uma combinação dos dois métodos
(ver Figura 2.2).
2.17.1.2 Transições de Largura em Juntas de
Topo. Juntas de topo entre as partes de largura desigual
sujeitas a tensão cíclica em uma faixa de tensão devem
ter uma transição suave entre as arestas deslocadas a
uma inclinação de não mais que 1 in 2-1/2 com a aresta
de qualquer das partes ou devem ser fornecidas com
uma transição tendo um raio mínimo de 24 in [600 mm]
tangente à parte mais estreita no centro da junta de topo
(ver Figura 2.12). Uma faixa aumentada de tensão pode
ser usada para aços que tenham um limite de tensão
maior que 90 ksi [620 MPa] com detalhes incorporando
o raio.
2.17.2 Suporte
2.17.2.1 Soldas para Anexar Reforço de Aço.
Requisitos de soldas para anexar reforço de aço e a
decisão sobre se o reforço deve ser removido ou mantido
no lugar devem ser determinados como descrito em
2.17.2.2, 2.17.2.3, 2.17.2.4, e nas categorias de faixa de
tensão da Tabela 2.5. O Engenheiro deve anotar a
categoria de tensão de fadiga nos desenhos de contrato.
O Empreiteiro deve anotar nos desenhos de oficina a
localização requerida, o detalhe de solda a ser usado,
caso a solda provisória deva ser dentro do chanfro, ou
seja permitido que deva ser for a do chanfro, e caso seja
permitido que o suporte deva ficar no lugar ou caso deva
ser removido para fornecer a categoria de faixa de
tensão pretendida.
2.17.2.2 Juntas de Ângulo e em T CJP Feitas de
Um Lado. Soldas para anexar suporte podem ser dentro
ou fora do chanfro em junta. O suporte para juntas
sujeitas a carregamento de tensão transversal cíclica
(fadiga) deve ser removido e o lado de trás da junta
finalizado de forma consistente com a face da solda.
Qualquer descontinui-dade inaceitável descoberta ou
causada pela remoção deve ser reparada para alcançar os
critérios de aceitação deste código.
2.17.2.3 Emendas de Topo CJP. Soldas para
anexar suporte podem ser dentro ou for a do chanfro a
menos que estejam restritas na descrição de categoria de
tensão. Soldas provisórias localizadas fora do chanfro
em junta não devem terminar mais próximas que 1/2 in
[12 mm] da aresta da parte conectada. O suporte pode
permanecer no lugar ou ser removido a menos que seja
restrito na categoria de tensão usada no projeto.
2.17.2.4 Soldas em Chanfro e Juntas de Ângulo
Longitudinais. Suporte de aço, se usado, deve ser
continuo para todo o comprimento da junta. Soldas para
anexar suporte podem ser dentro ou fora do chanfro (ver
5.10.2).
2.17.3 Solda de Contorno em Juntas de Ângulo e em
T. Em juntas de ângulo e em T transversais sujeitas a
tensão ou tensão devida a flexão, uma solda de filete de
contorno em passe único, com tamanho não menor que
1/4 in [6 mm] deve ser adicionada a cantos reentrantes.
2.17.4 Arestas Cortadas a Chama. Arestas cortadas a
chama não necessitam ser vestidas contanto que estejam
conforme as provisões de rugosidade de 5.15.4.3.
2.17.5 Juntas de Topo Carregadas Transversal-
mente. Para juntas de topo carregadas transversalmente,
abas de solda devem ser usadas para fornecer o
cascateamento da terminação de solda do lado de for a
da junta acabada. Barragens de extremidade não devem
ser usadas. Guias de solda devem ser removidas e a
extremidade da solda finalizada a jateamento com a
aresta do membro.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-46-320.jpg)
![AWS D1.1/D1.1M:2010 2. PROJETO DE CONEXÕES SOLDADAS
15
2.17.6 Terminações de Solda de Filete. Em acréscimo
aos requisitos de 2.9.3.3 o seguinte aplica-se a
terminações de solda sujeitas a carregamento cíclico
(fadiga). Para conexões e detalhes com forças cíclicas
em elementos salientes de uma frequência e magnitude
que tenderia a causar falência progressiva iniciando em
um ponto de tensão máxima na extremidade da solda,
soldas de filete devem ser retornadas ao redor do lado ou
extremidade para uma distância não menor que duas
vezes o tamanho nominal da solda.
2.18 Juntas e Soldas Proibidas
2.18.1 Soldas em Chanfro de Um Lado. Soldas em
chanfro, feitas de apenas um lado sem suporte ou feitas
com suporte que não seja de aço, que não tenham sido
qualificadas em conformidade com a Cláusula 4 devem
ser proibidas exceto que essas proibições para soldas em
chanfro feitas de um lado não devem aplicar-se ao
seguinte:
(1) Membros secundários ou que não carregam tensão.
(2) Juntas de ângulo paralelas à direção da tensão
calculada entre componentes de membros construídos.
2.18.2 Soldas em Chanfro em Posição Plana. Soldas
de chanfro em bisel e chanfro em J em juntas de topo
soldadas em posição plana devem ser proibidas quando
juntas de chanfro em V ou chanfro em U são possíveis.
2.18.3 Soldas de Filete de Menos que 3/16 in [5
mm].Soldas de filete de menos que 3/16 in [5 mm]
devem ser proibidas.
2.18.4 Soldas CJP em T e em Ângulo com Suporte
Deixado no Lugar. Soldas CJP em T e em ângulo
sujeitas a tensão transversal cíclica com a barra de
suporte deixada no lugar devem ser proibidas.
2.19 Inspeção
As categorias de fadiga B e C requerem que o
Engenheiro certifique-se de que as soldas em chanfro
CJP sujeitas a tensão transversal cíclica aplicada na
faixa de tensão sejam inspecionadas usando RT ou UT.
Parte D
Requisitos Específicos para Projeto de
Conexões Tubulares (Carregadas
Estaticamente ou Ciclicamente)
2.20 Geral
Os requisitos específicos da Parte D aplicam-se apenas a
conexões tubulares, e devem ser usadas como os
requisitos aplicáveis da Parte A. Todas as provisões da
Parte D aplicam-se a aplicações estáticas e aplicações
cíclicas, com exceção das provisões de fadiga de 2.21.6,
que são únicos para aplicações cíclicas.
2.20.1 Excentricidade. Momentos causados por desvios
significativos de conexões concêntricas devem ser
fornecidos na análise e projeto [ver Figura 2.14(H) para
uma ilustração de uma conexão excêntrica].
2.21 Tensões Permissíveis
2.21.1 Tensões de Metal Base. Essas provisões podem
ser usadas em conjunção com quaisquer especificações
de projeto aplicáveis em qualquer dos formatos projeto
de tensão permissível (allowable stress design – ASD)
ou projeto de fator de resistência e carga (LRFD). A
menos que as especificações de projeto aplicáveis
estabeleçam de outra forma, o projeto de conexão
tubular deve ser como descrito em 2.21.5, 2.21.6, e 2.25.
As tensões de metal base devem ser aquelas
especificadas nas especificações de projeto aplicáveis,
com as seguintes limitações:
2.21.2 Limitações de Seção Circular. Limitações em
diâmetro/espessura para seções circulares, e a maior taxa
plana de largura/espessura para seções em caixa, além
da qual ondulação local ou outros modos de falha local
devem ser considerados, devem estar em conformidade
com o código de projeto governante. Limites de
aplicabilidade para os critérios dados em 2.25 devem ser
observados como segue:
(1) tubos circulares: D/t < 3300/√ [para in ksi],
478/ [para in MPa]
(2) conexões de folga de seção de caixa: D/t ≤ 2 / √
[para Fy in ksi], 80/√ [para in MPa] mas não mais
que 35
(3) conexões de sobreposição de seção de caixa: D/t ≤
190/√ [para Fy in ksi], 72/√ [para in MPa]
2.21.3 Tensões de Solda. As tensões permissíveis em
soldas não devem exceder aquelas dadas na Tabela 2.6,
ou como permitido por 2.6.4.2 e 2.6.4.3, exceto como
modificado por 2.21.5, 2.21.6, e 2.25.
2.21.4 Tensões de Fibra. Tensões de fibra devidas a
flexão não devem exceder os valores descritos para
tensão e compressão, a menos que os membros sejam
seções compactas (capaz de desenvolver momento
plástico completo) e qualquer solda transversal é
proporcionada para desenvolver completamente a
resistência de seções juntadas.
2.21.5 Projeto de Fator de Resistência e Carga.
Fatores de resistência, Φ, dados em outro momento
nesta seção, podem ser usados em contexto de cálculo
de projeto de fator de resistência e carga (LRFD) no
seguinte formato:
( ) ∑( )
onde ou é a carga de ruptura ou momento como
dado aqui; e LF é o fator de carga como definido no
código de projeto LRFD governante, por exemplo,
Especificação de Projeto de Fator de Resistência e
Carga para Aço Estrutural em Construções AISC.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-47-320.jpg)
![AWS D1.1/D1.1M:2010 2. PROJETO DE CONEXÕES SOLDADAS
16
2.21.6 Fadiga
2.21.6.1 Faixa de Tensão e Tipo de Membro. No
projeto de membros e conexões sujeitos a repetidas
variações na tensão de carga viva, deve ser dada
consideração ao número de ciclos de tensão, a faixa
esperada de tensão, e tipo e localização de membro ou
detalhe.
2.21.6.2 Categorias de Tensão de Fadiga. O tipo e
localização de material devem ser categorizados como
mostrado na Tabela 2.7.
2.21.6.3 Limitação Básica de Tensão Permissível.
Quando a especificação de projeto aplicável tem um
requisito de fadiga, a tensão máxima não deve exceder a
tensão básica permissível fornecida em outro lugar, e a
faixa de tensão em um dado número de ciclos não deve
exceder os valores dados na Figura 2.13.
2.21.6.4 Dano Cumulativo. Quando o ambiente de
fadiga envolve faixas de tensão de magnitude variante e
números variados de aplicações, o índice de dano
cumulativo de fadiga, D, somado sobre todas as várias
cargas, não deve exceder unidade, onde
onde
n = número de ciclos aplicados a uma dada faixa de
tensão
N =número de ciclos para os quais a faixa de tensão
dada seria permitida na Figura 2.13
2.21.6.5 Membros Críticos. Para membros críticos cujo
modo de falência em si seria catastrófico, D (ver
2.21.6.4) deve ser limitado a valor fracionário de 1/3.
2.21.6.6 Melhoria de Comportamento de Fadiga. Para
o propósito de comportamento de fadiga melhorado, e
quando especificado em documentos de contrato, as
seguintes melhorias de perfil podem ser tomadas para
soldas em conexões tubulares em T-, Y-, ou K:
(1) Um reforço de subleito pode ser aplicado para
que a superfície soldada em bruto funda-se suavemente
com o metal base adjacente, e aproxime o perfil
mostrado na Figura 3.10. Ranhuras no perfil não devem
ser mais profundas que 0,04 in ou 1 mm, relativas a um
disco que tenha diâmetro igual a ou maior que a
espessura do membro de ramificação.
(2) A superfície da solda pode ser retificada ao perfil
mostrado na Figura 3.10. Marcas finais de retificação
devem ser transversais ao eixo da solda.
(3) A extremidade da solda pode ser martelada com
um instrumento cego, para produzir uma deformação
plástica que suavize a transição entre solda e metal base,
enquanto induz uma tensão compressiva residual. Tal
martelamento deve sempre ser feito após inspeção
visual, e ser seguido por MT como descrito abaixo.
Deve ser considerada a possibilidade de tenacidade ao
entalhe localmente reduzida devido ao martelamento.
Para qualificar categorias de fadiga X1 e K1, soldas
representativas (todas as soldas para estruturas não re-
dundantes ou onde martelamento foi aplicado) devem
receber MT para descontinuidades de superfície e próxi-
mas à superfície. Qualquer indicação que não possa ser
resolvida por retificação leve deve ser reparada em
conformidade com 5.26.1.4.
2.21.6.7 Efeitos de Tamanho e Perfil. A aplicabilidade
de soldas às categorias de fadiga listadas abaixo é
limitada ao seguinte tamanho de solda ou espessura de
metal base:
C1 2 in [50 mm] membro menos espesso na
transição
C2 1 in [25 mm] anexo
D 1 in [25 mm] anexo
E 1 in [25 mm] anexo
ET 1.5 in [38 mm] ramificação
F 0.7 in [18 mm] tamanho de solda
FT 1 in [25 mm] tamanho de solda
Para aplicações que excedem esses limites, deve-se
considerar a redução a redução das tensões permissíveis
ou melhorar o perfil da solda (ver Comentário). Para
conexõesem T-, Y-, e K-, dois níveis de desempenho de
fadiga são fornecidos na Tabela 2.8. O projetista deve
designar quando o Nível I deve-se aplicar, na ausência
de tal designação, e para aplicações em que fadiga não é
uma consideração, o Nível II deve ser o padrão mínimo
aceitável.
2.22 Identificação
Membros em estruturas tubulares devem ser
identificados como mostrado na Figura 2.14.
2.23 Símbolos
Símbolos usados na Cláusula 2, Parte D, são como
mostrados no Anexo J.
2.24 Projeto de Solda
2.24.1 Soldas de Filete
2.24.1.1 Área Efetiva. A área efetiva deve estar em
conformidade com 2.4.2.10 e o seguinte: o comprimento
efetivo de soldas de filete em conexões estruturais T-,
Y-, e K- deve ser calculado em conformidade com
2.24.4 ou 2.24.5, usando o raio ou dimensões de face do
membro de ramificação medido a partir da linha de
centro da solda.
2.24.1.2 Limitação Beta para Detalhes Pré-
qualificados. Detalhes para soldas de filete pré-
qualificadas em conexões tubulares em T-, Y-, e K- são
descritos na Figura 3.2. Esses detalhes são limitados a β
≤ /3 para conexões circulares, e β≤ ,8 para seções de
caixa. Também estão sujeitos às limitações de 3.9.2.
Para uma seção de caixa com raios de ângulo grandes,](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-48-320.jpg)
![AWS D1.1/D1.1M:2010 2. PROJETO DE CONEXÕES SOLDADAS
17
um limite menor em β pode ser necessário para manter o
membro de ramificação e a solda na face plana.
2.24.1.3 Juntas Sobrepostas. Juntas Sobrepostas de
tubos telescópicos (ao contrário de uma junta deslizante
de interferência como as usadas em postes afilados) nas
quais a carga é transferida via solda podem ser soldadas
em filete único em conformidade com a Figura 2.15.
2.24.2 Soldas em Chanfro. A área efetiva deve estar em
conformidade com 2.4.1.5 e o seguinte: o comprimento
efetivo de soldas em chanfro em conexões estruturais T-,
Y-, e K- deve ser calculado em conformidade com
2.24.4 ou 2.24.5, usando o raio médio rm
ou dimensões
de face do membro de ramificação.
2.24.2.1 Detalhes de Soldas em Chanfro PJP Pré-
qualificadas. Soldas em chanfro PJP pré-qualificadas
em conexões tubulares em T-, Y-, ou K- devem estar em
conformidade com a Figura 3.5. O Engenheiro deve usar
a figura em conjunção com a Tabela 2.9 para calcular o
tamanho de solda mínimo para determinar a tensão
máxima de solda exceto quando tais cálculos são
dispensados por 2.25.1.3(2).
A dimensão de perda Z deve ser deduzida da distância
do ponto de trabalho à face teórica da solda para
descobrir o tamanho de solda mínimo.
2.24.2.2 Detalhes de Soldas em Chanfro CJP Pré-
qualificadas Soldadas a partir de Um Lado sem
Suporte nas Conexões em T-, Y-, e K-. Ver 3.13.5
para as opções de detalhe. Se for necessária melhoria no
comportamento de fadiga, os detalhes selecionados
devem ser baseados nos requisitos de perfil de 2.21.6.6 e
Tabela 2.8.
2.24.3 Tensões em Soldas. Quando cálculos de tensão
permissível da solda são necessários para seções
circulares, a tensão nominal na solda que liga
ramificação a corda em uma conexão T-, Y-, ou K-
simples deve ser computado como:
[ ( ) ( ) ]
onde
= espessura de membro de ramificação
= garganta efetiva da solda
e =Tensões nominais de flexão e axial na
ramificação
Para e ver Figura 2.16.
e são comprimento efetivo e fatores de seção
dados em 2.24.4 e 2.24.5.
Em formato de resistência de ruptura ou LRFD, a
seguinte expressão para capacidade de carga axial da
ramificação P deve aplicar-se tanto para seções
circulares como para seções de caixa:
onde = capacidade de carga da linha de solda
(kips/polegada) e Leff = comprimento efetivo de solda.
Para soldas de filete,
com Φ ,8
onde = resistência de tensão mínima classificada
para depósito de solda.
2.24.4 Comprimentos de Conexão Circular.
Comprimento de soldas e comprimento da interseção em
conexõesem T-, Y-, e K- deve ser determinado como
2πr onde r é o raio efetivo da interseção (ver 2.24.2,
2.24.1.1, e 2.25.1.3(4)).
√( )
onde
o ângulo agudo entre os eixos dos dois membros
β razão diâmetro, ramificação/principal, como
definido previamente
OBSERVAÇÃO: O seguinte pode ser usado como
aproximações conservadoras:
para carga axial
para flexão no plano
para flexão fora do plano
2.24.5 Comprimentos de Conexões de Caixa
2.24.5.1 Conexões K- e N-. O comprimento efetivo
de soldas de ramificação em conexões estruturais,
planares, K- e N- de folga entre seções de caixa, sujeito
a carga axial predominantemente estática, deve ser
tomado como:
, para ≤ 5 °
, para ≥ 6 °
Portanto, para ≤ 5 ° o calcanhar, extremidade e lados
da ramificação podem ser considerados completamente
efetivos. Para ≥ 6 °, o calcanhar é considerado não-
efetivo devido à distribuição desigual de carga. Para 50°
< < 6 °, interpolar.
2.24.5.2 Conexões em T-, Y-, e X-. O comprimento
efetivo de soldas de ramificação em conexões
estruturais, planares, T-, Y-, e X- entre seções de caixa,
sujeito a carga axial predominantemente estática, deve
ser tomado como:
, para ≤ 5 °
, para ≥ 6 °
Para 5 ° < < 6 °, interpolar.
2.25 Limitações de Resistência de
Conexões Soldadas
2.25.1 Conexões Circulares T-, Y-, e K- (ver 2.27.1.1)
2.25.1.1 Falha Local. Quando uma conexão T-, Y-,
ou K- é feita ao simplesmente soldar o(s) membro(s) de](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-49-320.jpg)
![AWS D1.1/D1.1M:2010 2. PROJETO DE CONEXÕES SOLDADAS
18
ramificação individualmente ao membro principal,
tensões locais em superfície de falha potencial através
da parede do membro principal podem limitar a
resistência utilizável da junta soldada. A tensão de
cisalhamento na qual tal falha ocorre depende não
apenas da resistência do aço do membro principal, mas
também da geometria da conexão. Tais conexões devem
ser proporcionadas com base em (1)
puncionamentopuncionamento, ou (2) cálculos de carga
de ruptura como dado abaixo.
O puncionamentopuncionamento é um critério de
projeto de tensão permissível (ASD) e inclui o fator de
segurança. O formato de carga de ruptura pode ser usado
no projeto de fator de resistência e carga (LRFD), com o
fator de resistência Φ a ser incluído pelo projetista, ver
2.21.5.
(1) Formato PuncionamentoPuncionamento. A
tensão de puncionamentopuncionamento atuante na
superfície de falha potencial (ver Figura 2.17) não deve
exceder a tensão de puncionamentopuncionamento
permissível.
A tensão de puncionamentopuncionamento atuante é
dada por
A tensão de puncionamentopuncionamento permissível
é dada por
( )
O permissível também deve ser limitado por tensão
de cisalhamento permissível especificada na
especificação de projeto aplicável (por exemplo, 0,4
).
Termos usados nas equações antecedentes são definidos
como segue:
τ, , γ, β e outros parâmetros de geometria de conexão
estão definidos na Figura 2.14(M).
é a tensão nominal axial ( ) ou de flexão ( ) no
membro de ramificação (o
puncionamentopuncionamento para cada uma é mantido
separadamente)
= O limite de escoamento mínimo especificado da
corda do membro principal, mas não mais que 2/3 da
resistência de tensão.
são termos modificador de geometria e de
interação de tensão, respectivamente, dados na Tabela
2.10.
Para flexão sobre dois eixos (por exemplo, y e z), a
tensão de flexão efetiva resultante em seções de caixa
circulares e quadradas pode ser tomada como
√
Para tensões axial e de flexão combinadas, a seguinte
fórmula deve ser satisfeita:
[ ] [ ]
(2) Formato LRFD (cargas fatoradas até a condição
de ruptura—ver 2.20.5)
Cargas de membros de ramificação nas quais a falha da
parede de corda plástica no membro principal ocorre são
dadas por:
[ ]
momento de flexão:
[ ]
Com o fator de resistência Φ ,8.
deve ser computado com redefinido como
( ) ( ) e onde e são
momento e carga de corda fatorados, A é área, S é
modulo de seção.
Essas cargas também estão sujeitas aos limites de
resistência de cisalhamento de material de corda de:
√
√
com Φ , 5
onde
= espessura da parede de corda
= diâmetro do membro de ramificação e outros
termos são definidos como 2.24.1.1(1).
O estado limite para combinações de carga axial P e
momento de flexão M é dado por:
( ) ≤ ,
2.25.1.2 Colapso Geral. A resistência e estabilidade
de um membro principal em uma conexão tubular, com
qualquer reforço, devem ser investigadas usando
tecnologia disponível em conformidade com o código de
projeto aplicável. O colapso geral é particularmente
severo em conexões transversais e conexões sujeitas a
cargas de esmagamento [ver Figura 2.14(G) e (J)]. Tais
conexões podem ser reforçadas ao aumentar a espessura
do membro principal, ou pelo uso de diafragmas, anéis,
ou colares.
(1) Para conexões transversais circulares não
reforçadas, a carga de corda transversal permissível,
devido à carga de compressão axial do membro de
ramificação P, não deve exceder
( )
(2) Para conexões transversais circulares reforçadas
por um “metal de junta” tendo espessura e
comprimento, L,aumentados, a carga axial permissível
de ramificação, P, pode ser empregada como
( ) + [ ( ) ( )] para L < 2,5/D
P = ( ) para L ≥ 2,5/D
onde ( ) é obtido ao usar a espessura nominal do
membro principal na equação em (1); e P(2) é obtido ao
usar a espessura do metal de junta na mesma equação.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-50-320.jpg)
![AWS D1.1/D1.1M:2010 2. PROJETO DE CONEXÕES SOLDADAS
19
O estado limite final pode ser tomado como 1,8 vezes a
ASD permissível antecedente, com Φ ,8.
(3) Para conexões circulares K- nas quais a
espessura do membro principal requerido a conformar-
se com as provisões de cisalhamento locais de 2.25.1.1
estende-se pelo menos D/4 além das soldas de conexão
do membro de ramificação, colapso geral não precisa ser
verificado.
2.25.1.3 Distribuição Desigual de Carga
(Dimensionamento de Solda)
(1) Devido às diferenças nas flexibilidades relativas
do membro principal carregado de forma normal para
sua superfície, e no membro de ramificação carregando
tensões de membrana paralelas a sua superfície, a
transferência de carga através da solda é altamente não
uniforme, e uma cessão local pode ser esperada antes
que a conexão alcance sua carga de projeto. Para
prevenir “descompactação” ou falha progressiva da
solda e assegurar comportamento dúctil da junta, as
soldas mínimas fornecidas em conexões em T-, Y-, ou
K-simples devem ser capazes de desenvolver, em sua
resistência de ruptura final, o menor limite de
escoamento ou resistência local
(puncionamentopuncionamento) do membro de cinta do
membro principal. A resistência de ruptura final de
soldas de filete e soldas em chanfro PJP deve ser
computada em 2,67 vezes a tensão básica permissível
para 60 ksi [415 MPa] ou 70 ksi [485 MPa] resistência
de tração e em 2,2 vezes a tensão básica permissível
para níveis mais altos de tensão. O
puncionamentopuncionamento final deve ser tomado
como 1,8 vezes o permissível de 2.25.1.1.
(2) Este requerimento pode ser presumivelmente
preenchido pelos detalhes pré-qualificados de junta das
Figuras 3.8 (CJP) e 3.12.4 (PJP), quando materiais
correspondentes (Tabela 3.1) são usados.
(3) Resistência compatível de soldas pode também
ser presumida com os detalhes pré-qualificados de solda
de filete da Figura 3.2, quando os seguintes requisitos de
garganta de solda são preenchidos:
(a) E = 0,7 para projeto de tensão elástica de
trabalho de tubos de aço circulares de aço macio ( ≤
40 ksi [280 MPa] juntados com soldas de
correspondência superada (resistência classificada =
70 ksi [485 MPa])
(b) E = 1,0 tb para projeto de resistência (LRFD)
final de conexões de tubo circulares ou de caixa de aço
moderado, ≤ 4 ksi 28 MPa , com soldas satisfa-
zendo os requisitos de resistência correspondente da
Tabela 3.1.
(c) E = menor de ou 1.07 para todos os
outros casos
(4) Soldas de filete menores que aquelas requeridas
na Figura 3.2 para corresponder à resistência da
conexão, mas dimensionadas apenas para resistir a
cargas de projeto, devem pelo menos ser dimensionadas
para os seguintes múltiplos de tensão calculados por
2.24.3, para considerar distribuição de carga não
uniforme:
ASD LRFD
E60XX e E70XX— 1,35 1,5
Resistências mais altas— 1,60 1,8
2.25.1.4 Transições. Conexões curvadas e
transições de tamanho de tubo que não sejam excetuadas
abaixo devem ser verificadas à procura de tensões locais
causadas pela mudança de direção na transição (ver
Observação d da Tabela 2.7). Exceção, para cargas
estáticas:
Tubos circulares tendo D/t menor que 30, e
Inclinação de transição menor que 1:4.
2.25.1.5 Outras Configurações e Cargas
( ) O termo “conexões em T-, Y-, e K-” é
frequentemente usado de forma genérica para descrever
conexões tubulares nas quais os membros de
ramificação são soldados a um membro principal, ou
corda, em um nó estrutural. Critérios específicos
também são dados para conexões transversais (X-)
(também conhecidas como duplo T) em 2.25.1.1 e
2.25.1.2. Conexões N- são um caso especial de conexões
K- nas quais uma das ramificações é perpendicular à
corda; os mesmos critérios aplicam-se (ver Comentário
sobre conexões multiplanares).
(2) Classificações de conexão como em T-, Y-, K-,
ou transversal deveriam aplicar-se a membros de
ramificação individuais de acordo com o padrão de
carga para cada caso de carga. Para ser considerada uma
conexão K-, a carga de perfuração em um membro de
ramificação deveria ser essencialmente equilibrada por
cargas em outras cintas no mesmo plano no mesmo lado
da junta. Em conexões em T- e Y-, a carga de perfuração
é reagida como viga ao cisalhamento na corda. Em
conexões transversais a carga de perfuração é carregada
através da corda para cintas no lado oposto. Para
membros de ramificação que carregam parte de sua
carga como conexões em K-, e parte como conexões em
T-, Y-, ou transversais, interpolar baseado na porção de
cada no total, ou usar alfa computado (ver Comentário).
(3) Para conexões multiplanares, o alfa computado
como dado no Anexo T pode ser usado para estimar o
efeito benéfico ou prejudicial de várias cargas de
membros de ramificação na ovalização do membro
principal. No entanto, para conexões similarmente
carregadas em planos adjacentes, por exemplo, conexões
pareadas TT e KK em estruturas delta, nenhum aumento
na capacidade além daquela das conexões uniplanares
correspondentes deve ser realizado.
2.25.1.6 Conexões de Sobreposição. Juntas de
sobreposição, nas quais parte da carga é transferida
diretamente de um membro de ramificação para outro
através de sua solda comum, devem incluir as seguintes
verificações:
(1) O componente de carga permissível do membro
individual, P⊥ perpendicular ao eixo do membro
principal deve ser tomado como P⊥ = ( ) +](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-51-320.jpg)
![AWS D1.1/D1.1M:2010 2. PROJETO DE CONEXÕES SOLDADAS
20
( ) onde é o puncionamentopuncionamento
permissível como definido em 2.25.1.1, e
= a espessura do membro principal
= comprimento real de solda para aquela
porção do membro de ramificação que fica
em contato com o membro principal
= puncionamentopuncionamento permissível
para o membro principal como conexão K-
(α , )
= tensão de cisalhamento permissível para a
solda entre membros de ramificação (Tabela
2.6)
= o menor tamanho de solda (garganta efetiva)
ou a espessura tb do membro de ramificação
mais fino
= o comprimento projetado de corda (um lado) da
solda de sobreposição, medido
perpendicularmente ao membro principal.
Esses termos são ilustrados na Figura 2.18.
O estado limite final pode ser tomado como 1,8 vezes a
ASD permissível antecedente, com Φ ,8.
(2) O componente de carga combinada permissível
paralelo ao eixo do membro principal não deve exceder
, onde é a soma dos comprimentos reais
de solda para todas as cintas em contato com o membro
principal.
(3) A sobreposição deve ser preferencialmente
proporcionada para pelo menos 50% do P⊥ atuante. A
espessura da parede do membro de ramificação nunca
deve exceder a espessura da parede do membro
principal.
(4) Quando o membro de ramificação carrega cargas
substancialmente diferentes, ou um membro de
ramificação tem uma espessura de parede maior que a de
outro, ou ambos, o membro de ramificação mais grosso
ou mais carregado deve preferencialmente ser o membro
conectado com sua circunferência completa soldada ao
membro principal.
(5) A carga transversal líquida da área de cobertura
combinada deve satisfazer 2.25.1.1 e 2.25.1.2.
(6) Tamanho mínimo de solda para soldas de filete
devem fornecer garganta efetiva de 1,0 para < 40
ksi [280 MPa], 1,2 tb para Fy > 40 ksi [280 MPa].
2.25.2 Conexões de Caixa T-, Y, e K- (ver 2.27.1.1).
Os critérios dados nessa seção são todos em formato de
carga de ruptura, com o fator de segurança removido.
Fatores de resistência para LRFD são dados
completamente. Para ASD, a capacidade permissível
deve ser a capacidade de ruptura, dividida por um fator
de segurança de 1,44/Φ. A escolha de cargas e fatores de
carga deve estar em conformidade com a especificação
de projeto vigente; ver 2.6.5 e 2.21.5. As conexões
devem ser verificadas para cada um dos modos de falha
descritos abaixo.
Esses critérios são para conexões entre seções de caixa
de espessura de parede uniforme, em estruturas planares
em que as cargas dos membros de ramificação são
primariamente axiais. Se seções compactas, material
dúctil, e soldas de resistência compatível são usados, a
flexão secundária do membro de ramificação pode ser
omitida. (Flexão secundária é aquela devida a
deformação ou rotação da junta em estruturas
inteiramente trianguladas. Flexão do membro de
ramificação devido a cargas aplicadas, laterais de
molduras sem cinta, etc., não podem ser omitidos e
devem ser considerados no projeto (ver 2.25.2.5).
Os critérios nessa seção estão sujeitos às limitações
mostradas na Figura 2.19.
2.25.2.1 Falha Local. Carga axial do membro de
ramificação Pu na qual a ocorrência de falha plástica na
parede da corda no membro principal é dada por:
[
√
]
para conexões transversais, em T- e Y- com ,25 ≤ β <
,85 e Φ , .
Também, √
com Φ ,
para conexões de folga K- e N- com menos
≥ , + e g/D ζ ≥ ,5 ( –β)
onde é o limite de escoamento mínimo especificado
do membro principal, é espessura de parede de corda,
γ é D/2 (D largura da face da corda); β, η, , e ζ são
parâmetros de topologia de conexão como definido na
Figura 2.14 (M) e Figura C-2.26; ( é β equivalente
definido abaixo); e =1,3– .4U/β ( ≤ , ); use =
1,0 (para corda em tensão) com U sendo a razão de
utilização da corda.
| | | |
(
)
Essas cargas também estão sujeitas aos limites de
resistência de cisalhamento de material de corda de
( √ )
para conexões transversais, em T- ou Y- com β > .85,
usando Φ , 5, e
( √ )
Para conexões de folga em K- e N- com β ≥ , + γ/5 ,
usando Φ , 5 (essa verificação é desnecessária se os
membros de ramificação são quadrados e de espessura
igual), onde
β para conexões em K- e N- com ζ ≤ ,5 ( –β)
= para todas as outras conexões
(puncionamento externo efetivo) 5β/γ](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-52-320.jpg)
![AWS D1.1/D1.1M:2010 2. PROJETO DE CONEXÕES SOLDADAS
21
Mas não mais que β
2.25.2.2 Colapso Geral. Resistência e estabilidade
de um membro principal em uma conexão tubular, com
qualquer reforço, devem ser investigadas usando
tecnologia disponível em conformidade com o código de
projeto aplicável.
(1) O colapso geral é particularmente severo em
conexões transversais e conexões sujeitas a cargas de
esmagamento. Tais conexões podem ser reforçadas ao
aumentar a espessura do membro principal ou pelo uso
de diafragmas, cantoneiras, ou colares.
Para conexões de caixa correspondentes não reforçadas,
a carga final para o membro principal (corda) devido a
carga axial de ramificação P deve ser limitada a:
( )
com Φ , para cargas de tensão,
e Φ ,8 para compressão.
e
√ ( )
com Φ ,8 para conexões transversais, reações pós
extremidade, etc., em compressão, e E = módulos de
elasticidade
ou
√ ( )
com Φ ,75 para todas as outras cargas de compressão
de ramificação
(2) Para conexões de folga em K- e N-, a adequação
da viga ao cisalhamento do membro principal para
carregar cargas transversais através da região de folga
deve ser verificada incluindo interação com forças de
corda axial. Essa verificação não é necessária para U ≤
0,44 in conexões de caixa escalonadas tendo β + η ≤
H/D (H é altura do membro principal no plano de
estrutura).
2.25.2.3 Distribuição Desigual de Carga (Largura
Efetiva). Devido a diferenças nas flexibilidades relativas
do membro principal carregado de forma normal para
sua superfície e no membro de ramificação carregando
tensões de membrana paralelas a sua superfície, a
transferência de carga através da solda é altamente não
uniforme, e cessão local pode ser esperada antes que a
conexão alcance sua carga de projeto. Para prevenir
falha progressiva e garantir comportamento dúctil da
junta, tanto os membros de ramificação como a solda
devem ser verificados como segue:
(1) Verificação do Membro de Ramificação. A
capacidade axial de largura efetiva Pu do membro de
ramificação deve ser verificada para todas as conexões
de folga em K- e N-, e outras conexões tendo β > ,85.
(Observe que essa verificação é desnecessária se os
membros de ramificação são quadrados e de largura
igual.)
[ ]
com Φ = 0,95
onde
= limite de escoamentolimite de
escoamento mínimo especificado da
ramificação
= espessura da parede de ramificação
a, b = dimensões de ramificação [ver Figura
2.14(B)]
= b para conexões em K- e N- com ζ ≤ ,5
(1–β)
= para todas as outras conexões
( )
OBSERVAÇÃO: τ ≤ , e ≤ são presumidos.
(2) Verificações de Solda. As soldas mínimas
fornecidas em conexões em T-, Y-, ou K- simples
devem ser capazes de desenvolver, em sua resistência de
ruptura final, o menor limite de escoamentolimite de
escoamento ou resistência local no membro de
ramificação do membro principal.
Esse requerimento pode ser presumivelmente
preenchido pelos detalhes pré-qualificados de junta da
Figura 3.6 (CJP e PJP), quando materiais
correspondentes (Tabela 3.1) são usados,
(3) Soldas de filete devem ser verificadas como
descrito em 2.24.5.
2.25.2.4 Conexões de Sobreposição. Juntas
sobrepostas reduzem os problemas de projeto no
membro principal ao transferir a maior parte da carga
transversal diretamente de um membro de ramificação
para outro (ver Figura 2.20).
Os critérios dessa seção são aplicáveis a conexões
esteticamente carregadas que atendam às seguintes
limitações:
(1) A ramificação maior, mais espessa é o membro
conectado.
(2) β ≥ ,25.
(3) O membro de ramificação de sobreposição é 0,75
a 1,0 vez o tamanho do membro conectado com pelo
menos 25% de suas faces de lado em sobreposição com
o membro conectado.
(4) Ambos os membros de ramificação têm o mesmo
limite de escoamentolimite de escoamento.
(5) Todos os membros de ramificação e de corda são
tubos de caixa compactos com largura/espessura de ≤
35 para ramificações, e ≤ 4 para corda.
As seguintes verificações devem ser feitas:
(1) Capacidade axial Pu do tubo de sobreposição, usando](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-53-320.jpg)
![AWS D1.1/D1.1M:2010 2. PROJETO DE CONEXÕES SOLDADAS
22
Φ 0,95 com
( )
para 25% a 50% de sobreposição, com
( )
para 50% a 80% de sobreposição.
( )
para 80% a 100% de sobreposição.
( )
Para mais do que 100% de sobreposição
onde beo é largura efetiva para a face soldada à
corda,
( )
( )
e é a largura efetiva para a face soldada à cinta
conectada.
( ) da cinta conectada
E outros termos são como definido previamente.
(2) Carga transversal líquida na área de cobertura
combinada, tratada como conexão T- ou Y-.
(3) Para mais de 100% de sobreposição,
cisalhamento longitudinal deve ser verificado,
considerando apenas as paredes laterais da área de
cobertura do membro conectado para ser efetivo.
2.25.2.5 Flexão. Momento primário de flexão, M,
devido a carga aplicada, vigas cantiléver, laterais de
molduras sem cinta, etc., devem ser considerados no
projeto como uma carga axial adicional, P:
No lugar de uma análise mais racional (ver Comentário),
JD pode ser tomado como η D/4 para flexão em plano, e
como βD/4 para flexão fora do plano. Os efeitos de
carga axial, flexão no plano e flexão fora do plano
devem ser considerados como aditivos. Os momentos
devem ser tomados na área de cobertura do membro de
ramificação.
2.25.2.6 Outras Configurações. Conexões transversais
em T-, Y-, de folga em K-, e de folga em N- com tubos
de ramificação circulares emoldurados em uma seção de
caixa de membro principal podem ser designados
usando 78,5% da capacidade dada em 2.25.2.1 e
2.25.2.2, ao substituir a dimensão de caixa “a” e “b” em
cada equação por diâmetro de ramificação, db (limitado
a seções compactas com 0,4 ≤ β ≤ 0,8).
2.26 Transição de Espessura
Juntas de topo de tensão em membros primários de
espessura de material ou tamanho diferentes alinhados
axialmente carregados ciclicamente devem ser feitas de
tal maneira que a inclinação através da zona de transição
não exceda 1 in 2-1/2. A transição deve ser alcançada
pelo chanframento da parte mais grossa, inclinando o
metal de solda, ou por qualquer combinação desses
métodos (ver Figura 2.21).
2.27 Limitações de Material
Conexões tubulares são sujeitas a concentrações de
tensão locais que podem levar a cessão local e
deformações plásticas na carga de projeto. Durante a
vida útil, cargas cíclicas podem iniciar trincas de fadiga,
fazendo demandas adicionais na ductilidade do aço,
particularmente sob cargas dinâmicas. Essas demandas
são particularmente severas em metais de juntas de
paredes pesadas projetados para puncionamento (ver
Comentário C-2.27.2.2).
2.27.1 Limitações
2.27.1.1 Limite de escoamento. As provisões de
projeto de 2.24 para conexões tubulares soldadas não
são intencionadas para uso com tubos circulares tendo
um limite mínimo específico, , de mais de 60 ksi [415
MPa] ou para seções de caixa mais de 52 ksi [360 MPa].
2.27.1.2 Limite Reduzido Efetivo. O limite
reduzido efetivo deve ser usado como Fyo no projeto de
conexões tubulares com limites de , como segue:
(1) 2/3 da resistência a tração mínima especificada
para seções circulares (ver Observações na Tabela 2.10).
(2) 4/5 da resistência de tração mínima especificada
para seções retangulares (ver Figura 2.19).
2.27.1.3 Conexões de Caixa em T-, Y-, e K-. O
projetista deveria considerar demandas especiais que são
colocadas no aço usado em conexões de caixa em T-, Y-
, e K-.
2.27.1.4 Precaução ASTM A 500. Produtos
manufaturados de acordo com essa especificação podem
não ser adequadas a essas aplicações tais como
elementos dinamicamente carregados em estruturas
soldadas, etc., onde propriedades de tenacidade ao
entalhe de baixa temperatura podem ser importantes.
Investigação especial ou tratamento térmico podem ser
necessários se este produto for aplicado a conexões
tubulares em T-,Y-, e K-.
2.27.2 Resistência ao Entalhe de Metal Base Tubular
2.27.2.1 Requisitos de Teste CVN. Membros
tubulares soldados em tensão devem ser requisitados a
demonstrar energia absorvida em teste CVN de 20
pés⋅libras a 70°F [27 J a 20°C] para as seguintes
condições:](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-54-320.jpg)
![AWS D1.1/D1.1M:2010 2. PROJETO DE CONEXÕES SOLDADAS
23
(1) Espessura de metal base de 2 in [50 mm] ou maior
com um limite de escoamento mínimo especificado de
40 ksi [280 MPa] ou maior.]
O teste CVN deve estar em conformidade com ASTM A
673 (Frequência H, lote de aquecimento). Para os
propósitos desta subcláusulas, um membro de tensão é
definido como um que tenha mais que 10 ksi [70 MPa]
de tensão de tração devido a cargas de projeto.
2.27.2.2 Requisitos LAST. Tubulares usados como
membro principal em nós estruturais, cujo projeto é
governado por cargas cíclicas ou de fadiga (por
exemplo, o metal de junta em conexões em T-, Y-, e K-)
devem ser requisitados a demonstrar no teste CVN
energia absorvida de 20 pés⋅libra [27 J] na Menor
Temperatura de Serviço Antecipada (Lowest
Anticipated Service Temperature - LAST) para as
seguintes condições:
(1) Espessura do metal base de 2 in [50 mm] ou
maior.
(2) Espessura de metal base de 1 in [25 mm] ou
maior com um limite de escoamento especificado de 50
ksi [345 MPa] ou maior.
Quando o LAST não é especificado, ou a estrutura não é
governada por carga cíclica ou de fadiga, o teste deve
ser a temperatura não maior que 40°F [4°C]. O teste
CVN deve normalmente representar os tubulares como
fornecidos, e ser testado em conformidade com ASTM
A 673 Frequência H (lote de aquecimento).
2.27.2.3 Tenacidade ao Entalhe Alternativa.
Requisitos de tenacidade ao entalhe alternativa devem
aplicar-se quando especificados em documentos de
contrato. O Comentário dá diretrizes adicionais para
projetistas. A tenacidade deve ser considerada em
relação à redundância versus gravidade de estrutura em
um estágio inicial de planejamento e projeto.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-55-320.jpg)

![AWS D1.1/D1.1M:2010 2. PROJETO DE CONEXÕES SOLDADAS
Tabela 2.3
Tensões Permissíveis (ver 2.6.4 e 2.16.1)
Tipo de Tensão Aplicada Tensão Permissível
Nível de Resistência Requerido do
Metal de Adição
Soldas em Chanfro CJP
Tensão normal sobre a área efetivaa
Mesma que metal base
Metal de adição correspondente
deve ser usado b
Compressão normal sobre a área efetiva Mesma que metal base
Metal de adição com nível de
resistência igual ou uma
classificação (10ksi [70MPa])
menor que o metal de adição
correspondente deve ser usado.
Tensão ou compressão paralela ao eixo da
soldac
Não é uma consideração de projeto de junta
soldada. Metal de adição com nível de
resistência igual ou menor que o
metal de adição correspondente
deve ser usado.
Cisalhamento na área
0,30 × classificação de resistência de tensão de
metal de adição, exceto cisalhamento no metal
base, não deve exceder 0,40 × limite de escoamento
do metalbase
Soldas em Chanfro PJP
Tensão normal para a área efetiva
0,30 × classificação de resistência de tensão de
metal de adição
Metal de adição com nível de
resistência igual ou menor que o
metal de adição correspondente
deve ser usado.
Compressão normal à área efetiva da solda
em juntas projetadas para suportar
0,90 × classificação de resistência de tensão de
metal de adição, mas não mais que 0,90 × limite de
escoamento do metal base conectado
Compressão normal à área efetiva da solda
em juntas não projetadas para suportar
0,75 × classificação de resistência de tensão de
metal de adição
Tensão ou compressão paralela ao eixo da
soldac
Não é uma consideração de projeto de junta
soldada
Cisalhamento paralelo ao eixo da área
efetiva
0,30 × classificação de resistência de tensão de
metal de adição exceto cisalhamento no metal base
não deve exceder 0,40 × limite de escoamento do
metal base
Soldas de Filete
Cisalhamento na área efetiva ou solda
0,30 × classificação de resistência de tensão de
metal de adição exceto que a tensão da área de
cisalhamento na seção líquida do metal base não
deve exceder 0,40 × limite de escoamento do metal
based,e
Metal de adição com nível de
resistência igual ou menor que o
metal de adição correspondente
deve ser usado.
Tensão ou compressão paralela ao eixo da
soldac
Não é uma consideração de projeto de junta
soldada
Soldas de Tampão
Cisalhamento paralelo á superfície de
contato na área efetivaf
0,30 × classificação de resistência de tensão de
metal de adição
Metal de adição com nível de
resistência igual ou menor que o
metal de adição correspondente
deve ser usado.
a
Para definições de áreas efetivas, ver 2.4.
b
Para metal de adição correspondente a resistência de metal base para aços aprovados em código, ver Tabela 3.1 e Tabela 4.9.
c
Componentes de juntas de soldas de filete e soldas em chanfro de membros construídos podem ser projetadas sem consideração à
tensão e tensão de compressão nos componentes conectados paralelos ao eixo da solda embora a área da solda normal para o eixo da
solda podem ser incluídas na área de seção transversal do membro.
d
A limitação em tensão no metal base metal a 0,40 × limite de escoamento do metal base não se aplica a tensão em perna de solda
diagramática; no entanto, uma verificação deve ser feita para assegurar que a resistência da conexão não é limitada pela espessura do
metal base na área líquida ao redor da conexão, particularmente no caso de um par de soldas de filete em lados opostos de um elemento
de placa.
e
De forma alternada, ver 2.6.4.2, 2.6.4.3, e 2.6.4.4. A Observação d (acima) aplica-se.
f
A resistência da conexão também deve ser limitada pela capacidade de carga de ruptura do metal base mais fino na área de perímetro ao
redor da conexão.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-57-320.jpg)


![AWS D1.1/D1.1M:2010 2. PROJETO DE CONEXÕES SOLDADAS
exemplo, elemento finito) teste em conexão modelo ou protótipo ou
calculada com a melhor teoria disponível
(Continua)
Tabela 2.7 (Continuação)
Categorias de Tensão para Tipo e Local de Material para Seções Circulares (ver
2.21.6.2)
Categoria de
Stress
Situação Tipos de Tensãoa
X1 Como para X2 , perfil aperfeiçoado por 2.21.6.6 e 2.21.6.7 Como para X2
X1 Intersecção cone-cilindro não reforçada
Tensão de ponto de aquecimento em mudança de
ângulo; calcular por Observação d
K2
Conexões T-, Y-, e K- simples nas quais a razão gama R/tc do
membro principal não excede 24
(ver Observação c).
PuncionamentoPuncionamento para membros
principais; calculado por Observação e
K1 Como para K2 , perfil aperfeiçoado por 2.21.6.6 e 2.21.6.
a
T = tensão, C = compressão, B = flexão, R = reversão—isto é, faixa total de tensão axial nominal e de flexão.
b
Curvas empíricas (Figura 2.13) baseadas em geometrias de conexão “típicas”; se fatores reais de concentração de
tensão ou deformações de ponto de aquecimento são conhecidos, o uso da curva X1 ou X2 é preferencial.
c
Curvas empíricas (Figura 2.13) baseadas em testes com gama (R/tc ) de 18 a 24; curvas do lado seguro para membros
de corda muito pesados (baixo R /tc ); para membros de corda (R /tc maior que 24) reduz a tensão permissível em
proporção a
( )
Quando fatores reais de concentração de tensão ou deformações de ponto de aquecimento são conhecidos, o uso da curva
X1 ou X2 é preferencial
d Fator de concentração de tensão – √
onde
= mudança de ângulo na transição
= raio para razão de espessura do tubo na transição
e
A faixa cíclica de puncionamentopuncionamento é dada por
[ √( ) ( ) ]
Onde
τ e são definidos na Figura 2.14, e
= faixa cíclica de tensão nominal de membro de ramificação para carga axial.
= faixa cíclica de tensão de flexão no plano.
= faixa cíclica de tensão de flexão fora do plano.
α é como definido na Tabela 2.10.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-60-320.jpg)
![AWS D1.1/D1.1M:2010 2. PROJETO DE CONEXÕES SOLDADAS
Tabela 2.8
Limitações de Categoria de Fadiga no Tamanho ou Espessura da Solda e Perfil de
Solda
(Conexões Tubulares) (ver 2.21.6.7)
Perfil de Solda
Nível I Nível II
Espessura de Limitação do Membro de
Ramificação para Categorias X1, K1, DT in
[mm]
Espessura de Limitação para Membro de
Ramificação para Categorias X2 , K2
in [mm]
Perfil de solda plana padrão
Figura 3.8
0,375 [10] 0,625 [16]
Perfil com filete de extremidade
Figura 3.9
0,625 [16]
1,50 [38]
qualificado para espessura ilimitada
para carga de compressão estática
Perfil côncavo, soldagem em bruto,
Figura 3.10
com teste de disco por 2.21.6.6(1)
1,00 [25]0 ilimitado
Perfil liso côncavo
Figura 3.10
completamente retificado por
2.21.6.6(2)
Ilimitado —
Tabela 2.9
Dimensões de Perda Z para Calcular Tamanhos de Solda Mínimos para
Conexões Tubulares
Pré-qualificadas T-, Y-,e K- PJP (ver 2.24.2.1)
Posição de Soldagem: V ou OH Posição de Soldagem: H ou F
Ângulo Incluído da
Junta φ
Processo Z (in) Z (mm) Processo Z (in) Z (mm)
φ
SMAW
FCAW-S
FCAW-G
GMAW
GMAW-S
0
0
0
N/A
0
0
0
0
N/A
0
SMAW
FCAW-S
FCAW-G
GMAW
GMAW-S
0
0
0
0
0
0
0
0
0
0
60 > φ
SMAW
FCAW-S
FCAW-G
GMAW
GMAW-S
1/8
1/8
1/8
N/A
1/8
3
3
3
N/A
3
SMAW
FCAW-S
FCAW-G
GMAW
GMAW-S
1/8
0
0
0
0
3
0
0
0
3
45 > φ
SMAW
FCAW-S
FCAW-G
GMAW
GMAW-S
1/4
1/4
3/8
N/A
3/8
6
6
10
N/A
10
SMAW
FCAW-S
FCAW-G
GMAW
GMAW-S
1/4
1/8
1/4
1/4
1/4
6
3
6
6
6](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-61-320.jpg)


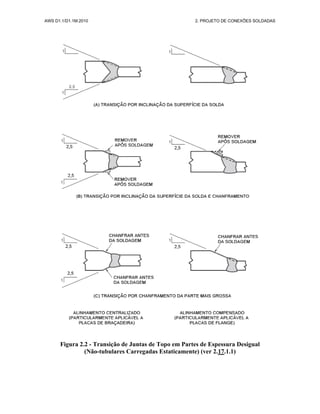
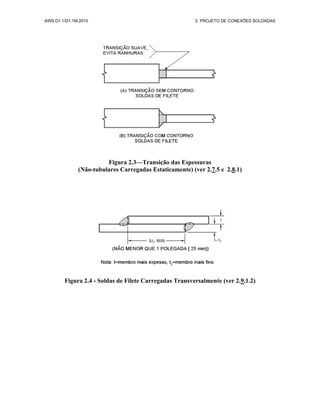
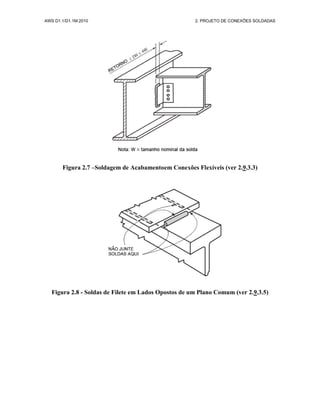
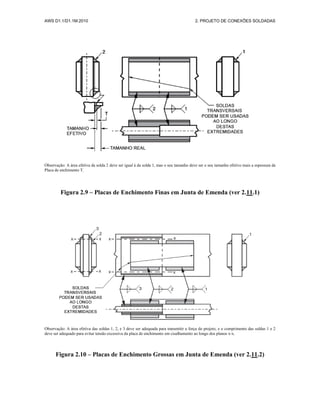


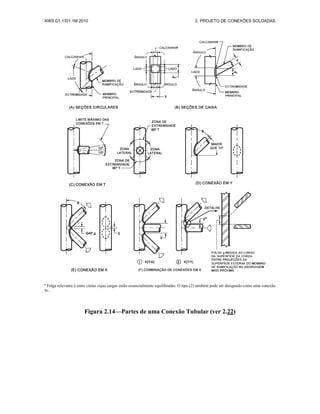
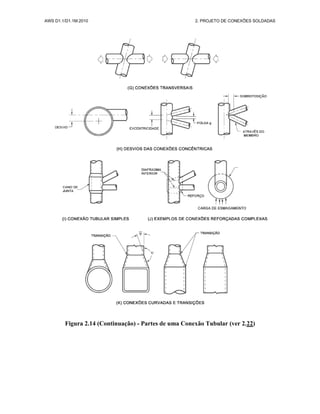
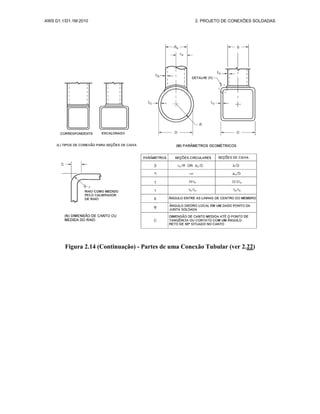
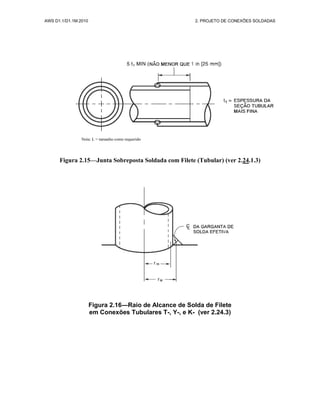
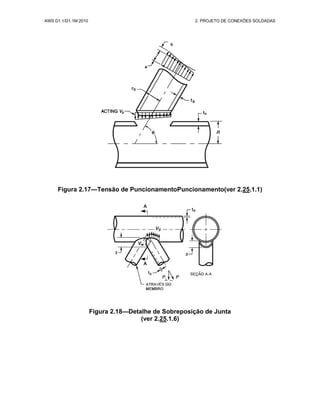
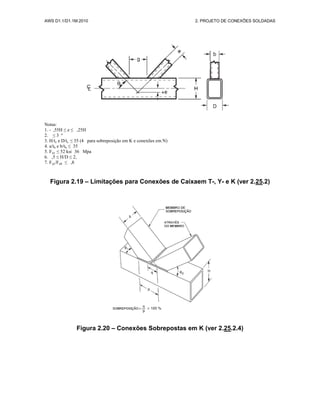



![AWS D1.1/D1.1M:2010 3. PRÉ-QUALIFICAÇÃO DE WPSS
60
Qualquer aço
em um grupo
para qualquer
aço em outro
grupo
Qualquer metal de
adição listado para cada
grupo de força. [Os
eletrodos de SMAW
devem ser classificados
como tendo um baixo
nível de hidrogênio.]
Não
correspondentes
Qualquer aço
para qualquer
aço em
qualquer grupo
Qualquer metal de
adição listado em um
grupo de força abaixo
do grupo de menor
força. [Os eletrodos de
SMAW devem ser
classificados como
tendo um baixo nível de
hidrogênio.]
Nota: Consultar a Tabela 2.3 ou 2.6 para determinar os
requisitos de resistência do metal de adição para igualar
ou não a resistência do metal base.
3.4 Aprovação do engenheiro para
anexos auxiliares
Materiais não listados para anexos auxiliares que
estejam dentro do intervalo de composição química de
um aço relacionado na Tabela 3.1 podem ser usados em
uma WPS pré-qualificada, quando aprovados pelo
Engenheiro. O metal de adição e de pré-aquecimento
mínimo deve estar em conformidade com 3.5, com base
na força material similar e na composição química.
3.5 Requisitos de Temperaturas
Mínimas de Pré-aquecimento e
Interpasse
As temperaturas de pré-aquecimento e de interpasse
devem ser suficientes para evitar trincas. A Tabela 3.2
deve ser usada para determinar as temperaturas mínimas
de pré-aquecimento e de interpasse para os aços
relacionados na codificação.
3.5.1 Combinação Metal Base/Espessura. As
temperaturas mínimas de pré-aquecimento e de
interpasse aplicadas em uma junta composta de metais
de base com pré-aquecimentos mínimos diferentes da
Tabela 3.2 (com base na categoria e na espessura)
devem ser as mais elevadas desses pré-aquecimentos
mínimos.
3.5.2 Temperaturas de Pré-aquecimento e de
Interpasse de SAW Alternativa. As temperaturas de
pré-aquecimento e de interpasse para SAW com
eletrodos paralelos ou múltiplos devem ser selecionadas
em conformidade com a Tabela 3.2. Para soldas de
chanfro ou de filete em passe único, para combinações
de metais a serem soldados e o aporte de calor
envolvido, e com a aprovação do engenheiro, as
temperaturas de pré-aquecimento e de interpasse podem
ser estabelecidas como sendo suficientes para reduzir a
dureza na HAZs do metal base para menos de 225 o
número de dureza de Vickers para aços com uma
resistência à tração mínima especificada não superior a
60 ksi [415 MPa] e para menos de 280 o número de
dureza de Vickers para aços com uma resistência à
tração mínima especificada superior a 60 ksi [415
MPa], mas não superior a 70 ksi [485 MPa].
NOTE: O número de dureza de Vickers deve ser
determinado em conformidade com a norma ASTM E
92. Se for utilizado outro método de dureza, o número
de dureza equivalente deverá ser determinado a partir
da ASTM E 140 e deverão ser realizados testes de
acordo com as especificações ASTM aplicáveis.
3.5.2.1 Requisitos de Dureza. A determinação da
dureza de HAZ deverá ser feita:
(1) Nas seções transversais de análise macrográfica
inicial de um espécime em teste de amostragem.
(2) Na superfície do membro durante o andamento
do trabalho. A superfície deve ser esmerilhada antes do
teste de dureza:
(a) A frequência dos ensaios em HAZ deve
ocorrer em, pelo menos, uma área de testes por ligação
soldada do metal mais espesso envolvido em uma junta
com, cada qual, 50 pés [15 m] de soldas em chanfro ou
par de soldas filetes.
(b) Essas determinações de dureza podem ser
interrompidas depois que o procedimento tiver sido
estabelecido e a interrupção for aprovada pelo
engenheiro
3.6 Limitação de Variáveis de
WPS
Todas as WPSs pré-qualificadas que serão utilizadas
devem ser preparadas pelo fabricante, produtor ou
contratante como WPSs pré-qualificadas escritas e
devem estar disponíveis para quem estiver autorizado a
utilizá-las ou examiná-las. A WPS escrita pode seguir
qualquer formato adequado (ver Anexo N para
exemplos). Os parâmetros de soldagem estabelecidos na
Tabela 3.8 devem ser especificados na WPS escrita e
para variáveis com limites dentro da faixa indicada.
Mudanças para as variáveis essenciais além daquelas
permitidas por meio da Tabela 3.8 devem exigir uma
WPS pré-qualificada nova ou revista, ou devem exigir
que a WPS seja qualificada através de testes nos termos
da Cláusula 4.
3.6.1 Combinação de WPSs. Pode ser utilizada uma
combinação de WPSs qualificadas e pré-qualificadas
sem a qualificação do conjunto, desde que seja
observada a limitação das variáveis essenciais
aplicáveis em cada processo.
3.7 Requisitos Gerais de WPS
Todos os requisitos da Tabela 3.7 devem ser cumpridos
para WPSs pré-qualificadas.
3.7.1 Requisitos de Soldagem Vertical Ascendente. A
progressão de todos os passes de soldagem em posição](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-80-320.jpg)
![AWS D1.1/D1.1M:2010 3. PRÉ-QUALIFICAÇÃO DE WPSS
61
vertical deve ser ascendente, com as seguintes
exceções:
(1) A mordedura pode ser reparada verticalmente
em sentido descendente, quando o pré-aquecimento
estiver em conformidade com a Tabela 3.2, mas não
inferior a 70 ° F [20 ° C].
(2) Quando os produtos tubulares são soldados, a
progressão da soldagem vertical pode ser ascendente ou
descendente, mas somente na(s) direção(ões) para a(s)
qual(is) o soldador estiver qualificado.
3.7.2 Limitação de Largura/Profundidade do Passe.
Nem a profundidade, nem a largura máxima na seção
transversal do metal de solda depositado em cada passe
de solda devem exceder a largura na superfície do passe
de solda (ver Figura 3.1).
3.7.3 Requisitos de Aço Resistente à Corrosão
Atmosférica. No caso de aplicações expostas, nuas e
sem pintura de aço resistente à corrosão atmosférica que
requer metal de solda com resistência à corrosão
atmosférica e características de coloração semelhantes à
do metal base, a combinação de eletrodo ou
eletrodo-fluxo deve estar em conformidade com a
Tabela 3.3.
As exceções para esses requisitos são as seguintes:
3.7.3.1 Soldas de Chanfro em passe único. As
soldas em chanfro feitas em passe único ou em passe
único de cada lado podem ser realizadas utilizando-se
qualquer um dos metais de adição para os metais de
base do Grupo II na Tabela 3.1.
3.7.3.2 Soldas de Filete em Passe Único. Soldas de
filete em passe único, até as dimensões abaixo, podem
ser feitas utilizando-se qualquer um dos metais de
adição para os metais de base do Grupo II relacionados
na Tabela 3.1:
SMAW ¼ in [6mm]
SAW 5/16 in [8mm]
GMAW/FCAW 5/16 in [8 mm]
3.7.4 Gás de Proteção. Gases de proteção para GMAW
e FCAW-G devem estar em conformidade com a norma
AWS A5.32/A5.32M e uma das seguintes opções:
(1) O gás de proteção utilizado para classificação
de eletrodo de acordo com as especificações AWS A5
aplicáveis.
(2) Um gás de proteção recomendado para
utilização com o eletrodo específico pelo fabricante do
eletrodo. Tais recomendações devem ser sustentadas
por testes que demonstram que a combinação
eletrodo/gás de proteção é capaz de atender todos os
requisitos de propriedades mecânicas e químicas para a
classificação do eletrodo quando testado de acordo com
as especificações A5 AWS aplicáveis. A documentação
desses testes deve ser fornecida quando solicitada pelo
engenheiro ou inspetor.
3.8 Requisitos Comuns para SAW
de Eletrodos Paralelos e
Eletrodos Múltiplos
3.8.1 Passe de Raiz de GMAW. As soldas também
podem ser feitas na raiz de soldas em chanfro ou de
filete utilizando-se GMAW, seguidas por arcos
submersos de eletrodos paralelos ou múltiplos, desde
que a GMAW esteja em conformidade com os
requisitos desta seção e desde que o espaçamento entre
o arco de GMAW e o seguinte arco de SAW não exceda
15 in [380 mm].
3.9 Requisitos para Solda de Filete
Consultar a Tabela 5.8 para tamanhos mínimos de solda
de filete.
3.9.1 Detalhes (Não-tubular). Ver Figuras 2.1 e 2.4
para as limitações no caso de soldas de filete
pré-qualificadas.
3.9.2 Detalhes (Tubular). Para status pré-qualificados,
as conexões tubulares de soldagem de filete devem estar
em conformidade com as seguintes disposições:
(1) WPSs pré-qualificadas. As conexões tubulares
de soldagem de filete feitas por meio dos processos de
SMAW, GMAW ou FCAW, que podem ser utilizados
sem a realização de testes de qualificação WPS, estão
detalhadas na Figura 3.2 (ver 2.24.1.2 para limitações).
Esses detalhes também podem ser utilizados no caso de
GMAW-S qualificadas em conformidade com 4.13.4.3.
(2) Os detalhes da solda de filete pré-qualificada em
juntas sobrepostas estão mostrados na Figura 2.15.
3.9.3 Juntas Oblíquas em T. As juntas oblíquas em T
devem estar em conformidade com a Figura 3.11.
3.9.3.1 Limitações do Ângulo Diedro. O lado
obtuso das juntas oblíquas em T com ângulos diedros
maiores que 100° deve ser preparado como mostrado na
Figura 3.11, Detalhe C, a fim de permitir a colocação de
uma solda do tamanho necessário. A quantidade de
usinagem ou retificação etc. da Figura 3.11, Detalhe C,
não deve ser maior que o exigido para atingir o tamanho
de solda necessário (W).
3.9.3.2 Tamanho Mínimo de Solda para Juntas
Oblíquas em T. No caso das juntas oblíquas em T, o
tamanho mínimo da solda para os Detalhes A, B e C na
Figura 3.11 deve estar em conformidade com a Tabela
5.8.
3.10 Requisitos para Soldas de
Tampão (Soldas Plug e Slot)
Os detalhes de soldas de tampão (plug e slot)
feitas por meio dos processos de SMAW, GMAW
(exceto GMAW-S) ou FCAW estão descritos em
2.4.5.1, 2.4.5.2, 2.4.5.4 e 2.10.4 e podem ser
utilizados sem a realização da qualificação WPS](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-81-320.jpg)
![AWS D1.1/D1.1M:2010 3. PRÉ-QUALIFICAÇÃO DE WPSS
62
descrita na Cláusula 4, desde que as disposições
técnicas de 5.25 sejam observadas.
3.11 Requisitos Comuns de Soldas
em Chanfro PJP e CJP
3.11.1 FCAW/GMAW em Juntas SMAW. As
preparações em chanfro detalhadas para juntas SMAW
pré-qualificadas podem ser utilizadas para GMAW ou
FCAW pré-qualificada.
3.11.2 Preparação de Junta de Ângulo. No caso de
juntas de ângulo, a preparação do chanfro externo pode
ser feita em um ou ambos os membros, desde que a
configuração básica do chanfro não seja alterada e a
distância adequada da aresta seja mantida para dar
suporte às operações de soldagem sem fusão excessiva.
3.11.3 Aberturas de Raiz. As aberturas de raiz na junta
podem variar conforme observado em 3.12.3 e 3.13.1.
No entanto, para a soldagem automática ou mecanizada
utilizando processos de FCAW, GMAW e SAW, a
variação de abertura máxima de raiz (abertura de
mínima para máxima como ajuste) não pode exceder
1/8 in [3 mm]. Variações maiores que 1/8 in [3 mm]
devem ser corrigidas localmente, antes da soldagem
automática ou mecanizada.
3.12 Requisitos de PJP
As soldas em chanfro com PJP devem ser feitas
utilizando-se os detalhes de junta descritos na Figura
3.3. As limitações dimensionais da junta descritas em
3.12.3 deverão ser aplicadas.
3.12.1 Definição. Salvo as disposições de 3.13.5 e
Figura 3.4 (B-L1-S), as soldas em chanfro sem suporte
de aço, soldadas de um lado, e as soldas em chanfro
soldadas de ambos os lados, mas sem goivagem por
trás, são consideradas soldas em chanfro com PJP.
3.12.2 Tamanho de Solda. O tamanho de solda (E) de
um chanfro PJP pré-qualificado deve ser como
mostrado na Figura 3.3 para o processo específico de
soldagem, indicação da junta, o ângulo de chanfro e a
posição de soldagem propostos para utilização na
fabricação da solda.
3.12.2.1 Tamanhos de Solda Pré-qualificados
(1) O tamanho mínimo de solda das soldas de
chanfro em V simples ou em X, em bisel, em J e em U,
com PJP, tipos de 2 a 9, deve ser como mostrado na
Tabela 3.4. A espessura do metal base deve ser
suficiente para incorporar os requisitos dos detalhes da
junta selecionada, em conformidade com as variações
descritas no 3.12.3 e os requisitos da Tabela 3.4.
(2) A espessura máxima do metal base não deve ser
limitada.
(3) As dimensões mínimas da solda em chanfro
quadrado B-P1 e as soldas de chanfro em bisel curvado
BTC-P10 e B-P11 de PJP devem ser calculadas a partir
da Figura 3.3.
(4) Os desenhos de oficina e de execução devem
especificar as profundidades dos chanfros do projeto
“S” aplicáveis para o tamanho de solda “(E)” necessário
nos termos de 3.12.2. (Note que essa exigência não se
aplica aos detalhes B-P1, BTC-P10 e P11-B.)
3.12.3 Dimensões da junta
(1) As dimensões das soldas em chanfro
especificadas em 3.12 podem variar no projeto ou nos
desenhos de detalhe dentro dos limites de tolerância
indicados na coluna “Como Detalhado” na Figura 3.3.
(2) As tolerâncias de ajuste da Figura 3.3 podem ser
aplicadas às dimensões indicadas no desenho de
detalhe. No entanto, a utilização de tolerâncias de ajuste
não isenta o usuário de cumprir os requisitos mínimos
do tamanho de solda do parágrafo 3.12.2.1.
(3) Chanfros em J e em U podem ser preparados
antes ou depois da montagem.
3.12.4 Detalhes (Tubular). Os detalhes para soldas de
chanfro tubulares PJP, às quais são atribuídos status
pré-qualificados, devem estar em conformidade com as
seguintes disposições:
(1) As soldas em chanfro tubulares PJP, menos as
conexões em T, Y e K, podem ser utilizadas sem a
realização de testes de qualificação WPS, quando estes
podem ser aplicados, e devem cobrir todas as limitações
da dimensão da junta, conforme descrito naFigura 3.3.
(2) As conexões tubulares em T, Y e K com PJP,
soldadas apenas por meio dos processos SMAW,
GMAW ou FCAW, podem ser utilizadas sem a
realização de testes de qualificação WPS, quando estes
puderem ser aplicados, e devem cobrir todos os limites
da dimensão da junta, conforme descrito na Figura 3.5.
Esses detalhes também podem ser utilizados em
GMAW-S qualificadas, em conformidade com 4.13.4.3.
3.12.4.1 Conexões Combinadas de Caixa. Os
detalhes para soldas em chanfro PJP nessas conexões,
as dimensões do canto e os raios do tubo principal são
mostrados na Figura 3.5. As soldas de filete podem ser
utilizadas nas áreas da extremidade e do calcanhar (ver
Figura 3.2). Se a dimensão do ângulo ou o raio do tubo
principal, ou ambos forem menores, como mostrado na
Figura 3.5, uma junta de amostragem do detalhe lateral
deve ser feita e seccionada para verificar o tamanho de
solda. A solda de ensaio deve ser feita na posição
horizontal. Essa exigência pode ser dispensada se o tubo
de ramificação for biselado, tal como mostrado, no caso
de soldas em chanfro com CJP, na Figura 3.6.
3.13 Requisitos de Solda em
Chanfro com CJP
As soldas em chanfro com CJP que podem ser usadas
sem a realização de testes de qualificação WPS
descritas na Cláusula 4 devem ser como detalhado na
Figura 3.4 e estão sujeitas aos limites descritos em
3.13.1.
3.13.1 Dimensões da Junta. As dimensões das soldas
em chanfro especificadas em 3.13 podem variar no](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-82-320.jpg)
![AWS D1.1/D1.1M:2010 3. PRÉ-QUALIFICAÇÃO DE WPSS
63
projeto ou nos desenhos de detalhe dentro dos limites
ou tolerâncias mostrados na coluna "Como detalhado"
na Figura 3.4. O ajuste do limite de tolerância da Figura
3.4 pode ser aplicado à dimensão mostrada no desenho
de detalhe.
3.13.2 Suporte. As soldas de chanfro pré-qualificadas
com CJP feitas de um só lado, exceto quando permitido
para estruturas tubulares, devem ter suporte de aço.
Outros suportes, tal como enumerados em 5.10, podem
ser utilizados, se qualificados em conformidade com a
Cláusula 4.
3.13.3 Preparação de Chanfro Duplo. Os chanfros em
J e em U e o outro lado de chanfros em X e em bisel
duplo (ou K) parcialmente soldados podem ser
preparados antes ou após a montagem. Após a
goivagem por trás, o lado oposto das juntas em X ou em
bisel duplo (ou K) parcialmente soldado deveria se
assemelhar a uma configuração de junta em U ou em J
pré-qualificada na raiz da junta. 3.13.4 Juntas de Topo
Tubulares. Para as soldas de chanfro tubulares, a fim
de que lhes seja atribuído um status pré-qualificado, as
seguintes condições devem ser aplicadas:
(1) WPSs Pré-qualificadas. Onde a soldagem de
ambos os lados ou soldagem de um lado com reforço
for possível, qualquer WPS e qualquer detalhe em
chanfro que tiver sido devidamente pré-qualificado, em
conformidade com a Cláusula 3, pode ser utilizado, a
não ser que a SAW esteja pré-qualificada apenas para
diâmetros maiores ou iguais a 24 in. [600 mm]. Os
detalhes da junta soldada devem respeitar a Cláusula 3.
(2) Detalhe de Junta Não Pré-qualificada. Não
existem detalhes de junta pré-qualificada para soldas de
chanfro com CJP em juntas de topo feitas de um lado
sem reforço (ver 4.13.2).
3.13.5 Conexões Tubulares em T, Y e K. Os detalhes
para soldas em chanfro com CJP soldadas de um lado
sem suporte em conexões tubulares em T, Y e K
utilizadas em tubos circulares estão descritos nesta
seção. A gama circunferencial aplicável de Detalhes A,
B, C e D está descrita nas Figuras 3.6 e 3.7 e os
intervalos de ângulos diedros locais, Ψ , que
correspondem aos mesmos, estão descritos na Tabela
3.5.
As dimensões da junta que incluem ângulos de chanfro
estão descritas na Tabela 3.6 e na Figura 3.8. Ao
selecionar um perfil (compatível com a categoria de
fadiga usado no projeto) como uma função da
espessura, as diretrizes de 2.21.6.7 deverão ser
observadas. Perfis alternativos de solda, que podem ser
necessários para seções mais espessas, estão descritos
na Figura 3.9. Na ausência de requisitos especiais de
fadiga, esses perfis devem ser aplicados às espessuras
de ramificação superiores a 5/8 in [16 mm].
Perfis melhorados de solda que atendem os requisitos
de 2.21.6.6 e 2.21.6.7 estão descritos na Figura 3.10. Na
ausência de requisitos especiais de fadiga, esses perfis
devem ser aplicados às espessuras de ramificação
superiores a 1-1/2 in [38 mm] (não é necessário para a
carga de compressão estática).
Os detalhes pré-qualificados para soldas de chanfro em
conexões tubulares em T, Y e K, que utilizam seções da
caixa, estão também descritos na Figura 3.6. Os
detalhes anteriores estão sujeitos à restrição do
parágrafo 3.13.4.
NOTA: Ver o Comentário para orientação técnica na
seleção de um perfil desejável.
As dimensões da junta e os ângulos de chanfro não
devem variar a partir dos intervalos detalhados na
Tabela 3.6 e mostrados nas Figuras 3.6 e 3.8 através de
3.10. A superfície do talão da raiz das juntas deve ser
zero, a não ser que dimensionada de outra forma. Ela
pode ser detalhada para exceder zero ou a dimensão
especificada para não mais que 1/16 in [2 mm]. Ela não
pode ser detalhada como menor que as dimensões
especificadas.
3.13.5.1 Detalhes da junta. Os detalhes para soldas de
chanfro CJP em conexões tubulares em T, Y e K estão
descritos em 3.13.5. Esses detalhes são pré-qualificados
para SMAW e FCAW e podem também ser utilizados
para GMAW-S qualificadas em conformidade com
4.13.4.3.
3.14 Tratamento Térmico Pós-
Soldagem
O Tratamento Térmico Pós-Soldagem (PWHT) deve ser
pré-qualificado, desde que seja aprovado pelo
engenheiro e que as condições abaixo sejam
observadas.
(1) O limite mínimo de elasticidade especificado do
metal base não deve exceder 50 ksi [345 MPa].
(2) O metal base não deverá ser fabricado por
têmpera e revenimento (Q & T), têmpera e auto-
revenimento (Q & ST), termo-mecânica de
processamento controlado (TMCP) ou, quando o
trabalho a frio for utilizado para alcançar propriedades
mecânicas maiores (por exemplo, certos graus de
tubulação ASTM A-500).
(3) Não deve haver requisitos para teste de
resistência do metal base, HAZ ou metal de solda.
(4) Deve haver dados disponíveis demonstrando que
o metal de solda deve ter resistência e ductilidade
adequadas na condição de PWHT (por exemplo, como
podem ser encontrados nas especificações e
classificação relevante AWS A5.X do metal de adição
ou com o fabricante do metal de adição).
(5) O PWHT deve ser conduzido em conformidade
com 5.8.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-83-320.jpg)
![Tabela 3.1
Metal Base Pré-qualificado — Combinações do Metal de Adição para Resistência Correspondente (ver 3.3)
G
r
u
p
o
Requisitos de Especificação do Aço Requisitos do Metal de Adição
Ponto/Limite Mínimo de
Elasticidade
Faixa de Tensão
Processo
Especificações do
Eletrodo AWS Classificação do Eletrodo
Especificações do Aço ksi MPa ksi MPa
ASTM A 36 (≤ 3/4 IN 2 mm ) 36 250 58-80 400-550
ASTM A 53 Grau B 35 240 60 min 415 min SMAW A5.1 E60XX, E70XX
ASTM A 106 Grau B 35 240 60 min 415 min
ASTM A 131 Grau A, B, CS, D, DS, E 34 235 58-75 400-520 A5.5c
E70XX-X
ASTM A 139 Grau B 35 240 60 min 415 min
ASTM A 381 Grau Y35 35 240 60 min 415 min
ASTM A 500 Grau A 33 230 45 min 310 min SAW A5.17 F6XX-EXXX, F6XX-ECXXX,
Grau B 42 290 58 min 400 min F7XX-EXXX, F7XX-ECXXX
Grau C 46 315 62 min 425 min A5.23c
F7XX-EXXX-XX,
ASTM A 501 36 250 58 min 400 min F7XX-ECXXX-XX
ASTM A 516 Grau 55 30 205 55-75 380-515
Grau 60 32 220 60-80 415-550
ASTM A 524 Grau I 35 240 60-85 415-586 GMAW A5.18 ER70S-X, E70C-XC,
Grau II 30 205 55-80 380-550 E70C-XM (Eletrodos com
I ASTM A 573 Grau 65 35 240 65-77 450-530 o sufixo -GS devem ser excluídos)
Grau 58 32 220 58-71 400-490 A5.28c
ER70S-XXX, E70C-XXX
ASTM A 709 Grau 36 (≤3/4 in 2 mm ) 36 250 58–80 400–550
ASTM A 1008 SS Grau 30 30 205 45 min. 310 min.
Grau 33 Tipo 1 33 230 48 min. 330 min. FCAW A5.20 E7XT-X, E7XT-XC, E7XT-XM
Grau 40 Tipo 1 40 275 52 min. 360 min. (os eletrodos com os sufixos -2C, -2M,
ASTM A 1011 SS Grau 30 30 205 49 min. 340 min. -3, -10, -13, -14 e -GS devem ser
Grau 33 33 230 52 min. 360 min. excluídos e os eletrodos com o sufixo
Grau 36 Tipo 1 36 250 53 min. 365 min. -11 devem ser excluídos para
Grau 40 40 275 55 min. 380 min. espessuras maiores que 1/2 in [12mm])
Grau 45 45 310 60 min. 410 min.
API 5L Grau B 35 241 60 414 A5.29c
E6XTX-X, E6XTX-XC,
Grau X42 42 290 60 414 E6XT-XM, E7XTX-X,
ABS Graus A, B, D, CS, DS 34 235 58–75 400–520 E7XTX-XC, E7XTX-XM
Grau Eb
34 235 58–75 400–520
(Continua)
AWS
D1.1/D1.1M:2010
3.
PRÉ-QUALIFICAÇÃO
DE
WPSS](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-84-320.jpg)
![Tabela 3.1 (Continuação)
Metal Base Pré-qualificado — Combinações do Metal de Adição para Resistência Correspondente (ver 3.3)
G
r
u
p
o
Requisitos de Especificação do Aço Requisitos do Metal de Adição
Ponto/Limite Mínimo
de Elasticidade
Faixa de Tensão
Processo
Especificações do
Eletrodo AWS Classificação do Eletrodo
Especificações do Aço ksi MPa ksi MPa
ASTM A 36 (≤ 3/4 IN 2 mm ) 36 250 58-80 400-550
ASTM A 131 Graus AH32, DH32, EH32 46 315 64-85 440-590
Graus AH36, DH36, EH36 51 355 71-90 490-620
ASTM A 441 40-50 275-345 60-70 415-485
ASTM A 516 Grau 65 35 240 65-85 450-585 SMAW A5.1 E7015, E7016, E7018, E7028
Grau 70 38 260 70-90 485-620
ASTM A 529 Grau 50 50 345 70–100 485–690 A5.5c
E7015-X, E7016-X, E7018-X
Grau 55 55 380 70–100 485–690
ASTM A 537 Classe 1 45-50 310-345 65-90 450-620
ASTM A 572 Grau 42 42 290 60 min. 415 min. SAW A5.17 F7XX-EXXX, F7XX-ECXXX
Grau 50 50 345 65 min. 450 min.
Grau 55 55 380 70 min. 485 min. A5.23c
F7XX-EXXX-XX,
ASTM A 588b
(4 in [100 mm] e inferior) 50 345 70 min. 485 min. F7XX-ECXXX-XX
ASTM A 595 Grau A 55 380 65 min. 450 min.
Graus B e C 60 410 70 min. 480 min.
ASTM A 606b
45-50 310-340 65 min. 450 min. GMAW A5.18 ER70S-X, E70C-XC,
ASTM A 618 Graus Ib, II, III 46-50 315-345 65 min. 450 min. E70C-XM (os eletrodos com
ASTM A 633 Grau A 42 290 63-83 430-570 o sufixo -GS devem ser excluídos)
II Graus C, D 50 345 70-90 485-620
(2-1/2 in [65 mm] e inferior)
ASTM A 709 Grau 36 (>3/4 in [20 mm]) 36 250 58–80 400–550 A5.28c
ER70S-XXX, E70C-XXX
Grau 50 50 345 65 min. 450 min.
Grau 50Wb
50 345 70 min. 485 min.
Grau 50S 50-65 345-450 65 min. 450 min. FCAW A5.20 E7XT-X, E7XT-XC, E7XT-XM
Grau HPS 50Wb
50 345 70 min. 485 min. (os eletrodos com os sufixos -2C,
ASTM A 710 Grau A, Classe 2>2 in [50mm] 50-55 345–380 60-65 415-450 -2M, -3, -10, -13, -14 e -GS devem
ASTM A 808 (2-1/2 in [65 mm] e inferior) 42 290 60 min. 415 min. ser excluídos e os eletrodos com
ASTM A 913 Grau 50 50 345 65 min. 450 min. o sufixo -11 devem ser excluídos
ASTM A 992 50-65 345–450 65 min. 450 min. para espessuras maiores que
ASTM A 1008 HSLAS Grau 45 Classe 1 45 310 60 min. 410 min. 1/2 in [12mm])
Grau 45 Classe 2 45 310 55 min. 380 min.
Grau 50 Classe 1 50 340 65 min. 450 min. A5.29c
E7XTX-X, E7XTX-XC, E7XT-XM
Grau 50 Classe 2 50 340 60 min. 410 min.
Grau 55 Classe 1 55 380 65 min. 450 min.
Grau 55 Classe 2 55 380 65 min. 450 min.
ASTM A 1008 HSLAS-F Grau 50 50 340 60 min. 410 min.
3.
PRÉ-QUALIFICAÇÃO
DE
WPSS
AWS
D1.1/D1.1M:2010](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-85-320.jpg)
![(Continua)
Tabela 3.1 (Continuação)
Metal Base Pré-qualificado — Combinações do Metal de Adição para Resistência Correspondente (ver 3.3)
G
r
u
p
o
Requisitos de Especificação do Aço Requisitos do Metal de Adição
Ponto/Limite Mínimo
de Elasticidade
Faixa de Tensão
Processo
Especificações do
Eletrodo AWS Classificação do Eletrodo
Especificações do Aço ksi MPa ksi MPa
ASTM A 1011 HSLAS Grau 45 Classe 1 45 310 60 min. 410 min.
Grau 45 Classe 2 45 310 55 min. 380 min.
Grau 50 Classe 1 50 340 65 min. 450 min.
Grau 50 Classe 2 50 340 60 min. 410 min. SMAW A5.1 E7015, E7016, E7018, E7028
Grau 55 Classe 1 55 380 70 min. 480 min.
Grau 55 Classe 2 55 380 65 min. 450 min. A5.5c
E7015-X, E7016-X, E7018-X
ASTM A 1011 HSLAS-F Grau 50 50 340 60 min. 410 min.
ASTM A 1011 SS Grau 50 50 340 65 min. 450 min.
Grau 55 55 380 70 min. 480 min. SAW A5.17 F7XX-EXXX, F7XX-ECXXX
ASTM A 1018 HSLAS Grau 45 Classe 1 45 310 60 min. 410 min.
Grau 45 Classe 2 45 310 55 min. 380 min. A5.23c
F7XX-EXXX-XX,
Grau 50 Classe 1 50 340 65 min. 450 min. F7XX-ECXXX-XX
Grau 50 Classe 2 50 340 60 min. 410 min.
Grau 55 Classe 1 55 380 70 min. 480 min. GMAW A5.18 ER70S-X, E70C-XC,
Grau 55 Classe 2 55 380 65 min. 450 min.
E70C-XM (os eletrodos com o sufixo -GS
devem ser excluídos)
II ASTM A 1018 HSLAS-F Grau 50 50 340 60 min. 410 min.
ASTM A 1018 SS Grau 30 30 205 49 min. 340 min.
Grau 33 33 230 52 min. 360 min. A5.28c
ER70S-XXX, E70C-XXX
Graus 36 36 250 53 min. 365 min.
Grau 40 40 275 55 min. 380 min.
API 2H Grau 42 42 289 62-82 427-565 FCAW A5.20 E7XT-X, E7XT-XC, E7XT-XM
Grau 50 50 345 70-90 483-620 (os eletrodos com os sufixos -2C,
API 2MT 1 Grau 50 50 345 65-90 488-620 -2M, -3, -10, -13, -14 e -GS devem
API 2W Grau 42 42-67 290-462 62 min. 427 min. Ser excluídos e os eletrodos com o
Grau 50 50-75 345-517 65 min. 448 min. sufixo -11 devem ser excluídos
Grau 50T 50-80 345-552 70 min. 483 min. para espessuras maiores que
API 2Y Grau 42 42-67 290-462 62 min. 427 min. 1/2 in [12mm])
Grau 50 50-75 345-517 65 min. 448 min.
Grau 50T 50-80 345-552 70 min. 483 min. A5.29c
E7XTX-X, E7XTX-XC, E7XT-XM
API 5L Grau X52 52 359 66 min. 455 min.
ABS Graus AH32, DH32, EH32 46 315 64-85 440-590
Graus AH36, DH36, EH36b
51 355 71-90 490-620
(Continua)
AWS
D1.1/D1.1M:2010
3.
PRÉ-QUALIFICAÇÃO
DE
WPSS](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-86-320.jpg)
![Tabela 3.1 (Continuação)
Metal Base Pré-qualificado — Combinações do Metal de Adição para Resistência Correspondente (ver 3.3)
G
r
u
p
o
Requisitos de Especificação do Aço Requisitos do Metal de Adição
Ponto/Limite Mínimo
de Elasticidade
Faixa de Tensão
Processo
Especificações do
Eletrodo AWS Classificação do Eletrodo
Especificações do Aço ksi MPa ksi MPa
API 2W Grau 60 60-90 414-621 75 min. 517 min.
API 2Y Grau 60 60-90 414-621 75 min. 517 min.
ASTM A 537 Classe 2b
46-60 315-415 70-100 485-690 SMAW A5.5c
E8015-X, E8016-X, E8018-X
ASTM A 572 Grau 60 60 415 75 min. 520 min.
Grau 65 65 450 80 min. 550 min. SAW A5.23c
F8XX-EXXX-XX,
ASTM A 633 Grau Eb
55-60 380-415 75-100 515-690 F8XX-ECXXX-XX
ASTM A 710 Grau A, Classe 2≤2 in 5 mm 60-65 415-450 72 min. 495 min.
III ASTM A 710 Grau A,Classe 3>2 in [50mm] 60-65 415-450 70–75 485–515 GMAW A5.28c
ER80S-XXX,
ASTM A 913a
Grau 60 60 415 75 min. 520 min. E80C-XXX
Grau 65 65 450 80 min. 550 min.
ASTM A 1018
HSLAS
Grau 60 Classe 2 60 410 70 min. 480 min. FCAW A5.29c
E8XTX-X, E8XTX-XC,
Grau 70 Classe 2 70 480 80 min. 550 min. E8XT-XM
ASTM A 1018
HSLAS -F
Grau 60 Classe 2 60 410 70 min. 480 min.
Grau 70 Classe 2 70 480 80 min. 550 min.
SMAW A5.5c
E9015-X, E9016-X,
E9018-X, E9018M
SAW A5.23c
F9XX-EXXX-XX,
IV ASTM A 709 Grau HPS70W 70 485 85-110 585-760 F9XX-ECXXX-XX
ASTM A 852 70 485 90-110 620-760
GMAW A5.28c
ER90S-XXX, E90C-XXX
FCAW A5.29c
E9XTX-X, E9XTX-XC, E9XT-XM
a
Os limites do aporte de calor de 5 7 não devem ser aplicados a ASTM A 913, Grau 60 ou 65
b
Os materiais com soldagem especial e WPS (por exemplo, eletrodos de baixa liga E80XX-X) podem ser necessários para nivelar a ductilidade do metal base (para aplicações envolvendo carga dinâmica ou baixa temperatura) ou
em características de corrosão atmosférica e de exposição às intempéries (ver 3 7 3)
c
Os metais de adição da família das ligas metálicas B3, B3L, B4, B4L, B5, B5L, B6, B6L, B7, B7L, B8, B8L, B9, E9015-C5L, E9015-D1, E9018-D1, E9018-D3 ou qualquer grau BXH nas AWSs A5 5, A5 23, A5 28 ou A5 29
não estão pré-qualificados para uso em condições de soldagem em bruto
Notas:
1 Nas juntas que envolvem metais de diferentes grupos, pode ser utilizado um dos seguintes metais de adição: (1) aquele que corresponde ao metal base de maior resistência; ou (2) aquele que corresponde ao metal base de menor
resistência e produz um depósito com baixo nível de hidrogênio
2 Nivelar com API padrão 2B (tubos fabricados) de acordo com o aço utilizado
3 Quando as soldas são submetidas a recozimento para redução de tensões o metal de solda depositado não deve exceder 0,05% de vanádio
4 Ver Tabelas 2 3 e 2 6 para os requisitos de tensão admissível para o metal de adição correspondente
5 As propriedades do metal de adição foram movidas para o Anexo V não obrigatório
6 Os eletrodos AWS A5M (Unidades SI) de mesma classificação podem ser utilizados no lugar da classificação do eletrodo AWS A5 (Unidades Convencionais dos EUA)
7 Qualquer uma das classificações do eletrodo para um Grupo específico (localizado à direita) pode ser utilizada para soldar quaisquer metais de base no Grupo (localizado à esquerda)
3.
PRÉ-QUALIFICAÇÃO
DE
WPSS
AWS
D1.1/D1.1M:2010](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-87-320.jpg)


![AWS D1.1/D1.1M:2010 3- PRE QUALIFICAÇÃO DE WPSS
70
Tabela 3.2 (continuação)
Temperaturas Mìnimas Pré-qualificadas de Pré-aquecimento e de Interpasse
(ver 3.5)
C
a
t
e
g
o
r
i
a Especificações do Aço
Processo de
Soldagem
Espessura daparte
mais espessa no ponto
de soldagem
Temperaturas
Mínimas de
Pré-aquecimento e
de Interpasse
in nm F C
ASTM A 573 Grau 65
ASTM A 588
ASTM A 595 Graus A, B, C
ASTM A 606
ASTM A 618 Graus Ib, II, III
ASTM A 633 Graus A, B
Graus C, D
ASTM A 709
Graus 36, 50, 50S,
50W,
HPS 50W
ASTM A 710 Grau A, Classe 2
(>2 in [50 mm])
ASTM A 808
ASTM A 913b
Grau 50
ASTM A 992
ASTM A 1008 HSLAS Grau 45 Classe 1
Grau 45 Classe 2
Grau 50 Classe 1
Grau 50 Classe 2
Grau 55 Classe 1
Grau 55 Classe 2 1/8 a 3/4 3 a 20 32a
0a
ASTM A 1008 HSLAS-
F
Grau 50 incl. incl.
ASTM A 1011 HSLAS Grau 45 Classe 1
Grau 45 Classe 2 SMAW
Grau 50 Classe 1 com eletrodos Acima de 3/4 Acima de 20 50 10
B Grau 50 Classe 2 com baixo nível com 1-1/2 com 38
(cont ) Grau 55 Classe 1 de hidrogênio, incl. incl.
Grau 55 Classe 2 SAW,
ASTM A 1011 HSLAS-
F
Grau 50 GMAW, Acima de 1-1/2 Acima de 38 150 65
ASTM A 1018 HSLAS Grau 45 Classe 1 FCAW com 2-1/2 com 65
Grau 45 Classe 2 incl. incl.
Grau 50 Classe 1
Grau 50 Classe 2 Acima de 2-1/2 Acima de 65 225 110
Grau 55 Classe 1
Grau 55 Classe 2
ASTM A 1018 HSLAS-
F
Grau 50
ASTM A 1018 SS Grau 30
Grau 33
Grau 36
Grau 40
API 5L Grau B
Grau X42
API Spec. 2H Graus 42, 50
API 2MT1 Grau 50
API 2W Graus 42, 50, 50T
API 2Y Graus 42, 50, 50T
ABS Graus AH 32 & 36
DH 32 & 36
EH 32 & 36
ABS Graus A, B, D,
CS, DS
Grau E](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-90-320.jpg)
![AWS D1.1/D1.1M:2010 3- PRE QUALIFICAÇÃO DE WPSS
71
Tabela 3.2 (continuação)
Temperaturas Mìnimas Pré-qualificadas de Pré-aquecimento e de Interpasse
(ver 3.5)
C
a
t
e
g
o
r
i
a Especificações do Aço Processo de Soldagem
Espessura da parte mais espessa
no ponto de soldagem
Temperaturas
Mínimas de
Pré-aquecimento
e de Interpasse
in nm F C
ASTM A 572 Graus 60, 65
ASTM A 633 Grau E
ASTM A 913b
Graus 60, 65 1/8 a 3/4 3 a 20 50 10
ASTM A 710 Grau A, Classe 2 incl. incl.
(≤2 in 5 mm )
ASTM A 710 Grau A, Classe 3 Acima de 3/4 Acima de 20 150 65
(>2 in [50 mm]) SMAW com com 1-1/2 com 38
C ASTM A 709c
Grau HPS70W
eletrodos com baixo
nível de hidrogênio,
incl. incl.
ASTM A 852c
SAW, GMAW, FCAW
ASTM A 1018
HSLAS
Grau 60, Classe 2 Acima de 1-1/2 Acima de 38 225 110
Grau 70, Classe 2 com 2-1/2 com 65
ASTM A 1018
HSLAS-F
Grau 60, Classe 2 incl. incl.
Grau 70, Classe 2
API 2W Grau 60 Acima de 2-1/2 Acima de 65 300 150
API 2Y Grau 60
API 5L Grau X52
SMAW, SAW, GMAW e
FCAW com combinações
de
eletrodos ou eletrodo-
fluxo capazes de
Grau A depositar metal
D ASTM A 710 (Todas as classes)
de solda com um teor
máximo de hidrogênio
Todas as espessuras
≥ /8 in 3 mm
32a
0a
ASTM A 913b
Graus 50, 60, 65 difusível de 8 ml/100g
(H8), quando testado de
acordo com AWS A4.3.
a
Quando a temperatura do metal base estiver abaixo de 32 F [0 C], ele deve ser pré-aquecido a uma temperatura mínima de 70 F
[20 C] e a temperatura mínima de interpasse deve ser mantida durante a soldagem.
b
As limitações do aporte de calor de 5.7 não devem ser aplicadas em ASTM A 913.
c
Para ASTM A 709 Grau HPS70W e ASTM A 852, as temperaturas máximas de pré-aquecimento e de interpasse não devem exceder
400 F [200 C], no caso de espessuras até 1-1/2 in [40 mm], inclusive, e 450 F [230 C], para espessuras maiores.
Notas:
1. Para alteração dos requisitos de pré-aquecimento para SAW com eletrodos paralelos ou múltiplos, ver 3.5.2.
2. Ver 5.12.2 e 5.6 para requisitos de temperatura ambiente e do metal base.
3. ASTM A 570 e ASTM A 607 foram excluídas.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-91-320.jpg)
![AWS D1.1/D1.1M:2010 3- PRE QUALIFICAÇÃO DE WPSS
72
Tabela 3.3 (ver 3.7.3)
Requisitos do Metal de Adição para
Aplicações Expostas, Nuas de Aços
Resistentes à Corrosão Atmosférica
Processos
Especificações
AWS do Metal
de Adição
Eletrodos Aprovadosa
SMAW A5.5
Todos os eletrodos que
depositam metal de solda
satisfazem uma análise
B2L, C1, C1L, C2, C2L, C3
ou WX por A5.5.
SAW A5.23
Todas as combinações de
eletrodo-fluxo que
depositam metal de solda
com uma análise , Ni1, Ni2,
Ni3, Ni4 ou WX por A5.23.
FCAW A5.29
Todos os eletrodos que
depositam metal de solda
com uma análise B2L, Ni1,
Ni2, Ni3, Ni4 ou WX por
A5.29.
GMAW A5.28
Todos os eletrodos que
cumprem os requisitos de
composição do metal de
adição das análises B2L, Ga
,
Ni1, Ni2, Ni3 por A5.28.
a
O metal de solda depositado deve ter a mesma composição
química que qualquer um dos metais de solda nessa tabela.
Notas:
1. Os metais de adição devem cumprir os requisites da Tabela
3.1 além dos requisitos de composição listados acima. Pode
ser feito uso do mesmo tipo de metal de adição, que tenha
uma resistência à tração imediatamente superior, conforme
relacionado nas especificações AWS de metal de adição.
2. Os eletrodos compósitos (metal revestido internamente) são
designados da seguinte forma:
SAW: Inseir a letra “C” entre as letras “E” e “X,” por exemplo,
E7AX-ECXXX-Ni1.
GMAW: Substituir a letra “S” pela letra “C” e omitir a letra
“R,” por exemplo, E8 C-Ni1.
Tabela 3.4
Tamanho de Solda Mínimo Pré-
Qualificado de PJP (E)
(ver 3.12.2.1)
Espessura do Metal Base (T)a Tamanho
Mínimo de Soldab
in [mm] in mm
1/8 [3] a 3/16 [5] incl. 1/16 2
Acima de 3/16 [5] a 1/4 [6] incl. 1/8 3
Acima de 1/4 [6] a 1/2 [12] incl. 3/16 5
Acima de 1/2 [12] a 3/4 [20] incl. 1/4 6
Acima de 3/4 [20] a 1-1/2 [38] incl. 5/16 8
Acima de 1-1/2 [38] a 2-1/4 [57] incl. 3/8 10
Acima de 2-1/4 [57] a 6 [150] incl. 1/2 12
Acima de 6 [150] 5/8 16
a
Para processos que não tenham baixo nível de hidrogênio, sem
pré-aquecimento calculado em conformidade com 4.8.4, T é
igual à espessura da parte mais grossa unida; devem ser
utilizadas soldas em passe único. Para os processos com baixo
nível de hidrogênio e os que não têm baixo nível de
hidrogênio, estabelecidos para evitar trincas em conformidade
com 4.8.4, T é igual à espessura da parte mais fina; não devem
ser aplicados requisitos em passe único.
b
Exceto que o tamanho da solda não precisa ultrapassar a
espessura da parte mais fina unida.
Tabela 3.5
Aplicações do Detalhe de Junta
para Conexões Tubulares Pré-
qualificadas em
T-, Y- e K- com CJP
(ver 3.13.5 e Figura 3.7)
Detalhe
Intervalo Aplicável do Ângulo Diedro Local,
Ψ
A 180 a 135
B 150 a 50
C
75 a 30
40 a 15
Não pré-qualificadas para
ângulos em chanfro menores
que 30
D
Notas:
1. O detalhe da junta aplicável (A, B, C ou D) para uma parte
específica da conexão deve ser determinado pelo ângulo
diedro local, Ψ, que muda em progressão contínua em torno
do membro ramificado.
2. Os intervalos de ângulo e dimensionais dados no Detalhe A,
B, C ou D incluem as os limites de tolerância máximos
permitidos.
3. Ver Anexo K para a definição do ângulo diedro local.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-92-320.jpg)
![AWS D1.1/D1.1M:2010 3- PRE QUALIFICAÇÃO DE WPSS
73
Tabela 3.6
Dimensões de Juntas e Ângulos de Chanfro Pré-qualificados para Soldas
em Chanfro com CJP em Conexões Tubulares em T-, Y- e K- Feitas por meio
de SMAW, GMAW-S e FCAW (ver 3.13.5)
Detalhe A
= 180 – 135
Detalhe B
= 150 – 50
Detalhe C
= 75 – 30 b
Detalhe D
= 40 – 15 b
Preparação
final ()
máx.
90 a
(Nota a)
10
mín. 45 para > 105
FCAW-S GMAW-S FCAW-S GMAW-S (Nota c)
SMAWd
FCAW-Ge
SMAWd
FCAW-Ge
W máx.
FCAW-S 1/8 in [3 mm] 25 -40
SMAW 3/16 in [5 mm] 15 -25
(1)
1/4 in
[6 mm]
para >45
Abertura de
ajuste ou raiz
(R) 3/16 in 3/16 in 1/4 in
5/16 in
[8 mm]
máx [5 mm] [5 mm] [6 mm] para ≤45
GMAW-S 1/8 in [3 mm] 30 -40
FCAW-G 1/4 in [6 mm] 25 -30
(2) 3/8 in [10 mm] 20 -25
1/2 in [12 mm] 15 -20
mín. 1/16 in
[2 mm]
Sem mín.
para >90
1/16 in
[2 mm]
Sem mín.
para >120
1/16 in
[2 mm]
1/16 in
[2 mm]
A junta
incluiu o
ângulo 90
60 para
Ψ ≤ 105
40 ; se maior,
usar Detalhe B
máx
mín. 45
37-1/2 ; se menor
usar Detalhe C
/2 Ψ
≥ tb
≥ tb /sin Ψ
mas não precisa
exceder 1.75 tb
≥ 2 tb
Solda
concluída
≥ tb para
Ψ > 90
≥ tb /sin Ψ para
Ψ <
tw
L
≥ tb /sin Ψ
mas não precisa
exceder 1.75 tb
A solda pode ser
construída para
atender o presente
a
De outro modo, conforme necessário para obter o exigido.
b
Não pré-qualificado para ângulos de chanfro () menores que 30 .
c
Passes iniciais de soldagem back-up até que a largura do chanfro (W) seja suficiente para garantir uma boa soldagem; a largura
necessária do chanfro para solda (W) fornecida pela soldagem back-up.
d
Esses detalhes de raiz são aplicados a SMAW e FCAW-S.
e
Esses detalhes de raiz são aplicados a GMAW-S e FCAW-G.
Notas:
1. Para GMAW-S, ver 4.13.4.3. Esses detalhes não se destinam à GMAW (transferência de metal por spray).
2. Ver Figura 3.8 para um perfil-padrão mínimo (espessura limitada).
3. Ver Figura 3.9 para perfil alternativo de ponta-filete.
4. Ver Figura 3.10 para um melhor perfil (ver 2.21.6.6 e 2 21.6.7).](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-93-320.jpg)
![AWS D1.1/D1.1M:2010 3- PRE QUALIFICAÇÃO DE WPSS
74
Tabela 3.7
Requisitos para WPS Pré-qualificadasf
(ver 3.7)
Variável Posição Tipo de Solda SMAW
SAWd
GMAW/
FCAWg
Passe único Paralelo Múltiplo
Diâmetro
máximo do
eletrodo
Filetea
5/16 in [8,0 mm]
1/8 in [3,2 mm]
Plana Chanfroa
1/4 in [6,4 mm] 1/4 in [6,4 mm]
Passe de raiz 3/16 in [4,8 mm]
Horizontal
Filete 1/4 in [6,4 mm] 1/4 in [6,4 mm]
1/8 in [3,2 mm]
Chanfro 3/16 in [4,8 mm] Requer Teste de Qualificação WPS
Vertical Todos 3/16 in [4,8 mm]b
3/32 in [2,4 mm]
Sobre-
cabeça
Todos 3/16 in [4,8 mm]b
5/64 in [2,0 mm]
Corrente
máxima
Todas Filete
Dentro da gama
de operações
indicadas pelo
fabricante do
metal de adição
1000A 1200A
Ilimitado
Dentro da gama de
operações indicadas
pelo fabricante do
metal de adição
Todas
Passe de raiz de
solda em
chanfro com
abertura
600A
700A
Passe de raiz de
solda em
chanfro sem
abertura
900A
Passes de
enchimento de
solda em
chanfro
1200A
Passe de
acabamento de
solda em
chanfro
Ilimitado
Espessura
máxima do
passe de raizd
Plana
Todos
3/8 in [10 mm]
Ilimitado
3/8 in [10 mm]
Horizontal 5/16 in [8 mm] 5/16 in [8 mm]
Vertical 1/2 in [12 mm] 1/2 in [12 mm]
Sobre-
cabeça
5/16 in [8 mm] 5/16 in [8 mm]
Espessura
máxima do
passe de
enchimento
Todas Todos 3/16 in [5 mm]
1/4 in
[6 mm]
Ilimitado 1/4 in [6 mm]
Tamanho
máximo de
solda de filete
em passe
únicoc
Plana
Filete
3/8 in [10 mm]
5/16 in
[8 mm]
5/16 in
[8 mm]
1/2 in
[12 mm]
1/2 in [12 mm]
Horizontal 5/16 in [8 mm] 3/8 in [10 mm]
Vertical 1/2 in [12 mm] 1/2 in [12 mm]
Sobre-
cabeça
5/16 in [8 mm] 5/16 in [8 mm]
Passe único Paralelo Múltiplo
Largura
máxima de
camada em
passe único
Todas (para
GMAW/
FCAW)
F & H
(para SAW)
Abertura de raiz
> 1/2 in [12
mm] ou
Camadas
divididas
Eletrodos
lateralmente
deslocados ou
camadas
divididas
Camadas
divididas
Camadas divididas
Qualquer
camada de
largura w
Camadas
divididas se
w > 5/8 in
[16 mm]
Camadas
divididas
com
eletrodos em
tandem se w
> 5/8 in [16
mm]
Se w>1 in
[25mm]
camadas
divididas
(Nota e)
a
Exceto passes de raiz
b
5/32 in [4,0 mm] para EXX14 e eletrodos com baixo nível de hidrogênio
c
Ver 3 7 3 para requisitos para soldagem sem pintura e expostas ASTM A 588
d
Ver 3 7 2 para limitações de largura-para-profundidade
e
Nas posições P, H ou SC para camadas não tubulares, divididas quando a largura w > 1 [25 mm]
f
A área sombreada indica não-aplicabilidade
g
O processo GMAW-S não deve ser pré-qualificado](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-94-320.jpg)


![AWS D1.1/D1.1M:2010 3- PRE QUALIFICAÇÃO DE WPSS
77
Figura 3.1— Nó de soldagem em que a profundidade e a largura excedem a
largura da face da solda (ver 3.7.2)
MIN L PARA
E = 0,7 t E = t E = 1,07 t Notas:
1. t = espessura da parte mais fina.
2. L = tamanho mínimo (ver 2.25.1.3, que pode
requerer um tamanho de solda aumentado, no caso
de outras combinações que não sejam um metal base
de 36 ksi [250 MPa] e eletrodos de 70 ksi [485 MPa]).
3. Abertura de raiz de 0 in para 3/16 in [5 mm] (ver
5 22).
4. Não pré-qualificado para φ < 30°. Para φ < 60°, as
dimensões da perda de Z na Tabela 2 9 são aplicáveis.
Ver tabela 4.10 para os requisitos do posto para teste
de qualificação de soldador.
5. Ver 2.24.1.2 para limitações em β = d/D.
6. Ψ = ângulo diedro.
CALCANHAR < 60 1,5 t 1,5 t MAIOR QUE
1,5 t OU 1,4 t + Z
LATERAL ≤ 100 1 t 1,4 t 1,5 t
LATERAL 100-110 1,1 t 1,6 t 1,75 t
LATERAL 110-120 1,1 t 1,6 t 1,75 t
PONTA > 120 BISEL 1 t BISEL 1,4 t BISEL COMPLETO
CHANFRO DE 60-
90
Figura 3.2—Juntas tubulares pré-qualificadas de soldagem de filete
feitas por meio de SMAW, GMAW e FCAW (ver 3.9.2)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-97-320.jpg)
![AWS D1.1/D1.1M:2010 3- PRE QUALIFICAÇÃO DE WPSS
78
Legenda para as figuras 3.3 e 3.4
Símbolos para tipos de juntas
B – junta de topo
C – junta de ângulo
T – junta em T
BC – junta de topo ou de ângulo
TC – junta em T ou de ângulo
BTC – junta de topo, em T ou de ângulo
Processos de soldagem
SMAW – Soldagem a Arco de Metal Revestido
GMAW – Soldagem Mig/Mag
FCAW – Soldagem a Arco com Arame Tubular
SAW – Soldagem a Arco Submerso
Posições de soldagem
F – plana
H – horizontal
V – vertical
OH – sobre-cabeça
Símbolos para espessura e penetração do metal base
P – PJP
L – espessura limitada – CJP
U – espessura ilimitada – CJP
Símbolos para tipos de solda
1 – chanfro quadrado
2 – chanfro em V simples
3 – chanfro em X
4 – chanfro em bisel simples
5 – chanfro em bisel duplo
6 – chanfro em U
7 – chanfro em duplo U
8 – chanfro em meio J
9 – chanfro em J duplo
10 – chanfro em bisel curvado
11 – chanfro em V curvado
Dimensões
R = Abertura de raiz
, = Ângulo de abertura do chanfro
f = Face de raiz
r = Raio de chanfro em meio J ou em U
S, S1, S2 = Solda em Chanfro com PJP
Profundidade de chanfro
E, E1, E2 = Solda em Chanfro com PJP
Tamanhos correspondendo a S, S1,
S2, respectivamente
Símbolos para processos de soldagem, se não for SMAW
S – SAW
G – GMAW
F – FCAW
Denominação de juntas
As letras minúsculas, por exemplo, a, b, c etc., são usadas para
diferenciar entre as juntas que, de outra forma, teriam uma mesma
denominação.
Notas para as figuras 3.3 e 3.4
a
Não pré-qualificado para GMAW-S nem GTAW.
b
A junta deve ser soldada apenas de um lado.
c
A aplicação cíclica de cargas impõe restrições quanto ao uso desse detalhe no caso de juntas de topo em posição plana (ver 2.18.2).
d
Raiz com goivagem por trás para sondar o metal antes de soldar o segundo lado.
e
Juntas detalhadas SMAW podem ser utilizadas para os processos GMAW e FCAW pré-qualificados (exceto GMAW-S).
f
Tamanho mínimo de solda (E) como mostrado na tabela 3.4. S, como especificado nos desenhos.
g
Se as soldas de filete são usadas em estruturas estaticamente carregadas para reforçar soldas em chanfro em juntas em T e de ângulo,
estas devem ser igual a T1/4, mas não precisa exceder 3/8 in [10 mm]. As soldas em chanfro em juntas em T e de ângulo de estruturas
ciclicamente carregadas devem ser reforçadas com soldas de filete igual a T1/4, não precisa exceder 3/8 in [10 mm].
h
As soldas em chanfro duplo podem ter chanfros com profundidade desigual, mas a profundidade do chanfro menos pronunciado não
deve ser menor que um quarto de espessura da parte mais fina unida.
i
As soldas em chanfro duplo podem ter chanfros com profundidade desigual, desde que estes estejam em conformidade com os limites
da Nota f. Também o tamanho de solda (E) aplica-se individualmente em cada chanfro.
j
A orientação de ambos os membros nas juntas pode variar de 135 a 180 nas juntas de topo, ou de 45 a 135 nas juntas de ângulo, ou
ainda de 45 a 90 nas juntas em T.
k
No caso das juntas de ângulo, a preparação do chanfro externo pode ser em um ou ambos os membros, desde que a configuração básica
do chanfro não seja alterada e a distância adequada da aresta seja mantida para dar suporte às operações de soldagem sem fusão
excessiva da aresta.
l
O tamanho de solda (E) deve se basear em juntas soldadas niveladas.
m
No caso de soldas de chanfro em V curvado e soldas de chanfro em bisel curvado para seções tubulares retangulares, o raio r deve ser
duas vezes a espessura da parede.
n
No caso de soldas de chanfro em V curvado para superfícies com diferentes raios r, deve ser utilizado o menor](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-98-320.jpg)
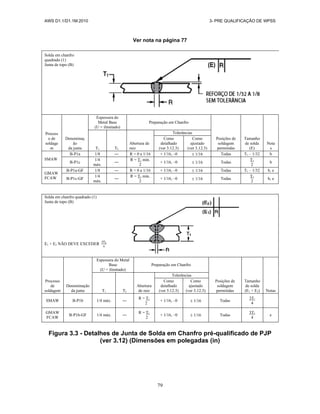

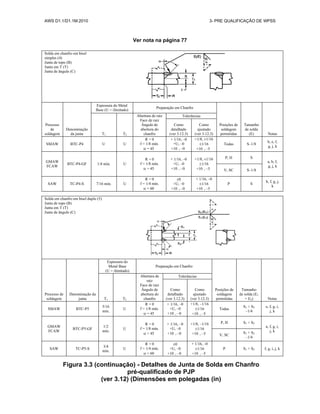

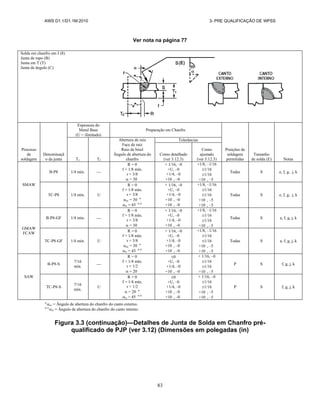
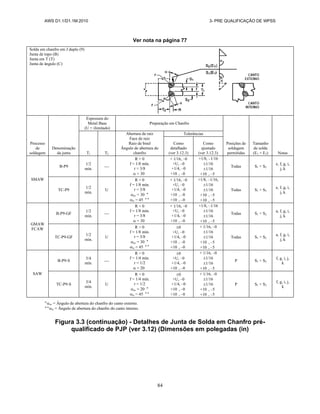








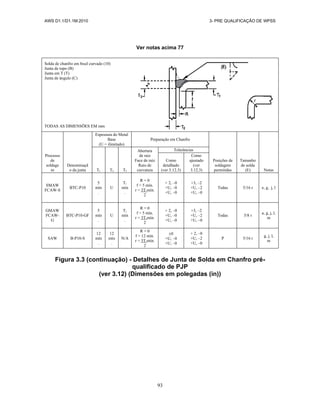
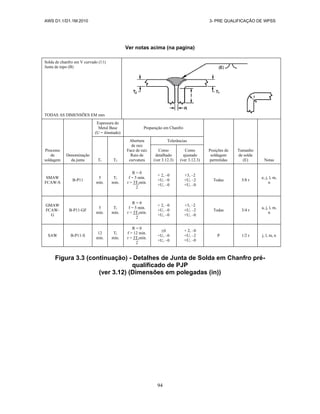
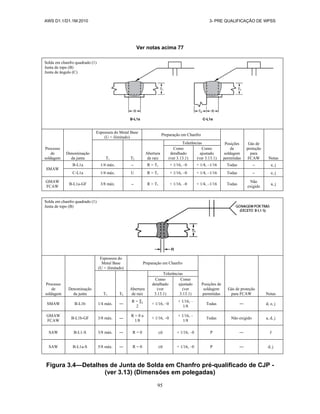
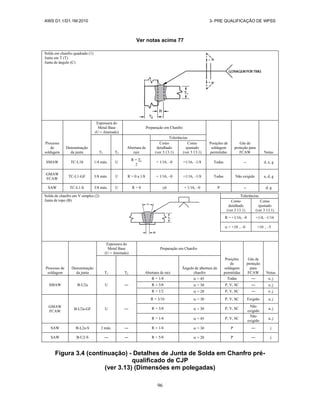

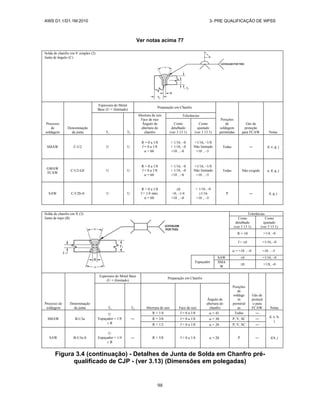
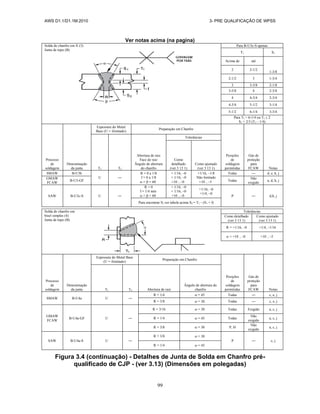
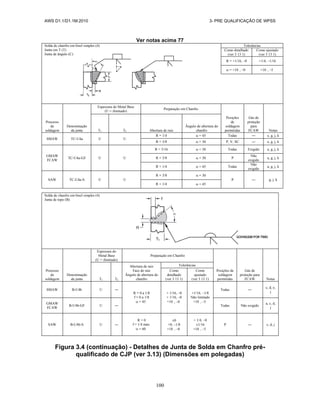
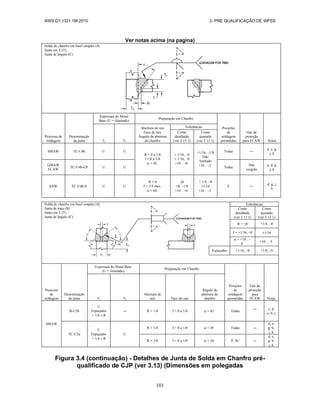
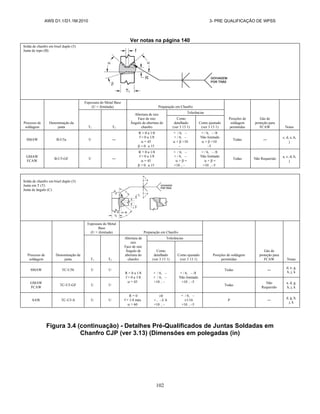
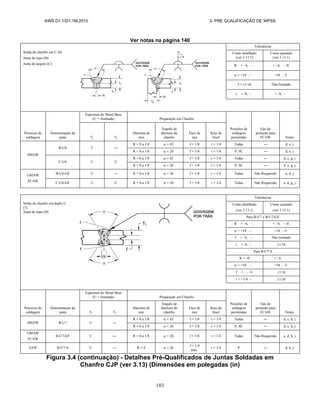
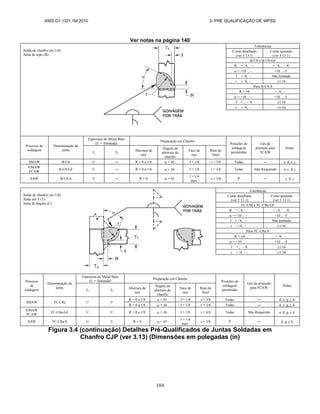
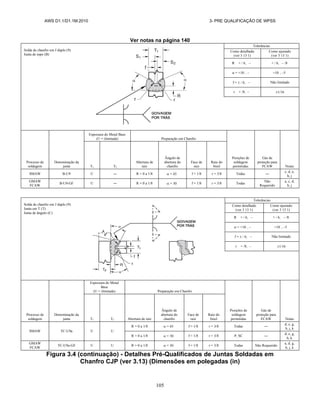
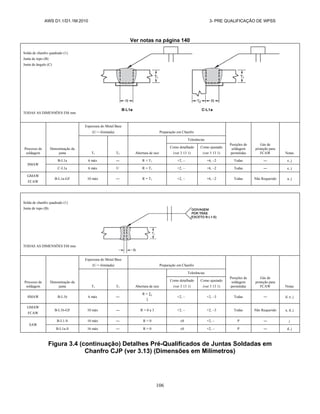
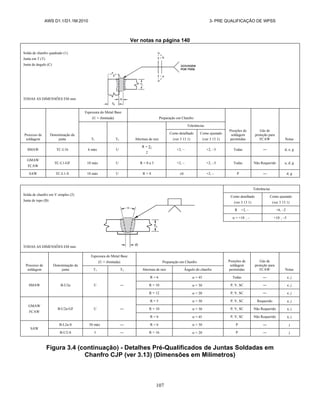
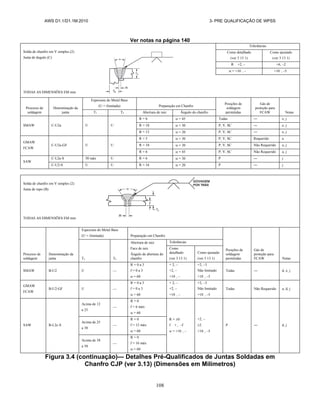

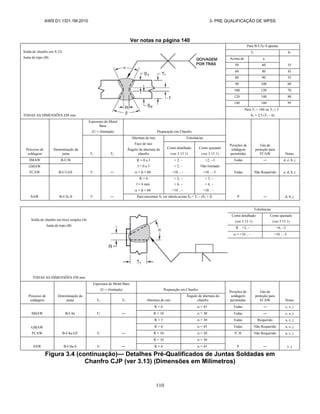
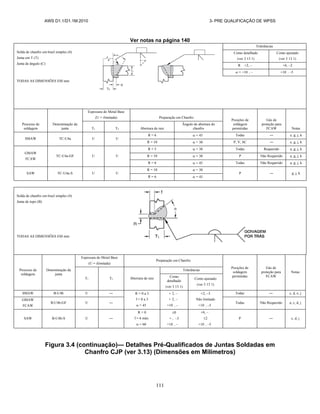
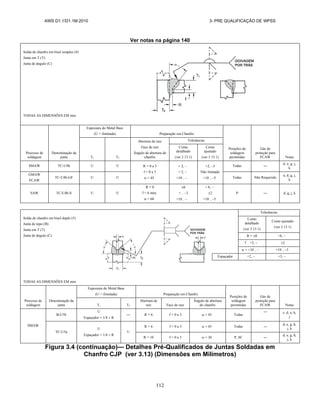
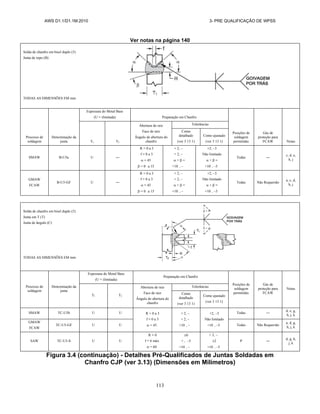
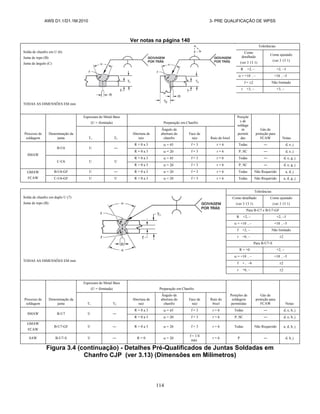
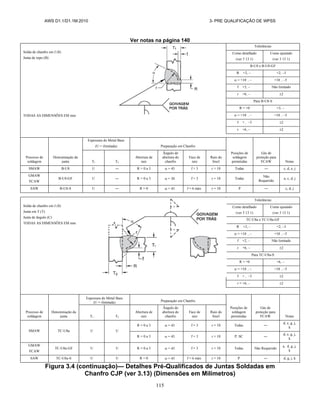
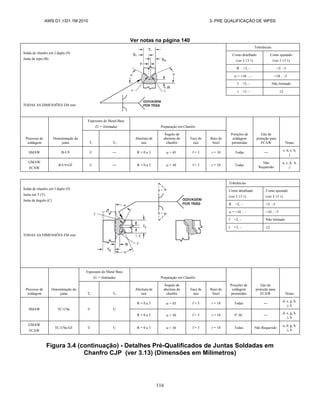
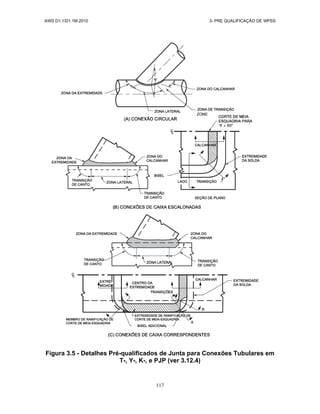
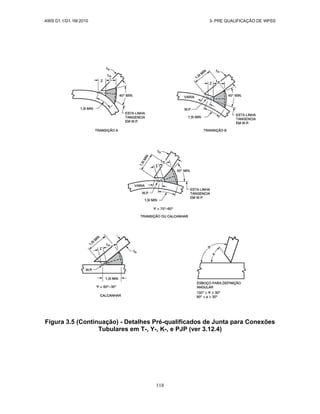
![AWS D1.1/D1.1M:2010 3- PRE QUALIFICAÇÃO DE WPSS
119
Notas:
1. t = espessura da seção mais fina.
2. Bisel para aresta chanfrada exceto em zonas de transição e calcanhar.
3. Abertura de raiz: 0 in a 3/16 in [5 mm].
4. Não pré-qualificado para abaixo de 30°.
5. Tamanho de solda (garganta efetiva) tw ≥ t; Dimensão de Perda Z mostrada na Tabela 2.9.
6. Cálculos por 2.25.1.3 devem ser feitos para comprimento de perna menor que 1.5t, como mostrado.
7. Para Seção de Caixa, a preparação de junta para transições de ângulo deve fornecer uma transição suave de um
detalhe para outro. A soldagem deve ser conduzida continuamente ao redor dos cantos, com os cantos completamente
construídos e todos os inícios e interrupções de solda em faces planas.
8. Ver Anexo K para definição de ângulo diedro local,
9. W.P. = posto de trabalho
Figura 3.5 (Continuação) - Detalhes Pré-qualificados de Junta para Conexões
Tubulares em T-, Y-, K-, e PJP (ver 3.12.4)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-139-320.jpg)
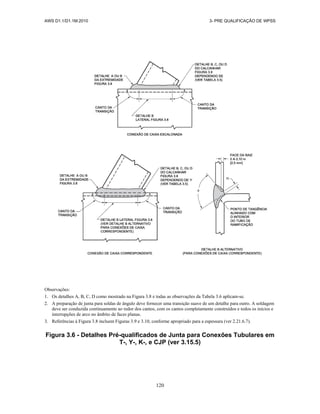
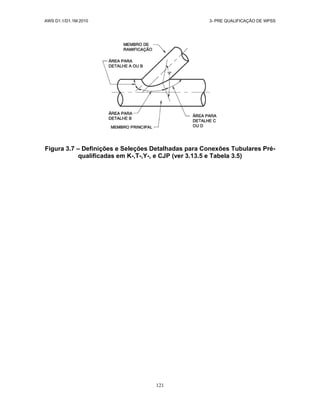
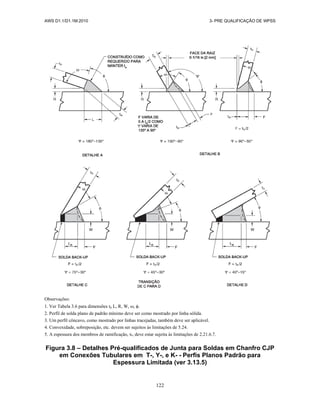

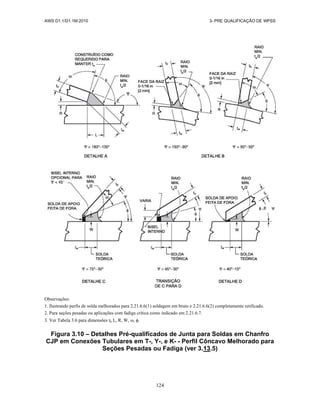
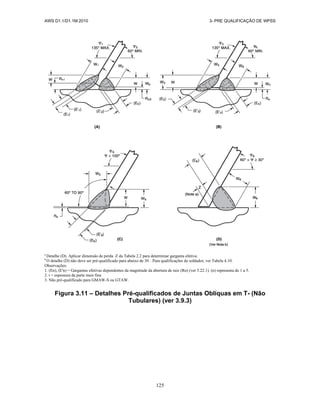

![AWS D1.1/D1.1M:2012 ` 4. QUALIFICAÇÃO
127
4.2.3.1 Soldadores e Operadores de Soldagem. A
qualificação do soldador ou operador de soldagem
como especificado neste código deve ser considerada
como permanecendo em vigor indefinidamente a menos
que (1) o soldador não esteja envolvido em um dado
processo de soldagem para o qual o soldador ou
operador de soldagem é qualificado por um período
que excede seis meses ou a menos que (2) haja alguma
razão específica para questionar a habilidade de um
soldador ou operador de soldagem (ver 4.33.1).
4.2.3.2 Soldadores Ponteadores. Um soldador
ponteador que passe o teste descrito na Parte C ou
aqueles testes requeridos para qualificação de soldador
deve ser considerado elegível a realizar soldagem
provisória indefinidamente nas funções e com o
processo para o qual o soldador ponteador é
qualificado a menos que haja alguma razão específica
para questiona habilidade do soldador ponteador (ver
4.33.2).
4.3 Requisitos Comuns para
Qualificação de Desempenho
WPS e de Equipe de Soldagem
4.3.1 Qualificação para Edições Anteriores.
Qualificações que foram realizadas para e adequaram-se
aos requisitos de edições anteriores de D1.1 da AWS, ou
D1.0 d a AWS ou D2.0 da AWS enquanto essas
edições estavam em vigor são válidas e podem ser
usadas. O uso de edições anteriores deve ser proibido
para novas qualificações em lugar das edições atuais, a
menos que a edição anterior específica esteja
especificada nos documentos de contrato.
4.3.2 Envelhecimento. Quando permitido pela
especificação de metal de adição aplicável ao metal de
solda sendo testado, espécimes de teste completamente
soldados podem ser envelhecidos a 200°F a 220°F
[95°C a 105°C] por 48 ± 2 horas.
4.3.3 Registros. Registros dos resultados de teste
devem ser mantidos pelo fabricante ou Empreiteiro e
devem ser disponibilizados para aqueles
autorizados a examiná-los.
4.3.4 Posições de Soldas. Todas as soldas devem ser
classificadas como plana (F), horizontal (H), vertical
(V), e suspensa (OH), em conformidade com as
definições mostradas nas Figuras 4.1 e 4.2.
Posições de montagem de teste são mostradas em:
(1) Figura 4.3 (soldas em chanfro em placa)
(2) Figura 4.4 (soldas em chanfro em cano ou
tubulação)
(3) Figura 4.5 (soldas de filete em placa)
(4) Figura 4.6 (soldas de filete em cano ou
tubulação)
Parte B
Especificação de Procedimento de
Soldagem (WPS)
4.4 Posições de Soldagem de
Produção Qualificadas
As posições de soldagem de produção qualificadas por
uma WPS devem conformar-se aos requisitos da
Tabela 4.1.
4.5 Tipo de Testes de Qualificação
O tipo e número de testes de qualificação requeridos
para qualificar uma WPS para uma dada espessura,
diâmetro, ou ambos, deve conformar-se à Tabela 4.2
(CJP), Tabela 4.3 (PJP) ou Tabela 4.4 (filete).
Detalhes sobre o NDT individual e requisitos de teste
mecânico são achados nas seguintes subcláusulas:
(1) Inspeção Visual (ver 4.9.1)
(2) NDT (ver 4.9.2)
(3) Flexão de face, raiz e lateral (ver 4.9.3.1) (4)
Tensão de Seção Reduzida (ver 4.9.3.4) (5) Tensão de
Metal Depositado (ver 4.9.3.6) (6) Análise
macrográfica (ver 4.9.4)
4.6 Tipos de Solda para
Qualificação WPS
Para o propósito de qualificação WPS, os tipos de solda
devem ser classificados como segue:
(1) Soldas em chanfro CJP para Conexões Não-
Tubulares (ver 4.10)
(2) Soldas em chanfro PJP para Conexões Não-
Tubulares (ver 4.11)
(3) Soldas de Filete para Conexões Tubulares e
Não-Tubulares (ver 4.12)
(4) Soldas em chanfro CJP para Conexões
Tubulares (ver 4.13)
(5) Soldas em chanfro PJP para Conexões
Tubulares em T-, Y-, e K- e Juntas de Topo (ver
4.14)
(6) Soldas de Tampão para Conexões Tubulares e
Não-Tubulares (ver 4.15)
4.7 Preparação de WPS
O fabricante ou Empreiteiro deve preparar uma WPS
escrita que especifica todas as variáveis essenciais
aplicáveis referidas in 4.8. O valor específico para essas
variáveis WPS deve ser obtido do registro de qualificação
de procedimento (PQR), que deve servir como uma
confirmação por escrito de uma qualificação WPS bem
sucedida.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-147-320.jpg)
![AWS D1.1/D1.1M:2012 ` 4. QUALIFICAÇÃO
128
4.8 Variáveis Essenciais
4.8.1 SMAW, SAW, GMAW, GTAW, e FCAW.
Modificações além das limitações de variáveis
essenciais de PQR para os processos SMAW, SAW,
GMAW, GTAW, e FCAW mostrados na Tabela 4.5 e na
Tabela 4.6 (quando teste CVN é especificado) deve
requerer requalificação da WPS (ver 4.2.1.3).
4.8.2 ESW e EGW. Ver Tabela 4.7 para as
modificações de variável essencial de PQR que
requerem requalificação WPS para os processos EGW e
ESW.
4.8.3 Qualificação de Metal Base. WPSs que
requerem qualificação que usa metais base listados na
Tabela 3.1 devem qualificar outros grupos de metal
base em conformidade com a Tabela 4.8. WPSs para
metais base não listados na Tabela 3.1 ou Tabela 4.9
devem ser qualificados em conformidade com a
Cláusula 4. O uso de metais base não listados deve ser
aprovado pelo Engenheiro. WPSs com aços listados na
Tabela 4.9 devem também qualificar aços da Tabela 3.1
ou Tabela 4.9 em conformidade com a Tabela 4.8. A
Tabela 4.9 contém recomendações para corresponder
metal de adição de resistência e temperaturas mínimas
de pré-aquecimento e interpasse para A 514, A 517, A
709 Graus 100 e 100 W da ASTM, A 710 aços Grau A
(Classe 1 e 3) da ASTM, e A 871 Graus 60 e 65 da
ASTM.
4.8.4 Temperatura de Pré-aquecimento e Interpasse.
A temperatura mínima de pré-aquecimento e interpasse
deveria ser estabelecida com base na composição do
aço, como mostrado na Tabela 3.1. De forma
alternativa, métodos reconhecidos de predição ou
diretrizes como os fornecidos no Anexo I, ou outros
métodos, podem ser usados. Temperaturas de pré-
aquecimento e interpasse mais baixas que o requerido
pela Tabela 3.2 ou calculado pelo Anexo I podem ser
usadas contanto que sejam aprovadas pelo Engenheiro
e qualificadas por teste WPS.
Os métodos do Anexo I são baseados em testes de
laboratório com trincas e podem prever temperaturas de
pré-aquecimento mais altas que a temperatura mínima
mostrada na Tabela 3.2. O Anexo I pode ser útil para
identificar situações em que o risco de trincas é maior
devido a composição, restrições, nível de hidrogênio ou
aporte de calor de soldagem mais baixo onde pré-
aquecimento mais alto pode ser garantido.
Alternativamente, o Anexo I pode ajudar a definir
condições sob as quais trinca de hidrogênio é
improvável e em que os requisitos mínimos da Tabela
3.2 podem ser relaxados com segurança.
4.9 Métodos de Teste e Critérios
de Aceitação para Qualificação
WPS
As montagens soldadas de teste em conformidade com
4.9.2 devem ter espécimes de teste preparados ao cortar
a placa, cano ou tubulação de teste como mostrado nas
Figuras 4.7 a 4.11, o que for aplicável. Os espécimes de
teste devem ser preparados para o teste em
conformidade com as Figuras 4.12, 4.13, 4.14, e 4.18,
conforme aplicável.
4.9.1 Inspeção Visual de Soldas. A qualificação visual
aceitável para qualificação de soldas em chanfro e de
filete (excluindo guias de solda) deve estar em
conformidade com os seguintes requisitos, conforme
aplicável:
4.9.1.1 Inspeção Visual de Soldas em Chanfro.
Soldas em chanfro devem atender aos seguintes
requisitos:
(1) Qualquer trinca deve ser considerada
inaceitável, a despeito do tamanho.
(2) Todas as crateras devem ser preenchidas até a
seção transversal completa da solda.
(3) Reforço de solda não deve exceder 1/8 in [3
mm]. O perfil de solda deve estar em conformidade
com a Figura 5.4 e deve ter fusão completa.
(4) A mordedura não deve exceder 1/32 in [1 mm].
(5) A raiz de solda para chanfros CJP deve ser
inspecionada, e não deve ter quaisquer trincas, fusão
incompleta, ou penetração de junta inadequada.
(6) Para chanfros CJP soldados a partir de um lado
sem reforço, a concavidade de raiz ou fundido através
deve conformar-se ao seguinte:
(a) A concavidade máxima de raiz deve ser 1/16
in [2 mm], dado que a espessura total da solda seja igual
a ou maior que a do metal base.
(b) O fundido através máximo deve ser 1/8 in [3
mm] exceto para conexões tubulares em conexões em
T-, Y-, e K-, em que o fundido através não é limitado.
4.9.1.2 Inspeção Visual de Soldas de Filete.
Soldas de filete devem atender aos seguintes requisitos:
(1) Qualquer trinca deve ser considerada
inaceitável, a despeito de seu tamanho.
(2) Todas as crateras devem ser preenchidas até
a seção transversal completa da solda.
(3) Os tamanhos de perna da solda de filete não
devem ser menores que os tamanhos de perna
requeridos.
(4) O perfil de solda deve atender aos requisitos
da Figura 5.4.
(5) A mordedura do metal base não deve exceder
1/32 in [1 mm].](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-148-320.jpg)
![AWS D1.1/D1.1M:2012 ` 4. QUALIFICAÇÃO
129
4.9.2 NDT. Antes de preparar espécimes de teste
mecânico, a placa, cano ou tubulação de teste de
qualificação deve ser testado de forma não destrutiva
para checar a estabilidade como segue:
4.9.2.1 RT ou UT. RT ou UT deve ser usado. O
comprimento completo da solda em placas de teste,
exceto os comprimentos de descarte em cada
extremidade, deve ser examinado em conformidade
com a Cláusula 6, Parte E ou F. Para tubulares, a
circunferência inteira da solda completa deve ser
examinada em conformidade com a Cláusula 6, Parte
C.
4.9.2.2 Critérios de Aceitação RT ou UT. Para
qualificação aceitável, a solda, como revelado por RT
ou UT, deve conformar-se aos requisitos da Cláusula 6,
Parte C.
4.9.3 Teste Mecânico. O teste mecânico deve ser
como segue:
4.9.3.1 Espécimes de Flexão de Raiz, Face e
Lateral (ver Figura 4.12 para flexões de raiz e de face,
Figura 4.13 para flexões laterais). Cada espécime deve
ser flexionado em um separador de teste de flexão que
atenda os requisitos mostrados nas Figuras 4.15 a 4.17
ou que esteja substancialmente em conformidade com
aquelas figuras, contanto que o raio máximo de flexão
não seja excedido. Quaisquer meios convenientes
podem ser usados para mover o membro êmbolo com
relação ao membro matriz.
O espécime deve ser posicionado no membro matriz do
separador com a solda a meio vão. Espécimes de flexão
de face devem ser posicionados com a face da solda
direcionada para a folga. Espécimes de flexão de raiz e
solda de filete estáveis devem ser posicionados com a
raiz da solda direcionada para a folga. Espécimes de
flexão lateral devem ser posicionados com o lado que
mostra maior descontinuidade, se houver, direcionado
para a folga.
O êmbolo deve forçar o espécime para dentro da matriz
até que o espécime fique em forma de U. A solda e
HAZs devem estar centralizados e inteiramente dentro
da porção flexionada do espécime após o teste. Ao usar
o separador integrado, o espécime deve estar
firmemente preso em uma extremidade para que não
haja deslizamento do espécime durante a operação de
flexão. A solda e HAZs devem estar completamente
dentro da porção flexionada do espécime após o teste.
Espécimes de teste devem ser removidos do separador
quando o rolo externo tiver sido movido 180° do ponto
de partida.
4.9.3.2 Espécimes de Flexão Longitudinal.
Quando combinações de material diferem
marcadamente em propriedades de flexão mecânica,
como entre dois materiais base ou entre o metal de
solda e o metal base, testes de flexão longitudinal (face
e raiz) podem ser usados em lugar dos testes
transversais de flexão de face e de raiz. As montagens
de teste soldadas em conformidade com 4.9.2 devem ter
espécimes de teste preparados ao cortar a placa de teste
como mostrado na Figura 4.10 ou 4.11, a que for mais
aplicável. Os espécimes de teste para o teste de flexão
longitudinal devem ser preparados para teste como
mostrado na Figura 4.12.
4.9.3.3 Critérios de Aceitação para Testes de
Flexão. A superfície convexa do espécime de teste de
flexão deve ser visualmente examinada em busca de
descontinuidades de superfície. Para aceitação, a
superfície não deve conter descontinuidades que
excedam as seguintes dimensões:
(1) 1/8 in [3 mm] medido em qualquer direção na
superfície
(2) 3/8 in [10 mm]—a soma das maiores
dimensões de todas as descontinuidades excedendo 1/32
in [1 mm], mas menor que ou igual a 1/8 in [3 mm]
(3) 1/4 in [6 mm]—a trinca de canto máxima,
exceto quando essa trinca de canto resulta de inclusão
visível de escória ou outro tipo de descontinuidade de
fusão, deve ter no máximo de 1/8 in [3 mm].
Espécimes com trincas de canto que excedam 1/4 in [6
mm] sem evidência de inclusão de escória ou outro tipo
de descontinuidade de fusão devem ser
desconsiderados, e um espécime de teste substituto da
ligação soldada original deve ser testado.
4.9.3.4 Espécimes de Tensão de Seção Reduzida
(ver Figura 4.14). Antes do teste, as menores largura e
espessura correspondentes da seção reduzida devem ser
medidas O espécime deve ser rompido sob carga de
tensão, e a carga máxima deve ser determinadas. A área
de seção transversal deve ser obtida pela multiplicação
da largura pela espessura. A resistência à tração deve ser
obtida ao dividir a carga máxima pela área de seção
transversal.
4.9.3.5 Critérios de Aceitação de Teste de Tensão
de Seção Reduzida. A resistência à tração não deve ser
menor que o mínimo de faixa de tensão especificada do
metal base usado.
4.9.3.6 Espécime de Tensão de Metal
Depositado (ver Figura 4.18). O espécime de teste deve
ser testado em conformidade com A 370, Mechanical
Testing of Steel Products, da ASTM.
4.9.4 Análise Macrográfica. Os espécimes de teste de
solda devem ser preparados com um acabamento
adequado para exame macrográfico. Uma solução
adequada deve ser usada para textura para dar uma
definição clara da solda.
4.9.4.1 Critérios de Aceitação para Análise
Macrográfica. Para qualificação aceitável, o espécime
de teste, quando inspecionado visualmente, deve estar
em conformidade com os seguintes requisitos:
(1) Soldas em chanfro PJP; o tamanho de solda
real deve ser igual a ou maior que o tamanho de solda
especificado, (E).
(2) Soldas de filete devem ter fusão até a raiz da
junta, mas não necessariamente além.
(3) O tamanho mínimo de perna deve atender o
tamanho de solda de filete especificado.
(4) As soldas em chanfro PJP e soldas de filete
devem ter o seguinte:](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-149-320.jpg)
![AWS D1.1/D1.1M:2012 ` 4. QUALIFICAÇÃO
130
(a) nada de trincas
(b) fusão completa entre camadas adjacentes de
metal de solda e entre metal de solda e metal base
(c) perfis de solda em conformidade co detalhe
e specificado, mas sem qualquer das variações proibidas
em 5.24
(d) nenhuma mordedura excedendo 1/32 in [1 mm]
4.9.5 Reteste. Se qualquer um dos espécimes testados
não atender aos requisitos de teste, dois retestes para
aquele tipo particular de espécime de teste devem ser
realizados com espécimes cortados do mesmo material
de qualificação WPS. Os resultados de ambos os
espécimes de teste devem atender aos requisitos de
teste. Para material com espessura acima de 1-1/2 in [38
mm], a falha de um espécime deve requerer o teste de
todos os espécimes de mesmo tipo a partir de dois locais
adicionais no material de teste.
4.10 Soldas em Chanfro CJP para
Conexões Não Tubulares
Ver Tabela 4.2(1) para os requisitos para qualificar
uma WPS de uma solda CJP tubulares. Ver Figuras 4.9
–4.11 para a placa de teste apropriada.
4.10.1.1 Juntas de Ângulo ou em T-. Espécimes
de teste para soldas em chanfro em juntas de ângulo e
em T- devem ser juntas de topo que têm a mesma
configuração de chanfro da junta de ângulo ou em T- a
ser usada na construção, exceto que a profundidade de
chanfro não precisa exceder 1 in [25 mm].
4.11 Soldas em Chanfro PJP para
Conexões Não Tubulares
4.11.1 Tipo e Número de Espécimes a serem
Testados. O tipo e número de espécimes que devem ser
testados para qualificar uma WPS são mostrados na
Tabela 4.3. Uma amostra de solda deve ser feita usando
o tipo de projeto de chanfro e WPS a serem usados na
construção, exceto que a profundidade do chanfro não
precisa exceder 1 in [25 mm]. Para a análise
macrográfica requerida abaixo, qualquer aço dos Grupos
I, II, e III da Tabela 3.1 pode ser usado para qualificar o
tamanho de solda em quaisquer aços ou combinações de
aço nestes grupos. Se a solda em chanfro PJP será usada
em juntas de ângulo ou juntas em T-, a junta de topo
deve ter uma placa restritiva temporária no plano da face
quadrada para simular a configuração de junta em T-. As
amostras de solda devem ser testadas como segue:
4.11.2 Verificação de Tamanho de Solda por Análise
Macrográfica. Para WPSs que estão em todos os
aspectos em conformidade com a Cláusula 4, três
análises macrográficas de seção transversal devem ser
preparadas para demonstrar que o tamanho de solda
designado (obtido dos requisitos da WPS) foi atendido.
4.11.3 Verificação de WPS de Chanfro CJP por
Análise Macrográfica. Quando uma WPS foi
qualificada para uma solda em chanfro CJP e é aplicada
às condições de soldagem de uma solda em chanfro
PJP, três espécimes de análise macrográfica de seção
transversal devem ser requeridos para demonstrar que o
tamanho de solda especificado deve ser igualado ou
excedido.
4.11.4 Outras Verificações WPS por Análise
Macrográfica. Se uma WPS não é abordada por 4.11.2
ou 4.11.3, ou se as condições de soldagem não atendem
a um status pré-qualificado, ou se elas não foram
usadas e testadas para uma solda CJP em uma junta de
topo, então uma amostra de junta deve ser preparada e a
primeira operação deve ser fazer um espécime de
análise macrográfica para determinar o tamanho de
solda da junta. Então, o material em excesso deve ser
retirado do fundo da junta para a espessura do tamanho
de solda. Espécimes de teste de tensão e flexão devem
ser preparados e testes realizados, como requerido para
soldas em chanfro CJP (ver 4.10).
4.11.5 Soldas em Chanfro Curvado. Os tamanhos de
solda efetivos para soldas em chanfro curvado
qualificadas devem ser determinados pelo seguinte:
(1) Seções de teste devem ser usadas para verificar
que o tamanho de solda efetivo seja obtido
consistentemente.
(2) Para um dado conjunto de condições WPS, se o
Empreiteiro tem demonstrado produção consistente de
tamanhos efetivos de solda maiores que os mostrados
na Tabela 2.1, o Empreiteiro pode estabelecer tais
tamanhos efetivos maiores de solda por qualificação.
(3) Qualificação requerida por (2) deve consistir da
divisão do membro arredondado, normal a seu eixo, a
meia distância e extremidades da solda. Tal divisão
deve ser feita em um número de combinações de
tamanhos de material representativos da faixa usada pelo
Empreiteiro na construção.
4.12 Soldas de Filete para Conexões
Tubulares e Não Tubulares
4.12.1 Tipo e Número de Espécimes. Exceto quando
de outra forma permitido pela Cláusula 4, o tipo e
número de espécimes que devem ser testados para
qualificar WPS de uma solda de filete de passe único
e/ou solda de filete de passe múltiplosão mostrados na
Tabela 4.4. O teste de qualificação pode ser para
uma solda de filete de passe único ou solda de
filete de passe múltiplo ou ambos.
4.12.2 Teste de Solda de Filete. Uma junta em T- de
filete soldada, como mostrado na Figura 4.19 para
placa ou Figura 4.20 para cano (Detalhe A ou Detalhe
B), deve ser feita para cada WPS e posição a ser usada
na construção. É requerido teste para o tamanho
máximo de solda de filete de passe único e para o
tamanho mínimo de solda de filete de passe múltiplo
usados em construção. Esses dois testes de solda de
filete podem ser combinados em um único teste de
ligação soldada ou montagem ou individualmente
qualificados co mo qualificações independentes.
Cada ligação soldada deve ser cortada
perpendicularmente à direção de soldagem em locais](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-150-320.jpg)
![AWS D1.1/D1.1M:2012 ` 4. QUALIFICAÇÃO
131
mostrados na Figura 4.19 ou Figura 4.20, conforme
aplicável. Espécimes representando uma face de cada
corte devem constituir um espécime de análise
macrográfica e devem ser testados em conformidade
com 4.9.4.
4.12.3 Teste de Verificação de Consumíveis. Se o
consumível de soldagem proposto e a WPS proposta
para soldar a placa de teste ou cano de teste da solda de
filete descrita em 4.12.2 não forem pré-qualificados ou
de outra forma qualificados pela Cláusula 4, isto é:
(1) Se os consumíveis de soldagem usados não
estiverem em conformidade com as provisões pré-
qualificadas da Cláusula 3, e também
(2) Se a WPS usando o consumível proposto não
foi estabelecida pelo Empreiteiro em conformidade com
4.10 ou 4.11, então uma placa de teste de solda em
chanfro CJP deve ser soldada para qualificar a combinação
proposta.
A placa de teste deve ser soldada como segue:
(1) A placa de teste deve ter a configuração de
chanfro mostrada na Figura 4.21 (Figura 4.22 para
SAW), com reforço de aço.
(2) A placa deve ser soldada na posição 1G (plana).
(3) O comprimento de placa deve ser adequado para
fornecer espécimes de teste requeridos e orientados como
mostrado na Figura 4.23.
(4) As condições de corrente, voltagem, velocidade
de deslocamento e fluxo de gás do teste de soldagem
devem ser tão próximas quanto possível daquelas a
serem usadas para fazer soldas de filete de produção.
Essas condições estabelecem a WPS pela qual, quando
soldas de filete de produção são feitas, modificações nas
variáveis essenciais serão medidas em conformidade
com 4.8.
A placa de teste deve ser testada como segue:
(1) Dois espécimes de flexão lateral (Figura 4.13)
e um espécime de teste de tensão de metal
depositado (Figura 4.18) devem ser removidos da
placa de teste, como mostrado na Figura 4.23.
(2) Os espécimes de teste de flexão devem ser
testados em conformidade com 4.9.3.1. Esses
resultados de teste devem estar em conformidade com
os requisitos de 4.9.3.3.
(3) O espécime de teste de tensão deve ser testado
em conformidade com 4.9.3.6. O resultado de teste
deve determinar o nível de resistência para o
consumível de soldagem, que deve estar em
conformidade com os requisitos da Tabela 2.3 ou o
nível de resistência do metal base sendo soldado.
4.13 Soldas em Chanfro CJP para
Conexões Tubulares
Soldas em chanfro CJP devem ser classificadas como
segue:
(1) Juntas de topo CJP com reforço ou goivagem
por trás (ver 4.13.1).
(2) Juntas de topo CJP sem reforço soldado a
partir de apenas um lado (ver 4.13.2).
(3) Conexões em T-, Y-, K- com reforço ou
goivagem por trás (ver 4.13.3).
(4) Conexões em T-, Y-, K- sem reforço soldado a
partir de apenas um lado (ver 4.13.4).
4.13.1 Juntas de Topo CJP com Reforço ou
Goivagem por Trás. Uma WPS com reforço ou
goivagem por trás deve ser qualificada usando o detalhe
mostrado na Figura 4.25(A) (com goivagem por trás) ou
Figura 4.25(B) (com reforço).
4.13.2 Juntas de Topo CJP sem Reforço Soldado a
Partir de Apenas um Lado. Uma WPS sem reforço
soldado a partir de apenas um lado deve ser qualificada
usando o detalhe de junta mostrado na Figura 4.25(A).
4.13.3 Conexões em T-, Y-, ou K- com Reforço ou
Goivagem por Trás. Uma WPS para conexões tubulares
em T-, Y-, ou K- com reforço ou goivagem por trás deve
ser qualificada usando:
(1) o cano OD nominal apropriado selecionado da
Tabela 4.2(2), e
(2) o detalhe da junta da Figura 4.25(B), ou
(3) para cano OD nominal igual ou maior que 24 in
[600 mm], uma qualificação de placa em conformidade
com 4.9 usando o detalhe de junta da Figura 4.25(B).
4.13.4 Conexões em T-, Y-, ou K- sem Reforço
Soldado a Partir de Apenas um Lado. Quando
qualificação é requerida, uma WPS para conexões em T-
, Y-, ou K- sem reforço soldado a partir de apenas um
lado deve requerer o seguinte:
4.13.4.1 WPSs sem Status Pré-qualificado. Para
u ma WPS cujas variáveis essenciais estejam for a da
faixa pré-qualificada, qualificação para soldas em
chanfro tubulares CJP devem requerer o seguinte:
(1) Qualificação em conformidade com a Figura
4.27 para canos com diâmetros externos maiores que ou
iguais a 4 in [100 mm] ou Figura 4.27 e Figura 4.29
para tubos de caixa. Qualificação em conformidade
com a Figura 4.28 para canos com diâmetro externo
menor que 4 in [100 mm] ou Figura 4.28 e Figura 4.29
para tubos de caixa.
(2) Uma Amostra de Junta ou Maquete Tubular. A
amostra de junta ou maquete tubular deve fornecer pelo
menos uma seção de análise macrográfica para cada uma das
seguintes condições:
(a) O chanfro combinando a maior profundidade
de chanfro com o menor ângulo de chanfro, ou
combinação de chanfros a serem usados: teste com
posição vertical de soldagem.
(b) A abertura de raiz mais estreita a ser usada
com um ângulo de chanfro de 37,5°: um teste a ser
soldado na posição plana e um teste a ser soldado na
posição suspensa.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-151-320.jpg)
![AWS D1.1/D1.1M:2012 ` 4. QUALIFICAÇÃO
132
(c) A abertura de raiz mais larga a ser usada com
um ângulo de chanfro de 37,5°: um teste a ser soldado
na posição plana e um teste a ser soldado na posição
suspensa.
(d) apenas para conexões de caixa correspondentes,
o ângulo de chanfro, dimensão de ângulo e raio de canto
mínimos a serem usados em combinação: um teste na
posição horizontal.
(3) O espécime de ensaio macrográfico requerido em
(1) e (2) acima deve ser examinado à procura de
descontinuidades e deve ter:
(a) Nenhuma trinca
(b) Fusão completa entre camadas adjacentes
de metal de solda e entre metal de solda e metal base
(c) Detalhes de solda em conformidade com o
detalhe especificado, mas sem nenhuma das variações
proibidas em 5.24.
(d) Nenhuma mordedura excedendo os valores
permitidos em6.9.
(e) Para porosidade de 1/32 in [1 mm] ou maior,
a porosidade acumulada não deve exceder 1/4 in [6 mm]
(f) Nenhuma escória acumulada, da qual a
soma da maior dimensão não deve exceder 1/4
in [6 mm]
Aqueles espécimes que não estiverem em conformidade
com (a) a (f) devem ser considerados inaceitáveis; (b) a
(f) não aplicáveis a soldagem backup.
4.13.4.2 Soldas em Chanfro CJP em uma
Conexão em T-, Y-, ou K- de WPS com Ângulos
Diedros Menores que 30°. A amostra de junta descrita
em 4.13.4.1(2)(a) deve ser requerida. Três seções de
ensaio macrográfico devem ser cortadas dos
espécimes de teste, devem estar em conformidade com
os requisitos de 4.13.4.1(3), e devem mostrar a solda
teórica requerida (com a devida compensação para
soldagens back-up a ser descontada, como mostrado
nos Detalhes C e D das Figuras 3.8–3.10) (ver Figura
4.26 para detalhes de junta de teste).
4.13.4.3 Soldas em Chanfro CJP em uma
Conexão em T-, Y-, ou K- de WPS Usando GMAW-
S. Para conexões em T-, Y-, e K-, quando GMAW-S é
usada, qualificação em conformidade com a Cláusula 4
deve ser requerida antes de soldar as configurações
padrão de junta detalhadas em 3.13.5. A junta testada
deve incorporar um chanfro em bisel simples de 37,5°,
offset raiz e anel de restrição como mostrado na Figura
4.27.
4.13.4.4 Ligações Soldadas que Requerem
Tenacidade CVN. WPSs para juntas de topo (costuras
longitudinais ou circunferenciais) no âmbito de 0,5D de
membros de ramificação anexados, em conexão tubular
de juntas q u e requeiram testes CVN sob 2.27.2.2,
devem ser requeridos para demonstrar energia
absorvida CVN de metal de solda de 20 pés libra [27
J] na LAST, (Lowest Anticipated Service Temperature
– Temperatura Antecipada de Serviço mais Baixa), ou a
0°F [–18°C], o que for menor. Se especificações AWS
para os materiais de soldagem a serem usados não
abrangem esse requisito, ou se a soldagem de produção
está fora da faixa abordada por teste anterior, por
exemplo, testes por especificações de metal de adição
AWS, então os testes CVN de metal de solda devem ser
feitos durante qualificação WPS, como descrito na Parte
D dessa cláusula.
4.14 Conexões em T-, Y-, ou K- e
Juntas de Topo Tubulares PJP
Quando soldas em chanfro PJP são especificadas, em
conexões em T-, Y-, ou K- ou soldas de topo, a qualifi-
cação deve estar em conformidade com a Tabela 4.3.
4.15 Soldas de Tampão para
Conexões Tubulares e Não
Tubulares
Quando soldas de tampão são especificadas,
qualificação WPS deve estar em conformidade com
4.30.
4.16 Processos de Soldagem que
Requerem Qualificação
4.16.1 ESW, EGW, GTAW, e GMAW-S. ESW, EGW,
GTAW, e GMAW-S podem ser usados, contanto que as
WPSs qualificadas em conformidade com os requisitos
da Cláusula 4. Observe que as limitações de variável
essencial na Tabela 4.5 para GMAW devem também
aplicar-se a GMAW-S.
4.16.2 Outros Processos de Soldagem. Outros
processos de soldagem não listados em 3.2.1 ou 4.16.1
podem ser usados, contanto que as WPSs sejam
qualificadas por teste. A limitação de variáveis
essenciais aplicáveis a cada processo de soldagem deve
ser estabelecida pelo Empreiteiro desenvolvendo a WPS
e aprovada pelo Engenheiro. Faixas de variável
essencial devem ser baseadas em evidência
documentada de experiência com o processo, ou uma
série de testes deve ser conduzida para estabelecer
limites de variável essencial. Qualquer alteração em
variáveis essenciais fora da faixa então estabelecida
deve requerer requalificação.
4.17 Requisito WPS (GTAW)
Antes do uso, o Empreiteiro deve preparar uma WPS(s)
e qualificar cada WPS em conformidade com os
requisitos da Cláusula 4.
4.18 Requisitos WPS (ESW/EGW)
Antes do uso, o Empreiteiro deve preparar e
qualificar cada WPS ESW ou EGW para ser usada de
acordo com os requisitos da Cláusula 4. A WPS deve
incluir os detalhes de junta, tipo e diâmetro de metal de](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-152-320.jpg)
![AWS D1.1/D1.1M:2012 ` 4. QUALIFICAÇÃO
133
adição, amperagem, voltagem (tipo e polaridade),
velocidade de deslocamento vertical, se não for uma
função automática de comprimento de arco ou taxa de
deposição, oscilação (velocidade transversal,
comprimento e tempo de contato), tipo de proteção
inclusive taxa de fluxo e ponto de orvalho do gás ou
tipo de fluxo, tipo de sapata de modelagem, PWHT, se
usado, e outras informações pertinentes.
4.18.1 Qualificação Anterior. WPSs que tenham sido
anteriormente qualificadas podem ser usadas, contanto
que haja documentação própria, e que a WPS seja
aprovada pelo Engenheiro.
4.18.2 Requisitos de Teste para Tensão de Metal
Depositado. Antes do uso, o Empreiteiro deve
demonstrar pelo teste descrito na Cláusula 4 que cada
combinação de proteção e metal de adição irá produzir
metal de solda que tenha propriedades mecânicas
especificadas na última edição de A5.25, Specification
for Carbon and Low Alloy Steel Electrodes and Fluxes
for Electroslag Welding, da AWS, ou na última edição de
A5.26, Specification for Carbon and Low Alloy Steel
Electrodes for Electrogas Welding, da AWS, conforme
aplicável, quando soldada em conformidade com WPS
.
Parte C
Qualificação de Desempenho
4.19 Geral
Os testes de qualificação de desempenho requeridos por
este código são testes especificamente projetados para
determinar a habilidade de um soldador, operador de
soldagem, ou soldador ponteador em produzir boas
soldagens. Os testes de qualificação não são projetados
para serem usados como guias para soldagem ou
soldagem provisória durante a construção. Esta última
deve ser realizada em conformidade com uma WPS.
4.19.1 Posições Qualificadas de Soldagem de
Produção
4.19.1.1 Soldadores e Operadores de Soldagem.
As posições qualificadas de soldagem de produção para
soldadores e operadores de soldagem devem estar em
conformidade com a Tabela 4.11.
4.19.1.2 Soldadores Ponteadores. Um soldador
ponteador deve ser qualificado por uma placa de teste
em cada posição em que a soldagem provisória deve ser
realizada.
4.19.2 Espessuras e Diâmetros de Produção
Qualificados
4.19.2.1 Soldadores ou Operadores de Soldagem.
A faixa de espessuras e diâmetros de soldagem de
produção qualificada para a qual um soldador ou
operador de soldagem é qualificado deve estar em
conformidade com a Tabela 4.11.
4.19.2.2 Soldadores Ponteadores. A qualificação
de soldador ponteador deve qualificar para espessuras
maiores que ou iguais a 1/8 in [3 mm], e todos os
diâmetros tubulares.
4.19.3 Qualificação de Soldador e Operador de
Soldagem Através de Qualificação WPS. Um
soldador ou operador de soldagem também pode ser
qualificado por soldar uma placa, cano ou tubulação de
teste de qualificação WPS satisfatória, que atenda os
requisitos de 4.9. O soldador ou operador de soldagem
é assim qualificado em conformidade com 4.19.1 e
4.19.2.
4.20 Tipos de Testes de
Qualificação Requeridos
4.20.1 Soldadores e Operadores de Soldagem. O tipo
e número de testes de qualificação requeridos para
soldadores e operadores de soldagem deve estar
em conformidade com a Tabela 4.11. Detalhes sobre
os requisitos individuais de NDT e de teste mecânico
são encontrados nas seguintes subcláusulas:
(1) Inspeção Visual (ver 4.9.1) (use requisitos
WPS)
(2) Flexão de face, raiz, e lateral (ver 4.9.3.1)
(use requisitos WPS)
(3) Análise macrográfica (ver 4.31.2)
(4) R u p t u r a d e S o l d a d e Filete (ver
4.31.4)
4.20.1.1 Substituição de RT para Testes de Flexão
Guiados. Exceto para juntas soldadas por GMAW-S,
um exame radiográfico da placa de teste ou cano de
teste de qualificação de um soldador ou operador de
soldagem pode ser feito em lugar dos testes de flexão
descritos em 4.20.1(2) (ver 4.31.3 para requisitos RT).
Em lugar de teste mecânico ou RT das montagens de
teste de qualificação, um operador de soldagem pode
ser qualificado por RT das 15 in [380 mm] iniciais de
uma solda em chanfro de produção. A faixa de
espessura material qualificada deve ser aquela mostrada
na Tabela 4.11.
4.20.1.2 Testes de Flexão Guiados. Espécimes de
teste mecânicos devem ser preparados ao cortar a placa,
cano ou tubulação de teste como mostrado nas Figuras
4.21, 4.30, 4.31, 4.32, 4.33, e 4.34 para qualificação de
soldador ou Figura 4.22, 4.33, ou 4.36 para qualificação
de operador de soldagem, o que for aplicável. Esses
espécimes devem ser aproximadamente retangulares em
seção transversal, e ser preparados para teste em
conformidade com a Figura 4.12, 4.13, 4.14, ou 4.18, o
que for aplicável.
4.20.2 Soldadores Ponteadores. O soldador
ponteador deve fazer uma solda provisória de tamanho
máximo de 1/4 in [6 mm] de comprimento de
aproximadamente 2 in [50 mm] no espécime de
ruptura de solda de filete como mostrado na Figura
4.39.
4.20.2.1 Extensão da Qualificação. Um soldador
ponteador que passe o teste para ruptura de solda de
filete deve ser qualificado para realizar solda
provisória em todos os tipos de juntas (exceto soldas
em chanfro CJP, soldadas a partir de um lado sem
reforço; por exemplo, juntas de topo e conexões em T-,](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-153-320.jpg)
![AWS D1.1/D1.1M:2012 ` 4. QUALIFICAÇÃO
134
Y-, e K-) para o processo e posição para os quais o
soldador ponteador é qualificado. Soldas provisórias que
se encaixem na exceção acima devem ser realizadas por
soldadores completamente qualificados para o processo
e posição em que a soldagem deve ser feita.
4.21 Tipos de Solda para
Qualificação de Desempenho de
Soldador e Operador de
Soldagem
Para o propósito de qualificação de soldador e operador
de soldagem, os tipos de solda devem ser classificados
como segue:
(1) Soldas em Chanfro CJP para Conexões Não
Tubulares (ver 4.24)
(2) Soldas em Chanfro PJP para Conexões Não
Tubulares (ver 4.25)
(3) Soldas de Filete para Conexões Não Tubulares
(ver 4.26)
(4) Soldas em Chanfro CJP para Conexões
Tubulares (ver 4.27)
(5) Soldas em Chanfro PJP para Conexões
Tubulares (ver 4.28)
(6) Soldas de Filete para Conexões Tubulares (ver
4.29) (7) Soldas de Tampão (Plug e Slot) paraConexões
Tubulares e Não Tubulares (ver 4.30)
4.22 Preparação de Formulários de
Qualificação de Desempenho
A equipe de soldagem deve seguir uma WPS aplicável
ao teste de qualificação requerido. Todas as limitações
de variável essencial de WPS de 4.8 devem aplicar-se,
em acréscimo às variáveis essenciais de desempenho de
4.23. O Registro de Qualificação de Desempenho de
Soldagem (WPQR) deve servir como verificação por
escrito e deve listar todas as variáveis essenciais
aplicáveis da Tabela 4.12. Sugestões de formulários são
encontradas no Anexo N.
4.23 Variáveis Essenciais
Alterações além da limitação de variáveis essenciais
para soldadores, operadores de soldagem, ou soldadores
ponteadores mostrados na Tabela 4.12 devem requerer
requalificação.
4.24 Soldas em Chanfro CJP para
Conexões Não Tubulares
Ver Tabela 4.10 para os requisitos de posição para
qualificação de soldador ou operador de soldagem em
conexões não tubulares. Observe que a qualificação em
juntas com reforço qualifica para juntas de produção de
soldagem que são têm goivagem por trás e são
soldadas a partir do segundo lado.
4.24.1 Placas de Qualificação de Soldador. Os
seguintes números de figura aplicam-se aos requisitos
de posição e espessura para soldadores.
(1) Figura 4.21—Todas as Posições—
Espessura Ilimitada
(2) Figura 4.30—Posição Horizontal—
Espessura Ilimitada
(3) Figura 4.31—Todas as Posições—
Espessura Limitada
(4) Figura 4.32—Posição Horizontal—Espessura
Limitada
4.24.2 Testes de Placa de Qualificação para Operador
de Soldagem
4.24.2.1 Para Soldas que Não Sejam EGW, ESW, e
Soldas de Tampão (Plug). A placa de teste de
qualificação para um operador de soldagem que não use
EGW ou ESW, ou soldagem de tampão deve estar em
conformidade com a Figura 4.22. Isso deve qualificar
um operador de soldagem para soldagem de filete e em
chanfro em material de espessura ilimitada para o
processo e posição testados.
4.24.2.2 Para ESW e EGW. A placa de teste de
qualificação para um operador de soldagem ESW ou
EGW deve consistir em soldar uma junta de espessura
máxima de material a ser usado em construção, mas a
espessura do material de solda de teste não precisa exceder
1-1/2 in [38 mm] (ver Figura 4.35). Se uma solda de
teste de espessura de 1-1/2 in [38 mm] é feita, não há
necessidade de fazer teste para uma espessura menor. O
teste deve qualificar o operador de soldagem para
soldas em chanfro e de filete em material de espessura
ilimitada para esse processo e posição de teste.
4.25 Soldas em Chanfro PJP para
Conexões Não Tubulares.
Qualificação para soldas em chanfro CJP deve
qualificar para todas as soldas em chanfro PJP.
4.26 Soldas de Filete para Conexões
Não Tubulares.
Qualificação de soldas em chanfro CJP deve qualificar
para soldas de filete. No entanto, onde apenas
qualificação de solda de filete é requerida, ver Tabela
4.11.
4.27 Soldas em Chanfro CJP para
Conexões Tubulares.
Testes de qualificação para soldador ou operador de
soldagem devem usar os seguintes detalhes:
(1) Juntas de topo em chanfro CJP com reforço ou
goivagem por trás em cano. Use a Figura 4.24(B).](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-154-320.jpg)
![AWS D1.1/D1.1M:2012 ` 4. QUALIFICAÇÃO
135
(2) Juntas de topo em chanfro CJP sem reforço ou
goivagem por trás. Use a Figura 4.24(A).
(3) Juntas de topo em chanfro CJP ou conexões
em T-, Y-, e K- com reforço em tubulação de
caixa. Use a Figura 4.24(B) em cano (qualquer
diâmetro), placa ou tubulação de caixa.
(4) Conexões em T-, Y-, e K- em Chanfro CJP
soldadas a partir de um lado com reforço em cano. Use
a Figura 4.24(B) em cano de diâmetro apropriado.
(5) Conexões em T-, Y-, e K- em Chanfro CJP
soldadas a partir de um lado sem reforço em cano. Use
a Figura 4.27 para diâmetro nominal de cano de ≥6 in
[150 mm] ou Figura 4.28 para cano nominal de ≤4 in
[100 mm].
(6) Conexões em T-, Y-, e K- em Chanfro CJP
soldadas a partir de um lado sem reforço ou goivagem
por trás em tubulação de caixa. As opções são as
seguintes:
(a) Figura 4.27 em cano (qualquer diâmetro) ou
tubulação de caixa mais Figura 4.29 em tubulação de
caixa.
(b) Figura 4.27 em tubulação de caixa com
espécime de análise macrográfica removido dos locais
mostrados na Figura 4.29.
Ver Tabela 4.11 para as faixas de produção de diâmetro
e espessura qualificados pelos diâmetros e espessuras da
montagem de teste.
4.27.1 Outros Detalhes de Junta ou WPSs. Para
detalhes de junta, WPSs, ou profundidade presumida de
boas soldas que sejam mais difíceis que aquelas
descritas aqui, um teste descrito em 13.4.2 deve ser
realizado por cada soldador em acréscimo aos testes
6GR (ver Figura 4.28 ou 4.29). A posição de teste deve
ser vertical.
4.28 Soldas em Chanfro PJP para
Conexões Tubulares.
Qualificação para soldas em chanfro CJP em conexões
tubulares devem qualificar para todas as soldas em
chanfro PJP.
4.29 Soldas de Filete para Conexões
Tubulares.
Ver Tabela 4.11 para requisitos de qualificação de solda
de filete.
4.30 Soldas de Tampão (Plug e
Slot) para Conexões Tubulares
e Não Tubulares.
Qualificação para soldas em chanfro CJP em conexões
tubulares ou não tubulares devem qualificar para todas
as soldas de tampão (plug e slot).
Ver Tabela 4.10 apenas para qualificação de solda de
tampão (plug e slot). A junta deve consistir de um
buraco de diâmetro de 3/4 in [20 mm] em uma placa de
espessura de 3/8 in [10 mm] com uma placa de reforço
de espessura mínima de 3/8 in [10 mm] (ver Figura
4.38).
4.31 Métodos de Teste e Critérios
de Aceitação para Qualificação
de Soldador e Operador de
Soldagem
4.31.1 Inspeção Visual. Ver 4.9.1 para critérios de
aceitação
4.31.2 Ensaio Macrográfico. Os espécimes de teste
devem ser preparados com um acabamento adequado
para exame macrográfico. Uma solução adequada deve
ser usada para textura, para dar uma definição clara da
solda.
4.31.2.1 Ensaios Macrográficos de Solda de
Filete e de Tampão.
A face da análise macrográfica deve ser lisa para
textura.
(1) Os ensaios macrográficos de solda de tampão
(plug) devem ser cortados das juntas de teste por:
(a) Qualificação de Soldador—Figura4.38
(b) Qualificação de Operador de Soldagem—
Figura4.38
(2) Os ensaios macrográficos de solda de filete devem
ser cortados a partir das juntas de teste por:
(a) Qualificação de Soldador—Figura4.37
(b) Qualificação de Operador de Soldagem—
Figura4.37
4.31.2.2 Ensaio Macrográfico para Conexões em
T-, Y-, e K-. A junta de ângulo de teste de análise
macrográfica para conexões em T-, Y-, e K- em
tubulações de caixa na Figura 4.29 deve ter quatro
espécimes de análise macrográfica cortados a partir dos
cantos da solda nos locais mostrados na Figura 4.29.
Uma face de cada espécime de canto deve ser lisa
para textura. Se o soldador for testado em um cupom
6GR (Figura 4.28) usando tubulação de caixa, os quarto
espécimes de canto para teste de análise macrográfica
podem ser cortados a partir dos cantos do cupom 6GR
em u m a maneira similar à Figura 4.29. Uma face
de cada espécime de canto deve ser lisa para textura.
4.31.2.3 Critérios de Aceitação do Ensaio
Macrográfico. Para qualificação aceitável, o espécime
de teste, quando inspecionado visualmente, deve estar
em conformidade com os seguintes requisitos:
(1) Soldas de filete devem ter fusão com a raiz da
junta mas não necessariamente além.
(2) O tamanho mínimo de solda deve atender o
tamanho de solda de filete especificado.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-155-320.jpg)
![AWS D1.1/D1.1M:2012 ` 4. QUALIFICAÇÃO
136
(3) Soldas de f ilete e a junta de ângulo para ensaio
macrográfico em conexões em T-, Y-, e K- em
tubulações de caixa, Figura 4.29, devem ter:
(a) Nenhuma trinca
(b) Fusão completa entre camadas adjacentes
de metais de solda e entre metal de solda e metal base
(c) Perfis de solda em conformidade com
detalhe pretendido, mas sem qualquer das variações
proibidas em 5.24
(d) Nenhuma mordedura excedendo 1/32 in [1
mm]
(e) Para porosidade de 1/32 in [1 mm] ou maior,
porosidade acumulada que não exceda 1/4 in [6 mm]
(f) Sem escória acumulada, da qual a soma das
maiores dimensões não deve exceder 1/4 in [4 mm]
(4) Soldas de Tampão ( Plug) devem ter:
(a) Nenhuma trinca
(b) Fusão completa com o reforço e com os
lados do orifício
(c) Nenhuma escória visível que exceda o
comprimento total acumulado de 1/4 in [6 mm]
4.31.3 RT. Se RT é usado em lugar dos testes de
flexão prescritos, o reforço de solda não precisa ser
retificado ou aplainado de outra forma para inspeção, a
menos que as irregularidades de sua superfície ou
junção com o metal base causariam desconti-nuidades
de solda sujeitas a objeções a serem obscurecidas na
radiografia. Se o reforço for removido para RT, a raiz
deve ser retificada por jateamento (ver 5.24.3.1) com o
metal base.
4.31.3.1 Procedimento e Técnica de Teste RT. O
procedimento e técnica RT devem estar em
conformidade com os requisitos da Parte E, Cláusula
6. Para qualificação de soldador, exclua 1-1/4 in [32
mm] em cada extremidade da solda de avaliação na
placa de teste; para qualificação de operador de
soldagem exclua 3 in [75 mm] em cada extremidade do
comprimento da placa de teste. Canos ou tubulações de
teste soldados de diâmetro de 4 in [100 mm] ou maior
devem ser examinados por um mínimo de metade do
perímetro da solda selecionada para incluir uma amostra
de todas as posições soldadas. (Por exemplo, um cano
ou tubo de teste soldado na posição 5G, 6G, ou 6GR
deve ser radiografado a partir da linha de centro do
topo para a linha de centro do fundo em todos os
lados.) Cano ou tubulação de teste soldados com diâmetro
menor que 4 in [100 mm] devem requere RT de100%.
4.31.3.2 Critérios de Aceitação RT. Para
qualificação aceitável, a solda, como revelado pela
radiografia, deve estar em conformidade com os
requisitos de 6.12.2, exceto que 6.12.2.2 não deve
aplicar-se.
4.31.4 Teste de Ruptura de Solda de Filete. O
comprimento todo da solda de filete deve ser
examinado visualmente, e então um espécime de
comprimento de 6 in [150 mm] (ver Figura 4.37) ou
uma quarta parte de uma montagem da solda de filete
de cano deve ser carregada de tal forma que a raiz da
solda esteja em tensão. Pelo menos um início e
interrupção de soldagem deve estar localizado dentro
de espécime de teste. A carga deve ser aumentada ou
repetida até que o espécime frature ou dobre-se
completamente sobre si mesmo.
4.31.4.1 Critérios de Aceitação para Teste de
Ruptura de Solda de Filete. Para passar o exame visual
anterior ao teste de ruptura, a solda deve apresentar uma
aparência razoavelmente uniforme e deve estar livre de
sobreposição, trincas e mordedura que exceda os
requisitos de 6.9. Não deve haver porosidade visível na
superfície da solda.
O espécime quebrado deve passar se:
(1) O espécime dobra-se sobre si mesmo, ou
(2) A solda de filete, se fraturada, tem uma
superfície de fratura que mostra fusão completa com a
raiz da junta sem inclusão ou porosidade maior que
3/32 in [2,5 mm] em sua maior dimensão, e
(3) A soma das maiores dimensões de todas as
inclusões e porosidade não deve exceder 3/8 in [10 mm]
no espécime de 6 in [150 mm].
4.31.5 Espécimes de Flexão de Raiz, Face e Lateral.
Ver 4.9.3.3 para critérios de aceitação.
4.32 Método de Teste e Critérios de
Aceitação para Qualificação de
Soldador Ponteador
Uma força deve ser aplicada ao espécime como
mostrado na Figura 4.35 até que ocorra a ruptura. A
força pode ser aplicada por quaisquer meios
convenientes. A superfície da solda e da fratura deve ser
examinada visualmente à procura de defeitos.
4.32.1 Critérios de Aceitação Visual. A solda
provisória deve apresentar uma aparência
razoavelmente uniforme e deve ser livre de
sobreposição, trincas e mordedura excedendo 1/32 in [1
mm]. Não deve haver porosidade visível na superfície
da solda provisória.
4.32.2 Critérios de Aceitação de Teste Destrutivo.
A superfície fraturada da solda provisória deve mostrar
fusão com a raiz, mas não necessariamente além, e não
deve exibir fusão incompleta dos metais base, ou
qualquer inclusão ou porosidade maior que 3/32 in [2,5
mm] em sua maior dimensão.
4.33 Reteste.
Quando um soldador, operador de soldagem ou soldador
ponteador falha em um teste de qualificação, ou se há
razões específicas para questionar suas habilidades de
soldagem, ou se o período de efetividade terminou, o
seguinte deve aplicar-se:
4.33.1 Requisitos de Reteste de Soldador e
Operador de Soldagem](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-156-320.jpg)
![AWS D1.1/D1.1M:2012 ` 4. QUALIFICAÇÃO
137
4.33.1.1 Reteste Imediato. Um reteste imediato
pode ser feito consistindo de duas soldas de cada tipo e
posição em que o soldador ou operador de soldagem
falhou. Todos os espécimes de reteste devem atender
todos os requisitos especificados.
4.33.1.2 Reteste Após Treino ou Prática
Adicional. Um reteste pode ser feito, contanto que haja
evidência de que o soldador ou operador de soldagem
tenha tido treino ou prática adicional. Um reteste
completo dos tipos e posições em que houve falência ou
em questão deve ser feito.
4.33.1.3 Reteste Após Término de Período de
Efetividade de Qualificação. Quando o período de
qualificação de um soldador ou operador de soldagem
tenha terminado, um teste de requalificação deve ser
requerido. Soldadores têm a opção de usar uma
espessura de teste de 3/8 in [10 mm] para qualificar
qualquer espessura de soldagem de produção maior ou
igual a 1/8 in [3 mm].
4.33.1.4 Exceção—Falência de um Reteste de
Requalificação. Nenhum reteste imediato deve ser
permitido após falência de um teste de requalificação.
Um reteste deve ser permitido apenas após treino ou
prática adicional por 4.33.1.2.
4.33.2 Requisitos de Reteste de Soldador Ponteador
4.33.2.1 Reteste sem Treino Adicional. Em caso
de falha em passar nos requisitos de teste, o soldador
ponteador pode fazer um reteste sem treino adicional.
4.33.2.2 Reteste Após Treino ou Prática
Adicional. Um reteste pode ser feito, contanto que o
soldador ponteador tenha tido treino ou prática
adicional. Um reteste completo deve ser requerido.
Parte D
Requisitos de Teste CVN
4.34 Geral
4.34.1 Os requisitos de teste e procedimentos de teste
CVN nessa seção devem aplicar-se apenas quando
especificado nos documentos d e c o n t r a t o e m
conformidade com 5.26.5(3)[d] e 4.2.1.3, e Tabela 3.1
desse código. Embora os requisitos dessa seção não
abordem teste CVN de metais base, é presumido que os
metais base sejam adequados para aplicações em que
teste CVN da WPS é requerido.
4.34.2 Os espécimes de teste CVN devem ser usinados
e testados em conformidade com E 23, Standard Methods
for Notched Bar Impact Testing of Metallic
Materials, da ASTM, para Espécime de Impacto Tipo A
Charpy (viga simples), A 370, Standard Test Method
and Definitions for Mechanical Testing of Steel
Products, da ASTM ou B4.0, Standard Methods for
Mechanical Testing of Welds, da AWS.
4.35 Locais de Teste
4.35.1 O local de teste para espécimes individuais de
teste CVN, a menos que especificado de outra forma
em documentos de contrato, deve ser como mostrado na
Figura 4.40 e na Tabela 4.14.
4.35.2 O posicionamento do entalhe para todos os
espécimes de teste CVN deve ser feito primeiro pela
usinagem dos espécimes da solda de teste à
profundidade apropriada como mostrado na Figura
4.40. Os espécimes deveriam ser feitos levemente mais
compridos para permitir o exato posicionamento do
entalhe. Em seguida, as barras deveriam ser atacadas
com um agente de gravação moderado como nital 5%,
para revelar a localização da zona de fusão da solda e
HAZs. A linha de centro do entalhe deve então ser
localizada no espécime, como mostrado na Figura 4.40.
4.36 Testes CVN
4.36.1 Há duas opções para o número de espécimes de
teste CVN a serem tomadas em um único local de teste:
Opção A-3 espécimes
Opção B-5 espécimes
4.36.2 Os espécimes de teste CVN devem ser usinados
da mesma montagem de teste soldada feita para
determinar outras propriedades de junta de solda (ver
Figura 4.7, 4.8, 4.10 ou 4.11). Quando o tamanho
das montagens de teste soldadas não é suficiente para
satisfazer todos os requisitos de espécime de teste
mecânico, uma montagem de teste soldada adicional
deve ser realizada. Os espécimes de teste CVN devem
sofrer usinagem a partir da montagem de teste
soldada na qual espécimes de teste de tração são
usinados.
4.36.3 Quando teste CVN é um requisito, um PQR com
testes CVN e uma WPS qualificada são requeridos. Ou
um novo PQR deve ser preparado, ou se existe um PQR
que satisfaz todos os requisitos exceto teste CVN, deve
ser necessário apenas preparar uma ligação de solda de
teste adicional com material suficiente para fornecer os
espécimes de teste CVN requeridos. Uma placa de teste
completa ou parcial (como observado acima) deve ser
soldada usando uma WPS que esteja em conformidade
com o “teste” original WPS se aplicável e com os limite
das Tabelas 4.1, 4.2, e 4.5, mais aquelas variáveis
essenciais suplementares aplicáveis apenas a teste CVN
(Tabela 4.6). Um novo PQR, ou um revisado, deve ser
preparado e uma nova ou revista WPS escrita para
acomodar as variáveis de qualificação para teste CVN.
4.36.4 A linha de centro longitudinal dos espécimes
deve ser transversal ao eixo da solda e o entalhe base
deve ser perpendicular (normal) à superfície a menos
que especificado de outra forma em documentos de
contrato.
4.36.5 O espécime padrão de 10 × 10 mm deve ser
usado quando a espessura do material de teste é de 7/16](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-157-320.jpg)
![AWS D1.1/D1.1M:2012 ` 4. QUALIFICAÇÃO
138
in [11 mm] ou maior. Espécimes de tamanho inferior
devem ser usados quando a espessura do material de
teste é menor que 7/16 in [11 mm], ou quando a
extração de espécimes de tamanho total não é possível
devido à forma da ligação soldada. Quando espécimes
de tamanho inferior são requeridos, eles devem ser
feitos para uma das dimensões mostradas na Tabela
4.15. (Observação: os maiores espécimes possíveis
devem ser usinados a partir de uma peça de teste de
qualificação.)
4.36.6 A temperatura de teste CVN deve ser
especificada nos documentos de contrato.
4.36.7 Quando espécimes de tamanho inferior são
requeridos e a largura do espécime através do entalhe é
menor que 80% da espessura do metal base, a
temperatura de teste deve ser reduzida em
conformidade com a Tabela 4.15, a menos que de outra
forma especificado nos documentos de contrato.
4.37 Requisitos de Teste
4.37.1 Requisitos de teste para soldas entre metais base
com limite de escoamento mínimo especificado de 50
ksi [345 MPa] ou menos não devem ser menores que os
requisitos mínimos da Tabela 4.14, a menos que de
outra forma especificado. Requisitos de teste para
soldas entre metais base com um limite de escoamento
mínimo especificado maior que 50 ksi [345 MPa] deve
ser especificado nos documentos de contrato. Esses
requisitos podem incluir, mas não estão limitados a,
energia absorvida, percentagem de aparência de fratura
dúctil, e valores de expansão lateral.
4.37.2 Os critérios de aceitação para cada teste devem
ser especificados em especificações e desenhos de
contrato, e devem consistir do seguinte:
(1) Valor mínimo individual – valor do qual
nenhum espécime pode estar abaixo, e
(2) Valor médio mínimo – o valor que a média
aritmética de três espécimes deve igualar ou exceder.
A menos que especificado de outra forma em desenhos
ou especificações de contrato, a aceitação de valores
para os requisitos de teste CVN descritos em 4.37.1
para soldas entre metais base com um limite de
escoamento mínimo especificado de 50 ksi [345 MPa]
ou menos, como mostrado na Tabela 4.14.
4.37.3 Se a Opção B (ver 4.36.1) for escolhida, os
espécimes com os valores mais altos e mais baixos
devem ser descartados, deixando 3 espécimes para
avaliação. Para os espécimes da Opção A e os 3
espécimes remanescentes da Opção B, 2 dos 3 valores
para os espécimes devem igualar ou exceder o valor médio
mínimo especificado. Um dos três pode ser mais baixo
que o valor médio mínimo especificado, mas não mais
baixo que o valor individual mínimo especificado, e
média dos três não deve ser menor que o valor médio
mínimo especificado.
4.38 Reteste
4.38.1 Quando os requisitos em 4.37.2 e 4.37.3 não são
atendidos, um reteste pode ser realizado. Cada valor
individual dos três espécimes remanescentes deve ser
igual ou maior que o valor médio mínimo especificado.
Espécimes de reteste devem ser removidos das
ligações soldadas de teste originais. Se espécimes
não puderem ser fornecidos a partir dessas ligações
soldadas, uma nova ligação soldada de teste deve ser
realizada e todos os testes mecânicos requeridos por
esse código devem ser realizados.
4.39 Relatório
4.39.1 Todos os valores medidos de testes CVN
requeridos por este código, documentos de contrato, ou
especificações devem ser relatados no PQR.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-158-320.jpg)
![CJP- Penetração Completa de Junta
PJP- Penetração Parcial de Junta
a
Qualifica para um eixo de soldagem com uma linha essencialmente reta, inclusive soldagem ao longo de uma linha paralela ao eixo de um cano circular
b
Qualifica para soldas circunferenciais em canos com diâmetro exterior nominal igual ou maior que 24 in [600 mm]
c
Detalhes de junta de topo de produção sem reforço ou goivagem por trás requerem teste de qualificação do detalhe de junta mostrado na Figura 4 25(A)
d
Limitado a detalhes de junta pré-qualificados (ver 3 12 ou 3 13)
e
Para juntas de produção de conexões em T-, Y-, e K- CJP que estejam em conformidade com a Figura 3 8, 3 9, ou 3 10 e Tabela 3 6, use o detalhe da Figura 4 27 para teste Para outras juntas de produção, ver 4 13 4 1
f
Para juntas de produção de conexões em T-, Y-, e K- CJP que estejam em conformidade com a Figura 3 6, e Tabela 3 6, use detalhe das Figuras 4 27 e 4 29 para teste, ou, como alternativa, teste a junta da Figura 4 27 e corte
espécimes de análise macrográfica dos locais de canto mostrados na Figura 4 29 Para outras juntas de produção, ver 4 13 4 1
g
Para juntas de produção de conexões em T-, Y-, e K- PJP que estejam em conformidade com a Figura 3 5, use detalhe da Figura 4 25(A) ou Figura 4 25(B) para teste
h
Para conexões de caixa correspondente com raios de canto menores que duas vezes a espessura do membro de corda, ver 3 12 4 1
i
Soldas de filete em conexões de produção em T-, Y-, ou K- devem conformar-se à Figura 3 2 Qualificação WPS deve estar conforme a 4 12
Tabela 4.1
Qualificação WPS—Posições de Soldagem de Produção Qualificadas por Testes de Placa, Cano e Tubo de Caixa
(ver 4.4)
Teste de Qualificação
Soldagem de Produção de Placa
Qualificada
Soldagem de Produção de Cano Qualificada Soldagem de Produção de Tubo de Caixa Qualificada
Tipo de
Solda
Posições
Chanfro
CJP
Chanfro
PJP
Filete
Junta de Topo
Conexões em
T-, Y-, K- Filete
Junta de Topo
Conexões em
T-, Y-, K- Filete
CJP PJP CJP PJP CJP PJP CJP PJP
p
L
A
C
A
CJP
Chanfro
lG
2G
3G
4G
F
F, H
V
OH
F
F, H
V
OH
F
F, H
V
OH
Fb
(F, H)b
Vb
OHb
Fb
(F, H)b
Vb
OHb
F
F, H
V
OH
F
F, H
V
OH
F
F, H
V
OH
F
F, H
V
OH
Filete
lF
2F
3F
4F
F
F, H
V
OH
F
F, H
V
OH
F
F, H
V
OH
Tampão Qualifica Soldagem de Tampão Apenas para as Posições Testadas
T
u
B
u
L
A
R
CJP
Chanfro
lG Rotacionado
2G
5G
(2G + 5G)
6G
6GR
F
F, H
F,V,OH
Todos
Todos
Todos
F
F, H
F,V,OH
Todos
Todos
Todos
F
F, H
F,V,OH
Todos
Todos
Todos
Fc
( F, H)c
(F,V,OH)c
Todosc
Todosc
Todosd
F
F, H
F,V,OH
Todos
Todos
Todos
Todose
Todose
F
F, H
F,V,OH
Todosg
Todosg
Todos
F
F, H
F,V,OH
Todos
Todos
Todos
Fc
( F, H)c
(F,V,OH)c
Todosc
Todosc
Todosd
F
F, H
F,V,OH
Todos
Todos
Todos
Todosf
Todosf
F
F, H
F,V,OH
Todosg.h
Todosg.h
Todos
F
F, H F,V,OH
Todos
Todos
Todos
Filete
lF Rotacionado
2F
2F Rotacionado
4F
5F
F
F,H
F,H
F,H,OH
Todos
F
F,H
F,H
F,H,OH
Todos
F
F,H
F,H
F,H,OH
Todos
4.
QUALIFICAÇÃO
AWS
D1.1/D1.1M:2010](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-159-320.jpg)


![AWS D1.1/D1.1M:2010 4. QUALIFICAÇÃO
142
Tabela 4.3
Número e Tipo de Espécimes de Teste e Faixa de Espessura Qualificada -
Qualificação WPS; Soldas em Chanfro PJP (ver 4.11)
Profundidade de
Chanfro de Teste, T
in[mm]
Número de Espécimes a, b Faixas de Qualificação c, d
Análise
Macrográfica
para
Tamanho de
Solda (E)
4 11 2
4 11 3
4 11 4
Tensão de
Seção
Reduzida
(ver Fig
4 14)
Flexão de
Raiz
(ver Fig
4 12)
Flexão de
Face
(ver Fig
4 12)
Flexão
Lateral
(ver Fig
4 13)
Profundida
de do
Chanfro
Espessura Nominal de Placa, Cano ou
Placa de Tubulação, in [mm]
Mín Máx
1/8 ≤ T ≤ 3/8
[3 ≤ T ≤ 10]
3 2 2 2 - T 1/8 [3] 2T
3/8 < T ≤ 1
[10 < T ≤ 25]
3 2 - - 4 T 1/8 [3] Ilimitado
REQUISITOS BÁSICOS
a
Uma placa, cano ou tubulação de teste por posição deve ser requerida (ver Figura 4 10 ou 4.11 para placa de teste). Use o detalhe de
chanfro PJP de produção para qualificação. Todas as placas, canos ou tubulações devem ser visualmente inspecionados (ver 4.9.1).
b
Se um bisel PJP ou solda em chanfro em J- será usado para juntas em T-, ou bisel duplo ou solda em chanfro em duplo J será usado
para juntas de ângulo, a junta de topo deve ter uma placa restritiva temporária no plano da face quadrada para simular uma
configuração de junta em T-.
c
Requisitos de qualificação de diâmetro de cano Verthe da Tabela 4.2.
d
Qualquer qualificação PJP deve também qualificar qualquer tamanho de solda de filete em qualquer espessura.
Tabela 4.4
Número e Tipo de Espécimes de Teste e Faixa de Espessura Qualificada -
Qualificação WPS; Soldas de Filete (ver 4.12.1)
Espécie de
Teste
Tamanho de
Filete
Número
de Soldas
por WPS
Espécime de Teste Requerido b Tamanhos Qualificados
Análise
Macrográfica
4 11 1
4 8 4
Tensão de Metal
Consolidado
(ver
Figura 4 18)
Flexão Lateral
(ver Figura
4 13)
Espessura de
Placa/Cano Tamanho do
Filete
Teste T- de
Placa
(Figura 4 19)
Passe único,
tamanho
máximo a ser
usado em
construção
1 em cada
posição a ser
usada
3 faces - - Ilimitado
Passe único
máximo testado
e menor
Passe múltiplo,
tamanho
mínimo a ser
usado em
construção
1 em cada
posição a ser
usada
3 faces - - Ilimitado
Passe múltiplo
mínimo testado
e maior
Teste T- de
Cano c
(Figura 4 20)
Passe único,
tamanho
máximo a ser
usado em
construção
1 em cada
posição a ser
usada (ver
Tabela 4 1)
3 faces (exceto
para 4F & 5F,
4 faces
requeridas)
- - Ilimitado
Passe único
máximo testado
e menor
Passe múltiplo,
tamanho
mínimo a ser
usado em
construção
1 em cada
posição a ser
usada (ver
Tabela 4 1)
3 faces (exceto
para 4F & 5F,
4 faces
requeridas)
Ilimitado
Passe múltiplo
mínimo testado
e maior
Teste de
chanfro d
(Figura 4 23)
- 1 na posição
1G
- 1 2
Qualifica consumíveis de soldagem
a serem usados no teste T- acima
a
A espessura mínima qualificada deve ser 1/8 in [3 mm].
b
Todos os canos e placas de teste soldados devem ser visualmente inspecionados por 4.9.1.
c
Ver Tabela 4.2(2) para qualificação de diâmetro de cano.
d
Quando os consumíveis de soldagem usados não estão em conformidade com as provisões pré-qualificadas da Cláusula 3, e uma WPS
usando os consumíveis de soldagem propostos não foi estabelecida pelo Empreiteiro em conformidade com 4.10 ou 4.11.1, uma placa
de teste de solda em chanfro CJP groove deve ser soldada em conformidade com 4.9.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-162-320.jpg)
![AWS D1.1/D1.1M:2010 4. QUALIFICAÇÃO
143
Tabela 4.5
Alterações em Variável Essencial de PQR que Requerem Requalificação WPS para
SMAW, SAW, GMAW, FCAW, e GTAW (ver 4.8.1)
Alterações de Variável Essencial no PQR que
Requerem Requalificação
Processo
SMAW SAW GMAW FCAW GTAW
Metal de Adição
1) Acréscimo na resistência de classificação do
metal de adição
X X X
2) Modificação de eletrodo SAW de baixo
hidrogênio para eletrodo SAW que não é de
baixo hidrogênio
X
3) Alteração de uma classificação de eletrodo ou
eletrodo-fluxo para outra classificação de
eletrodo ou eletrodo-fluxo•
X X X
4) Alteração para uma classificação de eletrodo ou
eletrodo-fluxo não abordada em:
AWS A5 1 ou
A5 5 da AWS
A5 17 ou A5 23 da
AWS
A5 18 ou A5 28 da
AWS
A5 20 ou A5 29
da AWS
A5 18 ou A5 28 da
AWS
5) Adição ou exclusão de metal de adição X
6) Modificação de alimentação de arame fria para
alimentação de arame quente ou vice-versa X
7) Acréscimo ou exclusão de metal de adição ou
arame granular ou em pó suplementar X
8) Acréscimo na quantidade de metal de adição ou
arame em pó ou granular suplementar X
9) Se o conteúdo de liga do metal de solda é
largamente dependente de metal de adição em
pó suplementar, qualquer modificação de WPS
que resulte em um depósito de solda com os
elementos de liga importantes que não atendem
aos requisitos de composição química da WPS
X
10) Modificação no diâmetro nominal do metal de
adição por:
Acréscimo de >
1/32 in [0,8
mm]
Qualquer acréscimo b Qualquer acréscimo
ou decréscimo
Qualquer
acréscimo
Acréscimo ou
decréscimo de > 1116
in [1,6mrn]
11) Modificação no número de eletrodos X X X X
12) Uma alteração na amperagem para cada
diâmetro usado por:
Para um valor
não recomendado
pelo fabricante
Acréscimo ou
decréscimo de > 10%
Acréscimo ou
decréscimo de >
10%
Acréscimo ou
decréscimo de >
10%
Acréscimo ou
decréscimo de > 25%
13) Uma modificação no tipo de corrente (ac ou dc)
ou polaridade (eletrodo positivo ou negativo para
a corrente)
X X X X X
14) Uma modificação no modo de transferência X
15) Uma modificação de saída CV para CC X X
16) Uma modificação na voltagem para cada
diâmetro usado por:
Acréscimo ou
decréscimo de > 7%
Acréscimo ou
decréscimo de >
7%
Acréscimo ou
decréscimo de >
7%
17) Um acréscimo ou decréscimo na velocidade de
alimentação de arame para cada diâmetro de
eletrodo (se não controlado por amperagem) por:
> 10% >10% >10%](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-163-320.jpg)
![AWS D1.1/D1.1M:2010 4. QUALIFICAÇÃO
144
Tabela 4.5 (Continuação)
Alterações em Variável Essencial de PQR que Requerem Requalificação WPS para
SMAW, SAW, GMAW, FCAW, e GTAW (ver 4.8.1)
Alterações de Variável Essencial no PQR que
Requerem Requalificação
Processo
SMAW SAW GMAW FCAW GTAW
Parâmetros de Processo
18) Uma alteração na velocidade de deslocamento
por:
Acréscimo ou
decréscimo
de > 15%
Acréscimo ou
decréscimo
de > 25%
Acréscimo ou
decréscimo
de > 25%
Acréscimo ou
decréscimo
de > 50%
19) Uma alteração no gás de proteção de um único
gás para outro gás único ou mistura de gases, ou
composição percentual nominal especificada de
mistura de gases ou para nenhum gás
X X X
20) Uma modificação na taxa total de fluxo de gás
por:
Acréscimo > 50%
Decréscimo > 20%
Acréscimo > 50%
Decréscimo > 20%
Acréscimo > 50%
Decréscimo > 20%
21) Uma modificação no gás de proteção não
abordada em:
A5 18 ou A5 28 da
AWS
A5 20 ou A5 29 da
AWS
Parâmetros SAW
22) Uma alteração de > 10%, ou 1/8 in [3 mm], o
que for maior, no espaçamento longitudinal dos
arcos
X
23) Uma alteração de > 10%, ou 1/8 in [3 mm], ou
que for maior, no espaçamento lateral dos arcos
X
24) Um acréscimo ou decréscimo de mais de 10° na
orientação angular de qualquer eletrodo paralelo
X
25) Para SAW mecanizada ou automática; um
acréscimo ou decréscimo de mais de 3° no
ângulo do eletrodo
X
26) Para SAW mecanizada ou automática; um
acréscimo ou decréscimo de mais de 5° normal à
direção de deslocamento X
Geral
27) Uma modificação na posição não qualificada
pela Tabela 4 1 X X X X X
28) Uma modificação em diâmetro, ou espessura, ou
ambos, não qualificada pela Tabela 4 2 X X X X X
29) Uma alteração no metal base ou combinação de
metais base não listados no PQR ou qualificados
pela Tabela 4 8
X X X X X
30) Soldagem Vertical: Para qualquer passe de
aclive para declive ou vice-versa X X X X](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-164-320.jpg)
![AWS D1.1/D1.1M:2010 4. QUALIFICAÇÃO
145
Tabela 4.5 (Continuação)
Alterações em Variável Essencial de PQR que Requerem Requalificação WPS para
SMAW, SAW, GMAW, FCAW, e GTAW (ver 4.8.1)
Alterações de Variável Essencial no PQR que
Requerem Requalificação
Processo
SMAW SAW GMAW FCAW GTAW
Geral
27) Uma modificação na posição não qualificada
pela Tabela 4 1 X X X X X
28) Uma modificação em diâmetro, ou espessura, ou
ambos, não qualificada pela Tabela 4 2 X X X X X
29) Uma alteração no metal base ou combinação de
metais base não listados no PQR ou qualificados
pela Tabela 4 8
X X X X X
30) Soldagem Vertical: Para qualquer passe de
aclive para declive ou vice-versa X X X X
31) Uma modificação no tipo de chanfro (por
exemplo, -V único para-V duplo), exceto
qualificação de qualquer solda em chanfro CJP
que qualifica para qualquer detalhe de chanfro
em conformidade com os requisitos de 3 12 ou
3 13
X X X X X
32) Uma modificação no tipo de chanfro para um
chanfro quadrado e vice-versa X X X X X
33) Uma alteração que exceda as tolerâncias de 3 12,
3 13 3 13 2 5 22 4 1 ou 5 22 4 2 envolvendo:
a) Um decréscimo no ângulo de chanfro
b) Um decréscimo na abertura de raiz
c) Um acréscimo na face da raiz
X X X X X
34) A omissão, mas não inclusão, de reforço ou
goivagem por trás X X X X X
35) Decréscimo de temperatura d de pré-
aquecimento por: >25°F [15o
C] >25°F [15o
C] > 25°F [15o
C] > 25°F [15oC] > 100ºF [55°C]
36) Decréscimo de temperatura d de interpasse por:
>25°F [15o
C] >25°F [15o
C] > 25°F [15o
C] > 25°F [15o
C] > 100ºF [55°C]
37) Adição ou exclusão de PWHT X X X X X
a
A resistência do metal de adição pode sofrer decréscimo sem requalificação WPS
b
Para WPSs usando fluxo de liga, qualquer acréscimo ou decréscimo no diâmetro do eletrodo deve requerer requalificação WPS
c
Faixas de velocidade de deslocamento para todos os lados de soldas de filete podem ser determinadas pelos testes de qualificação da maior solda de filete
de passe único ou menor solda de filete de passe múltiplo
d
A temperatura de pré-aquecimento ou interpasse de soldagem de produção pode ser menor que a temperatura de pré-aquecimento ou interpasse de PQR
contanto que as provisões de 5 6 sejam atendidas, e a temperatura do metal base não deve ser menor que a temperatura da WPS ao tempo da soldagem
subsequente
e
Eletrodos da mesma classificação AWS A5M (Unidades SI) podem ser usados em lugar da classificação de eletrodo da AWS A5 (Unidades
Convencionais dos EUA)
Observação: Um “x” indica aplicabilidade para o processo; um bloco sombreado indica não aplicabilidade](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-165-320.jpg)
![AWS D1.1/D1.1M:2010 4. QUALIFICAÇÃO
146
Tabela 4.6
Alterações Suplementares de Variável Essencial de PQR para Aplicações de
Teste CVN que Requerem Requalificação WPS para SMAW, SAW, GMAW,
FCAW, e GTAW
Variável SMAW SAW GMAW GMAW GTAW
Metal Base
1) Uma mudança no Número de Grupo X X X X X
2) A espessura mínima qualificada é T ou 5/8 in [16 mm], o que for
menor, exceto se T for menor que 1/4 in [6 mm], então a
espessura mínima qualificada é 1/8 in [3 mm]
X X X X X
Metal de Adição
2) Uma modificação na Classificação AS X da AWS, ou na
classificação de um metal de solda ou metal de adição não
abordada por especificações AS X
X X X X X
4) Uma alteração em classificação de Fluxo/Arame, ou uma
mudança no nome de marca do eletrodo ou fluxo quando não
classificada por uma especificação AWS, ou para escória
prensada
X
5) Uma alteração no fabricante, ou no nome da marca do
fabricante ou no tipo de eletrodo
X
Posição
6) Uma mudança na posição para vertical acima Um teste 3G
vertical acima qualifica para todas as posições e vertical abaixo
X X X X
Temperatura de Pré-aquecimento/lnterpasse
7) Um acréscimo de mais de 100°F [56°C] na temperatura máxima
de pré-aquecimento ou interpasse qualificada
X X X X X
Tratamento Térmico Pós-Solda
8) Uma alteração na temperatura PWHT e/ou faixas de tempo O
teste PQR deve estar sujeito a temperatura(s) por 80% do tempo
agregado O tempo total PWHT a temperatura(s) precisa ser
aplicado em um ciclo de aquecimento
X X X X X
Características Elétricas
9) Um acréscimo no aporte de calor ou volume de metal de solda
depositado por unidade de comprimento de solda acima do
qualificado, exceto quando um tratamento térmico de
austenitização de refino de grão é aplicado após a soldagem O
acréscimo pode ser medido por qualquer dos seguintes:
a) ( )
( )
b) Volume de Metal de Solda - Um aumento no tamanho do passe,
ou uma diminuição no comprimento do passe de solda por
unidade de comprimento do eletrodo
X X X X X
Outras Variáveis
10) Na posição vertical, uma alteração de cinta para malha X X X X X
11) Uma modificação de passe múltiplo por lado para passe único
por lado
X X X X X
12) Uma alteração excedendo ±20% nas variáveis de oscilação para
soldagem mecanizada ou automática
X X X X](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-166-320.jpg)
![AWS D1.1/D1.1M:2010 4. QUALIFICAÇÃO
147
Tabela 4.7
Alterações de Variável Essencial de PQR que Requerem Requalificação de WPS
para ESW ou EGW
(ver 4.8.2)
Alterações de Variável Essencial no PQR que Requerem Requalificação
Requalificação por Teste
WPS
Requalificação por RT ou UTa
Metal de Adição
1) Uma alteração "significante" no metal de adição ou na composição do metal
guia consumível
X
Sapatas de Moldagem (fixas ou móveis)
2) Uma modificação de metálico para não metálico ou vice-versa X
3) Uma modificação de fusão para não fusão ou vice-versa X
4) Uma redução em qualquer dimensão ou área de seção transversal de uma
sapata sólida de não fusão > 25%
X
5) Uma alteração no projeto de sólido de não fusão para resfriado por água ou
vice-versa
X
Oscilação de Metal de Adição
6) Uma alteração na oscilação de velocidade transversal > 10 ipm (4 mm/s) X
7) Uma alteração na oscilação transversal do tempo de contato > 2 segundos
(exceto conforme necessário para compensar as variações de abertura de
junta)
X
8) Uma modificação na oscilação de comprimento transversal que afeta em
mais que 1/8 in
[3 mm], a proximidade do metal de adição às sapatas de moldagem
X
Suplementos de Metal de Adição
9) Uma alteração na área de seção transversal principal do metal guia
consumível > 30%
X
10) Uma modificação no sistema de fluxo, isto é , eletrodo magnético , tubular,
externo, etc
X
11) Uma modificação na composição de fluxo inclusive revestimento guia
consumível
X
12) Uma alteração na sobrecarga do fluxo > 30% X
Diâmetro do Eletrodo/ Metal de Adição
13) Acréscimo ou decréscimo no diâmetro do eletrodo > 1/32 in [1 mm] X
14) Uma alteração no número de eletrodos usados X
Amperagem do Eletrodo
15) Um acréscimo ou decréscimo na amperagem > 20% X
16) Uma modificação no tipo de corrente (acorde) ou polaridade X
Voltagem Arco Eletrodo
17) Um acréscimo ou decréscimo na voltagem > 10% X
Características do Processo
18) Uma modificação para uma combinação com qualquer outro processo de
soldagem
X
19) uma alteração de passe único para passe múltiplo e vice versa X
(Continua)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-167-320.jpg)
![AWS D1.1/D1.1M:2010 4. QUALIFICAÇÃO
148
Tabela 4.7 (Continuação)
Alterações de Variável Essencial de PQR que Requerem Requalificação de WPS
para ESW ou EGW (ver 4.8.2)
Alterações de Variável Essencial no PQR que Requerem
Requalificação
Requalificação por Teste WPS Requalificação por RT ou UTa
20) Uma modificação de corrente constante para voltagem
constante e vice versa
X
Velocidade de Alimentação do Arame
21) Um acréscimo ou decréscimo na velocidade de alimentação
do arame > 40%
X
Velocidade de Deslocamento
22) Um acréscimo ou decréscimo na velocidade de deslocamento
(se não uma função automática de comprimento de arco ou
taxa de deposição)> 20% (exceto conforme necessário para
compensar variação na abertura da junta)
X
23) Uma modificação na composição do gás de proteção de
qualquer constituinte > 5% do fluxo total
X
24) Um acréscimo ou decréscimo na taxa total de fluxo de
proteção> 25%
X
Posição de Soldagem
25) Uma alteração na posição vertical de > 10° X
Tipo de Chanfro
26) Um acréscimo na área de seção transversal (para chanfros
não quadrados)
X
27) Um decréscimo na área de seção transversal (para chanfros
não quadrados)
X
28) Uma alteração na espessura de junta, T, do PQR, fora dos
limites de 0 5T-l lT
X
29) Um acréscimo ou decréscimo de > 1/4 ín [6 mm] na abertura
de raiz do chanfro quadrado
X
Tratamento Térmico Pós-Solda
30) Uma alteração em PWHT X
a
O teste deve ser realizado em conformidade com a Cláusula 6, Partes E ou F, conforme aplicável
Note: Um “x” indica aplicabilidade para o método de requalificação; um bloco sombreado indica não aplicabilidade
Tabela 4.8
Tabela 3.1, Tabela 4.9, e Aços Não Listados Qualificados por PQR (ver 4.8.3)
Metal Base PQR Grupo de Combinações de Grupo de Metal Base WPS Permitido por PQR
Qualquer Aço Grupo I para Qualquer Aço Grupo I Qualquer Aço Grupo I para Qualquer Aço Grupo I
Qualquer Aço Grupo II para Qualquer Aço Grupo II Qualquer Aço Grupo I para Qualquer Aço Grupo I
Qualquer Aço Grupo II para Qualquer Aço Grupo I
Qualquer Aço Grupo Ii para Qualquer Aço Grupo II
Qualquer Aço Específico do Grupo III ou Tabela 4 9 para Qualquer
Aço do Grupo I
O Aço Específico do Grupo III ou Tabela 4 9 do PQR Testado para Qualquer Aço de
Grupo I
Qualquer Aço Específico do Grupo III ou Tabela 4 9 para Qualquer
Aço do Grupo II
O Aço Específico do Grupo III ou Tabela 4 9 do PQR Testado para Qualquer Aço de
Grupo I ou Grupo II
Qualquer Aço do Grupo III para o Mesmo ou Qualquer Outro Aço do
Grupo III
ou
Qualquer Aço do Grupo IV para o Mesmo ou Qualquer Outro Aço do
Grupo IV
ou
Qualquer Aço da Tabela 4 9 para o Mesmo ou Qualquer Outro Aço da
Tabela 4 9
Aços devem ser da mesma especificação material, grau/tipo e limite de escoamento
mínimo como os Aços listados no PQR
Qualquer Combinação de Aços do Grupo III, IV, e da Tabela 4 9 Apenas a Combinação Específica de Aços listada no PQR
Qualquer Aço Não Listado para Qualquer Aço Não Listado ou
Qualquer Aço Listado na Tabela 3 1 ou Tabela 4 9
Apenas a Combinação Específica de Aços listada no PQR
Notas:
1 Grupos I a IV são encontrados na Tabela 3 1
2 Quando permitido pela especificação do aço, o limite de escoamento pode ser reduzido com espessura de metal aumentada](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-168-320.jpg)
![Tabela 4.9
Base e Metais de Adição Aprovados pelo Código que Requerem Qualificação pela Cláusula 4
Base Metal Metal de Adição de Resistência Correspondente
Espessura do Metal Base, T
Temperatura Mínima de Pré-
aquecimento e Interpasse
Especificação
Limite de
escoamento/Escoamento
Mínimo
Faixa de Tensão
Processo
Especificação
de Eletrodo da
AWS
Classificação de Eletrodo
ksi MPa ksi MPa in mm ºF ºC
ASTM A 871 Graus 60, 65 60
65
415
450
75 min
80 min
520 min
550 min
SMAW
SAW
GMAW
FCAW
A5 5
A5 23
A5 28
A5 29
E8015-X, E8016 X, E8018 X
F8XX-EXXX-XX,
F8XX-ECXXX-XX
ER80S-XXX, E80C-XXX
E8XTX X, E8XTX-XC,
E8XTX-XM
Até ¾
Acima de ¾
até 1-1/2
Acima de 1-1/2
até 2-1/2
Acima de 2-1/2
Até 20
Acima de
20
até 38
Acima de
38
até 65
Acima de
65
50
125
175
225
10
50
80
110
ASTM A 514 (Acima de 2-1/2 in
[65 mm])
ASTM A 709 Graus 100,
100W (Acima de 2-1/2 in to
4 in [65 to 100 mm])
ASTM A 710 Grau A. Oass 1
3/4 in [20 mm]
ASTM A 710 Grau A. Oass 3
2 in [50 mm]
90
90
80-85
75-80
620
620
550-585
515-550
100-130
100-130
90 min
85 min
690-895
690-895
620 min
585 min
SMAW
SAW
GMAW
FCAW
A5 5
A5 23
A5 28
A5 29
E10015-X, E10016 X,
E10018 X, E10018M
F10XX-EXXX-XX, F10XX ECXXX XX
ER100S-XXX, E100C-XXX
E10XTX-XC, E10XTX-XM
ASTM A 514 (2 1/2 in
[65 mm] e abaixo)
ASTM A 517
ASTM A 709 Graus 100,
100W (2 1/2in [65 mm] e abaixo)
100
90-100
100
690
620-690
690
110-130
105-135
110-130
760-895
725-930
760-895
SMAW
SAW
GMAW
FCAW
A5 5
A5 23
A5 28
A5 29
E11015-X, E11016 X,
E11018 X, E11018M
F11XX-EXXX-XX,
F11XX-ECXXX-XX
ER110S-XXX, E110C-XXX
E11XTX-XC, E11XTX-XM
(Continua)
4.
QUALIFICAÇÃO
AWS
D1.1/D1.1M:2010](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-169-320.jpg)
![Tabela 4.9 (Continuação)
Metais Base e Metais de Adição Aprovados pelo Código que Requerem Qualificação pela Cláusula 4
Base Metal Metal de Adição de Resistência Correspondente
Espessura de Metal Base, T
Temperatura Mínima
de Pré-aquecimento e
Interpasse
Especificação
Limite de escoamento/Escoamento Mínimo Faixa de Tensão
Processo
Especificação de
Eletrodo AWS Classificação de Eletrodo
ksi MPa ksi MPa in mm ºF ºC
ASTM A 1043/A
1043M
Graus 36, 50
36–52
50–65
250–360
345–450
58 min
65 min
58 min
65 min
SMAW
SAW
GMAW
FCAW
A5 10
A5 50
A5 17
A5 23
A5 18
A5 28
A5 20
A5 29
E7015, E7016, E7018, E7028
E7015-X, E7016-X, E7018-X
F7XX-EXXX, F7XX-ECXXX
F7XX-EXXX-XX,
F7XX-ECXXX-XX
ER70S-X, E70C-XC,
E70C-XM (Eletrodos com o sufixo -GS devem
ser excluídos)
ER70S-XXX, E70C-XXX
E7XT-X, E7XT-XC, E7XT-XM
(Eletrodos com os sufixos -2C, -2M,
-3, -10, -13, -14, e -GS devem ser
excluídos, e eletrodos com o sufixo -11
devem ser excluídos para espessuras
maiores que 1/2 in [12 mm])
E7XTX-X, E7XTX-XC,
E7XTX-XM
Até ¾
Acima de ¾
até 1-1/2
Acima de 1-1/2
até 2-1/2
Acima de 2-1/2
Até 20
Acima de 20
até 38
Acima de 38
até 65
Acima de 65
50
125
175
225
10
50
80
110
Notas:
1 Quando soldas devem sofrer alívio de tensão, o metal de solda depositado não deve exceder 0,05% de vanádio (ver 5 8)
2 Quando requerido por contrato ou especificações de trabalho, metal de solda depositado deve ter um mínimo de energia CVN de 20 pés libras [27,1 J] a 0°F [20°C] como determinado ao usar o teste CVN em conformidade com a
Cláusula 4, Parte D
3 Para A 514, A 517, e A 709 ASTM , Graus 100 e 100W, a temperatura máxima de pré-aquecimento e interpasse não deve exceder 400°F [200°C] para espessuras até 1-1/2 in [38 mm], inclusive, e 450°F [230°C] para espessuras
maiores
4 As propriedades de metal de adição foram movidas para o informativo Anexo V
5 AWS A5M (Unidades SI) eletrodos de mesma classificação podem ser usados em lugar da classificação de eletrodo AWS A5 (Unidades Convencionais dos EUA)
AWS
D1.1/D1.1M:2010
4.
QUALIFICAÇÃO](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-170-320.jpg)
![Tabela 4.10
Qualificação de Soldador e Operador de Soldagem—Posições de Soldagem de Produção Qualificadas por Testes
de Placa, Cano e Tubo de Caixa
(ver 4.19.1)j
Teste de Qualificação
Soldagem de Produção de Placa
Qualificada
Soldagem de Produção de Cano Qualificada Soldagem de Produção de Tubo de Caixa Qualificada
Tipo de
Teste
Posições'
Chanfro
CJP
Chanfro
PJP
Filete
Junta de Topo
Conexões em T, Y-,
K-
Filete
Junta de Topo Conexões em T-,Y-, K-
Filete
CJP PJP CJP PJP CJP PJP CJP PJP
p
L
A
T
E
Chanfrob
lG
2G
3G
4G
3G+4G
F
F, H
F,H,V
F, OH
Todos
F
F,H
F,H,V
F,OH
Todos
(F, H)h
(F, H)h
(F, H, V)h
(F, H,OH)h
Todos h
Fc
(F, H)c
(F, H, V)c
(F, OH)c
Todos c
Fc
(F,H)c
(F,H,V)c
(F, H)c
Todos c
F c,e
(F, H)c,e
(F,H, V)c,e
(F,OH) c,e
Todos c,e
(F, H)h
(F, H)h
(F,H, V)h
(F,H,OH)h
Todos h
Fd
(F, H)d
(F, H, V)d
(F, OH)d
Todos d
F
F,H
F,H,V
F,OH
Todos
Fe
(F, H)e
(F,H, V)e
(F, OH)e
Todos e
(F, H)h
(F, H)h
(F, H, V)h
(F, H, OH)h
Todos h
Filete
lF
2F
3F
4F
3F+4F
Fh
(F, H)h
(F, H, V)
(F, H,OH)h
Todos h
Fh
(F, H)h
(F, H, V)h
(F,H, OH)h
Todos h
Fh
(F, H)h
(F, H, V)h
(F, H, OH)h
Todos h
Tampão
Qualifica Soldagem de Tampão (Plug e Slot) Apenas para as Posições Testadas
T
U
B
U
L
A
R
Chanfro
(Cano ou
Caixa)
lG
Rotacionado'
2G'
5G'
6G'
(2G+ 5G)i
F
F,H
F,V,OH
Todos
Todos
F
F,H
F,V,OH
Todos
Todos
(F, H)h
(F, H)h
(F,V,OH)h
Todos h
Todos
Ff
(F, H)f
(F, V,OH)f
Todos f
Todos f
Ff
(F, H)f
F,V,OH)f
Todos f
Todos f
F e,f
(F, H)e f
(F,V,OH)e,f
Todos e,f
Todos e,f
(F, H)h
(F, H)h
(F,V,OH)h
Todos h
Todos
F
F,H
F,V,OH
Todos
Todos
F
F,H
F,V,OH
Todos
Todos
F e
(F, H)e
(F,V,OH)e
Todos e
Todos e
(F, H)h
(F, H)h
(F,V,OH)h
Todos h
Todos
6GR
(Fig 4 27)
Todos Todos Todos h Todos d,f Todos i
Todos
e,f
Todos ,e,f Todos h
Todos d Todos
Todos e Todos h
6GR
(Fig 4 27
&4 29)
Todos Todos Todos h Todos d,f Todos f
Todos
e,f
Todos e,f Todos h
Todos d Todos
Todos
e,g
Todos c Todos h
Filete de
Cano
lF
Rotacionado
2F
2F
Rotacionado
4F
5F
Fh
(F, H)h
(F, H)h
(F, H,OH)h
Todos h
Fh
(F, H)h
(F, H)h
(F, H, OH)h
Todos h
Fh
(F, H)h
(F, H)h
(F, H, OH)h
Todos h
CJP – Penetração Completa de Junta; PJP- Penetração Parcial de Junta
a
Ver Figuras 4.3, 4.4, 4.5, e 4.6.
b
A qualificação de solda em chanfro deve também qualificar soldas de tampão para as posições de teste indicadas.
c
Apenas qualificado para cano igual ou maior que 24 in [600 mm] em diâmetro com reforço, goivagem por trás ou ambos.
d
Não qualificado para juntas soldadas a partir de um lado sem reforço, ou soldadas a partir de dois lados sem goivagem por trás.
e
Não qualificado para soldas que têm ângulos de chanfro menores que 30° (ver 4.12.4.2).
f
Qualificação usando tubulação de caixa (Figura 4.27) também qualifica canos de soldagem com mais de 24 in [600 mm] de diâmetro.
g
Cano ou tubulação de caixa é requerido para a qualificação 6GR (Figura 4.27). Se tubulação de caixa é usado pela Figura 4.27, o ensaio macrográfico pode ser realizado nos cantos do espécime de teste (similar à Figura 4.29).
h
Ver 4.25 e 4.28 para restrições de ângulo diedro para juntas de placa e conexões tubulares em T-, Y-, K-.
I
Qualificação para juntas de produção de soldagem sem reforço ou goivagem por trás devem requerer o uso do detalhe de junta da Figura 4.24(A). Para juntas de produção de soldagem com reforço ou goivagem por trás, a Figura 4.24(A) ou a Figura 4.24(B) podem ser usadas para qualificação.
J
A qualificação de operadores de soldagem para soldagem por eletroescória (ESW) ou soldagem eletrogás (EGW) deve apenas aplicar-se à posição testada.
4.
QUALIFICAÇÃO
AWS
D1.1/D1.1M:2010](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-171-320.jpg)
![AWS D1.1/D1.1M:2010 4. QUALIFICAÇÃO
152
Tabela 4.11
Qualificação de Soldador e Operador de Soldagem—Número e Tipo de Espécimes e
Faixa de Espessura e Diâmetro Qualificados (Dimensões em Polegadas) (ver 4.19.2.1)
(I) Teste em Placa Número de Espécimesa
Dimensões Qualificadas
Soldas em Chanfro ou de Tampão (Plug) de Produção
Flexãob
de
Face (Fig
4 12)
Flexãob
de
Raiz (Fig
4 12)
Flexãob
Lateral
(Fig
4 13)
Análise
Macrográf
ica
Espessura Nominal de Placa, Cano ou
Tubo Qualificada, in
Tipo de Solda de Teste
(Figuras Aplicáveis)
Espessura Nominal
de Placa de Teste (T)
in
Mín Máx
Chanfro (Fig 4 31 ou 4 32) 3/8 1 1 (Nota c) - 1/8 3/4 maxd
Chanfro (Fig 4 21 4 22 ou 4 30) 3/8 < T <1 - - 2 - 1/8 2T rnaxd
Chanfro (Fig 4 21 , 4 22 ou 4 30) 1 ou acima - - 2 - 1/8 Ilimitadod
Tampão (Fig 4 38) 3/8 - - - 2 1/8 Ilimitado
Soldas de Filete de Produção
(Junta em T- e Oblíqua)
Número de Espécimesa
Dimensões Qualificadas
Tipo de Solda de Teste
(Figuras Aplicáveis)
Espessura Nominal
da Placa de Teste, T,
in
Rupturade
Solda de
Filete
Análise
Macrográfic
a
Flexãob
Lateral
Flexãob
de Raiz
Flexãob
de Face
Espessura Norninal de
Placa Qualificada, in
Ângulos Diedros
Qualificadosh
Mín Máx Mín Máx
Chanfro (Fig 4 31 ou 4 32) 3/8 - - (Nota c) 1 1 1/8 Ilimitado 30° Ilimitado
Chanfro (Fig 4 31 ou 4 32) 3/8< T<1 - - 2 - - 1/8 Ilimitado 30° Ilimitado
Chanfro (Fig 4 21 , 4 22 ou 4 30) 1 - - 2 - - 1/8 Ilimitado 30° Ilimitado
Opção Filete 1 (Fig 4 37) 1/2 1 1 - - - 1/8 Ilimitado 60° 135º
Opção Filete 2 (Fig 4 33) 3/8 - - - 2 - 1/8 Ilimitado 60° 135º
Opção Filete 3 (Fig 4 20)
[Qualquer diâmetro de cano]
> 1/8 - 1 - - - 1/8 Ilimitado 30° Ilimitado
(2) Testes em Cano ou Tubulaçãof
Número de Espécimesa
Tamanho Nominal de
Cano ou Tubo
Qualificado, in
Espessurad
Nominal de
Parede de Placa, Cano ou
Tubo Qualificada, in
Juntas de Topo em Chanfro CJP de Produção
Somente Posições
1G e 2G
Somente Posições
5G 6G e 6GR
Tipo de Solda de Teste
Tamanho
Nominal de
Cano de
Teste, in
EspessuraNo
minal de
Teste, in
Flexão
b
de
Face
Flexão
b
de Raiz
Flexãob
Lateral
Flexãob
de Face
Flexãob
de Raiz
Flexãob
Lateral
Mín Máx Mín Máx
Chanfro 4 Ilimitado 1 1 (Nota c) 2 2 (Nota c) 3/4 4 1/8 3/4
Chanfro >4 3/8 1 1 (Nota c) 2 2 (Nota c) (Nota e) Ilimitado 1/8 3/4
Chanfro >4 > 3/8 - - 2 - - 4 (Nota e) Ilimitado 3/16 Ilimitado
(Continua)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-172-320.jpg)

![AWS D1.1/D1.1M:2010 4. QUALIFICAÇÃO
154
Tabela 4.11 (Continuação)
Qualificação de Soldador e Operador de Soldagem—Número e Tipo de Espécimes e
Faixa de Espessura e Diâmetro Qualificados (Dimensões em Polegadas) (ver 4.19.2.1)
(I) Teste na Placa Número de Espécimesa
Dimensões Qualificadas
Soldas em Chanfro de Tampão (Plug) de Produção
Flexão de
Faceb
(Fig
4 12)
Flexão de
Raizb
(Fig
4 12)
Flexão
Lateralb
(Fig
4 13)
Análise
Macrográ
fica
Espessura Nominal de Placa,
Cano ou Tubo Qualificada mm
Tipo de Solda de Teste
(Figuras Aplicáveis)
Espessura
Nominal de
Placa de
Teste, T, mm
Mín Máx
Chanfro (Fig 4 31 ou 4 32) 10 1 1 (Nota c) - 3 20 maxd
Chanfro (Fig 4 21 4 22 ou
4 30)
10<T<25 - - 2 - 3 2T maxd
Chanfro (Fig 4 21 4 22 ou
4 30)
25 ou over - - 2 - 3 Ilimitadod
P1ug (Fig 4 38) 10 - - - 2 3 Ilimitado
Soldas de Filete de Produção
(junta em T- e Oblíqua) Número de Espécimesa
Dimensões Qualificadas
Ângulos Diedros
Qualificadosh
Tipo de Solda de Teste
(Figuras Aplicáveis)
Espessura
Nominal de
Placa de
Teste, T, mm
Ruptura de
Solda de Filete
Análise
Macrográ
fica
Flexãob
Lateral
Flexãob
de Raiz
Flexãob
de Face
Espessura Norninal de Placa
Qualificada, nnn
Mín Máx Mín Máx
Chanfro (Fig 4 31 ou 4 32) 10 - -
(Nota
c)
1 1 3 Ilimitado 30° Ilimitado
Chanfro (Fig 4 31 ou 4 32) 10<T<25 - - 2 - - 3 Ilimitado 30° Ilimitado
Chanfro (Fig 4 21 4 22 ou
4 30)
25 - - 2 - - 3 Ilimitado 30° Ilimitado
Opção Filete 1 (Fig 4 37) 12 1 1 - - - 3 Ilimitado 60° 135°
Opção Filete 2 (Fig 4 33) 10 - - - 2 - 3 Ilimitado 60° 135°
Opção Filete 3 (Fig 4 20) [Qualquer
diâmetro de cano]
>3 - 1 - - - 3 Ilimitado 30° Ilimitado
(2) Testes em Cano ou Tubulaçãoe
Número de Espécimesa
Tamanho Nominal de
Cano ou Tubo
Qualificado, mm
Espessurad
Nominal de
Parede de Placa, Cano
ou Tubo Qualificada,
mm
Chanfro CJP e Juntas de Topo de Produção
Somente Posições
1G e 2G
Somente Posições
5G 6G e 6GR
Tipo de Solda
deTeste
Tamanho
Nominal de
Cano de Teste,
mm
Espessura
Nominal
deTeste, mm
Flexãob
de Face
Flexãob
de Raiz
Flexãob
Lateral
Flexãob
de Face
Flexãob
de Raiz
Flexãob
Lateral
Mín Máx Mín Máx
Chanfro ≤ Ilimitado 1 1 (Nota c) 2 2 (Nota c) 20 100 3 20
Chanfro > 100 ≤ 1 1 (Nota c) 2 2 (Nota c) (Nota e) Ilimitado 3 20
Chanfro > 100 >10 - - 2 - - 4 (Nota e) Ilimitado 5 Ilimitado
(Continua)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-174-320.jpg)
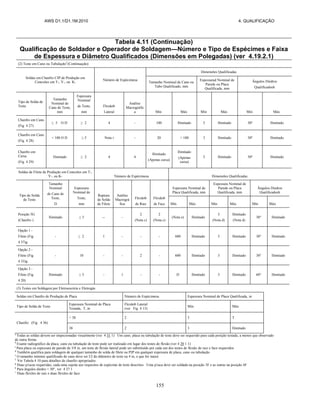

![AWS D1.1/D1.1M:2010 4. QUALIFICAÇÃO
157
Tabela 4.14
Requisitos de Teste CVN (ver 4.36)
Processo de
Soldagema
Local do Teste Número de
Espécimesb
Temperatura de
Teste
ºF/ºC
Tamanho do
Espécime,d
mm
Mínima Energia
Média
Absorvidae
pés-librasf
[J]
Mínima Energia
Individual
Absorvida,e
pés-librasf
[J]
Mínima Média
Percentual
da Área de
Cisalhamento,
%
Mínima
Expansão
Lateral
Média,
Mils/rnrn
SMAW
GTAW
GMAW
SAW
Metal de Solda 3 (Nota c) 10X10 20 [27] 15 [20] (Nota f) (Nota f)
Linha de Fusão
+1 mm
3 (Nota c) 10X10 20 [27] 15 [20] (Nota f) (Nota f)
ESW
EGW
FCAW-S
FCAW-G
Linha de Fusão
+5 mm
3 (Nota c) 10X10 20 [27] 15 [20] (Nota f) (Nota f)
a
Uma WPS que combina FCAW-S com outro processo de soldagem deve ser especificamente testada para assegurar que critérios de teste CVN sejam atendidos na interface
entre os depósitos de solda
b
O número alternativo de espécimes permitidos por local de teste é cinco Os valores mais altos e mais baixos devem ser descartados para minimizar parte da dispersão
normalmente associada com teste CVN de soldas e HAZs
c
Temperaturas de teste devem ser especificadas em documentos ou especificações de contrato Quando espécimes de tamanho inferior são requeridos, e a largura dos
espécimes através do entalhe é menos de 80% da espessura do metal base, a temperatura de teste deve ser reduzida em conformidade com a Tabela 4 15
d
Espécimes de tamanho total devem ser usados quando os materiais de teste são de 7/16 in [11 mm] ou mais grossos Espécimes de tamanho inferior devem ser usados
quando a espessura do material de teste é menor que 7/16 in [11 mm], ou quando a geometria da ligação soldada proíbe a remoção de amostras de tamanho total
e
Aplicável em soldas entre materiais base com um limite de escoamento mínimo especificado (SMYS) de 50 ksi [345 MPa] ou menos Critérios de aceitação de soldas entre
materiais excedendo SYMS de 50 ksi [345 MPa] devem ser especificados por documentos ou especificações de contrato
f
Valores para cisalhamento percentual ou expansão lateral devem ser registrados quando especificado pelos documentos ou especificações de contrato
Tabela 4.15
Redução de Temperatura de Teste CVN (ver 4.36.5)
Para espécimes de teste CVN de tamanho inferior em que a largura através do entalhe é
menos que 80% da espessura do metal base.
Tamanho do Espécime
mm
Redução de Temperatura de Teste Abaixo da Temperatura de Teste Especificada
ºF ºC
10 × 10
10 × 9
10 × 8
10 × 7,5
10 × 7
10 × 6,7
10 × 6
10 × 5
10 × 4
10 × 3,3
10 × 3
10 × 2,5
0
0
0
5
8
10
15
20
30
35
40
50
0
0
0
2,8
4,5
5,6
8,4
11,1
16,8
19,4
22,4
27,8
Exemplo: Se desenhos de projeto ou especificações indicam que testes CVN devem ser realizados a 32°F [0°C] e espécimes de menor tamanho de 10 mm × 5 mm são usados;
a temperatura real de teste seria 12°F [–11°C]
Observação: A redução nos valores mínimos de aceitação de energia para espécimes de tamanho inferior deve ser determinada em conformidade com A 370a-97, da ASTM,
Tabela 9](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-177-320.jpg)
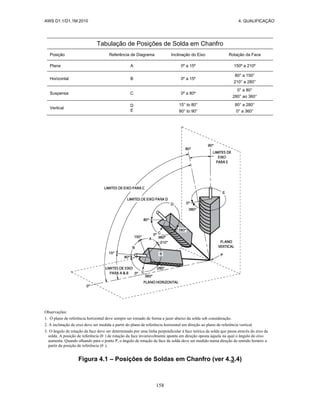
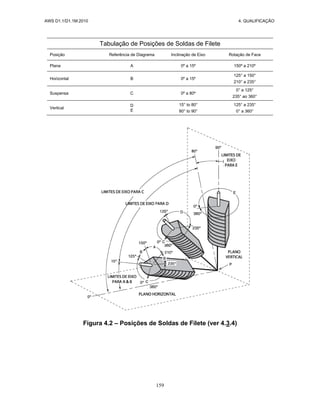
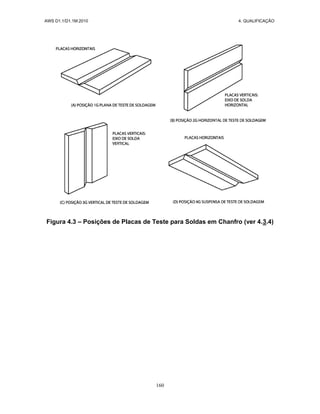
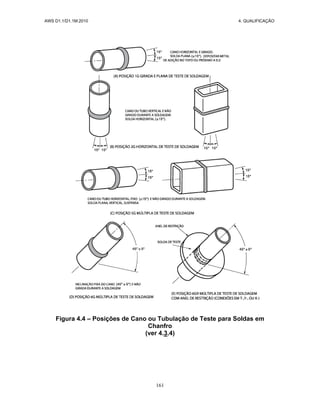
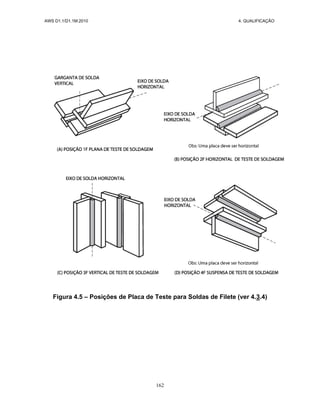
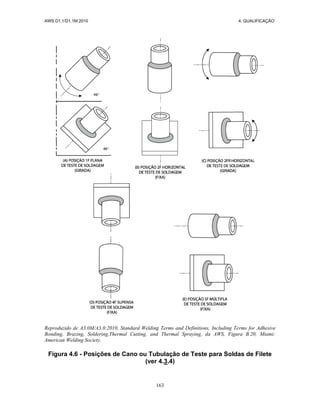

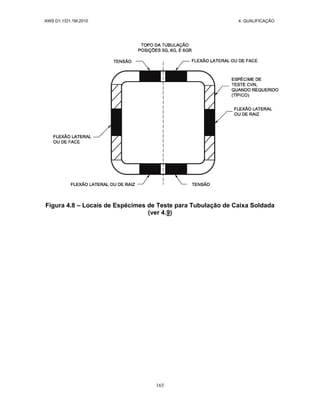
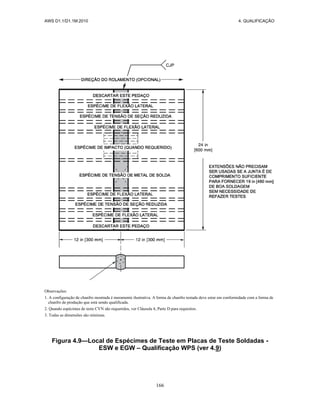



![AWS D1.1/D1.1M:2010 4. QUALIFICAÇÃO
170
a
Um espécime de maior comprimento pode ser necessário quando usando um suporte de flexão do tipo integrado ou quando testando
aço com um limite de escoamento de 90 ksi [620 MPa] ou mais.
b
Para placas com espessura acima de 1-1/2 in [38 mm], o espécime deve ser cortado em tiras aproximadamente iguais com T entre 3/4
in [20 mm] e
1-1/2 in [38 mm] e cada tira testada.
c
t = espessura de placa ou cano.
Figura 4.13—Espécimes de Flexão Lateral (ver 4.9.3.1)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-190-320.jpg)
![AWS D1.1/D1.1M:2010 4. QUALIFICAÇÃO
171
Dimensões em polegadas [mm]
Espessura Nominal de Placa de Teste, Tp Cano de Teste
in
[25 mm]
1 in [25 mm]
< Tp < 1-1/2
in
[38 mm]
-1/2
in
[38 mm]
Diâmetro de
2 in [50 mm]
&
3 in [75 mm]
Diâmetro ou Cano de Tamanho de Trabalho
Maior
6 in [150 mm] &
8 in [200 mm]
A – Comprimento de seção reduzida
Face mais larga da solda + 1/2 in [12 mm],
2-1/4 in [60 mm] min
Face mais larga da solda + 1/2 in
[12 mm], 2-1/4 in [60 mm] min
L – Comprimento geral, mina
Como requerido por equipamento de teste Como requerido por equipamento de teste
W – Largura de seção reduzidab,c
3/4 in
[20 mm]
min
3/4 in
[20 mm]
min
3/4 in
[20 mm]
min
1/2 ± 0 01
(12 ± 0 025)
3/4 in [20 mm]
min
C – Largura da seção de aderência c,d
W + 1/2
in
[12 mm]
min
W + 1/2 in
[12 mm] min
W + 1/2 in
[12 mm] min
W + 1/2 in
[12 mm] min
W + 1/2 in
[12 mm] min
t – Espessura do espécimee,f
Tp Tp
Tp/n
(Note f)
Máximo possível com faces planas
paralelas dentro do comprimento A
r – Raio de filete, min
1/2 in
[12 mm]
1/2 in
[12 mm]
1/2 in
[12 mm]
1/2 in [25 mm] 1/2 in [25 mm]
a
É desejável, se possível, fazer o comprimento da seção de aderência grande o suficiente para permitir que o espécime estenda até as
alças uma distância igual a dois terços ou mais do comprimento das alças.
b
As extremidades da seção reduzida não devem diferir em largura por mais de 0,004 in [0,102 mm]. Além disso, também pode haver
decréscimo gradual na largura a partir das extremidades para o centro, mas as larguras de qualquer das extremidades não deve ser 0,015
in [0,381 mm] maior que a largura no centro.
c
Larguras mais estreitas (W e C) podem ser usadas quando necessário. Em tais casos, a largura da seção reduzida deveria ser tão grande
quanto a largura do material sendo testado permite. Se a largura do material é menor que W, os lados podem ser paralelos em todo o
comprimento do espécime.
d
Para espécimes padrão do tipo placa, as extremidades do espécime devem ser simétricas com a linha de centro da seção reduzida no
âmbito de 1/4 in [6 mm].
e
A dimensão t é a espessura do espécime conforme fornecido nas especificações de material aplicáveis. A espessura nominal mínima de
espécimes de largura de 1-1/2 in [38 mm] deve ser 3/16 in [5 mm] exceto conforme permitido pela especificação do produto.
f
Para placas com espessura acima de 1-1/2 in [38 mm], espécimes podem ser cortados em tiras aproximadamente iguais. Cada tira deve
ter espessura de pelo menos 3/4 in [20 mm]. Os resultados de teste de cada tira devem atender os requisitos mínimos.
Observação: Devido à capacidade limitada de algumas máquinas de teste de tensão, dimensões alternadas de espécime para aços da
Tabela 4.9 podem ser usadas quando aprovado pelo Engenheiro.
Figura 4.14—Espécimes de Tensão de Seção Reduzida (ver 4.9.3.4)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-191-320.jpg)
![AWS D1.1/D1.1M:2010 4. QUALIFICAÇÃO
172
Limite de escoamento Específico ou Real do Metal Base
A
in [mm]
B
in [mm]
C
in [mm]
D
in [mm]
50 ksi [345 MPa] & abaixo
1-1/2
[38,1]
3/4 [19,0]
2-3/8
[60,3]
1-3/16 [30,2]
acima de 50 ksi [345 MPa] até 90 ksi [620 MPa] 2 [50,8] 1 [25,4]
2-7/8
[73,0]
1-7/16 [36,6]
90 ksi [620 MPa] & acima
2-1/2
[63,5]
1-1/4
[31,8]
3-3/8
[85,7]
1-11/16
[42,9]
Observaçãoes: Êmbolo e superfícies interiores matriz devem ser acabados por usinagem.
Figura 4.15—Separador de Teste de Flexão Guiado (ver 4.9.3)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-192-320.jpg)
![AWS D1.1/D1.1M:2010 4. QUALIFICAÇÃO
173
Limite de escoamento Específico ou Real do
Metal Base, ksi [MPa]
A
in
B
in
A
Mm
B
mm
50 [345] & abaixo 1-1/2 3/4 38,1
19,0
acima de 50 [345] até 90 [620] 2 1 50,8 25,4
90 [620] & acima 2-1/2 1-1/4 63,5 21,8
Figura 4.16—Separador de Teste de Flexão Alternativo Integrado Guiado (ver
4.9.3)
Limite de escoamento Específico
ou Real do Metal Base, ksi
[MPa]
A
in
B
in
C
mm
A
Mm
B
mm
C
mm
50 [345] & abaixo 1-1/2 3/4 2-3/8 38,1 19,0 60,3
acima de 50 [345] até 90 [620] 2 1 2-7/8 50,8 25,4 73,0
90 [620] & acima 2-1/2 1-1/4 3-3/8 63,5 21,8 85,7
Figura 4.17—Separador Alternativo de Teste de Flexão Guiado e Equipado
com Rolete para Ejeção Inferior de Espécime de Teste (ver 4.9.3)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-193-320.jpg)

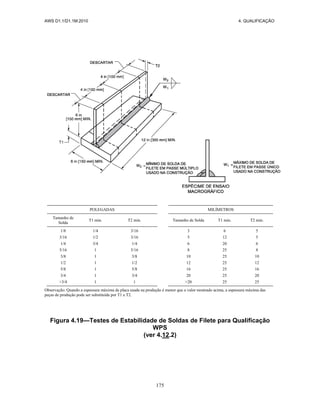
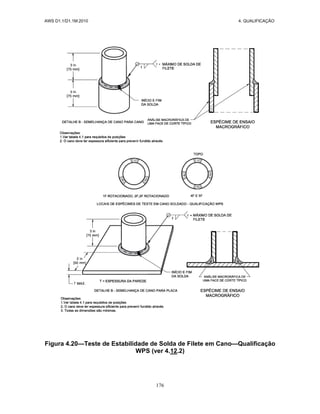
![AWS D1.1/D1.1M:2010 4. QUALIFICAÇÃO
177
a
A espessura de reforço deve ser 1/4 in [6 mm] min. a 3/8 in [10 mm] máx.; largura de reforço deve ser 3 in [75 mm] min. quando não
removido para RT, ou então 1 in [25 mm] min.
Observação: Quando RT é usado, soldas provisórias não devem estar na área de teste.
Figura 4.21—Placa de Teste para Espessura Ilimitada—Qualificação de
Soldador
(ver 4.24.1)
a
A espessura de reforço deve ser 3/8 in [10 mm] min. a 1/2 in [12 mm] máx.; largura de reforço deve ser 3 in [75 mm] min. quando não
removido para RT, ou então 1-1/2 in [40 mm] min.
Observações:
1. Quando RT é usado, soldas provisórias não devem estar na área de teste.
2. A configuração de junta de uma WPS qualificada pode ser usada em lugar das configurações de chanfro mostradas aqui.
Figura 4.22 – Placa de Teste para Espessura Ilimitada – Qualificação de
Operador de Soldagem (ver 4.24.2)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-197-320.jpg)
![AWS D1.1/D1.1M:2010 4. QUALIFICAÇÃO
178
Figura 4.23 - Local de Espécime de Teste em Placa de Teste Soldada de
Espessura de 1 in [25 mm] – Verificação de Consumíveis para Qualificação
WPS de Soldas de Filete (ver 4.12.3)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-198-320.jpg)

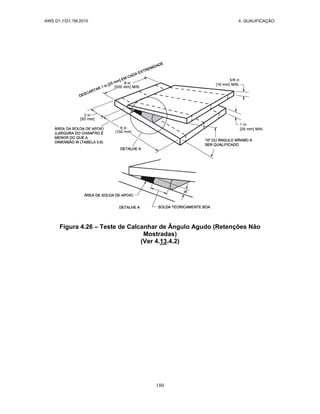
![AWS D1.1/D1.1M:2010 4. QUALIFICAÇÃO
181
Figura 4.27 – Junta de Teste para Conexões em T-, Y-, e K- sem Reforço em
Cano ou Tubulação de Caixa (≥6 in [150 mm] O.D.) – Qualificação de
Soldador e WPS
(ver 4.13.4.1 e 4.27)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-201-320.jpg)
![AWS D1.1/D1.1M:2010 4. QUALIFICAÇÃO
182
Figura 4.28 – Junta de Teste para Conexões em T-, Y-, e K- sem Reforço em
Cano ou Tubulação de Caixa (< 4 in [100 mm] O.D.) – Qualificação de
Soldador e WPS
(ver 4.13.4.1 e 4.27)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-202-320.jpg)
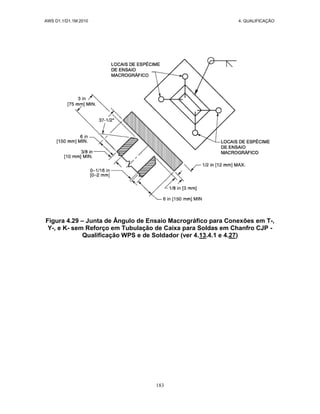
![AWS D1.1/D1.1M:2010 4. QUALIFICAÇÃO
184
a
Quando RT é usado, soldas provisórias não devem estar na área de teste.
b
A espessura de reforço deve ser 1/4 in [6 mm] min. a 3/8 in [10 mm] máx.; a largura do reforço deve ser 3 in [75 mm] min. quando não
removido para RT, ou então 1 in [25 mm] min.
Figura 4.30 – Placa de Teste Opcional para Espessura Ilimitada – Posição
Horizontal– Qualificação de Soldador (ver 4.24.1)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-204-320.jpg)
![AWS D1.1/D1.1M:2010 4. QUALIFICAÇÃO
185
a
Quando RT é usado, soldas provisórias não devem estar na área de teste.
b
A espessura de reforço deve ser 1/4 in [6 mm] min. a 3/8 in [10 mm] máx.; a largura de reforço deve ser 3 in [75 mm] min. quando não
removido para RT, ou então 1 in [25 mm] min.
c
Para placa de 3/8 in [10 mm], um teste de flexão lateral pode ser substituído por cada um dos testes de flexão de face e raiz requeridos.
Figura 4.31 – Placa de Teste para Espessura Limitada – Todas as Posições –
Qualificação de Soldador (ver 4.24.1)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-205-320.jpg)
![AWS D1.1/D1.1M:2010 4. QUALIFICAÇÃO
186
a
Quando RT é usado, soldas provisórias não devem estar na área de teste.
b
A espessura de reforço deve ser 1/4 in [6 mm] min. a 3/8 in [10 mm] máx.; a largura de reforço deve ser 3 in [75 mm] min. quando não
removido para RT, ou então 1 in [25 mm] min.
c
Para placa de 3/8 in [10 mm], um teste de flexão lateral pode ser substituído por cada um dos testes de flexão de face e raiz requeridos.
Figura 4.32 – Placa de Teste Opcional para Espessura Limitada – Posição
Horizontal– Qualificação de Soldador (ver 4.24.1)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-206-320.jpg)
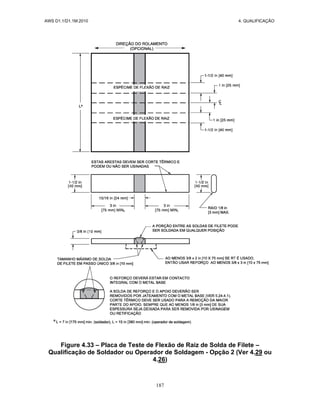
![AWS D1.1/D1.1M:2010 4. QUALIFICAÇÃO
188
a
Para espessura de parede de 3/8 in [10 mm], um teste de flexão lateral pode ser substituído por cada um dos testes de flexão de face e
raiz requeridos.
Figura 4.34 – Local de Espécime de Teste em Cano e Tubulação de Caixa de
Teste Soldados – Qualificação de Soldador (ver 4.20.1.2)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-208-320.jpg)
![AWS D1.1/D1.1M:2010 4. QUALIFICAÇÃO
189
Figura 4.35 – Método de Ruptura de Espécime - Qualificação de Soldador
Ponteador (ver 4.32)
a
Abertura de raiz “R” estabelecida por WPS.
b
T = máximo a ser soldado na construção, mas não precisa exceder 1-1/2 in [38 mm].
c
Extensões não precisam ser usadas se a junta é de comprimento suficiente para fornecer 17 in [430 mm] de boa solda.
Figura 4.36 – Junta de Topo para Qualificação de Operador de Soldagem -
ESW e EGW (ver 4.24.2)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-209-320.jpg)
![AWS D1.1/D1.1M:2010 4. QUALIFICAÇÃO
190
a
L = 8 in [200 mm] min. (soldador), 15 in [380 mm] min. (operador de soldagem).
b
Qualquer das extremidades pode ser usada para o espécime de análise macrográfica requerido. A outra extremidade pode ser descartada.
Figura 4.37 – Ruptura de Solda de Filete e Placa de Ensaio Macrográfico –
Qualificação de Soldador ou Operador de Soldagem—Opção 1 (ver 4.29 ou
4.26)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-210-320.jpg)
![AWS D1.1/D1.1M:2010 4. QUALIFICAÇÃO
191
a
L1 = 2 in [50 mm] min. (soldador), 3 in [75 mm] min. (operador de soldagem);
L2 = 3 in [75 mm] min. (soldador), 5 in [125 mm] min. (operador de soldagem).
Figura 4.38 – Placa de Ensaio Macrográfico de Solda de Tampão (Plug) –
Qualificação de Soldador ou Operador de Soldagem (ver 4.15) e Qualificação
WPS (ver 4.30)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-211-320.jpg)
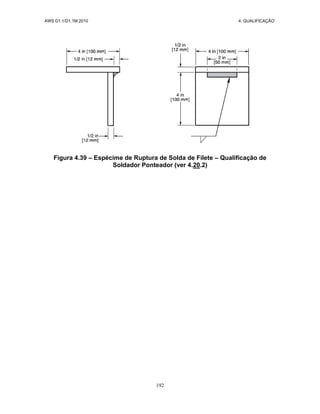
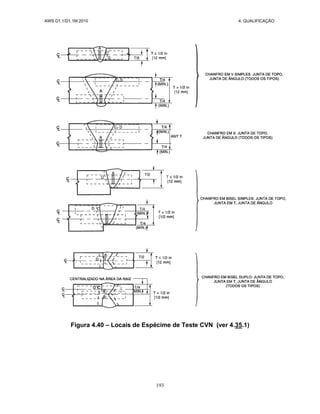
![AWS D1.1/D1.1M:2010
194
5. Fabricação
5.1 Escopo
Todas as provisões aplicáveis dessa seção devem ser
observadas na fabricação e ereção de estruturas e
montagens soldadas produzidas sob qualquer processo
aceitável sob este código (ver 3.2 e 4.15).
5.2 Metal Base
5.2.1 Metal Base Especificado. Os documentos de
contrato devem designar a especificação e classificação
do metal base a ser usado. Quando soldagem está
envolvida na estrutura, metais base aprovados, listados
na Tabela 3.1 ou Tabela 4.9, deveriam ser usados
sempre que possível.
5.2.2 Metal Base para Reforço, Espaçadores e Guia de
Solda
5.2.2.1 Guias de Solda. Guias de solda usadas em
soldagem devem estar em conformidade com os
seguintes requisitos:
(1) Quando usadas em soldagem com um aço
aprovado listado na Tabela 3.1 ou Tabela 4.9, elas
podem ser de qualquer dos aços listados na Tabela 3.1
ou Tabela 4.9.
(2) Quando usadas em soldagem com um aço
qualificado em conformidade com 4.8.3 elas podem
ser:
(a) Do aço qualificado, ou
(b) De qualquer aço listado na Tabela 3.1 ou
Tabela 4.9
5.2.2.2 Reforço e Barras de Prateleira. Aço para
reforço e barras de prateleira devem estar em
conformidade com os requisitos de 5.2.2.1 ou A 109 T3
e T4, da ASTM, exceto aço de limite de escoamento
mínimo de 100 ksi [690 MPa] como reforço deve ser
usado apenas com aços de limite de escoamento
mínimo de 100 ksi [690 MPa].
5.2.2.3 Espaçadores. Espaçadores devem ser do
mesmo material do metal base.
5.3 Consumíveis de Soldagem e
Requisitos de Eletrodo
5.3.1 Geral
5.3.1.1 Certificação para Combinações para
Eletrodos ou Eletrodo-Fluxo. Quando requisitado
pelo Engenheiro, o Empreiteiro ou construtor deve
fornecer certificação de que a combinação de eletrodo
ou eletrodo-fluxo está em conformidade com os
requisitos da classificação.
5.3.1.2 Adequação de Classificação. A
classificação e tamanho do eletrodo, comprimento de
arco, voltagem, e amperagem devem ser adequadas à
espessura do material, tipo de chanfro, posições de
soldagem e outras circunstâncias relativas ao trabalho.
A corrente de soldagem deve estar dentro da faixa
recomendada pelo fabricante do eletrodo.
5.3.1.3 Gás de Proteção. Um gás ou mistura de
gases usados para proteção devem estar em
conformidade com os requisitos de A5.32, Specification
for Welding Shielding Gases, da AWS. Quando
requisitado pelo Engenheiro, o Empreiteiro ou
construtor deve fornecer certificação do fabricante de
gás de que o gás ou mistura de gases está em
conformidade com os requisitos de ponto de orvalho de
A5.32, da AWS. Quando misturados no local de
soldagem, medidores adequados devem ser usados para
estabelecer a proporção dos gases. A porcentagem de
gases deve estar em conformidade com os requisitos da
WPS.
5.3.1.4 Armazenamento. Consumíveis de
soldagem que tenham sido removidos do pacote original
devem ser protegidos e armazenados de tal forma que as
propriedades de soldagem não sejam afetadas.
5.3.1.5 Condição. Eletrodos devem estar secos e
em condições apropriadas de uso.
5.3.2 Eletrodos SMAW. Eletrodos para SMAW
devem estar em conformidade com os requisitos da
última edição de A5.1/A5.1M, Specification for Carbon
Steel Electrodes for Shielded Metal Arc Welding, da
AWS ou com os requisitos de AWS A5.5/A5.5M,
Specification for Low-Alloy Steel Electrodes for
Shielded Metal Arc Welding, da AWS.
5.3.2.1 Condições de Armazenamento de
Eletrodo com Baixo Nível de Hidrogênio. Todos os](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-214-320.jpg)
![AWS D1.1/D1.1M:2010 5. FABRICAÇÃO
195
eletrodos que tenham revestimentos de baixo hidrogênio
em conformidade com A5.1 da AWS e A5.5 da AWS
devem ser adquiridos em contêineres hermeticamente
vedados ou devem ser cozidos pelo usuário em
conformidade com 5.3.2.4 antes do uso. Imediatamente
após a abertura do contêiner hermeticamente vedado, os
eletrodos devem ser armazenados em fornos mantidos a
uma temperatura de pelo menos 250°F [120°C].
Eletrodos devem ser recozidos não mais que uma vez.
Eletrodos que tenham sido molhados não devem ser
usados.
5.3.2.2 Períodos Aprovados de Tempo de
Exposição Atmosférica. Depois que contêineres
hermeticamente vedados são abertos ou após eletrodos
serem removidos de fornos de cozimento ou
armazenamento, a exposição do eletrodo à atmosfera
não deve exceder os valores mostrados na coluna A,
Tabela 5.1, para a classificação específica de eletrodo
com designadores suplementares opcionais, quando
aplicável. Eletrodos expostos à atmosfera por períodos
menores que aqueles permitidos pela coluna A, Tabela
5.1 podem ser devolvidos para um forno de retenção
mantido a 250°F [120°C] min.; depois de um período
mínimo de retenção de quatro horas a 250°F [120°C]
min. os eletrodos podem ser emitidos novamente.
5.3.2.3 Períodos Alternativos de Tempo de
Exposição Atmosférica Estabelecidos por Testes. Os
valores alternativos de tempo de exposição mostrados na
coluna B, na Tabela 5.1, podem ser usados contanto que
testes estabeleçam o tempo máximo permitido. Os
testes devem ser realizados em conformidade com A5.5
da AWS para cada classificação de eletrodo e cada
fabricante de eletrodo. Tais testes devem estabelecer que
os valores máximos de conteúdo de umidade de A5.5 da
AWS não sejam excedidos. Adicionalmente, eletrodos
de revestimento de baixo hidrogênio E70XX ou
E70XX-X (A5.1 ou A5.5 da AWS) devem ser limitados
a um conteúdo máximo de umidade que não exceda
0,4% por peso. Esses eletrodos não devem ser usados
em combinações relativas de temperatura-umidade que
excedam a umidade relativa ou o conteúdo de umidade
do ar que prevaleceu durante o programa de teste.
Para aplicação apropriada dessa subcláusula, ver Anexo F
para o gráfico com conteúdo sobre temperatura-
umidade e seus exemplos. O gráfico mostrado no
Anexo F, ou qualquer gráfico psicométrico padrão,
deve ser usado na determinação dos limites de
temperatura-umidade relativa.
5.3.2.4 Eletrodos de Cozimento. Eletrodos
expostos à atmosfera por períodos maiores que aqueles
permitidos na Tabela 5.1 devem ser cozidos como
segue:
(1) Todos os eletrodos que tenham revestimentos
de baixo hidrogênio em conformidade com A5.1 da
AWS devem ser cozidos por pelo menos duas horas
entre 500°F e 800°F [260°C e 430°C], ou
(2) Todos os eletrodos que tenham revestimento de
baixo hidrogênio em conformidade com A5.5 da AWS
devem ser cozidos por pelo menos uma hora a
temperaturas entre 700°F e 800°F [370°C e 430°C].
Todos os eletrodos devem ser colocados em um forno
adequado a uma temperatura que não exceda metade da
temperatura final de cozimento por um mínimo de meia
hora antes de aumentar a temperatura do forno até a
temperatura final de cozimento. O tempo de cozimento
final deve começar após o forno atingir a temperatura
final de cozimento.
5.3.2.5 Restrições de Eletrodo para Aços A 514
ou A 517 da ASTM. Quando usados para soldar aços
A 514 ou A 517 da ASTM, eletrodos de qualquer
classificação mais baixa que E100XX-X, exceto por
E7018M e E70XXH4R, devem ser cozidos por pelo
menos uma hora a temperaturas entre 700°F e 800°F
[370°C e 430°C] antes de serem usados, tenham eles
sido fornecidos em contêineres hermeticamente vedados
ou não.
5.3.3 Eletrodos e Fluxos SAW. SAW pode ser
realizada com um ou mais eletrodos únicos, um ou
mais eletrodos paralelos, ou combinações de eletrodos
únicos e paralelos. O espaçamento entre arcos deve ser
tal que a cobertura de escória sobre o metal de solda
produzida por um arco guia não resfrie o suficiente para
impedir o depósito de solda apropriado de um eletrodo
seguinte. SAW com múltiplos eletrodos pode ser usada
por qualquer passe de chanfro ou de solda de filete.
5.3.3.1 Requisitos de Combinação Eletrodo-
Fluxo. Os eletrodos nus e fluxo usados em combinação
de aços para SAW devem estar em conformidade com
os requisitos da última edição de A5.17, Specification
for Cabon Steel Electrodes and Fluxes for Submerged
Arc Welding, da AWS ou com os requisitos da
última edição de A5.23, Specification for Low Alloy
Steel Electrodes and Fluxes for Submerged Arc Welding,
da AWS.
5.3.3.2 Condição de Fluxo. Fluxo usado para
SAW deve estar seco e livre de contaminação por
poeira, óxido de ferro ou outro corpo estranho. Todo
fluxo deve ser adquirido em pacotes que possam ser
armazenados, sob condições normais, por pelo menos
seis meses sem que tal armazenagem afete suas
características de soldagem ou propriedades de solda.
Fluxo proveniente de pacotes danificados deve ser
descartado ou deve ser seco a uma temperatura mínima
de 500°F [260°C] por uma hora antes do uso. O fluxo
deve ser colocado em um sistema de descarte logo após
a abertura de um pacote, ou se usado de um pacote
aberto, uma polegada do topo deve ser descartada.
Fluxo que tenha sido molhado não deve ser usado.
5.3.3.3 Recuperação de Fluxo. Fluxo SAW que
não tenha sido derretido durante a operação de
soldagem pode ser reutilizado após recuperação por
aspiração, coleta, varredura ou outros meios. O
construtor de soldagem deve ter um sistema para coletar
fluxo não derretido, adicionar novo fluxo, e soldar com
a mistura desses dois, de tal forma que a composição de
fluxo e distribuição de tamanho de partícula na
pudlagem de solda sejam relativamente constantes.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-215-320.jpg)
![AWS D1.1/D1.1M:2010 5. FABRICAÇÃO
196
5.3.3.4 Escória Prensada. Escória prensada pode
ser usada contanto que tenha sua própria marca,
usando o nome do prensador e a designação da marca.
Além disso, cada lote seco ou batch ou mistura seca
(lote) de fluxo, como definido em A5.01, Filler Metal
Procurement Guidelines, da AWS, deve ser testado em
conformidade com Schedule I de A5.01 da AWS e
classificado pelo Empreiteiro ou prensador por A5.17
ou A5.23, da AWS, conforme aplicável.
5.3.4 Eletrodos GMAW/FCAW. Os eletrodos para
GMAW ou FCAW devem estar em conformidade com
os requisitos de 5.3.4.1 ou 5.3.4.2, conforme aplicável.
5.3.4.1 Metal de Solda de Limite de
escoamento Igual ou Menor que 60 ksi [415
MPa]. Eletrodos para produzir metal de solda com
limites de elasticidade mínimos especificados de 60 ksi
[415 MPa] ou menos devem estar em conformidade
com a última edição de A5.18/A5.18M, Specification
for Carbon Steel Electrodes and Rods for Gas Shielded
Arc Welding, da AWS, ou A5.20/A5.20M, Specification
for Carbon Steel Electrodes for Flux Cored Arc
Welding, da AWS, conforme aplicável.
5.3.4.2 Metal de Solda de Limite de escoamento
Maior que 60 ksi [415 MPa]. Eletrodos para produzir
metal de solda com limites de elasticidade especificados
maiores que 60 ksi [415 MPa] devem estar em
conformidade com a última edição de A5.28/A5.28M,
Specification for Low-Alloy Steel Electrodes and Rods
for Gas Shielded Arc Welding, da AWS, ou
A5.29/A5.29M, Specification for Low Alloy Steel
Electrodes for Flux Cored Arc Welding, da AWS,
conforme aplicável.
5.3.5 GTAW
5.3.5.1 Eletrodos de Tungstênio. A corrente de
soldagem deve ser compatível com o diâmetro e tipo ou
classificação de eletrodo. Eletrodos de tungstênio
devem estar em conformidade com A5.12, Specification
for Tungsten and Tungsten Alloy Electrodes for Arc
Welding and Cutting, da AWS.
5.3.5.2 Metal de Adição. O metal de adição deve estar
em conformidade com todos os requisitos da última
edição de A5.18 ou A5.28 e A5.30, Specification for
Consumable Inserts, da AWS, conforme aplicável.
5.4 Processos ESW e EGW
5.4.1 Limitações de Processo. Os processos ESW e
EGW devem ser restritos ao uso da Tabela 3.1, aços
Grupo I, II, e III, exceto que ESW e EGW de A 710
não devem ser permitidas.
5.4.2 Condição de Eletrodos e Tubos de Guia.
Eletrodos e tubos de guia consumíveis devem estar
secos, limpos e em condições adequadas para uso.
5.4.3 Condição de Fluxo. Fluxo usado para ESW
deve estar seco e livre de contaminação por poeira,
óxido de ferro ou outro corpo estranho. Todo fluxo
deve ser adquirido em pacotes que podem ser
armazenados, sob condições normais, por pelo menos
seis meses sem tal armazenamento afetar suas
características de soldagem ou propriedades de solda.
Fluxo proveniente de pacotes danificados em trânsito ou
por manipulação devem ser descartados ou devem ser
secos a uma temperatura mínima de 250°F [120°C] por
uma hora antes do uso. Fluxo que tenha sido molhado
não deve ser usado.
5.4.4 Inícios e Interrupções de Soldagem. Soldas
devem ser iniciadas de tal maneira que permita a
formação de calor suficiente para fusão completa do
metal de solda às faces em chanfro da junta. Soldas que
foram interrompidas em qualquer ponto na junta de
solda por tempo suficiente para permitir que a escória
ou poça de fusão comece a se solidificar podem ser
reiniciadas e completadas, contanto que a solda
completa seja examinada por UT por um mínimo de 6
in [150 mm] em cada lado do reinício e, a menos que
proibido por geometria da junta, também confirmada
por RT. Todos os referidos locais de reinício devem ser
registrados e relatados ao Engenheiro.
5.4.5 Pré-aquecimento. Por causa da característica de
alto aporte de calor desses processos, o pré-
aquecimento não é normalmente requerido. No entanto,
nenhuma solda deve ser realizada quando a temperatura
do metal base metal no ponto de soldagem for abaixo de
32°F [0°C].
5.4.6 Reparos. Soldas que tenham descontinui-dades
proibidas pela Cláusula 6, Parte C devem ser reparadas
como permitido por 5.26 utilizando um processo de
soldagem qualificado, ou a solda inteira deve ser
removida e substituída.
5.4.7 Requisitos de Aço Exposto às Intempéries.
Para ESW e EGW de aplicações de aço exposto, nu,
sem pintura, de ASTM A 588 requerendo metal de
solda com resistência à corrosão atmosférica e
características de coloração similares às do metal base,
a combinação eletrodo-fluxo deve estar em
conformidade com 4.18.2, e a composição química do
metal de adição deve estar em conformidade com a
Tabela 3.3.
5.5 Variáveis WPS.
As variáveis de soldagem devem estar em
conformidade com uma WPS por escrito (ver Anexo N,
Formulário N-1, como um exemplo). Cada passe terá
fusão completa com o metal base adjacente, e de tal
forma que não haja depressões ou mordeduras indevidas
na extremidade da solda. A concavidade excessiva de
passes iniciais deve ser evitada para prevenir trinca nas
raízes de juntas sob restrição. Todos os soldadores,
operadores de soldagem e soldadores ponteadores
devem ser informados sobra o uso apropriado da WPS,
e a WPS aplicável deve ser seguida durante a realização
da soldagem.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-216-320.jpg)
![AWS D1.1/D1.1M:2010 5. FABRICAÇÃO
197
5.6 Temperaturas de Pré-
aquecimento e Interpasse
O metal base deve ser pré-aquecido, se requerido, a
uma temperatura não menor que o valor mínimo listado
na WPS (ver 3.5 para limitações pré-qualificadas de
WPS e Tabela 4.5 para limitações de variável essencial
qualificadas de WPS). Para combinações de metais
base, o pré-aquecimento mínimo deve ser baseado no
pré-aquecimento mínimo mais alto.
Esse pré-aquecimento e todas as temperaturas mínimas
de interpasse subsequentes devem ser mantidos durante
a operação de soldagem por uma distância pelo menos
igual à espessura da parte soldada mais grossa (mas não
menos que 3 in [75 mm]) em todas as direções a partir
do ponto de soldagem.
Requisitos de temperatura mínima de interpasse devem
ser considerados iguais aos requisitos de pré-
aquecimento, a menos que indicado de outra forma na
WPS.
A temperatura de pré-aquecimento e interpasse deve ser
verificada logo antes de iniciar o arco para cada passe.
5.7 Controle de Aporte de Calor
para Aços Resfriados e
Temperados.
Quando aços resfriados e temperados são soldados, o
aporte de calor deve ser restrito em conjunção com as
temperaturas máximas de pré-aquecimento e interpasse
requeridas. Tais considerações devem incluir o aporte
de calor adicional produzido em soldagem simultânea
nos dois lados de um membro comum. As limitações
anteriores devem estar em conformidade com as
recomendações do produtor. A goivagem com oxigênio
de aço resfriado e temperado deve ser proibida.
5.8 Tratamento Térmico de Alívio
de Tensão.
Quando requerido por documentos de contrato,
montagens soldadas devem sofrer tratamento térmico de
alívio de tensão. Usinagem final após alívio de tensão
deve ser considerada quando necessário para manter
tolerâncias dimensionais.
5.8.1 Requisitos. O tratamento de alívio de tensão deve
estar em conformidade com os seguintes requisitos:
(1) A temperatura do forno não deve exceder
600°F [315°C] ao tempo em que a montagem soldada é
colocada nele.
(2) Acima de 600°F [315°C], a taxa de
aquecimento não deve ser maior que 400°F [204°C] por
hora dividida pela espessura máxima do metal na parte
mais grossa, em polegadas, mas de forma alguma mais
que 400°F [204°C] por hora. Acima de 600°F [315°C], a
taxa de aquecimento em °C/h não deve exceder 5600
dividido pela espessura máxima do metal, em
milímetros, mas não mais que 428°F/h [220°C/h].
Durante o período de aquecimento, variações de
temperatura através da porção da parte sendo aquecida
não devem ser maiores que 250°F [140°C] dentro de
qualquer intervalo de comprimento de 15 pés [5 m]. As
taxas de aquecimento e resfriamento não precisam ser
menores que 100°F [55°C] por hora. No entanto,
para todos os casos, a consideração de câmaras
fechadas e estruturas complexas pode indicar taxas
reduzidas de aquecimento e resfriamento para evitar
dano estrutural devido a gradientes térmicos excessivos.
(3) Depois que uma temperatura máxima de
1100°F [600°C] é atingida em aços resfriados e
temperados, ou uma faixa média de temperatura entre
1100°F e 1200°F [600°C e 650°C] é atingida em outros
aços, a temperatura da montagem deve ser mantida
dentro dos limites especificados por um tempo não
menor do que o especificado na Tabela 5.2, baseado na
espessura de solda. Quando o alívio de tensão
especificado é para estabilidade dimensional, o tempo
de retenção não deve ser menor que o especificado na
Tabela 5.2, baseado na espessura da parte mais grossa.
Durante o período de retenção não deve haver diferença
maior que 150°F [85°C] entre as temperaturas mais alta
e mais baixa através da porção da montagem sendo
aquecida.
(4) Acima de 600°F [315°C], o resfriamento deve
ser feito em um forno fechado ou câmara de
resfriamento a uma taxa não maior que 500°F [260°C]
por hora, dividido pela espessura máxima do metal da
parte mais grossa em polegadas, mas de forma alguma
mais que 500°F [260°C] por hora. A partir de 600°F
[315°C], a montagem pode ser resfriada em ar parado.
5.8.2 PWHT Alternativo. Como alternativa, quando
PWHT é impraticável para as limitações de temperatura
estabelecidas em 5.8.1, montagens soldadas podem
sofrer alívio de tensão a temperaturas mais baixas por
períodos mais longos de tempo, como dado na Tabela
5.3.
5.8.3 Aços Não Recomendados para PWHT. O
alívio de tensão de ligações soldadas em a ç o s
ASTM A 514, ASTM A 517, ASTM A 709 Graus 100
(690) e 100W (690W) e ASTM A 710 geralmente
não é recomendada. Alívio de tensão pode ser
necessário para aquelas aplicações em que ligações
soldadas devem ser requeridas para reter estabilidade
dimensional durante a usinagem ou em que a corrosão
por tensão pode estar envolvida, sendo que nenhuma
das condições é exclusiva de ligações soldadas
envolvendo aços A 514 da ASTM, A 517 da ASTM,
A 709 Graus 100 (690) e 100W (690W) da ASTM e A
710 da ASTM. No entanto, os resultados de testes de
tenacidade ao entalhe têm mostrado que PWHT pode na
verdade prejudicar o metal de solda e a tenacidade
HAZ, e trincas intergranulares podem às vezes ocorrer
na região de grãos grossos da solda HAZ.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-217-320.jpg)
![AWS D1.1/D1.1M:2010 5. FABRICAÇÃO
198
5.9 Reforço, Gás de Reforço ou
Encaixes.
Soldas em chanfro CJP podem ser feitas com ou sem o
uso de gás de reforço, reforço ou encaixes consumíveis,
ou podem ter a raiz da solda inicial goivada, lascada ou
removida de outra forma do metal bom antes que a
soldagem seja começada no segundo lado.
5.10 Reforço.
Raízes de soldas em chanfro ou de filete podem ser
reforçadas por cobre, fluxo, fita de vidro, cerâmica, pó
de ferro ou materiais similares para evitar fundição
através. Elas também podem ser vedadas por meio de
passes de solda depositados com eletrodos de baixo
hidrogênio se SMAW é usado, ou por outros processos
de soldagem a arco. Reforço de aço deve estar em
conformidade com os seguintes requisitos:
5.10.1 Fusão. Soldas em chanfro feitas com o uso de
reforço de aço devem ter o metal de solda
completamente fundido com o reforço.
5.10.2 Reforço de Comprimento Total. Exceto
conforme permitido abaixo, reforço de aço deve ser
feito de forma continua para todo o comprimento da
solda. Todas as juntas no reforço de aço devem ser
juntas em topo de soldas em chanfro CJP que atendam
todos os requisitos da Cláusula 5 deste código.
Para aplicações estaticamente carregadas, reforço para
soldas para as extremidades de seções fechadas, tais
como seções estruturais ocas (HSS), são permitidos
desde que feitos de um ou dois pedaços com
descontinuidades desemendadas quando todas as
seguintes condições forem atingidas:
(1) A espessura nominal da parede da seção
fechada não deve exceder 5/8 in [16 mm].
(2) A seção fechada fora do perímetro não
exceder 64 in [163 mm].
(3) O reforço for transversal ao eixo
longitudinal da seção fechada.
(4) A interrupção no reforço não exceder 1/4 in
[6 mm].
(5) A solda com reforço descontínuo não estiver
mais perto de outros tipos de conexões que o diâmetro
HSS ou a dimensão principal da seção transversal.
(6) A interrupção no reforço não estiver
localizada nos cantos.
Para colunas de caixa estaticamente carregadas, reforço
descontínuo é permitido nos cantos soldados CJP, em
emendas de campo e em detalhes de conexão. Reforço
descontínuo é permitido em outras seções fechadas
quando aprovado pelo Engenheiro.
5.10.3 Espessura do Reforço. A espessura nominal
mínima recomendada de barras de reforço, dado que o
reforço deve ser de espessura suficiente para evitar
fundido através, é mostrada na seguinte tabela:
Espessura, min.
Processo in mm
GTAW 1/8 3
SMAW 3/16 5
GMAW 1/4 6
FCAW-S 1/4 6
FCAW-G 3/8 10
SAW 3/8 10
OBSERVAÇÃO: Reforço de aço para cano e
tubulação comercialmente disponível é aceitável,
contanto que não haja evidência de fusão em
superfícies interiores expostas.
5.10.4 Conexões Não Tubulares Carregadas
Ciclicamente. Para estruturas ciclicamente carregadas,
reforços de aço de soldas que sejam transversais à
direção da tensão computada devem ser removidos, e
as juntas devem ser retificadas ou receber acabamento
para ficarem lisas. Reforços de aço de soldas que sejam
paralelos à direção de tensão ou que não estejam
sujeitos à tensão computada não precisam ser
removidos, a menos que especificado pelo Engenheiro.
5.10.4.1 Reforços Anexados Externamente.
Quando o reforço de solda de soldas longitudinais em
estruturas ciclicamente carregadas é externamente
anexado ao metal base por soldagem, tal soldagem deve
ser contínua para o comprimento do reforço.
5.10.5 Conexões Carregadas Estaticamente. Reforço
de aço para soldas em estruturas carregadas
estaticamente (tubulares e não tubulares) não precisa ser
soldado em todo o comprimento e não precisa ser
removido a menos que especificado pelo Engenheiro.
5.11 Equipamentos de Corte e
Soldagem
Todo equipamento de soldagem e corte térmico deve
ser projetado e fabricado, e deve estar em tais condições
que permitam à equipe designada seguir os
procedimentos e conseguir os resultados descritos ao
longo deste código.
5.12 Ambiente de Soldagem
5.12.1 V e l o c i d a d e Máxima de Vento.
GMAW, GTAW, EGW, ou FCAW-G não devem ser
feitas em correntes de ar ou vento a menos que a solda
esteja protegida por um abrigo. Tal abrigo deve ser de
forma e material apropriados para reduzir a velocidade
do vento nas proximidades da solda a um máximo de
cinco milhas por hora [oito quilômetros por hora].
5.12.2 Temperatura Mínima Ambiente. A soldagem
nãodeveserfeita](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-218-320.jpg)
![AWS D1.1/D1.1M:2010 5. FABRICAÇÃO
199
(1) quando a temperatura ambiente é mais baixa
que 0°F [–20°C], ou
(2) quando superfícies estão molhadas ou expostas
a chuva, neve, ou
(3) altas velocidades de vento, ou
(4) quando a equipe de soldagem está sujeita a
condições inclementes.
OBSERVAÇÃO: Zero °F (-20 ºC) não significa a
temperatura ambiente do clima, mas a temperatura nas
proximidades imediatas da solda. A temperatura
ambiente no clima pode estar abaixo de 0°F [–20°C],
mas uma estrutura aquecida ou abrigo aquecido ao redor
da área sendo soldada pode manter a temperatura
adjacente à ligação soldada a 0°F [–20°C] ou mais
alta.
5.13 Conformidade com o Projeto
Os tamanhos e comprimentos de soldas não devem ser
menores que aqueles especificados por requisitos de
projeto e desenhos de detalhe, exceto como permitido
na Tabela 6.1. O local de soldas não deve ser alterado
sem aprovação do Engenheiro.
5.14 Tamanhos Mínimos de Solda
de Filete
O tamanho mínimo de solda de filete, exceto para
soldas de filete usadas para reforçar soldas em chanfro,
deve ser como mostrado na Tabela 5.8. O tamanho
mínimo de solda de filete deve aplicar-se em todos os
casos, a menos que desenhos de projeto especifiquem
soldas de um tamanho maior.
5.15 Preparação de Metal Base
Superfícies nas quais o metal de solda será depositado
devem ser lisas, uniformes e livres de rebarbas,
dilacerações, trincas e outras descontinuidades que
afetariam adversamente a qualidade ou resistência da
solda. Superfícies a serem soldadas e
superfícies adjacentes a uma solda devem também
estar livres de crostas soltas ou grossas, escória,
ferrugem, umidade, graxa e outro material estranho
que impediria uma soldagem apropriada ou produziria
fumaças indesejáveis. Óxido de ferro que pode suportar
escovação com escova metálica, um pequeno
revestimento antiferrugem ou composto anti-respingo
pode remanescer com a seguinte exceção: para traves
em estruturas ciclicamente carregadas, todo óxido de
ferro deve ser removido das superfícies em que soldas
flange-a-braçadeira serão feitas.
5.15.1 Descontinuidades Produzidas na Fábrica. Os
limites de aceitabilidade e o reparo de descontinuidades
de superfície de corte observados visualmente devem
estar em conformidade com a Tabela 5.4, na qual o
comprimento da descontinuidade é a dimensão de
extensão visível na superfície de corte do material e a
profundidade é a distância a que a descontinuidade se
estende para o material a partir da superfície de corte.
Todos os reparos soldados devem ser feitos em
conformidade com esse código. Remoção da
descontinuidade pode ser feita de qualquer superfície do
metal base. O comprimento agregado de soldagem não
deve exceder 20% do comprimento da superfície de
placa sendo reparada exceto com aprovação do
Engenheiro.
5.15.1.1 Critérios de Aceitação. Para
descontinuidades maiores que 1 in [25 mm] em
comprimento e profundidade descobertas em superfícies
cortadas, os seguintes procedimentos devem ser
observados:
(1) Quando descontinuidades como W, X, ou Y na
Figura 5.1 são observadas antes de completar a junta,
o tamanho e forma da descontinuidade deve ser
determinado por UT. A área da descontinuidade deve
ser determinada como a área de perda total de reflexão
traseira, quando testada em conformidade com o
procedimento de A 435, Specfication for Straight Beam
Ultrasonic Examination of Steel Plates, da ASTM.
(2) Para aceitação das descontinuidades W, X, ou Y,
a área da descontinuidade (ou a área agregada de
descontinuidades múltiplas) não deve exceder 4% da
área de material de corte (comprimento vezes
largura) com a seguinte exceção: se o comprimento da
descontinuidade, ou a largura agregada de
descontinuidades em qualquer seção transversal,
medida perpendicularmente ao comprimento material
do corte, excede 20% da largura do material de corte, a
área de material de corte de 4% deve ser reduzida pela
porcentagem da porção da largura que excede 20%.
(Por exemplo, se uma descontinuidade é 30% da largura
material de corte, a área de descontinuidade não pode
exceder 3,6% da área material de corte.) A
descontinuidade na superfície de corte do material de
corte deve ser removida a uma profundidade de 1 in [25
mm] além de sua intersecção com a superfície por
cinzelamento, goivagem ou retificação, e bloqueada por
soldagem com um processo de baixo hidrogênio em
camadas que não exceda 1/8 in [3 mm] em espessura
pelo menos para as quatro primeiras camadas.
(3) Reparo não deve ser requerido se uma
descontinuidade Z, que não exceda a área permissível
em 5.15.1.1(2) for descoberta após a junta ter sido
completada e for determinado que ela está 1 in [25 mm]
ou mais distante da face da solda, como medido na
superfície de corte do metal base. Se a descontinuidade
Z está a menos de 1 in [25 mm] de distância da face da
solda, ela deve ser removida para uma distância de 1 in
[25 mm] da zona de fusão da solda por cinzelamento,
goivagem ou retificação. Ela deve ser bloqueada por
soldagem com m processo de baixo hidrogênio em
camadas que não excedam 1/8 in [3 mm] em espessura
pelo menos para as quatro primeiras camadas.
(4) Se a área da descontinuidade W, X, Y, ou Z
excede o permissível em 5.15.1.1(2), o material ou](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-219-320.jpg)
![AWS D1.1/D1.1M:2010 5. FABRICAÇÃO
200
subcomponente de corte deve ser rejeitado e
substituído, ou reparado a critério do Engenheiro.
5.15.1.2 Reparo. No reparo e determinação de
limites de descontinuidades produzidas na fábrica,
visualmente observadas em superfícies de corte, a
quantidade de metal removido deve ser a mínima
necessária para remover a descontinuidade ou para
determinar que os limites da Tabela 5.4 não sejam
excedidos. No entanto, se for requerido reparo de solda,
metal base suficiente deve ser removido para fornecer
acesso à soldagem. Superfícies de corte podem existir
em qualquer ângulo com respeito à direção de
laminação. Todos os reparos soldados de
descontinuidades devem ser feitos por:
(1) Preparação adequada da área de reparo
(2) Soldagem com um processo de baixo
hidrogênio aprovado e observando as provisões
aplicáveis deste código
(3) Retificação da solda completa até ficar lisa e
nivelada (ver 5.24.3.1) com a superfície adjacente para
produzir um acabamento que pareça feito à mão.
OBSERVAÇÃO: Os requisitos de 5.15.1.2 podem não
ser adequados em caso de carga de tensão aplicada
através da espessura do material.
5.15.2 Preparação da Junta. Usinagem, corte
térmico, goivagem (inclusive goivagem e corte de arco
de plasma), cinzelamento, ou retificação podem ser
usados para a preparação da junta, ou remoção de
trabalho ou metal inaceitável, exceto que goivagem por
oxigênio não deve ser usada em aços que são
encomendados como resfriados e temperados ou
normalizados.
5.15.3 Ajuste de Material. Para estruturas ciclicamente
carregadas, material mais grosso que o especificado na
lista a seguir deve ser ajustado se e conforme requerido
para produzir uma aresta de soldagem satisfatória
sempre que uma solda é feita para carregar tensão
calculada:
(1) M aterial de cisalhamento mais espesso que 1/2
in [12 mm]
(2) Arestas laminadas de placas (que não placas de
fábrica universais) mais espessas que 3/8 in [10 mm]
(3) Extremidades de ângulos ou formas laminadas
(que não seções largas de flange) mais espessas que 5/8
in [16 mm]
(4) Placas de fábrica universais ou arestas de
flanges de seções largas de flange mais espessas que 1
in [25 mm]
(5) A preparação para juntas de topo deve estar em
conformidade com os requisitos dos desenhos de
detalhe
5.15.4 Processos de Corte Térmico. Processos de
goivagem e corte de arco elétrico (inclusive goivagem e
corte de arco de plasma) e processos de corte a gás são
reconhecidos sob este código para uso na preparação,
corte ou ajuste de materiais. O uso desses processos
deve estar em conformidade com os requisitos aplicáveis
da Cláusula 5.
5.15.4.1 Outros Processos. Outros processos de
corte térmico e goivagem podem ser usados sob este
código, contanto que o Empreiteiro demonstre ao
Engenheiro a habilidade de usar o processo com
sucesso.
5.15.4.2 Precisão do Perfil. Aço e metal de solda
podem ser cortados termicamente, contanto que seja
assegurada uma superfície lisa e regular, livre de
trincas e entalhes, e contanto que um perfil preciso
seja assegurado pelo uso de um guia mecânico. Para
estruturas ciclicamente carregadas, corte térmico de mão
livre deve ser feito apenas quando aprovado pelo
Engenheiro.
5.15.4.3 Requisitos de Rugosidade. Em corte
térmico, o equipamento deve ser ajustado e manipulado
de tal forma a evitar corte além (dentro) das linhas
prescritas. O padrão de referência para avaliação de
superfícies de corte deve ser o calibrador de rugosidade
da superfície, inclusive C4.1-77, Criteria for Describing
Oxygen-Cut Surfaces and Oxygen Cutting Surface
Roughness Gauge, da AWS. A rugosidade de super-
fícies cortadas termicamente deve ser avaliada pela
comparação visual da superfície de corte com a
rugosidade representada no calibrador de rugosidade. A
rugosidade da superfície não deve ser maior que a
representada pela Amostra 3, exceto que para as extre-
midades de membros não sujeitos a tensão calculada,
ajustes em vigas com a espessura da flange não
excedendo 2 in [50 mm], e para materiais com espe-
ssura acima de 4 in a 8 in [100 mm a 200 mm], a
rugosidade de superfície não deve exceder aquela re-
presentada pela Amostra 2.
5.15.4.4 Limitações de Goivagem ou Entalhe.
Rugosidade excedendo esses valores e entalhes ou
goivagens que não tenham profundidade maior que 3/16
in [5 mm] em outras superfícies satisfatórias devem ser
removidos por usinagem ou retificação. Entalhes ou
goivagens com profundidade excedendo 3/16 in [5 mm]
podem ser reparados por retificação se a área nominal
de seção transversal não for reduzida em mais que 2%.
Superfícies retificadas ou usinadas devem progredir
para a superfície original com uma inclinação que não
exceda um em dez. Superfícies de corte e arestas
adjacentes devem ser deixadas livres de escória. Em
superfícies de corte térmico, entalhes ou goivagens
ocasionais podem, com aprovação do Engenheiro, ser
reparados por soldagem.
5.16 Cantos Reentrantes
Cantos reentrantes de material de corte devem ser
formados para fornecer uma transição gradual com um
raio de não menos que 1 in [25 mm], exceto canos em
material de conexão e ajustes de viga. Superfícies
adjacentes devem atender sem compensação ou corte
além do ponto de tangência. Os cantos reentrantes
podem ser formados por corte térmico, seguido por](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-220-320.jpg)
![AWS D1.1/D1.1M:2010 5. FABRICAÇÃO
201
retificação, se necessário, em conformidade com os
requisitos de superfície de 5.15.4.3.
5.17 Orifícios de Acesso de Solda,
Ajustes de Viga, e Material de
Conexão
Orifícios de acesso de solda, ajustes de viga e superfícies
de corte em materiais de conexão devem ser livres de
entalhes. Ajustes de viga e superfícies de corte em
materiais de conexão devem estar livres de cantos
reentrantes agudos. Orifícios de acesso de solda devem
fornecer uma transição suave que não corta além dos
pontos de tangência entre superfícies adjacentes e devem
atender os requisitos de superfície de 5.15.4.3.
5.17.1 Dimensões de Orifício de Acesso da Solda.
Todos os orifícios de acesso da solda devem ter um
comprimento a partir da preparação da aresta de junta
de solda na superfície interior não menor que 1-1/2
vezes a espessura do material no qual o orifício é feito.
A altura mínima do orifício de acesso deve ser a
espessura do material com o orifício de acesso (tw) mas
não menos que 3/4 in [19 mm], e a altura não precisa
exceder 2 in [50 mm]. O orifício de acesso deve ser
detalhado para fornecer espaço para reforço de solda
conforme necessário e fornecer acesso adequado para
soldagem.
5.17.1.1 Orifícios de Acesso de Solda em Seções
Laminadas. A aresta da braçadeira deve ser inclinada
ou curva a partir da superfície da flange para a
superfície reentrante do orifício de acesso. Nenhum
ângulo do orifício de acesso da solda deve ter um raio
menor que 3/8 in [9 mm].
5.17.1.2 Orifícios de Acesso de Solda em Seções
Construídas. Para seções construídas em que o orifício
de acesso de solda é feito depois que a seção foi soldada, a
aresta da braçadeira deve ser inclinada ou curva a partir
da superfície da flange para a superfície reentrante do
orifício de acesso. Nenhum ângulo do orifício de acesso
de solda deve ter um raio menor que 3/8 in [9 mm].
Para seções construídas em que o orifício de acesso é
feito antes que a seção seja soldada, o orifício de acesso
pode terminar perpendicular à flange, contanto que a
solda seja terminada a uma distância pelo menos igual
ao tamanho da solda distante do orifício de acesso.
Soldas de filete não devem ser retornadas através do
orifício de acesso (ver Figura 5.2).
5.17.2 Formas Galvanizadas. Orifícios de acesso de
solda e ajustes de viga em formas que serão
galvanizadas devem ser retificados a metal brilhante. Se
a porção de transição curva dos orifícios de acesso de
solda e ajustes de viga é formada por orifícios pré-
perfurados ou serrados, essa porção do orifício de
acesso ou ajuste não precisa ser retificada.
5.17.3 Formas Pesadas. Para formas laminadas com
uma espessura de flange que exceda 2 in [50 mm], e
seções soldadas com uma espessura de placa que exceda
2 in [50 mm] nas quais a superfície curva do orifício de
acesso é cortada termicamente, um pré-aquecimento
mínimo de 150°F [66°C] estendo-se 3 in [75 mm] da
área em que a curva será cortada deve ser aplicado antes
do corte térmico. Para seções pesadas, as superfícies
termicamente cortadas de ajustes de viga e orifícios de
acesso de solda devem ser retificados a metal brilhante
e inspecionados por métodos MT ou PT antes da
deposição de soldas de emenda. Orifícios de acesso de
solda e ajustes de viga em outras formas não precisam
ser retificados ou inspecionados por métodos PT ou
MT.
5.18 Soldas Provisórias e Soldas
para Auxiliar a Construção
5.18.1 Requisitos de Gerais
(1) Soldas provisórias e soldas para auxiliar a
construção devem ser feitas com uma WPS qualificada
ou pré-qualificada e por pessoal qualificado.
(2) Soldas provisórias que não estão incorporadas
em soldas finais e soldas para auxiliar a construção que
não são removidas devem atender aos requisitos de
inspeção visual antes que um membro seja aceito.
5.18.2 Exclusões. Soldas provisórias e soldas para
auxiliar a construção são permitidas exceto quando:
(1) Em zonas de tensão de estruturas ciclicamente
carregadas, não deve haver soldas provisórias não
incorporadas à solda final exceto como permitido por
2.16.2, nem soldas de auxílio à construção. Locais que
estejam a mais de 1/6 da profundidade da braçadeira de
flanges de tensão de vigas ou traves são considerados
fora da zona de tensão.
(2) Em membros feitos de aço resfriado e
temperado com limite de escoamento específico maior
que 70 ksi [485 MPa], soldas provisórias fora da solda
final e soldas de auxílio à construção devem requerer
aprovação de Engenheiro.
5.18.3 Remoção. Em locais outros que 5.18.2, soldas
provisórias e soldas de auxílio à construção não
incorporadas a soldas finais devem ser removidas
quando requerido pelo Engenheiro.
5.18.4 Requisitos Adicionais de Solda Provisória
(1) Soldas provisórias incorporadas a soldas finais
devem ser feitas com eletrodos que atendam aos
requisitos das soldas finais. Essas soldas devem ser
limpas antes da incorporação.
(2) Soldas provisórias de passe múltiplo devem
ter extremidades cascateadas ou ser de outra forma
preparadas para incorporação à solda final.
(3) Soldas provisórias incorporadas a soldas finais
que sejam qualificadas com tenacidade ao entalhe, ou
que seja requerido que sejam feitas com metal de adição
classificado com tenacidade ao entalhe, devem ser feitas
com metais de adição compatíveis.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-221-320.jpg)
![AWS D1.1/D1.1M:2010 5. FABRICAÇÃO
202
5.18.5 Requisitos Adicionais para Soldas
Provisórias Incorporadas a Soldas SAW. O seguinte
deve aplicar-se em acréscimo aos requisitos de 5.18.4.
(1) Pré-aquecimento não é requerido para soldas
provisórias de passe único refundidas para soldas SAW
contínuas. Isso é uma exceção aos requisitos de
qualificação de 5.18.1.
(2) Soldas provisórias de f ilete não devem
exceder 3/8 in [10 mm] e não devem produzir
alterações objetáveis na aparência da superfície da
solda.
(3) Soldas provisórias nas raízes de juntas que
requeiram penetração de raiz específica não devem
resultar em penetração diminuída.
(4) Soldas provisórias que não estejam em
conformidade com os requisitos de (2) e (3) devem ser
removidas ou reduzidas em tamanho por quaisquer
meios adequados antes da soldagem.
(5) Soldas provisórias na raiz de uma junta com
reforço de aço com espessura menor que 5/16 in [8 mm]
devem ser removidas ou tornar-se contínuas para todo o
comprimento da junta usando SMAW com eletrodos de
baixo hidrogênio, GMAW, ou FCAW-G.
5.19 Abaulamento em Membros
Construídos
5.19.1 Abaulamento. Arestas de viga construída e
braçadeiras de trave devem ser cortadas para o
abaulamento prescrito com compensação adequada para
retração devida a corte e soldagem. No entanto, a
variação moderada da tolerância de abaulamento
especificada pode ser corrigida por uma cuidadosa
aplicação de calor.
5.19.2 Correção. Correções de erros em abaulamento
de aço resfriado e temperado devem requerer a
aprovação do Engenheiro.
5.20 Emendas em Estruturas
Ciclicamente Carregadas
Emendas entre seções de vigas laminadas ou traves
construídas devem ser feitas preferivelmente em um
plano único transversal. Emendas de oficina de
braçadeiras e flanges em traves construídas, feitas antes
que as braçadeiras e flanges sejam anexadas uma à
outra, podem estar localizadas em um plano único
transversal ou múltiplos planos transversais, mas as
provisões de especificações gerais de tensão de fadiga
devem aplicar-se.
5.21 Controle de Distorção e Retração
5.21.1 Procedimento e Sequência. Ao montar e juntar
partes de uma estrutura ou de membros construídos, e
ao soldar partes de reforço a membros, o procedimento
e sequência devem ser tais que irão minimizar distorção
e retração.
5.21.2 Sequenciamento. Tanto quanto praticável,
todas as soldas devem ser feitas em uma sequência que
irá equilibrar o calor aplicado de soldagem enquanto a
soldagem progride.
5.21.3 Responsabilidade do Empreiteiro. Em
membros ou estruturas em que distorção ou retração
excessivas poderiam ser esperadas, o Empreiteiro deve
preparar uma sequência de soldagem por escrito para
aquele membro ou estrutura que atenda aos requisitos
de qualidade especificados. A sequência de soldagem e
programa de controle de distorção devem ser
submetidos ao Engenheiro, para informação e
comentário, antes do início da soldagem no membro ou
estrutura no qual é provável que a retração ou distorção
afete a adequação do membro ou estrutura.
5.21.4 Progressão de Solda. A direção da progressão
geral em soldagem em um membro deve ser a partir de
pontos em que as partes estão relativamente fixas em
posição com respeito uma à outra em direção a pontos
tendo uma liberdade relativa maior de movimento.
5.21.5 Retenção Minimizada. Em montagens, juntas
das quais se espera retração significante deveriam
normalmente ser soldadas antes das juntas das quais se
espera menos retração. Elas também deveriam ser
soldada com o mínimo possível de retenção.
5.21.6 E m e n d a s d e Submontagem. Todas as
emendas de oficina soldadas em cada parte de
componente de uma viga de um membro construído ou
coberto devem ser feitas antes que a parte do componente
seja soldado a outras partes de componente do membro.
Traves longas ou seções de traves podem ser
feitas pela soldagem de submontagens, cada
uma em conformidade com 5.21.6. Quando fazendo
essas emendas de submontagem, seja na oficina ou em
campo, a sequência de soldagem deveria ser
razoavelmente equilibrada entre as soldas de braçadeira
e flange assim como entre os eixos maiores e menores
do membro.
5.21.7 L i mi t a ç õ e s d e Temperatura. Ao fazer
soldas sob condições externas severas de retenção de
retração, uma vez que a soldagem tenha iniciado, não
deve ser permitido que a junta resfrie abaixo do pré-
aquecimento mínimo especificado até que a junta esteja
completa, ou solda suficiente tenha sido depositada para
assegurar que não haja trincas.
5.22 Tolerância de Dimensões de
Juntas
5.22.1 Montagem de Solda de Filete. As partes a
serem anexadas por soldas de filete devem ser
posicionadas em contato tão próximo quanto
possível. A abertura de raiz não deve exceder 3/16 in
[5 mm], exceto em casos envolvendo formas ou placas
com espessura de 3 in [75 mm] ou maior se, após
endireitamento e na montagem, a abertura de raiz não](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-222-320.jpg)
![AWS D1.1/D1.1M:2010 5. FABRICAÇÃO
203
pode ser suficientemente fechada para atender a essa
tolerância. Em tais casos, uma abertura de raiz máxima
de 5/16 in [8 mm] pode ser usada, contanto que um
reforço adequado seja usado. O reforço pode ser de
fluxo, fita de vidro, pó de ferro ou materiais similares,
ou soldas usando um processo de baixo hidrogênio
compatível com o metal de adição depositado. Se a
separação for maior que 1/16 in [2 mm], as pernas da
solda de filete devem ser aumentadas pela quantia de
abertura de raiz, ou o Empreiteiro deve demonstrar que
a garganta efetiva requerida foi obtida.
5.22.1.1 Superfície de Contato. A separação entre
superfícies de contato de soldas de tampão, e de juntas
de topo assentadas em um reforço, não deve exceder
1/16 in [2 mm]. Quando irregularidades em formas
laminadas ocorrem depois do endireitamento não
permitir contato dentro dos limites acima, o
procedimento necessário para trazer o material para
dentro desses limites deve estar sujeito à aprovação do
Engenheiro. O uso de placas de enchimento deve ser
proibido exceto quando especificado nos desenhos ou
especialmente aprovado pelo Engenheiro e feito em
conformidade com 2.13.
5.22.2 Montagem de Solda em Chanfro PJP. As
partes a serem anexadas por soldas em chanfro PJP
paralelas ao comprimento do membro devem ser
situadas em contato tão próximo quanto possível. A
abertura de raiz entre as partes n ã o d eve exceder 3/16
in [5 mm] exceto em casos que envolvem placas ou
formas laminadas de espessura de 3 in [75 mm] ou
maior se, após endireitamento e na montagem, a abertura
de raiz não pode ser suficientemente fechada para atender
essa tolerância. Em tais casos, uma abertura máxima de
raiz de 5/16 in [8 mm] pode ser usada, contanto que
reforço adequado seja usado e a solda final atenda os
requisitos para tamanho de solda. Tolerâncias para juntas
de rolamento devem estar em conformidade com as
especificações de contrato aplicáveis.
5.22.3 Alinhamento de Junta de Topo. Partes a
serem anexadas a juntas de topo devem ser
cuidadosamente alinhadas. Quando as partes são
efetivamente restringidas quanto à flexão devida à
excentricidade em alinhamento, a compensação do
alinhamento teórico não deve exceder 10% da espessura
da parte mais fina anexada, ou 1/8 in [3 mm], o que for
menor. Ao corrigir desalinhamentos em tais casos, as
partes não devem ser levadas a uma inclinação
maior que 1/2 in [12 mm] em 12 in [300 mm].
Medidas de compensação devem ser baseadas na linha
de centro de partes, a menos que mostrado de
outra forma nos desenhos.
5.22.3.1 Alinhamento de Solda Periférico
(Tubular). Ao encostar partes a serem anexadas por
soldas periféricas, elas devem estar cuidadosamente
alinhadas. Duas soldas periféricas não devem estar
localizadas mais perto que um diâmetro de cano ou 3
pés [1 m], o que for menor. Não deve haver mais que
duas soldas periféricas em qualquer intervalo de cano
de 10 pés [3 m], exceto quando assim acordado pelo
Proprietário e Empreiteiro. A compensação radial de
arestas encostadas de costuras periféricas não deve
exceder 0,2t (onde t é a espessura do membro mais fino)
e o máximo permissível deve ser 1/4 in [6 mm],
contanto que qualquer compensação que exceda 1/8 in
[3 mm] seja soldada a partir de ambos os lados. No
entanto, com a aprovação do Engenheiro, uma área
localizada por costura periférica pode ser compensada
até 0,3t com um máximo de 3/8 in [10 mm], contanto
que a área localizada esteja abaixo de 8t em
comprimento. Metal de adição deve ser acrescentado a
essa região para fornecer uma transição 4 para 1 e pode
ser acrescentado em conjunção com a feitura da solda.
Compensações que excedam isso devem ser corrigidas
como fornecido em 5.22.3. Costuras de solda
longitudinais de seções adjacentes devem ser
escalonadas um mínimo de 90°, a menos que
espaçamento mais próximo seja concordado pelo
Proprietário e construtor.
5.22.4 Dimensões de Chanfro
5.22.4.1 Variações em Seções Transversais Não
Tubulares. Com a exclusão de ESW e EGW, e com a
exceção de 5.22.4.3 para aberturas de raiz que excedam
aquelas permitidas na Figura 5.3, as dimensões de seção
transversal das juntas soldadas em chanfro que variam
daquelas mostradas nos desenhos de detalhe por mais
que essas tolerâncias devem ser submetidas à consulta
do Engenheiro para aprovação ou correção.
5.22.4.2 Variações em Seções Transversais
Tubulares. Variação em dimensões de seção transversal
de juntas soldadas em chanfro, com relação àquelas
mostradas em desenhos detalhados, devem estar em
conformidade com 5.22.4.1, exceto
(1) Tolerâncias para conexões em T-, Y-, e K-
estão inclusas nas faixas dadas em 3.13.5.
(2) As tolerâncias mostradas na Tabela 5.5
aplicam-se a soldas em chanfro CJP tubulares em juntas
de topo, feitas a partir de apenas um lado, sem reforço.
5.22.4.3 Correção. Aberturas de raiz maiores que
aquelas permitidas em 5.22.4.1, mas não maiores que
duas vezes a espessura da parte mais fina ou 3/4 in [20
mm], o que for menor, podem ser corrigidas por
soldagem a dimensões aceitáveis antes de anexar as
partes por soldagem.
5.22.4.4 Aprovação do Engenheiro. Aberturas de
raiz maiores que as permitidas por 5.22.4.3 podem ser
corrigidas por soldagem apenas com a aprovação do
Engenheiro.
5.22.5 Chanfros Goivados. Chanfros produzidos por
goivagem devem estar em conformidade substancial
com as dimensões de perfil de chanfro especificadas na
Figura 3.3 e 3.4, e provisões de 3.12.3 e 3.13.1. Acesso
adequado à raiz deve ser mantido.
5.22.6 Métodos de Alinhamento. Membros a serem
soldados devem ser colocados no alinhamento correto
e mantidos em posição por parafusos, grampos, cunhas,
cabos de ancoragem, escoras e outros dispositivos
adequados, ou por soldas provisórias até que a
soldagem esteja completa. O uso de separadores e](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-223-320.jpg)
![AWS D1.1/D1.1M:2010 5. FABRICAÇÃO
204
suportes é recomendado quando praticável.
Compensações adequadas devem ser feitas para
deformação e retração.
5.23 Tolerância Dimensional de
Membros Estruturais Solda-
dos
As dimensões de membros estruturais soldados deve
estar em conformidade com as tolerâncias de (1) as
especificações gerais regulando o trabalho, e (2) as
tolerâncias dimensionais especiais em 5.23.1 a 5.23.12.
(Observe que uma coluna tubular é interpretada como
um membro de compressão tubular.)
5.23.1 Linearidade de Colunas e Estruturas. Para
colunas e membros estruturais primários soldados, a
despeito de seção transversal, a variação máxima em
linearidade deve ser
Comprimentos de menos de 30 pés [9 m]:
1 mm × Nº de metros do comprimento total
Comprimentos de 30 pés [9 m] a 45 pés [15 m] = 3/8 in
[10 mm]
Comprimentos acima de 45 pés [15 m]:
5.23.2 Linearidade de Viga e Trave (Sem
Abaulamento Especificado). Para vigas ou traves
soldadas, a despeito de seção transversal, onde não há
abaulamento especificado, a variação máxima de
linearidade deve ser
1 mm × Nº de metros do comprimento total
5.23.3 Abaulamento de Viga e Trave (Trave Típica).
Para vigas ou traves soldadas cuja flange de topo não
esteja embutida em concreto sem uma mísula de
concreto projetada, a despeito de seção transversal, a
variação máxima de abaulamento requerido na
montagem da oficina (para orifícios de perfuração para
emendas de campo ou preparando emendas de campo
soldadas) deve ser
Em meio vão, –0, +1-1/2 in [40 mm] para
intervalos ≥ pés
[30 m]
–0, + 3/4 in [20 mm] para intervalos
< 100 pés
[30 m]
em suportes, 0 para suportes de extremidade
± 1/8 [3 mm] para suportes
interiores
Em pontos intermediários, -0,
( ) ( )
onde
a = distância em pés (metros) do ponto de
inspeção ao suporte mais próximo
S = comprimento do intervalo em pés (metros)
b = 1- /2 in 4 mm para intervalos ≥ pés
[30 m]
b = 3/4 in [20 mm] para intervalos < 100 pés [30
m]
5.23.4 Abaulamento de Viga e Trave (sem Mísula de
Concreto Projetada). Para membros cuja flange de
topo está embutida em concreto sem uma mísula de
concreto projetada, a variação máxima de abaulamento
requerido na montagem de oficina (para orifícios de
perfuração para emendas de campo ou preparando
emendas de campo soldadas) deve ser
a meio vão, ± 3/4 in [20 mm] para intervalos ≥ 100
pés
[30 m]
± 3/8 in [10 mm] para intervalos < 100
pés
[30 m]
em suportes, 0 para suportes de extremidade
± 1/8 in [3 mm] para suportes interiores
Em pontos intermediários,
( ) ( )
onde a e S são como definido acima
b = 3/4 in [20 mm] para intervalos ≥ 100 pés [30 m]
b = 3/8 in [10 mm] para intervalos < 100 pés [30 m]
Ver Tabela 5.7 para valores tabulados.
A despeito de como o abaulamento é mostrado nos
desenhos de detalhe, a convenção de sinal para a
variação permissível é mais (+) acima e menos (–)
abaixo da forma de abaulamento detalhada. Essas
provisões também se aplicam a um membro individual
quando não são requeridas emendas de campo ou
montagem de oficina. Medidas de abaulamento devem
ser feitas na condição sem carga.
5.23.5 Varredura de Viga e Trave. A variação
máxima de linearidade ou varredura específica no ponto
médio deve ser
1 mm × No. de metros do comprimento total
Contanto que o membro tenha flexibilidade lateral
suficiente para permitir que sejam anexados
diafragmas, armações transversais, apoio lateral, etc.,
sem danificar o membro estrutural ou seus anexos.
5.23.6 Variação em Aplainamento de Braçadeira
5.23.6.1 Medidas. Variações de aplainamento de
braçadeiras de trave devem ser determinadas através da
medida da compensação da linha de centro real da
braçadeira à aresta reta cujo comprimento é maior que](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-224-320.jpg)
![AWS D1.1/D1.1M:2010 5. FABRICAÇÃO
205
a menor dimensão do painel e colocada em um plano
paralelo ao plano nominal da braçadeira. As medidas
devem ser tomadas antes da ereção (ver Comentário).
5.23.6.2 Estruturas Não Tubulares
Estaticamente Carregadas. Variações de
aplainamento de braçadeiras que tenham uma
profundidade, D, uma espessura, t, em painéis presos
por reforços ou flanges, ou ambos, cuja menor
dimensão de painel é d não devem exceder o seguinte:
Reforços intermediários em ambos os lados da
braçadeira
onde D/t < 150, variação máxima = d/100
onde D/t ≥ 150, variação máxima = d/80
Reforços intermediários em apenas um lado da
braçadeira
onde D/t < 100, variação máxima = d/100
onde D/t ≥ 100, variação máxima = d/67
Sem reforços intermediários
onde D/t ≥ 100, variação máxima = D/150
(Ver Anexo D para tabulação.)
5.23.6.3 Estruturas Não Tubulares Ciclicamente
Carregadas. Variação de aplainamento de braçadeiras
que tenham uma profundidade, D, e uma espessura, t,
em painéis presos por reforços ou flanges, ou ambos,
cuja menor dimensão de painel é d não deve exceder o
seguinte:
Reforços intermediários em ambos os lados da
braçadeira
Traves interiores—
onde D/t < 150—variação máxima = d/115
onde D/t ≥ 150—variação máxima = d/92
Traves Frontais—
onde D/t < 150—variação máxima = d/130
onde D/t ≥ 150—variação máxima = d/105
Reforços intermediários em apenas um lado da
braçadeira
Traves interiores—
onde D/t < 100—variação máxima = d/100
onde D/t ≥ 100—variação máxima = d/67
Traves Frontais—
onde D/t < 100— variação máxima= d/120
onde D/t ≥ 100—variação máxima = d/80
Sem reforços intermediários—variação máxima = D/150
(Ver Anexo E para tabulação.)
5.23.6.4 Distorção Excessiva. Distorções de
braçadeira de duas vezes as tolerâncias permissíveis de
5.23.6.2 ou 5.23.6.3 devem ser satisfatórias quando
ocorrem na extremidade de uma trave que tenha sido
perfurada, ou subperfurada e alargada; ou durante a
montagem, ou para uma amostra para uma emenda de
campo parafusada; contanto que, quando as placas de
emenda são parafusadas, a braçadeira assuma as
tolerâncias de dimensão apropriadas.
5.23.6.5 Consideração Arquitetônica. Se
considerações arquitetônicas requerem tolerâncias mais
restritivas que as descritas em 5.23.6.2 ou 5.23.6.3,
referência específica deve ser incluída nos documentos
de proposta.
5.23.7 Variação Entre Linhas de Centro de Flange e
Braçadeiras. Para membros H ou I construídos, a
variação máxima entre a linha de centro da braçadeira e
a linha de centro da flange na superfície de contato não
deve exceder 1/4 in [6 mm].
5.23.8 Deformação e Inclinação da Flange. Para vigas
ou traves soldadas, a deformação e inclinação
combinadas da flange devem ser determinadas pela
medida da compensação na extremidade da flange a
partir de uma linha normal ao plano da braçadeira
através da intersecção da linha de centro da braçadeira
com a superfície externa da placa de flange. Essa
compensação não deve exceder 1% da largura total da
flange ou 1/4 in [6 mm], o que for maior, exceto que
juntas de topo soldadas de partes adjacentes devem
preencher os requisitos de 5.22.3.
5.23.9 Variação de Profundidade. Para vigas e traves
soldadas, a variação máxima permissível de profundidade
específica medida na linha de centro da braçadeira deve
ser
Para profundidades até 36 in [1 m] incl. ± 1/8 in [3 mm]
Para profundidades acima de 36 in [1 m] até
72 in [2 m] incl. ± 3/16 in [5 mm]
Para profundidades acima de 72 in [2 m] + 5/16 in [8 mm]
– 3/16 in [5 mm]
5.23.10 Rolamento em Pontos de Carga. As
extremidades de rolamento de reforços de rolamento
devem estar em ângulo reto com a braçadeira e devem
ter pelo menos 75% da área de seção transversal do
rolamento de reforço em contato com a superfície
interna das flanges. A superfície externa das flanges
quando rolamento contra uma base ou assento de aço
deve ajustar-se em 0,010 in [0,25 mm] para 75% da
área projetada da braçadeira e reforços, e não mais que
1/32 in [1 mm] para os 25% remanescentes da área
projetada. Traves sem reforços devem suportar na área
projetada da braçadeira na superfície externa da flange
em 0,010 in [0,25 mm] e o ângulo incluído entre
braçadeira e flange não deve exceder 90° no
comprimento do rolamento (ver Comentário).
5.23.11 Tolerância em Reforços
5.23.11.1 Ajuste de Reforços Intermediários.
Quando um ajuste justo de reforços intermediários é
especificado, ele deve ser definido como permitindo
uma folga de até 1/16 in [2 mm] entre reforço e flange.
5.23.11.2 Linearidade de Reforços Interme-
diários. A variação fora de linearidade de reforços
intermediários não deve exceder 1/2 in [12 mm] para
traves com profundidade de até 6 pés [1,8 m], e 3/4 in
[20 mm] para traves com profundidade acima de 6 pés
[1,8 m], com a devida consideração para membros que
se encaixam nelas.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-225-320.jpg)
![AWS D1.1/D1.1M:2010 5. FABRICAÇÃO
206
5.23.11.3 Linearidade e Local de Reforços de
Rolamento. A variação fora de linearidade de reforços
de rolamento não deve exceder 1/4 in [6 mm] para
profundidade até 6 p é s [1,8 m] ou 1/2 in [12 mm]
para profundidade acima de 6 pés [1,8 m]. A linha de
centro real do reforço deve ficar dentro da espessura do
reforço como medido a partir do local da linha de centro
teórica.
5.23.12 Outras Tolerâncias Dimensionais. Torção de
membros de caixa e outras tolerâncias dimensionais de
membros não abordadas por 5.23 devem ser
individualmente determinados e concordados
mutuamente pelo Empreiteiro e pelo Proprietário com a
consideração apropriada pelos requisitos de ereção.
5.24 Perfis de Solda
Todas as soldas devem atender os critérios de aceitação
da Tabela 6.1 e devem estar livres de trincas,
sobreposições e descontinuidades de perfil inaceitáveis
exibidas na Figura 5.4, Tabela 5.9 e Tabela 5.10,
exceto quando permitido de outra forma em 5.24.1,
5.24.2, e 5.24.3.
5.24.1 Soldas de Filete. As faces de soldas de filete
podem ser levemente convexas, planas ou levemente
côncavas como mostrado na Figura 5.4 e como
permitido pela Tabela 6.1.
5.24.2 Exceção para Soldas de Filete Descontínuas.
Exceto para mordedura, como permitido pelo código,
os requisitos de perfil da Figura 5.4 não devem aplicar-
se às extremidades de soldas de filete descontínuas fora
de seu tamanho efetivo.
5.24.3 Soldas em Chanfro. Reforço de soldas em
chanfro deve estar em conformidade com a Tabela 5.9,
Tabela 5.10 e com as provisões abaixo. Soldas devem
ter uma transição gradual para o plano das superfícies
do metal base.
5.24.3.1 Superfícies Jateadas. Soldas que
requerem jateamento devem ser acabadas de forma a
não reduzir a espessura do metal base ou metal de solda
mais fino em mais que 1/32 in [1 mm]. Reforço
remanescente não deve exceder 1/32 in [1 mm] em altura
e deve misturar-se suavemente nas superfícies do metal
base com áreas de transição livres de mordedura. No
entanto, todo reforço deve ser removido quando a solda
forma parte de uma superfície de contato.
5.24.3.2 Métodos e Valores de Acabamento.
Quando acabamento de superfície é requerido, valores
de rugosidade (ver ASME B46.1) não devem exceder
250 micropolegadas [6,3 micrometros]. Cinzelamento e
goivagem podem ser usados contanto que sejam
seguidos por retificação ou usinagem. Para estruturas
ciclicamente carregadas, o acabamento deve ser
paralelo à direção de tensão primária, exceto rugosidade
final de 125 micropolegadas [3,2 micrometros] ou menos
podem ser acabados em qualquer direção.
5.24.4 Barras de Prateleira. Barras de prateleira
devem estar em conformidade com os requisitos de
5.10.1 a 5.10.5. Barras de prateleira podem ser deixadas
no lugar apenas para membros estaticamente
carregados.
5.25 Técnica para Soldas de
Tampão (Plug e Slot)
5.25.1 Soldas de Tampão (Plug). A técnica usada
para fazer soldas de tampão (plug) quando usando
processos SMAW, GMAW (exceto GMAW-S), e FCAW
deve ser como segue:
5.25.1.1 Posição Plana. Para soldas a serem feitas
na posição plana, cada passe deve ser depositado ao
redor da raiz da junta e então depositado ao longo de
um caminho espiral para o centro do orifício, fundindo
e depositando uma camada de metal de solda na raiz e
topo da junta. O arco deve então ser movido para a
periferia do orifício e o procedimento repetido,
fundindo e depositando camadas sucessivas para
preencher o orifício até a profundidade requerida. A
escória cobrindo o metal de solda deveria ser mantida
fundida até que a solda esteja acabada. Se o arco está
quebrado ou é permitido que a escória resfrie, a escória
precisa ser completamente removida antes de reiniciar a
solda.
5.25.1.2 Posição Vertical. Para soldas a serem
feitas na posição vertical, o arco é iniciado na raiz da
junta no lado mais baixo do orifício e é levado acima,
fundindo-se com a face da placa interior e ao lado do
orifício. O arco é interrompido no topo do orifício, a
escória é limpa e o processo é repetido no lado oposto
do orifício. Depois de limpar a escória da solda, outras
camadas deveriam ser depositadas de forma similar para
preencher o orifício até a profundidade requerida.
5.25.1.3 Posição Suspensa. Para soldas a serem
feitas na posição suspensa, o procedimento é o mesmo
que para a posição plana, exceto que deveria ser
permitido que a escória resfrie e deveria ser
completamente removida após depositar cada esfera
sucessiva até que o orifício esteja preenchido até a
profundidade requerida.
5.25.2 Soldas de Tampão (Slot). Soldas de tampão
(slot) devem ser feitas usando técnicas similares àquelas
especificadas em 5.25.1 para soldas de tampão (plug),
exceto que se o comprimento da ranhura excede três
vezes a largura, ou se a ranhura estende-se à aresta da
parte, os requisitos técnicos de 5.25.1.3 devem aplicar-
se.
5.26 Reparos
A remoção de metal de solda ou porções do metal base
pode ser feita por usinagem, retificação,
cinzelamento ou goivagem. Ela deve ser feita de tal
forma que o metal de solda ou metal base adjacente
não seja entalhado ou goivado. Goivagem por oxigênio
não deve ser usada em aço resfriado ou temperado.
Porções inaceitáveis da solda devem ser removidas sem
remoção substancial d o m e t a l base.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-226-320.jpg)
![AWS D1.1/D1.1M:2010 5. FABRICAÇÃO
207
As superfícies devem ser completamente limpas antes
da soldagem. O metal de solda deve ser depositado para
compensar qualquer deficiência em tamanho.
5.26.1 Opções do Empreiteiro. O Empreiteiro tem a
opção de ou reparar uma solda inaceitável ou remover e
substituir a solda toda, exceto como modificado por
5.26.3. A solda reparada ou substituída deve ser
retestada pelo método originalmente usado, e os
mesmos critérios de aceitação de técnica e qualidade
devem ser aplicados. Se o Empreiteiro escolher reparar
a solda, ela deve ser corrigida como segue:
5.26.1.1 Sobreposição, Convexidade Excessiva ou
Reforço Excessivo. Metal de solda excessivo deve ser
removido.
5.26.1.2 Concavidade Excessiva de Solda ou
Cratera, Soldas Abaixo do Tamanho, Mordedura. As
superfícies devem ser preparadas (ver 5.30) e metal de
solda depositado adicional.
5.26.1.3 Fusão Incompleta, Porosidade
Excessiva de Solda ou Inclusões de Escória. Porções
inaceitáveis devem ser removidas (ver 5.26) e soldadas
novamente.
5.26.1.4 Trincas em Metal Base ou de Solda. A
extensão da trinca deve ser averiguada pelo uso de
ácido macrográfico, MT, PT, ou outros meios
igualmente positivos; a espessura e metal estável 2 in
[50 mm] além de cada extremidade da trinca devem ser
removidos, e soldados novamente.
5.26.2 Limitações Localizadas de Temperatura de
Reparo Térmico. Membros distorcidos por soldagem
devem ser endireitados por meios mecânicos ou por
aplicação de uma quantidade limitada de calor
localizado. A temperatura de áreas aquecidas medidas
por métodos aprovados não deve exceder 1100°F
[600°C] para aço resfriado e temperado, ou 1200°F
[650°C] para outros aços. A parte a ser aquecida para
endireitamento deve ser substancialmente livre de
tensão e de forces externas, exceto aquelas tensões que
resultam de método de endireitamento mecânico usado
em conjunção com a aplicação de calor.
5.26.3 Aprovação do Engenheiro. Aprovação
anterior do Engenheiro deve ser obtida para reparos em
metal base (além daqueles requeridos por 5.15), reparo
de trincas importantes ou trincas retardadas, reparos
para ESW e EGW com defeitos internos, ou para um
projeto revisado que compense as deficiências. O
Engenheiro deve ser notificado antes que membros
soldados sejam cortados e separados.
5.26.4 Inacessibilidade de Soldas Inaceitáveis. Se,
após uma solda inaceitável ser feita, é realizado trabalho
que torna a solda inacessível ou cria novas condições
que tornam a correção da solda inaceitável perigosa ou
ineficaz, então as condições originais devem ser
restauradas pela remoção das soldas ou membros, ou
ambos, antes que as correções sejam feitas. Se isso não
for feito, o defeito deve ser compensado por trabalho
adicional realizado em conformidade com um projeto
revisado aprovado.
5.26.5 Restauração Soldada de Metal Base Metal
com Orifícios Deslocados. Exceto quando restauração
por soldagem é necessária por razões estruturais ou
outras, orifícios deslocados perfurados podem ser
deixados abertos ou preenchidos com parafusos.
Quando metal base com orifícios deslocados é
restaurado por soldagem, os seguintes requisitos se
aplicam:
(1) Metal base não sujeito a tensão de tração
cíclica pode ser restaurado por soldagem, contanto que
o Empreiteiro prepare e siga uma WPS de reparo. A
estabilidade da solda de reparo deve ser verificada por
NDT apropriado, quando tais testes são especificados
em documentos de contrato para soldas em chanfro
sujeitas a tensão ou compressão.
(2) Metal base sujeito a tensão de tração cíclica
pode ser restaurado por soldagem contanto que:
(a) O Engenheiro aprova reparo por soldagem e
o reparo WPS.
(b) A WPS de reparo é seguida no trabalho e a
estabilidade do metal base restaurado é verificada
pelo(s) método(s) NDT especificado(s) nos documentos
de contrato para exame de soldas em chanfro de tensão
ou como aprovado pelo Engenheiro.
(3) Em acréscimo aos requisitos de (1) e (2),
quando orifícios em metais base resfriados e
temperados são restaurados por soldagem:
(a) Meta l d e ad iç ão a propriado, aporte de
calor e PWHT (quando PWHT é requerido) devem ser
usados.
(b) Soldas de amostra devem ser feitas usando a
WPS de reparo.
(c) RT de soldas de amostra deve verificar que a
estabilidade da solda está em conformidade com os
requisitos de 6.12.2.1.
(d) Um teste de tensão de seção reduzida (metal de
solda); dois testes de flexão lateral (metal de solda); e
três testes CVN de HAZ (área de grão grosso)
removidos de soldas de amostra devem ser usados para
demonstrar que propriedades mecânicas da área
reparada estejam em conformidade com os requisitos
específicos do metal base (ver Cláusula 4, Parte D para
requisitos de teste CVN).
(4) Superfícies de solda devem ser acabadas como
especificado em 5.24.3.1.
5.27 Martelamento
Martelamento pode ser usado em camadas de solda
intermediárias para controle de tensões de retração em
soldas espessas para prevenir trinca ou distorção, ou
ambos. Nenhum martelamento deve ser feito na raiz ou
camada de superfície da solda ou do metal base metal
nas arestas da solda exceto como fornecido em
2.20.6.6(3). Deveria ser tomado cuidado para prevenir
sobreposição ou trinca da solda ou metal base.
5.27.1 Ferramentas. O uso de martelos de escória
manuais, cinzéis e ferramentas leves de vibração para a](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-227-320.jpg)
![AWS D1.1/D1.1M:2010 5. FABRICAÇÃO
208
remoção de escória e respingo é permitido e não deve
ser considerado martelamento.
5.28 Calafetagem
Calafetagem deve ser definida como uma deformação
plástica da solda e superfícies de metal base por meios
mecânicos para vedar ou obscurecer
descontinuidades. Calafetagem deve ser proibida para
metais base com limite de escoamento mínimo
especificado maior que 50 ksi [345 MPa].
Para metais base com limite de escoamento mínimo
específico de 50 ksi [345 MPa] ou menos, calafetagem
pode ser usada, contanto que:
(1) todas as inspeções tenham sido concluídas e
aceitas
(2) calafetagem é necessária para prevenir falhas de
revestimento
(3) a técnica e limitações de calafetagem sejam
aprovadas pelo Engenheiro
5.29 Aberturas de Arco
Aberturas de arco fora da área de soldas permanentes
deveriam ser evitadas em qualquer metal base. Trincas
ou imperfeições causadas por aberturas de arco devem
ser retificadas a um contorno suave e verificados para
assegurar a estabilidade.
5.30 Limpeza de Solda
5.30.1 Limpeza Durante o Processo. Antes de soldar
sobre metal previamente depositado, toda escória deve
ser removida e a solda e metal base adjacente devem ser
limpos por escovação ou outros meios adequados. Esse
requisito deve aplicar-se não apenas a camadas
sucessivas, mas também a esferas sucessivas e à área de
cratera quando a soldagem é recomeçada após qualquer
interrupção. Ele não deve, no entanto, restringir a
soldagem de soldas de tampão em conformidade com
5.25.
5.30.2 Limpeza de Soldas Terminadas. A escória
deve ser removida de todas as soldas finalizadas, e a
solda e metal base adjacente devem ser limpos por
escovação ou outros meios adequados. Respingos
firmemente aderentes que remanesçam após a operação
de limpeza são aceitáveis, a menos que sua remoção
seja requerida para o propósito de NDT. Juntas soldadas
não devem ser pintadas até depois que a soldagem tenha
sido finalizada e a solda aceita.
5.31 Guias de Solda (Ver 5.2.2)
5.31.1 Uso de Guias de Solda. Soldas devem ser
terminadas na extremidade da junta de uma maneira que
irá assegurar boas soldas. Sempre que necessário, isso
deve ser feito pelo uso de guias de solda alinhadas de tal
forma que forneçam uma extensão da preparação de
junta.
5.31.2 Remoção de Guias de Solda para Estruturas
Não Tubulares Estaticamente Carregadas. Para
estruturas não tubulares estaticamente carregadas, guias
de solda não precisam ser removidas a menos que
requerido pelo Engenheiro.
5.31.3 Remoção de Guias de Solda para Estruturas
Não Tubulares Ciclicamente Carregadas. Para
estruturas não tubulares ciclicamente carregadas, guias
de solda devem ser removidas após término e
resfriamento da solda, e as extremidades da solda
devem alisadas e jateadas com as arestas de partes
adjacentes.
5.31.4 Extremidades de Juntas de Topo Soldadas.
Extremidades de juntas de topo soldadas em que o
jateamento é requerido devem ser acabadas de forma a
não reduzir a largura além da largura detalhada ou da
largura real fornecida, o que for maior, em mais de 1/8
in [3 mm] para não deixar reforço em cada extremidade
que exceda 1/8 in [3 mm]. Extremidades de juntas de
topo soldadas devem progredir a uma inclinação que
não exceda 1 in 10.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-228-320.jpg)
![AWS D1.1/D1.1M:2010 5. FABRICAÇÃO
209
Tabela 5.1
Exposição Atmosférica
Permissível de Eletrodos
de Baixo Hidrogênio
(ver 5.3.2.2 e 5.3.2.3)
Eletrodo Coluna A Coluna B (horas)
A5.1
E70XX 4 máx
Acima de 4 to 10 máx
E70XXR 9 máx
E70XXHZR 9 máx
E7018M 9 máx
A5.5
E70XX-X 4 máx Acima de 4 a 10 máx
E80XX-X 2 máx Acima de 2 a 10 máx
E90XX-X 1 máx Acima de 1 a 5 máx
E100XX-X 1/2 máx Acima de 1/2 a 4 máx
E110XX-X 1/2 máx Acima de 1/2 a 4 máx
Notes:
1 Coluna A: Eletrodos expostos à atmosfera por períodos mais longos
que os mostrados devem ser secados novamente antes do uso
2 Coluna B: Eletrodos expostos à atmosfera por períodos mais longos
que aqueles estabelecidos por teste devem ser secados novamente
antes do uso
3 Eletrodos devem ser distribuídos e mantidos em estojos, ou outros
contêineres pequenos Contêineres aquecidos não são obrigatórios
4 O designador suplementar opcional, R, designa um eletrodo de baixo
hidrogênio que foi testado para conteúdo de umidade no revestimento
depois de exposição a um ambiente de umidade por 9 horas e atendeu
ao nível máximo permitido em A5 1/A5 1M, Specification for
Carbon Steel Electrodes for Shielded Metal Arc Welding, da AWS.
Tabela 5.2
Tempo Mínimo de Retenção (ver
5.8.1)
1/4 in
[6 mm]
ou Menos
Acima de 1/4
in
[6 mm] Até
2 in [50 mm]
Acima de 2 in [50 mm]
15 min
15 min para
cada
1/4 in [6 mm]
ou fração desta
2 h mais 15 min para cada
in [25 mm] adicional
ou fração desta
acima de 2 in [50 mm]
Tabela 5.3
Tratamento Térmico
Alternativo de Alívio de Tensão
(ver 5.8.2)
Decréscimo em Temperatura abaixo da
Temperatura Mínima Especificada,
Tempo
Mínimo de
Retenção a
Temperaturas
Decrescidas,
Horas
por Polegada
[25 mm] de
Espessura
°F °C
50
100
150
200
30
60
90
120
2
4
10
20
Tabela 5.4
Limites de Aceitabilidade e Reparo de Descontinuidades Laminares em
Superfícies Cortadas Produzidas na Fábrica (ver 5.15.1)
Descrição da Descontinuidade Reparo Requerido
Qualquer descontinuidade de 1 in [25 mm] em comprimento ou
menos
Nenhum, não precisa ser explorado
Qualquer descontinuidade acima de 1 in [25 mm] em comprimento
e 1/8 in [3 mm] em profundidade máxima
Nenhum, mas a profundidade deveria ser exploradaa
Qualquer descontinuidade acima de 1 in [25 mm] em comprimento
com profundidade acima de 1/8 in [3 mm] mas não maior que 1/4
in [6 mm[
Remover, não precisa solda
Qualquer descontinuidade acima de 1 in [25 mm] em comprimento
com profundidade acima de 1/4 in [6 mm] mas não maior que 1 in
[25 mm]
Remover completamente e soldar
Qualquer descontinuidade acima de 1 in [25 mm] em comprimento
com profundidade maior que 1 in [25 mm]
Ver 5.15.1.1
a
Uma verificação focalizada de 10% das descontinuidades na superfície de corte em questão deve ser explorada ao retificar para
determinar a profundidade. Se a profundidade de qualquer das descontinuidades exploradas exceder 1/8 in [3 mm], então todas as
descontinuidades acima de 1 in [25 mm] de comprimento que permanecerem na superfície de corte devem ser exploradas por retificação
para determinar a profundidade. Se nenhuma das descontinuidades explorada na verificação focalizada de 10% tiver uma profundidade
que exceda 1/8 in [3 mm], então o restante das descontinuidades nessa superfície de corte não precisa ser explorado.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-229-320.jpg)
![AWS D1.1/D1.1M:2010 5. FABRICAÇÃO
210
Tabela 5.5
Tolerâncias de Abertura de Raízes
Tubulares
(ver 5.22.4.2)
Face da Raiz da
Junta
Abertura de Raiz de
Juntas sem Reforço
de Aço
Ângulo
de
Chanfro
da Junta
in mm in mm deg
SMAW
GMAW
FCAW
±1/16
±1/32
±1/16
±2
±1
±2
±1/16
±1/16
±1/16
±2
±2
±2
±5
±5
±5
Observação: Aberturas de raiz mais largas que as permitidas
pelas tolerâncias acima, mas não maiores que a espessura da
parte mais fina, podem ser construídas por soldagem para
dimensões aceitáveis antes da junção das partes por soldagem.
Tabela 5.6
Tolerância de Abaulamento para
Trave Típica
(ver 5.23.3)
Tolerância de Abaulamento (em polegadas)
a/S
Intervalo 0,1 0,2 0,3 0,4 0,5
≥ 100 pés 9 / 16 1 1-1/4 1-7/16 1-1/2
< 100 pés 1/4 1/2 5/8 3/4 3/4
Tolerância de Abaulamento (em milímetros)
a/S
Intervalo 0,1 0,2 0,3 0,4 0,5
≥ 3 m 14 25 34 38 40
< 30 m 7 13 17 19 20
Tabela 5.7
Tolerância de Abaulamento para
Traves sem uma
Mísula Concreta Projetada (ver 5.23.4)
Tolerância de Abaulamento (em polegadas)
a/S
Intervalo 0,1 0,2 0,3 0,4 0,5
≥ pés 1/4 1/2 5/8 3/4 3/4
< 100 pés 1/8 1/4 5/16 3/8 3/8
Tolerância de Abaulamento (em milímetros)
a/S
Intervalo 0,1 0,2 0,3 0,4 0,5
≥ 3 m 7 13 17 19 20
< 30 m 4 6 8 10 10
Tabela 5.8
Tamanhos Mínimos de Solda de
Filete
(ver 5.14)
Espessura do Metal Base (T)a Tamanho Mínimo da
Solda de Fileteb
in mm in mm
T ≤ /4 T ≤ 6 1/8 (Nota c)
3 (Nota
c)
/4 ≤ T ≤
1/2
6 ≤ T ≤ /2 3/16 5
/2 ≤ T ≤
3/4
2 ≤ T ≤ 2 1/4 6
3/4 < T 20 < T 5/16 8
a
Para processos que não são de baixo hidrogênio sem pré-
aquecimento calculado em conformidade com 4.8.4, T é
igual à espessura da parte mais grossa anexada; soldas de
passe único devem ser usadas.
Para processos que não são de baixo hidrogênio e usam
procedimentos estabelecidos para prevenir trincas em
conformidade com 4.8.4 e para processos de baixo
hidrogênio, T é igual à espessura da parte mais fina anexada;
requisitos de passe único não devem se aplicar.
b
Exceto que o tamanho de solda não precisa exceder a
espessura da parte mais fina anexada.
c
O tamanho mínimo para estruturas ciclicamente carregadas
deve ser 3/16 in [5 mm].](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-230-320.jpg)
![AWS D1.1/D1.1M:2010 5. FABRICAÇÃO
211
Tabela 5.9
Perfis de Soldaa (ver 5.24)
Tipo de Junta
Tipo de Solda Topo
Ângulo—
Dentro
Ângulo—Fora Junta em T- Sobreposta
Topo com
Barra de
Prateleira
Chanfro (CJP
ou PJP)
Figura 5.4A Figura 5.4Bb Figura 5.4C Figura 5.4Db N/A Figura 5.4G
Programa A Programa B Programa A Programa B N/A Ver Nota c
Filete
N/A Figura 5.4E Figura 5.4F Figura 5.4E Figura 5.4E N/A
N/A Programa C
Programa C ou
Dd
Programa C Programa C N/A
a
Programas A a D são dados na Tabela 5.10.
b
Para soldas de filete de reforço requeridas por projeto, as restrições de perfil aplicam-se a cada solda, topo e filete, separadamente.
c
Soldas feitas usando barras de prateleira e soldas entre barras horizontais de espessuras desiguais estão isentas das limitações R e C.
d
Ver Figura 5.4F para uma descrição de onde os Programas C e D se aplicam.
Tabela 5.10
Programas de Perfil de Solda (ver 5.24)
Programa A (t = espessura da placa mais grossa anexada para CJP; t =
tamanho da garganta para PJP)
t R min. R máx.
≤ 1 in [25 mm] 0 1/8 in [3 mm]
> 1 in [25 mm],
≤ 2 in [50 mm]
0 3/16 in [5 mm]
> 2 in [50 mm] 0 1/4 in 6 mm]a
Programa B (t = espessura da placa mais grossa anexada para CJP; t = tamanho da garganta para PJP; C = convexidade
ou concavidade permissível)
t R min. R máx. C min. C máx.
< 1 in [25 mm] 0 ilimitado 0 1/8 in [3 mm]
≥ in 25 mm 0 ilimitado 0 3/16 in [5 mm]
Programa C (W = largura da face de solda ou superfícies de esfera individual; C = convexidade permissível)
W C min. C máx. b
≤ 5/ 6 in 8 mm 0 1/16 in [2 mm]
> 5/16 in [8 mm],
< 1 in [25 mm]
0 1/8 in [3 mm]
≥ 1 in [25 mm] 0 3/16 in [5 mm]
Programa D (t = espessura da mais fina das dimensões de aresta expostas; ver Figura 5.4F)
t C min. C máx.
qualquer valor de t 0 t/2
a
Para estruturas ciclicamente carregadas, R máx. para materiais > 2 in [50 mm] de espessura é 3/16 in [5 mm].
b
C não deve exceder R.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-231-320.jpg)
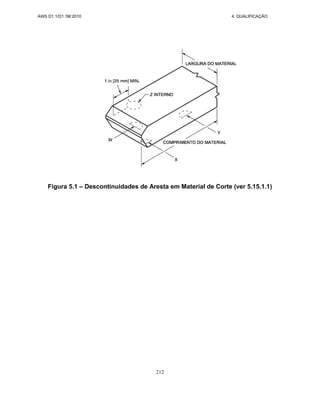
![AWS D1.1/D1.1M:2010 5. FABRICAÇÃO
213
a
O raio deve fornecer uma transição suave e livre de ranhura; R ≥ 3/8 in mm (Típico /2 in 2 mm ).
b
Orifício de acesso feito após soldar braçadeira a flange.
c
Orifício de acesso feito antes de soldar a braçadeira a flange. A solda braçadeira a flange não deve ser retornada através do
orifício.
d
hmin = 3/4 in [20 mm] ou tw (espessura da braçadeira), o que for maior, hmin não precisa exceder 2 in [50 mm].
e
Estes são detalhes típicos para juntas soldadas a partir de um lado em reforço de aço. Projetos de junta alternativos
deveriam ser considerados.
Observação: Para formas laminadas com espessura de flange maior que 2 in [50 mm] e formas construídas com espessura de
material de braçadeira maior que 1-1/2 in [40 mm], pré-aquecimento a 150°F [65°C] antes de corte térmico, retificação e
inspeção de arestas cortadas termicamente para orifício de acesso usando métodos MT ou PT antes de fazer soldas em
chanfro de emenda de braçadeira e flange.
Figura 5.2 – Geometria do Orifício de Acesso da Solda (ver 5.17.1)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-233-320.jpg)

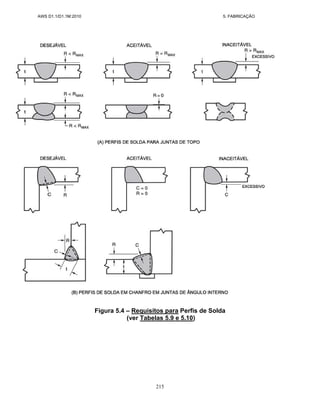
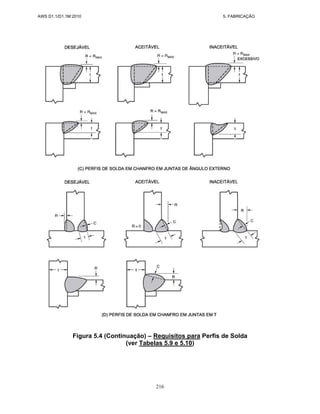
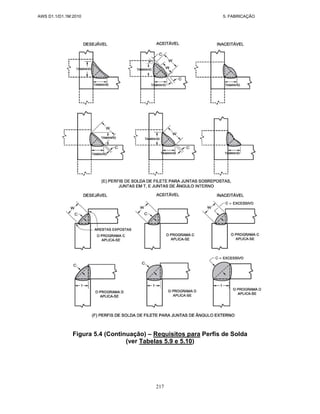
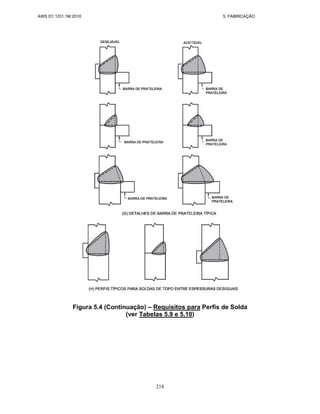


![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
221
6.1.4.3 Inspetor Assistente. O Inspetor pode ser
apoiado por Inspetores Assistentes que podem realizar
funções específicas de inspeção sob a supervisão do
Inspetor. Inspetores Assistentes devem ser qualificados
por treino e experiência para realizar as funções específicas
para a qual são designados. O trabalho de Inspetores
Assistentes deve ser regularmente monitorado pelo
Inspetor, geralmente em uma base diária.
6.1.4.4 Exame Oftalmológico. Inspetores e Inspetores
Assistentes devem ter passado por um exame oftalmológico
com ou sem lentes corretivas para provar sua acuidade de
visão de perto de Jaeger J-2 a uma distância de 12 in-17 in
[300 mm-430 mm]. O exame de vista de toda a equipe de
inspeção deve ser requerido a cada três anos ou menos, se
necessário, para demonstrar adequação.
6.1.4.5 Autoridade de Verificação. O Engenheiro
deve ter autoridade para verificar a qualificação dos
Inspetores.
6.1.5 Responsabilidade do Inspetor. O Inspetor deve
verificar que toda fabricação e ereção por soldagem seja
realizada em conformidade com os requisitos dos
documentos de contrato.
6.1.6 Itens a serem Fornecidos ao Inspetor. Ao Inspetor
devem ser fornecidos desenhos detalhados completos
mostrando o tipo de tamanho de comprimento de todas as
soldas a serem feitas. Ao Inspetor também devem ser
fornecida a porção dos documentos de contrato que
descreve os requisitos de material e qualidade para os
produtos a serem fabricados ou eregidos, ou ambos.
6.1.7 Notificação do Inspetor. O Inspetor deve ser
notificado previamente do início de operações sujeitas a
inspeção e verificação.
6.2 Inspeção de Materiais e
Equipamento
O Inspetor do Empreiteiro deve assegurar que apenas
materiais e equipamentos em conformidade com os
requisitos deste código devem ser usados.
6.3 Inspeção de WPSs
6.3.1 WPS Pré-qualificada. O Inspetor do Empreiteiro
deve assegurar que todas as WPSs pré-qualificadas a serem
usadas para o trabalho estejam em conformidade com os
requisitos da Cláusula 3, da Cláusula 5 e dos documentos
de contrato.
6.3.2 WPSs Qualificadas por Teste. O Inspetor do
Empreiteiro deve assegurar que todas as WPSs qualificadas
por teste estejam em conformidade com os requisitos das
Cláusulas 4 e 5 e dos documentos de contrato.
6.3.3 WPSs na Produção. O Inspetor do Empreiteiro deve
assegurar que todas as operações de soldagem sejam
realizadas em conformidade com WPSs que atendem aos
requisitos deste código e aos documentos de contrato.
6.4 Inspeção de Qualificações de
Soldador, Operador de Soldagem
e Soldador Ponteador
6.4.1 Determinação de Qualificação. O Inspetor deve
permitir que a soldagem seja realizada apenas por
soldadores, operadores de soldagem ou soldadores
ponteadores que sejam qualificados em conformidade com
os requisitos da Cláusula 4, ou deve assegurar que cada
soldador, operador de soldagem ou soldador ponteador
tenha demostrado previamente tal qualificação sob outra
supervisão aceitável e aprovada pelo Engenheiro em
conformidade com 4.2.2.1.
6.4.2 Reteste com Base na Qualidade do Trabalho.
Quando a qualidade do trabalho de um soldador, operador
de soldagem ou soldador ponteador parece estar abaixo dos
requisitos desse código, o Inspetor pode requerer que o
soldador, operador de soldagem ou soldador ponteador
demonstre uma habilidade de produzir soldas estáveis por
meio de um teste simples, como teste de ruptura de solda de
filete, ou requerer requalificação completa em
conformidade com a Cláusula 4.
6.4.3 Reteste com Base na Expiração da Qualificação. O
Inspetor deve requerer requalificação de qualquer soldador
ou operador de soldagem qualificado que não tenha usado o
processo (para o qual eles são qualificados) por um período
que exceda seis meses (ver 4.2 .3.1).
6.5 Inspeção de Trabalho e Registros
6.5.1 Tamanho, Comprimento e Local das Soldas. O
Inspetor deve assegurar que o tamanho, comprimento e
local de todas as soldas esteja em conformidade com os
requisitos desse código e com os desenhos de detalhe, e que
nenhuma solda não especificada tenha sido acrescentada
sem a aprovação do Engenheiro.
6.5.2 Âmbito dos Exames. O Inspetor deve, em intervalos
adequados, observar preparação de junta, prática de
montagem, as técnicas de soldagem e o desempenho de
cada soldador, operador de soldagem e soldador ponteador
para assegurar que os requisitos aplicáveis desse código
sejam atendidos.
6.5.3 Extensão do Exame. O Inspetor deve examinar o
trabalho para assegurar que atenda aos requisitos desse
código. Outros critérios de aceitação, diferentes daqueles
descritos nesse código, podem ser usados quando
aprovados pelo Engenheiro. Tamanho e contorno de soldas
devem ser medidos com medidores adequados. A inspeção
visual de trincas em soldas e metal base e outras
descontinuidades devem ser auxiliadas por uma luz forte,
lupas ou outros dispositivos que podem ser considerados
úteis.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-241-320.jpg)
![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
223
NDT realizado não menos que 48 horas depois da
conclusão das soldas.
6.11.1 Requisitos de Conexões Tubulares. Para soldas de
topo em chanfro CJP soldadas a partir de um lado sem
reforço, todo o comprimento de todas as soldas de
produção tubulares concluídas deve ser examinado por RT
ou UT. Os critérios de aceitação devem estar em
conformidade com 6.12.1 ou 6.13.3, conforme aplicável.
6.12 RT
Soldas que mostram por RT que não atendem aos requisitos
da Parte C, ou critérios de aceitação alternativos por 6.8,
devem ser reparadas em conformidade com 5.26. Outras
descontinuidades que não sejam trincas devem ser
avaliadas na base de serem alongadas ou arredondadas. A
despeito do tipo de descontinuidade, uma descontinuidade
alongada deve ser definida como aquela em que o
comprimento excede três vezes a largura. Uma
descontinuidade arredondada deve ser definida como
aquela cujo comprimento é três vezes ou menos a largura, e
pode ser arredondada ou irregular e pode ter a extremidade
final alongada.
6.12.1 Critérios de Aceitação de Descontinuidade para
Conexões Não Tubulares Estaticamente Carregadas e
Conexões Tubulares Estaticamente ou Ciclicamente
Carregadas. Soldas que são sujeitas a RT além da inspeção
visual não devem ter trincas e devem ser inaceitáveis se o
RT mostrar quaisquer descontinuidades que excedam as
seguintes limitações. As limitações dadas pela Figura 6.1
para tamanho de solda (E) de 1-1/8 in [30 mm] deve
aplicar-se a todos os tamanhos de solda maiores que 1-1/8
in [30 mm].
(1) Descontinuidades alongadas excedendo o tamanho
máximo da Figura 6.1.
(2) Descontinuidades mais próximas que a permissão
mínima de espaço da Figura 6.1.
(3) Descontinuidades arredondadas maiores que o
tamanho máximo de E/3, para não exceder 1/4 in [6 mm].
No entanto, quando E é maior que 2 in [50 mm], a
indicação de arredondamento máximo pode ser 3/8 in [10
mm]. O espaçamento mínimo de descontinuidades
arredondadas maiores ou iguais que 3/32 in [2,5 mm] para
uma descontinuidade alongada ou arredondada aceitável ou
para uma aresta ou extremidade de solda de intersecção
deve ser três vez es a maior dimensão da maior das
descontinuidades sendo considerada.
(4) Na intersecção de uma solda com outra solda ou
uma aresta livre (isto é, uma aresta além da qual não não
existe extensão material), descontinuidades aceitáveis
devem estar em conformidade com as limitações da Figura
6.1, Casos 1-N.
(5) Descontinuidades isoladas tais como um grupo de
indicações arredondadas, tendo uma soma das maiores
dimensões excedendo o tamanho máximo de
descontinuidade única permitido na Figura 6.1. O
espaçamento mínimo para outro grupo, ou para uma
descontinuidade alongada ou arredondada, ou para uma
aresta ou extremidade de uma solda de intersecção deve ser
três vezes a maior dimensão da maior das descontinuidades
sendo considerada.
(6) A soma de descontinuidades individuais cada uma
tendo uma dimensão maior de menos de 3/32 in [2,5 mm]
não deve exceder 2e/3 ou 3/8 in [10 mm], o que for menor,
em qualquer 1 in [25 mm] linear de solda. Esse requisito é
independente de (1), (2) e (3) acima.
(7) Descontinuidades em linha, em que a soma das
maiores dimensões excedem E em qualquer comprimento
de 6E. Quando o comprimento da solda sendo examinada é
menor que 6E, a soma permissível das maiores dimensões
deve ser proporcionalmente menor.
6.12.2 Critérios de Aceitação de Descontinuidade para
Conexões Não Tubulares Ciclicamente Carregadas.
Soldas que são sujeitas a RT além de inspeção visual não
devem ter trincas e devem ser inaceitáveis se o RT mostra
qualquer dos tipos de descontinuidades descritas em
6.12.2.1, 6.12.2.2 ou 6.12.2.3. As limitações dadas pelas
Figuras 6.2 e 6.3 para tamanho de solda (E) de 1-1/2 in [38
mm] devem aplicar-se para todos os tamanhos de solda
maiores que 1-1/2 in [38 mm].
6.12.2.1 Conexões Não Tubulares Ciclicamente
Carregadas em Tensão
(1) Descontinuidades excedendo o tamanho máximo da
Figura 6.2.
(2) Descontinuidades mais próximas que a permissão
mínima de espaço da Figura 6.2.
(3) Na intersecção de uma solda com outra solda ou
uma aresta livre (isto é, uma aresta além da qual não existe
extensão material), descontinuidades aceitáveis devem estar
em conformidade com as limitações da Figura 6.2, Casos 1-
N.
(4) Descontinuidades isoladas tais como um grupo de
indicações arredondadas, tendo uma soma das maiores
dimensões excedendo o tamanho máximo de
descontinuidade única permitido na Figura 6.2. O
espaçamento mínimo para outro grupo, ou para uma
descontinuidade alongada ou arredondada, ou para uma
aresta ou extremidade de uma solda de intersecção deve ser
três vezes a maior dimensão da maior das descontinuidades
sendo considerada.
(5) A soma de descontinuidades individuais cada uma
tendo uma dimensão maior de menos de 3/32 in [2,5 mm]
não deve exceder 2E/3 ou 3/8 in [10 mm], o que for menor,
em qualquer 1 in [25 mm] linear de solda. Esse requisito é
independente de (1), (2) e (3) acima.
(6) Descontinuidades em linha, em que a soma das
maiores dimensões excede E em qualquer comprimento de
6E. Quando o comprimento da solda sendo examinada é
menor que 6E, a soma permissível das maiores dimensões
deve ser proporcionalmente menor.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-243-320.jpg)
![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
224
6.12.2.2 Conexões Não Tubulares Ciclicamente
Carregadas em Compressão
(1) Descontinuidades excedendo o tamanho máximo da
Figura 6.3.
(2) Descontinuidades mais próximas que a permissão
mínima de espaço da Figura 6.3.
(3) Na intersecção de uma solda com outra solda ou
uma aresta livre (isto é, uma aresta além da qual não existe
extensão material), descontinuidades aceitáveis devem estar
em conformidade com as limitações da Figura 6.3, Casos I-
V.
(4) Descontinuidades isoladas como um grupo de
indicações arredondadas, tendo uma soma de suas maiores
dimensões excedendo o tamanho máximo de
descontinuidade única permitido na Figura 6.3. O
espaçamento mínimo para outro grupo, ou para uma
descontinuidade alongada ou arredondada, ou para uma
aresta ou extremidade de uma solda de intersecção deve ser
três vezes a maior dimensão da maior das descontinuidades
sendo considerada.
(5) A soma de descontinuidades individuais cada uma
tendo uma dimensão maior de menos de 3/32 in [2,5 mm]
não deve exceder 2E/3 ou 3/8 in [10 mm], o que for menor,
em qualquer 1 in [25 mm] linear de solda. Esse requisito é
independente de (1), (2) e (3) acima.
(6) Descontinuidades em linha, em que a soma das
maiores dimensões excede E em qualquer comprimento de
6E. Quando o comprimento da solda sendo examinada é
menor que 6E, a soma permissível das maiores dimensões
deve ser proporcionalmente menor.
6.12.2.3 Descontinuidades Maiores que 1/16 in [2
mm]. Além dos requisitos de 6.12.2.1 e 6.12.2.2,
descontinuidades tendo uma dimensão maior de menos de
1/16 in [2 mm] devem ser inaceitáveis se a soma de suas
maiores dimensões excede 3/8 in [10 mm] em qualquer
polegada linear de solda.
6.13 UT
6.13.1 Critérios de Aceitação para Conexões Não
Tubulares Estaticamente Carregadas. Os critérios de
aceitação para soldas sujeitas a UT além de visual inspeção
devem atender os requisitos da Tabela 6.2. Para solda CJP
braçadeira-a-flange, a aceitação de descontinuidades
detectadas por movimentos de escaneamento que não o
padrão de escaneamento 'E' (ver 6.32.2.2) pode ser baseada
em espessura de solda igual à espessura real da braçadeira
mais 1 in [25 mm]. Descontinuidades detectadas pelo
padrão de escaneamento 'E' devem ser avaliadas pelos
critérios da Tabela 6.2 para a espessura real da braçadeira.
Quando soldas CJP braçadeira-a-flange são sujeitas a
tensão de tração calculada normal para a solda, elas devem
ser assim designadas nos desenhos de projeto e devem estar
em conformidade com os requisitos da Tabela 6.2. Soldas
testadas por ultra-som são avaliadas com base em um ultra-
som refletindo descontinuidade em proporção a seu efeito
na integridade da solda. Indicações de descontinuidades
que permanecem no visor enquanto a unidade de busca é
movida em direção a e para longe da descontinuidade
(movimento de escaneamento "b") podem ser indicativas
de descontinuidades planares com dimensão significativa
através da garganta.
Como a superfície refletora principal das descontinuidades
mais críticas é orientada um mínimo de 20º (para uma
unidade de busca de 70º) a 45' (para uma unidade de busca
de 45') de perpendicular ao feixe sonoro, a avaliação da
amplitude (taxa dB) não permite disposição confiável.
Quando indicações exibindo essas características planares
estão presentes na sensibilidade de escaneamento, uma
avaliação mais detalhada da descontinuidade por outros
meios deve ser requerida (por exemplo, técnicas UT
alternativas, RT, retificação ou goivagem para inspeção
visual, etc.).
6.13.2 Critérios de Aceitação para Conexões Não
Tubulares Ciclicamente Carregadas. Os critérios de
aceitação para soldas sujeitas a UT além de inspeção visual
deve atender os seguintes requisitos:
(1) Soldas sujeitas a tensão de tração sob qualquer
condição de carga devem estar em conformidade com os
requisitos da Tabela 6.3.
(2) Soldas sujeitas a tensão compressiva devem estar
em conformidade com os requisitos da Tabela 6.2.
6.13.2.1 Indicações. Soldas testadas por ultra-som são
avaliadas com base em um ultra-som refletindo
descontinuidade em proporção a seu efeito na integridade
da solda. Indicações de descontinuidades que permanecem
no visor enquanto a unidade de busca é movida em direção
a e para longe da descontinuidade (movimento de
escaneamento "b") podem ser indicativas de
descontinuidades planares com dimensão significativa
através da garganta Como a orientação de tais
descontinuidades, com relação ao feixe sonoro, desvia de
perpendicular, podem resultar taxas de dB que não
permitem avaliação direta e confiável da integridade da
junta soldada. Quando indicações que exibem essas
características planares estão presentes na sensibilidade de
escaneamento, uma avaliação mais detalhada da
descontinuidade por outros meios pode ser requerida (por
exemplo, técnicas UT alternativas, RT, retificação ou
goivagem para inspeção visual, etc.).
6.13.2.2 Escaneamento. Soldas CJP braçadeira-a-flange
devem estar em conformidade com os requisitos da Tabela
6.2, e a aceitação de descontinuidades detectadas por
movimentos de escaneamento que não o padrão de
escaneamento 'E' (ver 6.32.2.2) podem ser baseadas em
uma espessura de solda igual à espessura real da braçadeira
mais 1 in [25 mm]. Descontinuidades detectadas pelo
padrão de escaneamento 'E' devem ser avaliadas pelos
critérios de 6.13.2 para a espessura real da braçadeira.
Quando tais soldas braçadeira-a-flange são sujeitas a tensão
de tração calculada normal à solda, elas devem ser assim
designadas em desenhos de projeto e devem estar em
conformidade com os requisitos da Tabela 6.3.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-244-320.jpg)
![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
225
6.13.3 Critérios de Aceitação para Conexões Tubulares.
Critérios de aceitação para UT devem ser fornecidos nos
documentos de contrato. Classe R ou Classe X, ou ambas,
podem ser incorporadas por referência. Critérios de
aceitação baseados em amplitude, como dado por 6.13.1,
também podem ser usados para soldas em chanfro em
juntas de topo em tubulações de diâmetro de 24 in [600
mm] e acima, contanto que todas as provisões relevantes da
Cláusula 6, Parte F, sejam seguidas. No entanto, esses
critérios de amplitude não deve ser aplicado a conexões
tubulares em T-, Y- e K-.
6.13.3.1 Classe R (Aplicável Quando UT é Usado
como uma Alternativa para RT). Todas as indicações
tendo metade (6 dB) ou menos amplitude que o nível de
sensibilidade padrão (com devida consideração a 6.27.6)
devem ser desconsideradas. Indicações excedendo o nível
de desconsideração devem ser avaliadas como segue:
(1) Refletores esféricos aleatórios isolados, com
separação mínima de 1 in [25 mm] até o nível de
sensibilidade padrão devem ser aceitas. Refletores maiores
devem ser avaliados como refletores lineares.
(2) Refletores esféricos alinhados devem ser avaliados
como refletores lineares.
(3) Refletores esféricos agrupados tendo uma densidade
de mais de um por polegada quadrada [645 milímetros
quadrados] com indicações acima do nível de
desconsideração (área projetada normal à direção da tensão
aplicada, com média acima de 6 in [150 mm] de
comprimento de solda) devem ser rejeitados.
(4) Refletores lineares ou planares cujos comprimentos
(extensão) excedem os limites da Figura 6.4 devem ser
rejeitados. Além disso, refletores de raiz não devem
exceder os limites da Classe X.
6.13.3.2 Classe X (Critérios de Adequação ao
Propósito Baseados na Experiência Aplicáveis a
Conexões em T-, Y- e K- em Estruturas Redundantes
com Ligação Soldada Resistente ao Entalhe). Todas as
indicações tendo metade (6 dB) ou menos amplitude que o
nível de sensibilidade padrão (com devida consideração a
6.27.6) devem ser desconsideradas. Indicações excedendo
o nível de desconsideração devem ser avaliadas como
segue:
(1) Refletores esféricos devem ser como descrito na
Classe R, exceto que quaisquer indicações dentro dos
seguintes limites para linear ou planar devem ser aceitáveis.
(2) Refletores lineares ou planares devem ser avaliados
por meio de técnicas de limite de feixe, e aqueles cuja
dimensão exceder os limites da Figura 6.5 devem ser
rejeitados. A área de raiz deve ser definida como jazendo
em 1/4 in [6 mm] ou tw/4, o que for maior, da raiz da solda
teórica, como mostrado na Figura 3.8.
Parte D
Procedimentos NDT
6.14 Procedimentos
Os procedimentos NDT como descritos nesse código
têm sido usados por muitos anos e fornecem uma segurança
razoável de integridade da solda; no entanto, parece que
alguns usuários do código incorretamente consideram cada
método capaz de detectar todas as descontinuidades
inaceitáveis. Usuários do código deviam tornar-se
familiares com todas as limitações dos métodos NDT a
serem usados, particularmente a inabilidade de detectar e
caracterizar descontinuidades planares com orientações
específicas. (As limitações e uso complementar de cada
método são explicados na última edição de B1.10, Guide
for Nondestructive Examination of Welds, da AWS).
6.14.1 RT. Quando RT é usado, o procedimento e técnica
devem estar em conformidade com a Parte E dessa seção.
6.14.2 Sistemas de Imagem por Radiação. Quando exame
é realizado usando sistemas de imagem por radiação, o
procedimento e técnica devem estar em conformidade com
a Parte G dessa seção.
6.14.3 UT. Quando UT é usado, o procedimento e técnica
devem estar em conformidade com a Parte E dessa seção.
6.14.4 MT. Quando MT é usado, o procedimento e técnica
devem estar em conformidade com E 709 da ASTM, e o
padrão de aceitação deve estar em conformidade com a
Cláusula 6, Parte C, deste código, o que for aplicável.
6.14.5 PT. Para detectar descontinuidades abertas na
superfície, PT pode ser usado. Os métodos padrão
estabelecidos em E 165 da ASTM devem ser usados para
inspeção PT, e os padrões de aceitação devem estar em
conformidade com a Cláusula 6, Parte C, deste código, o
que for aplicável.
6.14.6 Qualificação de Equipe
6.14.6.1 Requisitos ASNT. A equipe realizando NDT
não visual deve estar qualificada em conformidade com a
atual edição de American Society for Nondestructive
Testing Recommended Practice Nº SNT-TC-IA.
Indivíduos que realizam NDT devem estar qualificados
para:
(1) NDT Nível II, ou
(2) NDT Nível I trabalhando sob o NDT Nível II
6.14.6.2 Certificação. A certificação de indivíduos
Nível I e Nível II deve ser realizada por um indivíduo
Nível III que foi certificado por (1) The American Society
for Nondestructive Testing, ou (2) tem educação,
treinamento, experiência e passou com sucesso o exame
escrito descrito em SNT-TC-lA.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-245-320.jpg)
![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
226
6.14.6.3 Isenção de Requisitos QC1. Equipe
realizando NDT sob as provisões de 6.14.6. não precisam
ser qualificadas e certificadas sob as provisões de
AWSQCL.
6.15 Extensão do Teste
Informações fornecidas aos licitantes devem claramente
identificar a extensão de NDT (tipos, categorias ou
localização) de soldas a serem testadas.
6.15.1 Teste Completo. Juntas de soldas que requerem
teste por especificação de contrato devem ser testadas em
seu comprimento total, a menos que teste parcial ou
localizado seja especificado.
6.15.2 Teste Parcial. Quando teste parcial é especificado,
o local e comprimentos das soldas ou categorias de soldas a
serem testadas devem ser claramente designados nos
documentos de contrato.
6.15.3 Teste Localizado. Quando teste localizado é
especificado, o número de pontos em cada categoria
designada de junta soldada deve ser testado em um
comprimento de solda estabelecido ou um segmento
designado de solda deve ser incluído nas informações
fornecidas aos licitantes. Cada teste localizado deve cobrir
pelo menos 4 in [100 mm] do comprimento de solda.
Quando testes localizados revelam indicações de
descontinuidades inaceitáveis que requerem reparo, a
extensão de tais descontinuidades deve ser explorada. Dois
pontos adicionais no mesmo segmento de junta de solda
devem ser tomados em locais distantes do ponto original.
O local dos pontos adicionais deve ser concordado
mutuamente entre o Empreiteiro e o Inspetor de
Verificação.
Quando um dos pontos adicionais exibe defeitos que
requerem reparos, todo o segmento de solda representado
pelo ponto original deve ser completamente testado. Se a
solda envolve mais de um segmento, dois pontos adicionais
em cada segmento devem ser testados em locais aceitos
pelo Empreiteiro e pelo Inspetor de Verificação, sujeito à
interpretação precedente.
6.15.4 Informações Relevantes. A equipe NDT deve,
antes do teste, ser provida ou ter acesso a informações
relevantes a respeito das geometrias da junta de solda,
espessuras de materiais e processos de soldagem usados
para fazer a ligação soldada. A equipe NDT deve ser
informada de quaisquer reparos subsequentes na solda.
Parte E
Teste Radiográfico (RT)
6.16 RT de Soldas em Chanfro em
Juntas de Topo.
6.16.1 Procedimentos e Padrões. Os procedimentos e
padrões estabelecidos na Parte E devem governar o RT de
soldas quando tal inspeção é requerida por documentos de
contrato como dado por 6.14. Os requisitos descritos aqui
são especificamente para testar soldas em chanfro em
juntas de topo em placas, formas e barras por fontes de
raio-x ou raio gama. A metodologia deve estar em
conformidade com E 94, Standard Recommended Practice
for Radiographic Testing, da ASTM, E 142, Standard
Method for Controlling Quality of Radiographic Testing,
da ASTM, E 747, Controlling Quality of Radiographic
Testing Using Wire Penetrameters, da ASTM e E 1032,
Radiographic Examination of Weldments, da ASTM.
6.16.2 Variações. Variações em procedimentos, equipa-
mento e padrões de aceitação de teste podem ser usados
mediante acordo entre o Empreiteiro e o Proprietário. Tais
variações incluem, entre outros, o seguinte: RT de soldas
em filete, em T- e em ângulo; modificações na distância
fonte-a-filme; aplicação incomum de filme; aplicações de
indicadores de qualidade de imagem (IQI) do tipo orifício
ou tipo arame incomuns (inclusive IQI lado filme), e RT de
espessura maior que 6 in [150mm] em tipos de filme,
densidades e variações em exposição, desenvolvimento e
técnicas de visualização.
6.17 RT Procedimentos
6.17.1 Procedimento. Radiografias devem ser feitas
usando uma única fonte de radiação X ou gama. A
sensibilidade radiográfica deve ser julgada com base nos
IQIs de tipo de imagem do orifício ou de arame. Técnica e
equipamento radiográfico devem fornecer sensibilidade
suficiente para delinear claramente os IQIs requeridos para
tipo de orifício e os orifícios ou arames essenciais como
descrito em 6.17.7, Tabelas 6.4 e 6.5 e Figuras 6.6 e 6.7. A
identificação de letras e números deve ser mostrada
claramente na radiografia.
6.17.2 Requisitos de Segurança. RT deve ser realizado em
conformidade com todos os requisitos aplicáveis de
segurança.
6.17.3 Remoção de Reforço. Quando od documentos de
contrato requerem a remoção de reforço de solda, as soldas
devem ser preparadas para RT por retificação como
descrito em 5.24.3.1. Outras superfícies de solda não
precisam ser retificadas ou alisadas de outra forma para os
propósitos de RT, a menos que as irregularidades de
superfície ou a junção entre solda e metal base possa causar
descontinuidades de solda censuráveis a serem
obscurecidas na radiografia.
6.17.3.1 Guias. Guias de solda devem ser removidas
antes do RT a menos que de outra forma aprovado pelo
Engenheiro.
6.17.3.2 Reforço de Aço. Quando requerido por 5.10
ou outras provisões de documentos de contrato, reforço de
aço deve ser removido e a superfície deve ser nivelada com
acabamento por retificação antes do RT. A retificação deve
ser como descrito em 5.24.3.1.
6.17.3.3 Reforço. Quando o reforço de solda não é
removido, ou a colocação alternativa de arame IQI não é
usada, calços de aço que se estendem pelo menos 1/8 [3
mm] além de três lados do IQI de tipo de orifício ou IQI de](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-246-320.jpg)
![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
227
arame devem ser colocados sob o IQI de tipo orifício ou
IQI de arame, para que a espessura total do aço entre o IQI
de tipo de orifício e o filme seja aproximadamente igual à
espessura média da solda medida através de seu reforço.
6.17.4 Filme Radiográfico. Filme radiográfico deve ser
como descrito em E 94, da ASTM. Telas de folha de
chumbo devem ser como descrito em E 94, da ASTM.
Telas fluorescentes devem ser proibidas.
6.17.5 Técnica. Radiografias devem ser feitas com uma
única fonte de radiação centrada tão perto quanto praticável
com respeito ao comprimento e largura da parte da solda
sendo examinada.
6.17.5.1 Embotamento Geométrico. Fontes de raio
gama, a despeito do tamanho, devem ser capazes de atender
às limitações de embotamento geométrico de Boiler and
Pressure Vessel Code, Seção V, Artigo 2 da ASME.
6.17.5.2 Distância Fonte-a-Sujeito. A distância fonte-
a-sujeito não deve ser menor que o comprimento total do
filme sendo exposto em um plano único. Essa provisão não
deve aplicar-se a exposições panorâmicas feitas sob as
provisões de 6.16.2.
6.17.5.3 Limitações de Distância Fonte-a-Sujeito. A
distância fonte-a-sujeito não deve ser menor que sete vezes
a espessura de solda mais reforço, se houver, nem tal que a
radiação de inspeção penetre qualquer parte da solda
representada na radiografia a um ângulo maior que 26-1/2'
a partir de uma linha normal à superfície da solda.
6.17.6 Fontes. Unidades de raio-X com máximo de
600kVp e irídio 192 podem ser usadas como uma fonte
para todos os RT, contanto que tenham habilidade de
penetração adequada. Cobalto 60 apenas deve ser usado
como uma fonte radiográfica quando o aço sendo
radiografada excede 2-1/2 [65 mm] em espessura. Outras
fontes radiográficas podem ser usadas com a aprovação do
Engenheiro.
6.17.7 Seleção e Colocação de IQI. IQIs devem ser
selecionados e colocados na ligação soldada na área de
interesse sendo radiografada, como mostrado na Tabela 6.6.
Quando uma solda de cano circunferencial completa é
radiografada com uma exposição única e a fonte de
radiação é colocada no centro da curvatura, pelo menos três
IQIs igualmente espaçados devem ser usados. Reforço de
aço não deve ser considerado parte da solda ou reforço de
solda na seleção IQI.
6.17.8 Técnica. Juntas soldadas devem ser radiografadas e
o filme indexado por métodos que fornecerão inspeção
contínua e completa da junta dentro dos limites
especificados para serem examinados. Limites de junta
devem ser mostrados claramente nas radiografias. Filme
curto, tela curta, mordedura excessiva por radiação
dispersada ou qualquer outro processo que obscureça partes
do comprimento total da solda devem tornar a radiografia
inaceitável.
6.17.8.1 Comprimento de Filme. O filme deve ter
comprimento suficiente e deve ser colocado para fornecer
pelo menos 1/2 in [12 mm] de filme além da aresta
projetada da solda.
6.17.8.2 Filme Sobreposto. Soldas maiores que 14 in
[350 mm] podem ser radiografadas por cassetes de filme
sobreposto e fazendo uma única exposição, ou pelo uso de
cassetes de filme único e fazendo exposições separadas. As
provisões de 6.17.5.devem aplicar-se.
6.17.8.3 Retroespalhamento. Para verificar radiação
de retroespalhamento, um símbolo de chumbo "B", com
altura de 1/2 in [12 mm] e espessura de 1/16 in [2 mm]
deve ser anexado a cada cassete de filme. Se a imagem "B"
aparecer na radiografia, a radiografia deve ser considerada
inaceitável.
6.17.9 Largura do Filme. Larguras de filme devem ser
suficientes para representar partes da junta de solda,
inclusive HAZs, e devem fornecer espaço adicional
suficiente para os IQIs de tipo de orifício requeridos, ou
IQI de arame, e identificação de filme sem infringir a área
de interesse na radiografia.
6.17.10 Qualidade das Radiografias. Todas as
radiografias devem ser livres de marcas mecânicas,
químicas ou outras, na medida em que elas não podem
mascarar ou ser confundidas com a imagem de qualquer
descontinuidade na área de interesse da radiografia. Tais
marcas incluem, entre outros, o seguinte:
(1) embaçamento
(2) defeitos de processamento como listas, marcas
d'água ou manchas químicas
(3) raspaduras, marcas de dedo, ondulações, sujeira,
marcas estáticas, manchas ou rasgões
(4) perda de detalhe devido a contato pobre tela-a-
filme
(5) falsas indicações devido a telas defeituosas ou
falhas internas
6.17.11 Limitações de Densidade. A densidade de filme
transmitida através da imagem radiográfica do corpo do IQI
de tipo orifício requerido e a área de interesse devem ser
1,8 no mínimo para visão única para radiografias feitas com
uma fonte de raio-x e 2,0 no mínimo para radiografias
feitas com uma fonte de raio gama. Para visão composta de
exposições de filme duplas, a densidade mínima deve ser
2,6. Cada radiografia de um conjunto composto deve ter
uma densidade mínima de 1,3. A densidade máxima deve
ser 4,0 para visualização composta ou única.
6.17.11.1 Densidade H & D. A densidade medida
deve ser densidade H & D (densidade radiográfica), que é
uma medida de escurecimento de filme, expressada como:
D = log Io/I
onde:
D = Densidade (radiográfica) de H & D
Io = Intensidade da luz no filme, e](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-247-320.jpg)
![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
228
I = luz transmitida através do filme.
6.17.11.2 Transições. Quando transições de espessura
de solda são radiografadas e a proporção da espessura da
seção mais grossa para a espessura da seção mais fina é 3
ou maior, a radiografia deveria ser exposta para produzir
densidades de filma únicas de 3,0 a 4,0 na seção mais fina.
Quando isso é feito, os requisitos de densidade mínima de
6.17.11 devem ser abandonados a manos que de outra
forma estabelecido nos documentos de contrato.
6.17.12 Marcas de Identificação. Uma marca de
identificação radiográfica e duas marcas de identificação de
localização devem ser colocadas no aço a cada local
radiográfico. Uma marca de identificação radiográfica
correspondente e duas marcas de identificação de
localização, sendo que todas devem ser mostradas na
radiografia, devem ser produzidas pela colocação de
números ou letras de chumbo, ou ambos, sobre cada uma
das marcas de localização e identificação idênticas feitas no
aço, para fornecer um meio de fazer corresponder a
radiografia desenvolvida à solda. Informações de
identificação adicionais devem ser pré-impressas a não
menos que 3/4 in [20 mm] da aresta da solda ou devem ser
produzidas na radiografia pela colocação de caracteres de
chumbo no aço. Informações requeridas a serem mostradas
na radiografia devem incluir a identificação de contrato do
Proprietário, iniciais da empresa RT, iniciais do fabricante,
o número do pedido na loja do fabricante, a marca de
identificação radiográfica, a data e o número de reparo de
solda, se aplicável.
6.17.13 Blocos de Aresta. Blocos de aresta devem ser
usados quando radiografando soldas de topo com espessura
maior que 1/2 [12 mm]. Os blocos de aresta devem ter um
comprimento suficiente para estender-se além de cada lado
da linha de centro da solda por uma distância mínima igual
à espessura da solda, mas não menos que 2 in [50 mm], e
deve ter uma espessura igual ou maior que a espessura da
solda. A largura mínima dos blocos de aresta deve ser igual
a metade da espessura da solda, mas não menos que 1 in
[25 mm]. Os blocos de aresta devem ser centrados na solda
contra a placa sendo radiografada, permitindo uma lacuna
de não mais que 1/16 in [2 mm] para o comprimento
mínimo específico dos blocos de aresta. Blocos de aresta
devem ser feitos de aço radiograficamente limpo e a
superfície deve ter um acabamento de 25 μin 3 μm da
ANSI ou mais liso (ver Figura 6.12).
6.18 Requisitos RT Suplementares
para Conexões Tubulares
6.18.1 Soldas em Chanfro Circunferenciais em Juntas
de Topo. A técnica usada para radiografar juntas de topo
circunferenciais deve ser capaz de cobrir toda a
circunferência. A técnica deve ser preferencialmente
exposição de parede única/visualização de parede única.
Quando a acessibilidade ou o tamanho de cano proíbem
isso, a técnica pode ser exposição de parede
dupla/visualização de parede única ou exposição de parede
dupla/visualização de parede dupla.
6.18.1.1. Exposição de Parede Única/Visualização de
Parede Única. A fonte de radiação deve ser colocada
dentro do cano e o filme no lado de fora do cano (ver
Figura 6.13). Exposição panorâmica pode ser feita se os
requisitos fonte-a-objeto forem satisfeitos; se não, o
mínimo de três exposições deve ser feito. O IQI pode ser
selecionado e colocado no lado da fonte no cano. Se não for
praticável, pode ser colocado no lado do filme no cano.
6.18.1.2. Exposição de Parede Dupla/Visualização de
Parede Única. Quando acesso ou condições geométricas
proíbem exposição de parede única, a fonte pode ser
colocada no lado de fora do cano e o filme na parede oposta
do lado de fora do cano (ver Figura 6.14). Um mínimo de
três exposições deve ser requerido para cobrir a
circunferência completa. O IQI pode ser selecionado e
colocado no lado do filme no cano.
6.18.1.3. Exposição de Parede Dupla/Visualização de
Parede Dupla. Quando o diâmetro do lado de fora do cano
é 3-1/2 in [90 mm] ou menor, ambas as soldas do lado da
fonte e do lado do filme podem ser projetadas no filme e
ambas as paredes visualizadas para aceitação. A fonte de
radiação deve ser deslocada do cano por uma distância que
é pelo menos sete vezes o diâmetro do lado de fora. O
feixe de radiação deve ser deslocado do plano da linha de
centro da solda a um ângulo suficiente para separar as
imagens das soldas do lado da fonte e do lado do filme.
Não deve haver sobreposição das duas zonas interpretadas.
Um mínimo de duas exposições a 90º uma da outra deve
ser requerido (ver Figura 6.15). A solda também pode ser
radiografada pela sobreposição de duas soldas, caso em que
deve haver um mínimo de três exposições a 60º uma da
outra (ver Figura 6.16). Em cada uma dessas duas técnicas,
o IQI deve ser colocado no lado da fonte no cano.
6.19 Exame, Relatório e Disposição de
Radiografias
6.19.1 Equipamento Fornecido pelo Empreiteiro. O
Empreiteiro deve fornecer um iluminador (visualizador) de
intensidade variável adequado com capacidade de revisão
de ponto ou ponto mascarado. O visualizador deve
incorporar um meio de ajustar o tamanho do ponto sob
exame. O visualizador deve ter capacidade suficiente para
iluminar apropriadamente radiografias com densidade H &
D de 4,0. Revisões de filme devem ser feitas em uma área
de luz submetida.
6.19.2 Relatórios. Antes de uma solda sujeita a RT pelo
Empreiteiro para o Proprietário ser aceita, todas as suas
radiografias, inclusive qualquer uma que mostrar qualidade
inaceitável antes de reparo, e um relatório interpretando-as
devem ser submetidos ao Inspetor de Verificação.
6.19.3 Retenção de Relatório. Um conjunto completo de
radiografias para soldas sujeitas a RT pelo Empreiteiro para
o Proprietário, inclusive qualquer uma que mostre
qualidade inaceitável antes de reparo, devem ser entregues
ao Proprietário após a conclusão do trabalho. A obrigação
do Empreiteiro de reter radiografias deve cessar: (1) após
entrega desse conjunto completo para o Proprietário, ou (2)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-248-320.jpg)
![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
229
um ano inteiro após a conclusão do trabalho do
Empreiteiro, contanto que o Proprietário seja previamente
avisado por escrito.
Parte F
Teste de Ultrassonografia (UT)
de Soldas em Chanfro
6.20 Geral
6.20.1 Procedimentos e Padrões. Os procedimentos e
padrões estabelecidos na Parte F devem governar o UT de
soldas em chanfro e HAZs entre as espessuras de 5/16 in e
8 in [8 mm e 200 mm], quando tal teste é requerido por
6.14 deste código. Para espessuras menores que 5/16 in [8
mm] ou maiores que 8 in [200 mm], o teste deve ser
realizado em conformidade com o Anexo S. Esses
procedimentos e padrões devem ser proibidos para teste em
conexões tubo-a-tubo em T-, Y- ou K-.
6.20.2 Variações. O Anexo S é um exemplo de uma
técnica alternativa para realizar exame UT de soldas em
chanfro. Variações em procedimento de teste,
equipamento e padrões de aceitação não inclusas na Parte F
da Cláusula 6 podem ser usadas com a aprovação do
Engenheiro. Tais variações incluem outras espessuras,
geometrias de solda, tamanhos de transdutor, frequências,
pasta condutiva, superfícies pintadas, técnicas de teste, etc.
Tais variações aprovadas devem ser registradas nos
registros de contrato.
6.20.3 Porosidade de Encanamento. Para detectar
porosidade de encanamento possível, RT é recomendado
para suplementar UT de soldas ESW ou EGW.
6.20.4 Metal Base. Esses procedimentos não têm a
intenção de serem empregados para o teste de
aprovisionamento de metais base. No entanto,
descontinuidades relacionadas com soldagem (trinca,
ruptura lamelar, delaminações, etc.) no metal base
adjacente que não seriam aceitáveis sob as provisões desse
código devem ser relatadas ao Engenheiro para disposição.
6.21 Requisitos de Qualificação.
Ao satisfazer os requisitos de 6.14.6, a qualificação do
operador de UT deve incluir um exame específico e prático
que deve ser baseado nos requisitos desse código. Esse
exame deve requerer que o operador de UT demonstre
habilidade para aplicar as regras desse código na detecção e
disposição precisas de descontinuidades.
6.22 Equipamento UT
6.22.1 Requisitos UT. O instrumento UT deve ser do tipo
eco pulso adequado para uso com transdutores oscilando a
frequências entre 1 e 6 megahertz. O visor deve ser um
rastro de vídeo retificado de escaneador "A".
6.22.2 Linearidade Horizontal. A linearidade horizontal
do instrumento de teste deve ser qualificada sobre a
distância do caminho de som completo a ser usado no teste
em conformidade com 6.30.1.
6.22.3 Requisitos para Instrumentos de Teste.
Instrumentos de teste devem incluir estabilização interna de
forma que após aquecimento, nenhuma variação em
resposta maior que ± 1 dB ocorra com uma modificação de
fornecimento de voltagem nominal de 15% ou, no caso de
uma bateria, ao longo da vida da carga de operação Deve
haver um alarme ou medidor para sinalizar uma queda na
voltagem da bateria antes do desligamento do instrumento
devido a exaustão da bateria.
6.22.4 Calibragem de Instrumentos de Teste. Os
instrumentos de teste devem ter um controle calibrado de
ganho (atenuador) ajustável em etapas distintas de 1 ou 2
dB sobre uma faixa de pelo menos 60 dB. A precisão das
configurações do atenuador deve ser dentro de 1 dB a mais
ou a menos. O procedimento para qualificação deve ser
como descrito em 6.24.2 e 6.30.2.
6.22.5 Faixa de Visor. A faixa dinâmica do visor do
instrumento deve ser tal que uma diferença de 1 dB de
amplitude possa ser facilmente detectada no visor.
6.22.6 Unidades de Busca de Feixe Direto (Onda
Longitudinal). Transdutores de unidade de busca de feixe
direto (onda longitudinal) devem ter uma área ativa de não
menos que 1/2 in2 [323 mm2] e nem mais que 1 in2 [645
mm2]. O transdutor deve ser redondo ou quadrado.
Transdutores devem ser capazes de resolver os três reflexos
como descrito em 6.29.1.3.
6.22.7 Unidades de Busca de Feixe de Ângulo. Unidades
de busca de feixe de ângulo devem consistir de um
transdutor e uma cunha de ângulo. A unidade pode ser
composta de dois elementos separados ou pode ser uma
unidade integral.
6.22.7.1 Frequência. A frequência de transdutor deve
ser entre 2 e 2,5 MHz, inclusive.
6.22.7.2 Dimensões de Transdutor. O cristal
transdutor deve ser quadrado ou retangular na forma e pode
variar de 5/8 a 1 in [15 mm a 25 mm] em largura e de 5/8 in
a 13/16 in [15 mm a 20 mm] em altura (ver Figura 6.17). A
proporção máxima de largura para altura deve ser 1,2 a 1,0,
e a proporção mínima de largura para altura deve ser 1,0 a
1,0.
6.22.7.3 Ângulos. A unidade de busca deve produzir
um feixe sonoro no material sendo testado com 2º a mais
ou a menos de um dos seguintes ângulos apropriados: 70°,
60°, ou 45', como descrito em 6.29.2.2.
6.22.7.4 Marcação. Cada unidade de busca deve ser
marcada para indicar claramente a frequência do transdutor,
ângulo nominal de refração e ponto de índice. O
procedimento de local de ponto de índice é descrito em
6.29.2.1.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-249-320.jpg)
![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
230
6.22.7.5 Reflexos Internos. Os reflexos internos
máximos permissíveis da unidade de busca devem ser
como descrito em 6.24.3.
6.22.7.6 Distância da Aresta. As dimensões da
unidade de busca devem ser tais que a distância do bordo
de ataque da unidade de busca ao ponto de índice não deve
exceder 1 in [25 mm].
6.22.7.7 Bloco Tipo IIW. O procedimento de
qualificação usando o bloco de referência IIW ou outro
bloco tipo IIW deve estar em conformidade com 6.29.2.6 e
como mostrado na Figura 6.18.
6.23 Padrões de Referência
6.23.1 Norma IIW. Qualquer dos blocos de referência tipo
UT do Instituto Internacional de Soldagem (International
Institute of Welding - IIW) pode ser usado como padrão
para calibragem de distância e sensibilidade, contanto que o
bloco inclua o orifício de diâmetro de 0,060 in [1,5 mm]
como mostrado na Figura 6.19 e recursos de distância,
resolução e verificação de ângulo da Figura 6.23 (posições
de A a G). Blocos tipo IIW devem estar em conformidade
com E 164 da ASTM. Outros blocos portáteis podem ser
usados, contanto que o nível de referência de sensibilidade
para a combinação instrumento/unidade de busca seja
ajustado para ser equivalente àquele alcançado com o bloco
tipo IIW (ver Anexo H para exemplos).
6.23.2 Refletores Proibidos. O uso de um refletor de
"ângulo" para propósitos de calibragem deve ser proibido.
6.23.3 Requisitos de Resolução. A combinação de unidade
e instrumento de busca deve resolver três orifícios no
bloco de teste de referência de resolução RC mostrados na
Figura 6.20. A posição de unidade de busca é descrita em
6.29.2.5. A resolução deve ser avaliada com os controles de
instrumento estabelecidos em configurações normais de
teste e com indicações a partir de orifícios trazidos à altura
de meia tela. A resolução deve ser suficiente para
distinguir pelo menos dois picos de indicações a partir dos
três orifícios. O uso do bloco de referência de resolução RC
para calibragens deve ser proibido. Cada combinação de
instrumento de unidade de busca (sapata e transdutor) deve
ser verificada antes de seu uso inicial. Essa verificação de
equipamento deve ser feita inicialmente com a combinação
de cada unidade de busca e unidade UT. A verificação não
precisa ser feita novamente contanto que seja mantida
documentação que registra os seguintes itens:
(1) Fabricação, modelo e número de série da
máquina de UT
(2) Fabricante, tipo, tamanho, ângulo e número de
série da unidade de busca.
(3) Data de verificação e nome do técnico.
6.24 Qualificação de Equipamento
6.24.1 Linearidade Horizontal. A linearidade horizontal
do instrumento de teste deve ser requalificada em intervalos
de dois meses em cada uma das faixas de distância em que
o instrumento será usado. O procedimento de qualificação
deve estar em conformidade com 6.30.1 (ver Anexo H para
método alternativo).
6.24.2 Controle de Ganho. O controle de ganho de
instrumento (atenuador) deve atender os requisitos de
6.22.4 e deve ser verificado para calibragem correta em
intervalos de dois meses em conformidade com 6.30.2.
Métodos alternativos podem ser usados para qualificação
de controle de ganho calibrado (atenuador) se provado que
equivalente a pelo menos 6.30.2.
6.24.3 Reflexos Internos. Reflexos internos máximos de
cada unidade de busca devem ser verificados a um
intervalo máximo de tempo de 40 horas de uso de
instrumento em conformidade com 6.30.3.
6.24.4 Calibragem de Unidades de Busca de Feixe de
Ângulo. Com o uso de um bloco de calibragem aprovado,
cada unidade de busca de feixe de ângulo deve ser
verificada a cada oito horas de uso para determinar que a
face de contato é plana, que o ponto de entrada de som é
correto e que o feixe de ângulo está dentro da tolerância
permitida de 2º a mais ou a menos em conformidade com
6.29.2.1 e 6.29.2.2. Unidades de busca que não atendem a
esses requisitos devem ser corrigidas ou substituídas.
6.25 Calibragem para Teste
6.25.1 Posição de Controle de Rejeição. Todos os testes e
calibragens devem ser feitos com o controle de rejeição
(corte ou supressão) desligado. O uso do controle de
rejeição (corte ou supressão) pode alterar a linearidade de
amplitude do instrumento e invalidar resultados de teste.
6.25.2 Técnica. A Calibragem para varredura de sensibili-
dade e horizontal (distância) deve ser feita pelo operador
UT logo antes do teste e no local de teste de cada solda.
6.25.3 Recalibragem. A recalibragem deve ser feita após
uma mudança de operadores, a cada intervalo máximo de
tempo de duas horas, ou quando o circuito elétrico sofre
distúrbios de qualquer forma que incluem os seguintes:
(1) Mudança de transdutor
(2) Mudança de bateria
(3) Mudança de tomada elétrica
(4) Mudança de cabo coaxial
(5) Queda de energia (falha)
6.25.4 Teste de Feixe Direto em Metal Base. A
calibragem para teste de feixe direto em metal base deve
ser feita com a unidade de busca aplicada à Face A do
metal base e realizada como segue:
6.25.4.1 Varredura. A varredura horizontal deve ser
ajustada para calibragem de distância para apresentar o](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-250-320.jpg)
![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
231
equivalente de pelo menos duas espessuras de placa no
visor.
6.25.4.2 Sensibilidade. A sensibilidade deve ser
ajustada em um local livre de indicações de forma que o
primeiro reflexo de retorno do lado mais distante da placa
será 50% a 75% da altura total de tela.
6.25.5 Calibragem para Teste de Feixe de Ângulo.
A calibragem para teste de feixe de ângulo deve ser
realizada como segue (ver Anexos H, H2.4 para método
alternativo).
6.25.5.1 Varredura Horizontal. A varredura
horizontal deve ser ajustada para representar a distância
real do caminho de som através do uso de blocos IIW ou
blocos alternativos, como descrito em 6.23.1. A
calibragem de distância deve ser feita usando a escala 5 in
[125 mm] ou a escala 10 in [250 mm] no visor, a que for
apropriada. Se, no entanto, a configuração ou espessura de
junta impede o exame completo da solda em qualquer
dessas configurações, a calibragem de distância deve ser
feita usando as escalas 15 in ou 20 in [400 mm ou 500
mm], como requerido. A posição de unidade de busca é
descrita em 6.29.2.3.
OBSERVAÇÃO: A posição horizontal de todas as
indicações de tela é baseada no local em que o lado
esquerdo da deflexão de traço quebra a linha de base
horizontal.
6.25.5.2 Nível de Referência Zero. A sensibilidade de
nível de referência zero usada para avaliação de
descontinuidade ("b" no relatório de teste de
ultrassonografia, Anexo M, Formulário M-11) deve ser
obtida pelo ajuste do controle de ganho calibrado
(atenuador) do detector de descontinuidade, atendendo aos
requisitos de 6.22, de forma que uma deflexão de traço
maximizada (ajustada a altura de linha de referência
horizontal com controle de ganho calibrado [atenuador])
resulte no visor entre 40% e 60% de altura de tela, em
conformidade com 6.29.2.4.
6.26 Procedimentos de Teste
6.26.1 Linha "X". Uma linha "X" para local de
descontinuidade deve ser marcada na face de teste da
ligação soldada em uma direção paralela ao eixo da solda.
A distância de local perpendicular ao eixo da solda deve ser
baseada nas figuras dimensionais no desenho de detalhe e
geralmente cai na linha de centro de soldas de junta de
topo, e sempre cai na face próxima do membro conector de
soldas de junta de ângulo e em T- (a face oposta à Face C).
6.26.2 Linha "Y". Um "Y" acompanhado de um número
de identificação de solda deve ser claramente marcado no
metal base adjacente à solda que está sujeita a UT. A
marcação é usada para os seguintes propósitos:
(1) Identificação de solda
(2) Identificação da Face A
(3) Medidas de distância e direção (+ ou -) da
linha "X"
(4) Medida de posição das extremidades ou arestas
de solda
6.26.3 Limpeza. Todas as superfícies às quais uma unidade
de busca é aplicada devem estar livres de respingo de solda,
poeira, graxa, óleo (além do usado como pasta condutiva),
tinta e oxidação e deve ter um contorno que permita
acoplamento total.
6.26.4 Pastas condutivas. Um material do tipo pasta
condutiva deve ser usado entre a unidade de busca e o
material de teste. A pasta condutiva deve ser glicerina ou
goma de celulose misturadas a água em uma consistência
adequada. Um agente umidificador pode ser usado se
necessário. Óleo de máquina leve pode ser usado como
pasta condutiva em blocos de calibragem.
6.26.5 Extensão do Teste. Todo o metal base pelo qual a
ultrassonografia precisa passar para testar a solda deve ser
testado para refletores laminares usando uma unidade de
busca de feixe direto em conformidade com os requisitos
de 6.22.6 e calibrada em conformidade com 6.25.4. Se
qualquer área do metal base exibir perda total de reflexo de
retorno ou uma indicação igual ou maior que altura original
de reflexo de retorno é localizada em uma posição que irá
interferir no procedimento normal de escaneamento da
solda, seu tamanho, local e profundidade da face A devem
ser determinados e relatados no relatório UT, e um
procedimento de escaneamento de solda alternativo deve
ser usado.
6.26.5.1 Tamanho do Refletor. O procedimento de
avaliação do tamanho do refletor deve estar em
conformidade com 6.31.1.
6.26.5.2 Inacessibilidade. Se uma parte da solda é
inacessível a teste em conformidade com os requisitos da
Tabela 6.7, devido a conteúdo laminar registrado em
conformidade com 6.26.5, o teste deve ser conduzido
usando um ou mais dos seguintes procedimentos
alternativos conforme necessário para obter cobertura total:
(1) Superfícies de solda devem ser retificadas e
niveladas em conformidade com 5.24.3.1.
(2) Deve ser realizado o teste das Faces A e B. (3)
Outros ângulos de unidade de busca devem ser
usados.
6.26.6 Teste de Soldas. Soldas devem ser testadas usando
uma unidade de busca de feixe de ângulo em conformidade
com os requisitos de 6.22.7 com o instrumento calibrado
em conformidade com 6.25.5 usando o ângulo como
mostrado na Tabela 6.7. Em seguida à calibragem e durante
o teste, o único ajuste de instrumento permitido é o ajuste
de Nível de sensibilidade com o controle de ganho
calibrado (atenuador). O controle de rejeição (corte ou
supressão) deve estar desligado. A sensibilidade deve ser
aumentada a partir do Nível de referência para
escaneamento de solda em conformidade com as Tabelas
6.2 ou 6.3, conforme aplicável.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-251-320.jpg)
![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
232
6.26.6.1 Escaneamento. O ângulo de teste e
procedimento de escaneamento devem estar em
conformidade com aqueles mostrados na Tabela 6.7.
6.26.6.2 Juntas de Topo. Todas as soldas de junta de
topo devem ser testadas a partir de cada lado do eixo da
solda. Soldas de junta de ângulo ou em T- devem ser
primeiramente testadas a partir de apenas um lado do eixo
da solda. Todas as soldas devem ser testadas usando o
padrão (ou padrões) de escaneamento aplicável mostrado
na Figura 6.21 conforme necessário para detectar
descontinuidades longitudinais e transversais. A intenção é
que, no mínimo, todas as soldas sejam testadas ao passar
som através de todo o volume da solda e o HAZ em duas
direções cruzadas, quando praticável.
6.26.6.3 Indicação Máxima. Quando uma indicação
de descontinuidade aparece na tela, a indicação máxima a
ser obtida de uma descontinuidade deve ser ajustada para
produzir um Nível de referência horizontal de deflexão de
traço no visor. Esse ajuste deve ser feito com o controle de
ganho calibrado (atenuador), e a leitura do instrumento em
decibéis deve ser usada como o “Nível de Indicação, a"
para calcular a "Taxa de Indicação, d" como mostrado no
relatório de teste (Anexo M, Formulário M-11).
6.26.6.4 Fator de Atenuação. O "Fator de Atenuação,
c" no relatório de teste deve ser obtido ao subtrair 1 in [25
mm] da distância de caminho de som e multiplicar o
restante por 2 para Unidades Convencionais dos EUA ou
por 0,08 para Unidades SI. Esse fator deve ser arredondado
para o valor dB mais próximo. Valores fracionais menores
que 1/2 dB devem ser reduzidos para o Nível Db mais
baixo e aqueles de 1/2 dB ou maiores aumentados para o
Nível mais alto.
6.26.6.5 Taxa de Indicação. A "Taxa de Indicação, d"
no Relatório UT, Anexo M, Formulário M-11 representa a
diferença algébrica em decibéis entre o Nível de indicação
e o Nível de referência com correção para atenuação como
indicado nas seguintes expressões:
Instrumentos com ganho em dB:
a-b-c=d
Instrumentos com atenuação em dB:
b-a-c=d
6.26.7 Comprimento das Descontinuidades. O
comprimento da descontinuidades deve ser determinado em
conformidade com o procedimento descrito em 6.31.2.
6.26.8 Bases para Aceitação ou Rejeição. Cada
descontinuidade de solda deve ser aceita ou rejeitada com
base em sua taxa de indicação e seu comprimento, em
conformidade com a Tabela 6.2 para estruturas
estaticamente carregadas ou Tabela 6.3 para estruturas
ciclicamente carregadas, o que for aplicável. Apenas as
descontinuidades que são inaceitáveis precisam ser
registradas no relatório de teste, exceto para soldas
designadas nos documentos de contrato como sendo
"Fratura Crítica", taxas aceitáveis que estão no âmbito de 6
dB, inclusive, da taxa mínima inaceitável devem ser
registrados no relatório de teste.
6.26.9 Identificação de Área Rejeitada. Cada
descontinuidade inaceitável deve ser indicada na solda por
uma marca diretamente sobre a descontinuidade para todo
seu comprimento. A profundidade a partir da superfície e
taxa de indicação devem ser anotados em metal base
próximo.
6.26.10 Reparo. Soldas consideradas inaceitáveis por UT
devem ser reparadas por métodos permitidos por 5.26 desse
código. Áreas reparadas devem ser testadas novamente com
resultados tabulados no formulário original (se disponível)
ou formulários de relatório adicionais.
6.26.11 Relatórios de Reteste. A avaliação de áreas de
solda reparadas e testadas novamente devem ser tabuladas
em uma nova linha no formulário de relatório. Se o
formulário original for usado, um R1, R2... Rn, deve ser o
prefixo do número de indicação. Se formulários de relatório
adicionais forem usados, o R número deve ser prefixo do
número de relatório.
6.26.12 Reforço de Aço. UT de soldas em chanfro CJP
com reforço de aço devem ser realizados com um
procedimento UT que reconhece refletores potenciais
criados pela interface de reforço de metal base (ver
Comentário C-6.26.12 para orientação adicional no
escaneamento de soldas em chanfro contendo reforço de
aço).
6.27 UT de Conexões Tubulares em
T-, Y- e K-.
6.27.1 Procedimento. Todo Ut deve estar em
conformidade com um procedimento escrito que tenha sido
preparado ou aprovado por um indivíduo certificado como
SNT-TC-IA, Nível III, e com experiência em UT de
estruturas tubulares. O procedimento deve ser baseado nos
requisitos dessa seção e da Cláusula 6, Parte F, conforme
aplicável. O procedimento deve conter, no mínimo, as
seguintes informações a respeito de métodos e técnicas UT.
(1) O tipo de configuração de junta de solda a ser
examinado (isto é, a faixa aplicável de diâmetro, espessura
e ângulo diedro local). Técnicas convencionais são
geralmente limitadas a diâmetros de 12-3/4 in [325 mm] ou
mais, espessuras de 1/2 in [12 mm] e acima, e ângulos
diedros locais de 30' ou maiores. Técnicas especiais para
lados menores podem ser usadas, contanto que sejam
qualificadas como descrito aqui, usando o menor lado de
aplicação.
(2) Critérios de aceitação para cada tipo e tamanho
de solda
(3) Tipo(s) de instrumentação UT (fabricação e
modelo)
(4) Frequência de transdutor (unidade de busca),
tamanho e forma da área ativa, feixe de ângulo, e tipo de
cunha em sonda de feixe de ângulo. Procedimentos usando](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-252-320.jpg)
![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
233
transdutores com frequências até 6 MHz, de tamanho até
1/4 in [6 mm], e de forma diferente da especificada em
outra parte, podem ser usados, contanto que estejam
qualificados conforme descrito aqui.
(5) Preparação de superfície e pasta condutiva
(quando usada)
(6) Tipo de bloco de teste de calibragem e refletor de
referência
(7) Método de calibragem e precisão requerida para
distância (varredura), linearidade vertical, distribuição do
feixe, ângulo, sensibilidade e resolução.
(8) Intervalo de calibragem para cada item de (7)
acima.
(9) Método para determinar continuidade acústica de
metal base (ver 6.27.4) e para estabelecer geometria como
uma função de ângulo diedro local e espessura
(10) Padrão e sensibilidade de escaneamento (ver
6.27.5)
(11) Correção de transferência para curvatura e
rugosidade de superfície (quando métodos de amplitude são
usados [ver 6.27.3])
(12) Métodos para determinar ângulo de feixe efetivo
(em material curvo), área de raiz de indexação e locais de
descontinuidade
(13) Método de determinação de comprimento e altura
de descontinuidade
(14) Método de verificação de descontinuidade
durante escavação e reparo
6.27.2 Equipe. Em acréscimo aos requisitos de equipe de
6.14.6, quando exame de conexões em T-, Y- e K- for
realizado, deve ser requerido do operador que demonstre
uma habilidade de aplicar as técnicas especiais requeridas
para tal exame. Testes práticos para esse propósito devem
ser realizados em soldas maquete que representem os tipos
de soldas a serem inspecionadas, incluindo uma faixa
representativa de ângulo diedro e espessura a serem
encontrados na produção, usando os procedimentos
qualificados e aprovados aplicáveis. Cada maquete deve
conter descontinuidades naturais ou artificiais que
produzam indicações UT acima e abaixo dos critérios de
área rejeitada especificados no procedimento aprovado.
O desempenho deve ser julgado com base na habilidade do
operador para determinar o tamanho e classificação de cada
descontinuidade com uma precisão requerida para aceitar
ou rejeitar cada ligação soldada, e localizar precisamente as
descontinuidades inaceitáveis ao longo da solda e na seção
transversal da solda. Pelo menos 70% das descontinuidades
inaceitáveis devem ser corretamente identificadas como
inaceitáveis. Para trabalho em estruturas não redundantes,
cada descontinuidade excedendo sua dimensão máxima
aceitável em um fator ou dois, ou por uma amplitude de 6
dB, deve ser localizada e relatada.
6.27.3. Calibragem. A qualificação de equipamento e
métodos de calibragem de Ut devem atender aos requisitos
do procedimento aprovado e da Cláusula 6, Parte F, exceto
como segue:
6.27.3.1 Faixa. A faixa (distância) de calibragem deve
incluir, como mínimo, toda a distância de caminho de som
a ser usada durante o exame específico. Isso pode ser
ajustado para representar a viagem do caminho de som, a
distância de superfície ou a profundidade equivalente
abaixo da superfície de contato, como descrito no
procedimento aprovado.
6.27.3.2 Calibragem de Sensibilidade. A sensibilidade
padrão para exame de soldas de produção usando técnicas
de amplitude deve ser: sensibilidade básica + correção de
amplitude de distância + correção de transferência. Essa
calibragem deve ser realizada pelo menos uma vez em cada
junta a ser testada; exceto que, para teste repetitivo de
mesmo tamanho e configuração, a frequência de
calibragem de 6.25.3 pode ser usada.
(1) Sensibilidade Básica. Altura de tela de nível de
referência obtida usando reflexo máximo de diâmetro de
orifício de 0,060 in [1,5 mm] no bloco IIW (ou outro bloco
com resultados na mesma sensibilidade básica de
calibragem) como descrito em 6.25 (ou 6.29).
(2) Correção de Amplitude de Distância. O nível de
sensibilidade deve ser ajustado para fornecer atenuação de
perda através da faixa de caminho de som usada pelas
curvas de correção de amplitude de distância, por meios
eletrônicos ou como descrito em 6.26.6.4. Quando
transdutores de alta frequência são usados, a maior
atenuação deve ser levada em conta. Correção de
transferência pode ser usada para acomodar UT através de
camadas estreitas de tinta que não excedam 10 mils [0,25
mm] de espessura.
6.27.4 Exame de Metal Base. Toda a área sujeita a
escaneamento UT deve ser examinada pela técnica de onda
longitudinal para detectar refletores laminares que
poderiam interferir na propagação direcionada de onda de
som pretendida. Todas as áreas contendo refletores
laminares devem ser marcadas para identificação antes do
exame da solda, e as consequências consideradas na
seleção de ângulos de unidade de busca e técnicas de
escaneamento para exame das soldas naquela área. O
Engenheiro deve ser notificado de descontinuidades de
metal base que excedam os limites de 5.15.1.1.
6.27.5 Escaneamento de Solda. Escaneamento de solda de
conexões em T-, Y- e K- deve ser realizado a partir da
superfície do membro de ramificação (ver Figura 6.22).
Todos os exames devem ser feitos nas pernas I e II, quando
possível. Para escaneamento inicial, a sensibilidade deve
ser aumentada em 12 dB acima do estabelecido em 6.27.3
para o caminho de som máximo. Avaliação de identificação
deve ser realizada com referência ao padrão de
sensibilidade.
6.27.6 Ângulo Ideal. Indicações encontradas nas áreas de
raiz de soldas em chanfro em juntas de topo e ao longo da
face de fusão de todas as soldas devem ser melhor](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-253-320.jpg)
![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
234
avaliadas com ângulo de busca de 70º, 60º ou 45º, o que for
mais próximo de ser perpendicular à face de fusão
esperada.
6.27.7 Avaliação de Descontinuidade. Descontinui-dades
devem ser avaliadas pelo uso de uma combinação de limite
de feixe e técnicas de amplitude. Devem ser dados
tamanhos como comprimento e atura (dimensão de
profundidade) ou amplitude, conforme aplicável. A
amplitude deve ser relacionada a "calibragem padrão".
Além disso, descontinuidades devem ser classificadas
como lineares ou planares versus esféricas, pela observação
da alterações em amplitude enquanto o transdutor é
oscilado em um arco centrado no refletor. O local
(posição) de descontinuidades na seção transversal da
solda, assim como a partir de um ponto de referência
estabelecido ao longo do eixo da solda, deve ser
determinado.
6.27.8 Relatórios.
6.27.8.1 Formulários. Um formulário de relatório que
identifica claramente o trabalho e a área de inspeção deve
ser concluído pelo técnico de UT no momento da inspeção.
Um relatório detalhado e um esboço mostrando o local ao
longo do eixo da solda, local na seção transversal da solda,
tamanho (ou taxa de indicação), extensão, orientação e
classificação de cada descontinuidade deve ser concluído
para cada solda em que indicações significativas foram
encontradas.
6.27.8.2 Descontinuidades Relatadas. Quando
especificado, descontinuidades que se aproximam de
tamanho inaceitável, particularmente aquelas sobre as quais
há alguma dúvida na avaliação, também devem ser
relatadas.
6.27.8.3 Inspeção Incompleta. Áreas nas quais a
inspeção completa não foi possível também devem ser
observadas, assim como a razão pela qual a inspeção foi
incompleta.
6.27.8.4 Marcas de Referência. A menos que de outra
forma especificado, a posição de referência e o local e
extensão de descontinuidades inaceitáveis também devem
ser marcados fisicamente na peça.
6.28 Preparação e Disposição de
Relatórios
6.28.1 Conteúdo dos Relatórios. da solda. Um exemplo
de tal formulário é mostrado no Anexo M, Formulário M-
11. Um formulário de relatório que identifica claramente o
trabalho e a área de inspeção deve ser concluído pelo
operador de UT no momento da inspeção. O formulário de
relatório para soldas que são inaceitáveis precisa apenas
conter informações suficientes para identificar a solda, o
operador (assinatura) e a aceitabilidade.
6.28.2 Relatórios Antes da Inspeção. Antes de uma solda
sujeita a UT pelo Empreiteiro para o Proprietário ser aceita,
todos os relatórios de formulários pertencendo à solda,
inclusive qualquer que mostre qualidade inaceitável antes
de reparo, devem ser submetidos ao Inspetor.
6.28.3 Relatórios Concluídos. Um conjunto completo de
formulários de relatório de soldas sujeitas a UT pelo
Empreiteiro para o Proprietário, inclusive qualquer uma
que mostre qualidade inaceitável antes de reparo, devem
ser entregues ao Proprietário após a conclusão do trabalho.
A obrigação do Empreiteiro de manter relatórios de UT
deve cessar:(1) após entrega desse conjunto completo para
o Proprietário, ou (2) um ano inteiro após a conclusão do
trabalho do Empreiteiro, contanto que o Proprietário seja
previamente avisado por escrito.
6.29 Calibragem da unidade de UT
com Blocos Tipo IIW ou Outros
Blocos de Referência Aprovados
(Anexo H).
Ver 6.23 e Figuras 6.19, 6.20 e 6.23.
6.29.1 Modo Longitudinal
6.29.1.1 Calibragem de Distância. Ver Anexo H. H1
para método alternativo.
(1) O transdutor deve ser colocado na posição G no
bloco tipo IIW.
(2) O instrumento deve ser ajustado para produzir
indicações em 1 in [25 mm em um bloco métrico]. 2 in [50
mm em um bloco métrico]. 3 in [75 mm em um bloco
métrico]. 4 in [100 mm em um bloco métrico]. Etc., no
visor.
6.29.1.2 Amplitude. Ver Anexo H. H1.2 para Método
alternativo. (1) O transdutor deve ser colocado na posição
G no bloco tipo IIW. (2) O ganho deve ser ajustado até que
a indicação maximizada do primeiro reflexo de retorno
alcance 50 a 75% da altura de tela.
6.29.1.3 Resolução
(1) O transdutor deve ser colocado na posição F no
bloco IIW.
(2) Transdutor e instrumento devem solucionar todas as
três distâncias.
6.29.1.4 Qualificação de Linearidade Horizontal. O
procedimento de qualificação deve ser por 6.24.1.
6.29.1.5 Qualificação de Controle de Ganho
(Atenuação). O procedimento de qualificação deve estar
em conformidade com 6.24.2, ou um método alternativo
em conformidade com 6.24.2 deve ser usado.
6.29.2 Modo de Onda de Cisalhamento (Transversal)
6.29.2.1 Ponto de Índice. O ponto de entrada de som
do transdutor (ponto de índice) deve ser localizado ou
verificado pelo seguinte procedimento:](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-254-320.jpg)
![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
235
(1) O transdutor deve ser colocado na posição D no
bloco tipo IIW.
(2) O transdutor deve ser movido até que o sinal do raio
esteja maximizado. O ponto no transdutor que se alinha
com a linha de raio no bloco de calibragem é o ponto de
entrada de som (ver Anexo H.H2.1 para Método
alternativo).
6.29.2.2 Ângulo. O ângulo de caminho de som do
transdutor deve ser verificado ou determinado por um dos
seguintes procedimentos:
(1) O transdutor deve ser colocado na posição B no
bloco tipo IIW para ângulos de 40' a 60' ou na posição C
no bloco IIW para ângulos de 60º a 70º (ver Figura 6.23).
(2) Para o ângulo selecionado, o transdutor deve ser
movido para a frente e para trás sobre a linha indicativa do
ângulo transdutor até que o sinal do raio seja maximizado.
O ponto de entrada no transdutor deve ser comparado com
a marca de ângulo no bloco de calibragem (tolerância de ±
2º) (ver Anexo H. H2.2 para métodos alternativos).
6.29.2.3 Procedimento de Calibragem de Distância.
O transdutor deve ser colocado na posição D em um bloco
tipo IIW (qualquer ângulo). O instrumento deve ser então
ajustado para alcançar uma indicação em 4 in [100 mm em
um bloco métrico] e uma segunda indicação em 8 in [200
mm em um bloco métrico] ou 9 in [225 mm em um bloco
métrico] (Ver Anexo H.H2.3 para Métodos alternativos).
6.29.2.4 Procedimento de Calibragem de
Sensibilidade ou Amplitude. O transdutor deve ser
colocado na posição A no bloco tipo IIW (qualquer
ângulo). O sinal maximizado deve então ser ajustado a
partir do orifício de 0,060 in [1,59 mm] para alcançar uma
linha de referência horizontal de indicação de altura (ver
Anexo H.H2.4 para Método alternativo). A leitura decibel
máxima permitida deve ser usada como a leitura de "Nível
de Referência b" na planilha de Relatório de Teste (Anexo
M, Formulário M-11) em conformidade com 6.23.1.
6.29.2.5 Resolução
(1) O transdutor deve ser colocado na posição Q do
bloco RC para ângulo de 70º, posição R para ângulo de 60º
ou posição S para ângulo de 45º.
(2) Transdutor e instrumento devem solucionar os três
orifícios de teste, pelo menos na extensão de distinguir os
picos de indicações dos três orifícios.
6.29.2.6 Distância de Abordagem da Unidade de
Busca. A distância mínima permissível entre a
extremidade da unidade de busca e a aresta do bloco tipo
IIW deve ser como segue (ver Figura 6.18):
para transdutor de 70°,
X= 2 in [50 mm]
para transdutor de 60°,
X= 1-7/16 in [37 mm]
para transdutor de 45°,
X= 1 in [25 mm]
6.30 Procedimentos de Qualificação
de Equipamento
6.30.1 Procedimento de Linearidade Horizontal.
OBSERVAÇÃO: Como esse procedimento de qualificação
é realizado com uma unidade de busca de feixe direto que
produz ondas longitudinais com uma velocidade de som
que é quase o dobro de ondas de cisalhamento, é
necessário dobrar as faixas de distância de onda de
cisalhamento a serem usadas ao aplicar esse
procedimento.
Exemplo: O uso de uma calibragem de tela de 10 in [250
mm] em onda de cisalhamento requereria uma calibragem
de tela de 20 in [500 mm] para esse procedimento de
qualificação.
O procedimento a seguir deve ser usado para qualificação
de instrumento (ver Anexo H, H3, para método
alternativo):
(1) Uma unidade de busca de feixe direto deve ser
acoplada atendendo os requisitos de 6.22.6 para o bloco
tipo IIW ou bloco DS na Posição G, T ou U (ver Figura
6.23), conforme necessário para alcançar cinco reflexos de
retorno na faixa de qualificação sendo certificada (ver
Figura 6.23).
(2) O primeiro e o quinto reflexos de retorno devem ser
ajustados a seus próprios locais com uso da calibragem de
distância e zero ajustes de atraso.
(3) Cada indicação deve ser ajustada ao Nível de
referência com o controle de ganho ou atenuação para
exame local horizontal.
(4) Cada local de deflexão de traço intermediário deve
ser corrigida no âmbito de 2% da largura da tela.
6.30.2 Precisão de dB
6.30.2.1 Procedimento. OBSERVAÇÃO: Para atingir
a precisão requerida ( ± 1%) na leitura da altura de
indicação, o visor deve ser graduado verticalmente a
intervalos de 2%, ou 2,5% para instrumento com leitura
digital de amplitude, a altura horizontal de meia tela.
Essas graduações devem ser colocadas no visor entre 60%
e 100% da altura de tela. Isso pode ser alcançado com o
uso de uma sobreposição de tela transparente graduada.
Se essa sobreposição é aplicada como uma parte
permanente da unidade UT, deveria ser tomado cuidado
para que a camada não obscureça os visores normais de
teste.
(1) Uma unidade de busca de feixe direto deve ser
acoplada atendendo aos requisitos de 6.22.6 para o bloco
DS mostrado na Figura 6.20 e posição "T", Figura 6.23.
(2) A calibragem de distância deve ser ajustada de
forma que a primeira indicação de reflexo de retorno de 2
in [50 mm] (de agora em diante chamada de indicação)
esteja na meia tela horizontal.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-255-320.jpg)

![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
237
(2) Remover a unidade de busca do bloco de
calibragem sem alterar qualquer outro ajuste de
equipamento.
(3) Aumentar o ganho calibrado ou atenuação a 20 dB
mais sensível que o Nível de referência.
(4) A área de tela além do caminho de som de 1/2 in
[12 mm] e acima da altura de nível de referência deve ser
livre de qualquer indicação.
6.31 Procedimentos de Avaliação de
Tamanho de Descontinuidade
6.31.1 Teste de Feixe Direto (Longitudinal). O tamanho
de descontinuidades lamelares não é sempre facilmente
determinado, especialmente aqueles que são menores que o
tamanho do transdutor. Quando a descontinuidade é maior
que o transdutor, uma perda total de reflexo de retorno irá
ocorrer e uma perda de 6 dB de amplitude e medida para a
linha de centro do transdutor é geralmente confiável para
determinar arestas de descontinuidade. No entanto, a
avaliação de tamanho aproximado daqueles refletores, que
são menores que o transdutor, deve ser feita começando do
lado de fora da descontinuidade com equipamento
calibrado em conformidade com 6.25.4 e movendo o
transdutor em direção à área de descontinuidade até que
comece a se formar uma indicação no visor. O bordo de
ataque da unidade de busca nesse ponto é indicativo da
aresta de descontinuidade.
6.31.2 Teste de Feixe de Ângulo (Cisalhamento). O
procedimento a seguir deve ser usado para determinar
comprimentos de indicações que têm taxas de dB mais
sérias que uma indicação de Classe D. O comprimento de
tal indicação deve ser determinado pela medida da distância
entre os locais de linha de centro do transdutor em que a
amplitude de taxa de indicação cai 50% (6 dB) abaixo da
taxa para a classificação de descontinuidade aplicável. Esse
comprimento deve ser registrado sob "comprimento de
descontinuidade" no relatório de teste. Quando garantido
pela amplitude da descontinuidade, esse procedimento deve
ser repetido para determinar o comprimento das
descontinuidades de Classe A, B e C
6.32 Padrões de Escaneamento (Ver
Figura 6.21)
6.32.1 Descontinuidades Longitudinais
6.32.1.1 Movimento de Escaneamento A. Ângulo de
rotação a= 10°.
6.32.1.2 Movimento de Escaneamento B. A distância
de escaneamento b deve ser tal que a seção de solda sendo
testada seja coberta.
6.32.1.3 Movimento de Escaneamento C. A distância
de progressão c deve ser aproximadamente metade da
largura do transdutor.
OBSERVAÇÃO: Os movimentos A, E e C podem ser
combinados em um padrão de escaneamento.
6.32.2 Descontinuidades Transversais
6.32.2.1 Soldas Retificadas. O padrão de
escaneamento D deve ser usado quando as soldas são
retificadas e niveladas.
6.32.2.2 Soldas Não Retificadas. O padrão de
escaneamento E deve ser usado quando o reforço de solda
não é retificado e nivelado. Ângulo de escaneamento e=15º
máx.
OBSERVAÇÃO: O padrão de escaneamento deve cobrir
toda a seção de solda.
6.32.3 Soldas ESW ou EGW (Padrão de Escaneamento
Adicional). Padrão de Escaneamento E, Ângulo de rotação
da unidade de busca e entre 45º e 60º.
OBSERVAÇÃO: O padrão de escaneamento deve cobrir
toda a seção de solda.
6.33 Exemplos de Certificação de
Precisão dB
O Anexo M mostra exemplos do uso dos Formulários M-8,
M-9 e M-10 para a solução para uma aplicação típica de
6.30.2.
Parte G
Outros Métodos de Exame
6.34 Requisitos Gerais
Essa parte contém métodos NDT não abordados nas
Partes D, E ou F da Cláusula 6 desse código. Os métodos
NDT estabelecidos na Parte G podem ser usados como uma
alternativa para os métodos esboçados nas Partes D, E ou F
da Cláusula 6, contanto que os procedimentos, critérios de
qualificação para procedimentos e equipe e critérios de
aceitação sejam documentados por escrito e aprovados pelo
Engenheiro.
6.35 Sistemas de Imagem por
Radiação.
O exame de soldas pode ser realizado usando métodos de
radiação por ionização além de RT, como imagem
eletrônica, inclusive sistemas de imagem em tempo real. A
sensibilidade de tal exame como visto no sistema de
monitoramento (quando usado para aceitação e rejeição) e a
mídia de gravação não devem ser menores que o requerido
para RT.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-257-320.jpg)


![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
240
Tabela 6.1
Critérios de Aceitação de Inspeção Visual (ver 6.9)
Categoria de Descontinuidade e Critério de Inspeção
Conexões
Não
Tubulares
Estaticamente
Carregadas
Conexões
Não
Tubulares
Ciclicamente
Carregadas
Conexões
Tubulares
(Todas as
Cargas)
(1) Proibição de Trinca
Qualquer trinca deve ser inaceitável, a despeito do tamanho ou local X X X
(2) Fusão de Metal Base/de Solda
Deve existir fusão completa entre camadas adjacentes de metal de solda e entre metal de solda e metal base X X X
(3) Seção Transversal de Cratera
Todas as crateras devem ser preenchidas para fornecer o tamanho de solda especificado, exceto pelas extremidades
de soldas de filete descontínuas fora de seu comprimento efetivo
X X X
(4) Perfis de Solda
Perfis de solda devem estar em conformidade com 5 24 X X X
(5) Tempo de lnspeção
Inspeção visual de soldas em todos os aços pode começar imediatamente após as soldas finalizadas terem resfriado
até a temperatura ambiente Critérios de aceitação para aços A 514, A 517, e A 709 Grau 100 e 100 W da ASTM
devem ser baseados em inspeção visual realizada não menos que 48 horas após a finalização da solda
X X X
(6) Soldas de Tamanho Menor
O tamanho de uma solda de filete em qualquer solda contínua pode ser menor que o tamanho nominal especificado
(L) sem correção pelas seguintes quantias (U):
X X X
L,
tamanho de solda nominal especificado, in [mm]
≤ 3/ 6 5
1/4 [6]
≥5 6 8
U,
decréscimo permissível a partir de L, in [mm]
≤ / 6 2
≤ 3/32 2 5
≤ /8 3
Em todos os casos, a porção de tamanho menor da solda não deve exceder 10% do comprimento da solda Para
soldas braçadeira-a-flange em traves, subutilização de capacidade deve ser proibida nas extremidades por um
comprimento igual a duas vezes a largura da flange
7) Mordedura
(A) Para material com espessura menor que 1 in [25 mm] , a mordedura não deve exceder 1/32 in [1 mm], com a
seguinte exceção: a mordedura não deve exceder 1116 in [2 mm] para qualquer comprimento acumu1ado até 2 in
[50 mm] em quaisquer 12 in [300 mm] Para material com espessura igual ou maior que 1 in [25 mm], a mordedura
não deve exceder 1116 in [2 mm] para qualquer comprimento de solda
X
(B) Em membros primários, a mordedura não deve ser mais profunda que 0,01 in [0,25 mm] quando a solda é
transversal à tensão de tração sob qualquer condição de projeto de carga A mordedura não deve ser mais profunda
que 1132 in [1 mm] para todos os outros casos
X X
(8) Porosidade
(A) Soldas em chanfro CJP em juntas de topo transversais à direção da tensão de tração computada não devem ter
porosidade de cano visível Para todas as outras soldas em chanfro e para soldas de filete, a soma de porosidade de
cano visível de diâmetro de 1/32 in [1 mm] ou maior não deve exceder 3/8 in [10 mm] em qualquer polegada linear
de solda e não deve exceder 3/4 in [20 mm] em qualquer comprimento de solda de 12 in [300 mm]
X
(B) A frequência de porosidade de cano em soldas de filete não deve exceder uma em cada 4 in [100 mm] de
comprimento de solda e o diâmetro máximo não deve exceder 3/32 in [2,5 mm] Exceção: para soldas de filete
conectando reforços a braçadeira, a soma dos diâmetros de porosidade de cano não deve exceder 3/8 in [1O mm] em
qualquer polegada linear de solda e não deve exceder 3/4 in [20 mm] em qualquer comprimento de solda de 12 in
[300 mm]
X X
(C) Soldas em chanfro CJP em juntas de topo transversais à direção da tensão de tração computada não deve ter
porosidade de cano Para todas as outras soldas em chanfro, a frequência de porosidade de cano não deve exceder
uma em 4 in [100 mm] de comprimento e o diâmetro máximo não deve exceder 3/32 in [2,5 mm]
X X
Observação: Um "X" indica aplicabilidade para o tipo de conexão; uma área sombreada indica não aplicabilidade.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-260-320.jpg)
![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
241
Tabela 6.2
Critérios de Aceitação -Rejeição UT (Conexões Não Tubulares Estaticamente
Carregadas) (ver 6131 e C-6 26 6 )
Classe de
Severidade da
Descontinuidade
Tamanho de Soldaa em polegadas [mm] e Ângulo da Unidade de Busca
5/16
a
3/4
[8–20]
> 3/4
a
1-1/2
[20-38] > 1-1/2 a 2-1/2 [38-65] > 2-1/2 a 4 [65-100] > 4 a 8 [I 00-200]
70 70 70 60 45 70 60 45 70 60 45
Classe A
+5 &
abaixo
+2 &
abaixo
-2 &
abaixo
+1 &
abaixo
+3 &
abaixo
-5 &
abaixo
-2 &
abaixo
0 &
abaixo
-7 &
abaixo
-4 &
baixo
-1 &
abaixo
Classe B
+6 +3
-1
0
+2
+3
+4
+5
-4
-3
-1
0
+1
+2
-6
-5
-3
-2
0
+1
Classe C
+7 +4
+1
+2
+4
+5
+6
+7
–2 a
+2
+1
+2
+3
+4
–4 a
+2
–1 a
+2
+2
+3
Classe D +8
&
acima
+5
&
acima
+3
&
acima
+6
&
acima
+8
&
acima
+3
&
acima
+3
&
acima
+5
&
acima
+3
&
acima
+3
&
acima
+4
&
acima
a
O tamanho de solda em juntas de topo deve ser a espessura nominal da mais fina das duas partes sendo anexadas.
Observações:
1. Descontinuidades de classe B e C devem ser separadas por pelo manos 2L, L sendo o comprimento da descontinuidade mais longa, exceto
que quando duas ou mais de tais descontinuidades não estão separadas por pelo menos 2L, mas o comprimento combinado de
descontinuidades e sua distância de separação é igual ou menor que o comprimento máximo permissível sob as provisões da Classe B ou C, a
descontinuidade deve ser considerada uma descontinuidade única aceitável.
2. Descontinuidades de classe B e C não devem começar a uma distância menor que 2L das extremidades de solda carregando tensão de tração
primária, L sendo o comprimento da descontinuidade.
3. Descontinuidades detectadas em “nível de varredura” na área de face de raiz de juntas de solda em chanfro duplo CJP devem ser avaliadas
usando uma taxa de indicação 4 dB mais sensível que o descrito em 6.26.6.5 quando tais soldas são designadas como “soldas de tensão” no
desenho (subtrair 4 dB da taxa de indicação “d”). Isso não deve aplicar-se se a junta de solda é goivada por trás a metal estável para remover
a face de raiz e MT usados para verificar que a face de raiz foi removida.
4. ESW ou EGW: Descontinuidades detectadas em “nível de varredura” que excedam 2 in 5 mm em comprimento devem ser suspeitas de
terem porosidade de cano e devem ser melhor avaliadas com radiografia.
5. Para indicações que permanecem na tela enquanto a unidade de busca é movida, consulte 6.13.1.
Classe A (descontinuidades grandes)
Qualquer indicação nessa categoria deve ser rejeitada
(a despeito de comprimento).
Níveis de Varredura
Classe B (descontinuidades medianas)
Qualquer indicação nessa categoria tendo um comprimento maior que
3/4 in [20 mm] deve ser rejeitada.
Caminho estávelb
em polegadas
[mm]
Acima de Zero
Referência, dB
Classe C (descontinuidades pequenas)
Qualquer indicação nessa categoria tendo um comprimento maior que
2 in [50 mm] deve ser rejeitada.
até 2-1/2 [65 mm]
> 2-1/2 a 5 [65–125 mm]
> 5 a 10 [125–250 mm]
> 10 a 15 [250-380 mm]
14
19
29
39
Classe D (descontinuidades menores)
Qualquer indicação nessa categoria deve ser aceita a despeito de
comprimento ou local na solda.
b
Essa coluna refere-se a distância de caminho estável; NÃO espessura
de material.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-261-320.jpg)
![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
242
Tabela 6.3
Critérios de Aceitação-Rejeição UT (Conexões Não Tubulares Ciclicamente
Carregadas) (ver 6.13.2 e C-6.26.6 )
Classe de
Severidade da
Descontinuidade
Tamanho de Soldaa em polegadas [mm] e Ângulo da Unidade de Busca
5/16
até
3/4
[8-20]
> 3/4
até
1-1/2
[20-38] > 1-1/2 até 2-1/2 [38-65] > 2-1/2 até 4 [65-100] > 4 até 8 [100-200]
70 70 70 60 45 70 60 45 70 60 45
Classe A
+10 &
abaixo
+8 &
abaixo
+4 &
abaixo
+7 &
abaixo
+9 &
abaixo
+1 &
abaixo
+4 &
abaixo
+6 &
abaixo
-2 &
abaixo
+1 &
abaixo
+3 &
abaixo
Classe B
+11 +9
+5
+6
+8
+9
+10
+11
+2
+3
+5
+6
+7
+8
-1
0
+2
+3
+4
+5
Classe C
+12 +10
+7
+8
+10
+11
+12
+13
+4
+5
+7
+8
+9
+10
+1
+2
+4
+5
+6
+7
Classe D +13
&
acima
+11
&
acima
+9
&
acima
+12
&
acima
+14
&
acima
+6
&
acima
+9
&
acima
+11
&
acima
+3
&
acima
+6
&
acima
+8
&
acima
a
O tamanho de solda em juntas de topo deve ser a espessura nominal da mais fina das duas partes sendo anexadas.
Observações:
1. Descontinuidades de classe B e C devem ser separadas por pelo manos 2L, L sendo o comprimento da descontinuidade mais longa, exceto
que quando duas ou mais de tais descontinuidades não estão separadas por pelo menos 2L, mas o comprimento combinado de
descontinuidades e sua distância de separação é igual ou menor que o comprimento máximo permissível sob as provisões da Classe B ou C, a
descontinuidade deve ser considerada uma descontinuidade única aceitável.
2. Descontinuidades de classe B e C não devem começar a uma distância menor que 2L das extremidades de solda carregando tensão de tração
primária, L sendo o comprimento da descontinuidade.
3. Descontinuidades detectadas em “nível de varredura” na área de face de raiz de juntas de solda em chanfro duplo CJP devem ser avaliadas
usando uma taxa de indicação 4 dB mais sensível que o descrito em 6.26.6.5 quando tais soldas são designadas como “soldas de tensão” no
desenho (subtrair 4 dB da taxa de indicação “d”). Isso não deve aplicar-se se a junta de solda é goivada por trás a metal estável para remover
a face de raiz e MT usados para verificar que a face de raiz foi removida.
4. Para indicações que permanecem na tela enquanto a unidade de busca é movida, consulte 6.13.2.1.
Classe A (descontinuidades grandes)
Qualquer indicação nessa categoria deve ser rejeitada (a despeito de
comprimento). Níveis de Varredura
Classe B (descontinuidades medianas)
Qualquer indicação nessa categoria tendo um comprimento maior que
3/4 in [20 mm] deve ser rejeitada.
Caminho estávelb
em polegadas
[mm]
Acima de Zero
Referência, dB
Classe C (descontinuidades pequenas)
Qualquer indicação nessa categoria tendo um comprimento maior que
2 in [50 mm] na metade ou comprimento de 3/4 in [20 mm] em um
quarto do topo ou fundo da espessura de solda deve ser rejeitado.
até 2-1/2 [65 mm]
> 2-1/2 até 5 [65–125 mm]
> 5 até 10 [125–250 mm]
> 10 até 15 [250-380 mm]
20
25
35
45
Classe D (descontinuidades menores)
Qualquer indicação nessa categoria deve ser aceita a despeito do
comprimento ou local na solda
b
Essa coluna refere-se a distância de caminho estável; NÃO espessura
de material.
.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-262-320.jpg)
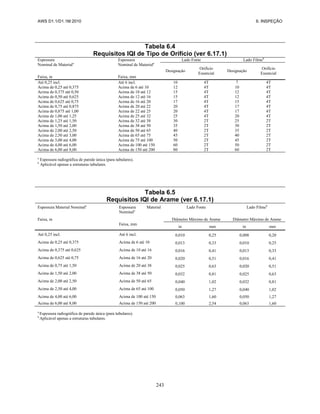
![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
244
Tabela 6.6
Seleção e Colocação de IQI (ver 6.17.7)
Tipos IQI
Igual T
≥ in 25 mm L
Igual T
< 10 in [250 mm] L
Desigual T
≥ in 25 mm L
Desigual T
< 10 in [250mm] L
Orifício
Arame
Orifício
Arame
Orifício
Arame
Orifício
Arame
Número de IQIs
Cano Periférico
Não Tubular
2 2
3 3
1 1
3 3
3 2
3 3
2 1
3 3
Seleção Norma ASTM -
Tabela
Figuras
E 1025 E747
6,4 6,5
6,8
E 1025 E 747
6,4 6,5
6,9
E 1025 E 747
6,4 6,5
6,10
E 1025 E747
6,4 6,5
6,11
T = Espessura nominal do metal base (T1 e T2 de Figuras).
L = Comprimento da Solda na área de interesse de cada radiografia.
Observação: T pode ser aumentado para fornecer a espessura de reforço de solda permissível contanto que calços sejam usados sob IQIs de
orifício por 6.17.3.3.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-264-320.jpg)
![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
245
Tabela 6.7
Ângulo de Teste (ver 6.26.5.2)
Gráfico de Procedimento
Espessura do Material, in [mm]
Aplicação
5/16 [8]
até
1-1/2 [38]
> 1-1/2 [38]
até
1-3/4 [45]
> 1-3/4 [45]
até
2-1/2 [60]
> 2-1/2 [60]
até
3-1/2 [90]
> 3-1/2 [90]
até
4-1/2 [110]
> 4-1/2 [110]
até
5 [130]
> 5 [130]
até
6-1/2 [160]
> 6-1/2 [160]
até
7 [180]
>7 [180]
até
8 [200]
* * * * * * * * *
Junta de Topo 1 O 1 F
1G
ou
4
F
1G
ou
5
F
6
ou
7
F
8
ou
10
F
9
ou
11
F
12
ou
13
F 12 F
Junta em T 1 O 1
F
ou
XF
4
F
ou
XF
5
F
ou
XF
7
F
ou
XF
10
F
ou
XF
11
F
ou
XF
13
F
ou
XF
— —
Junta de
Ângulo
1 O 1
F
ou
XF
1G
ou
4
F
ou
XF
1G
ou
5
F
ou
XF
6
ou
7
F
ou
XF
8
ou
10
F
ou
XF
9
ou
11
F
ou
XF
13
ou
14
F
ou
XF
— —
ESW/EGW
Soldas
1 O 1 O
1G
ou
4
1**
1G
ou
4
P1
ou
P3
6
ou
7
P3
11
ou
15
P3
11
ou
15
P3
11
ou
15
P3
11
ou
15**
P3
Observações:
1. Quando possível, todos os exames devem ser feitos a partir da Face A e na Perna 1, a menos que de outra forma especificado nessa Tabela.
2. Áreas de raiz de juntas de solda em chanfro que têm reforço que não requer remoção por contrato devem ser testadas na Perna 1, quando
possível, com a Face A sendo aquela oposta ao reforço. (Retificação da face de solda ou teste de faces de solda adicionais podem ser
necessários para permitir a varredura completa da raiz de solda.)
3. Exames na Perna II ou III devem ser feitos apenas para satisfazer provisões dessa Tabela ou quando necessário para testar áreas de solda
tornadas inacessíveis por uma superfície de solda não retificada, ou interferência com outras partes da ligação soldada, ou para atender aos
requisitos de 6.26.6.2.
4. Um máximo de Perna III deve ser usado apenas quando a espessura ou geometria previne o escaneamento de áreas de solda completas e
HAZs na Perna I ou Perna II.
5. Em soldas de tensão em estruturas ciclicamente carregadas, o quarto do topo da espessura deve ser testado com a perna final de som
progredindo da Face B em direção à Face A, o quarto do fundo da espessura deve ser restado com a perna final de som progredindo da Face
A em direção à Face B; isto é, o quarto do topo da espessura deve ser testado ou a partir da Face A na Perna II ou a partir da Face B na Perna
I, conforme opção do Empreiteiro, a menos que especificado de outra forma nos documentos de contrato.
6. A face de solda indicada deve ser nivelada por retificação usando o procedimento 1G, 6, 8, 9, 12, 14 ou 15. A face A para ambos os
membros conectados deve estar no mesmo plano.
(ver legenda na próxima página)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-265-320.jpg)
![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
246
Tabela 6.7 (Continuação)
Ângulo de Teste (ver 6.26.5.2)
Legenda:
X — Verificação a partir da Face “C.”
G — Retificar face de solda nivelada.
O — Não requerido.
Face A — a face do material a partir da qual o escaneamento é feito (em juntas em T- e de ângulo, seguir os esboços acima).
Face B — oposta à face “A” (mesma placa).
Face C — a face oposta à solda no membro conector ou em uma junta em T- ou de ângulo.
* — Requerido apenas quando a exibição de indicação de altura de referência de descontinuidade é observada na interface de metal do
metal base, enquanto buscando em nível de escaneamento com procedimentos primários selecionados da primeira coluna.
** — Usar calibragem de distância de tela de 15 in [400 mm] ou 20 in [500 mm].
P — Pitch and catch deve ser conduzido para maiores avaliações de descontinuidade em apenas metade da espessura do material apenas
com transdutores de 45 ou 70 de igual especificação, ambos de frente para a solda. (Transdutores precisam ser seguros por um
suporte para controlar o posicionamento - ver esboço). Calibragem de amplitude para pitch and catch é normalmente feita por
calibragem de uma única unidade de busca. Quando é feita uma alteração para unidades de busca duais para inspeção pitch and
catch, deveria haver asseguração de que essa calibragem não muda como um resultado de variáveis de instrumento.
F — Indicações de interface de metal de metal base de solda devem ser melhor avaliadas com um transdutor de 70 , 60 ou 45 - o
caminho de som que for mais próximo de ser perpendicular à superfície de fusão suspeitada.
Legenda de Procedimento
Área de Espessura de Solda
N
Topo
Quarto
Metade
Metade
Fundo
Quarto
1 70 70 70
2 60 60 60
3 45 45 45
4 60 70 70
5 45 70 70
6 70 G A 70 60
7 60 B 70 60
8 70 G A 60 60
9 70 G A 60 45
10 60 B 60 60
11 45 B 70 ** 45
12 70 G A 45 70 G B
13 45 B 45 45
14 70 G A 45 45
15 70 G A 70 A B 70 G B](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-266-320.jpg)

![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
248
Notas
1 – Para determinar o tamanho máximo da descontinuidade permitida em qualquer junta ou tamanho da solda, projetar E
horizontalmente sobre B.
2 – Para determinar o mínimo de folga permitida entre as arestas de descontinuidades de qualquer tamanho maior ou igual a 3/32
in [2,5 mm], projetar B verticalmente sobre C
3 – ver Legenda na página XXX para definições.
Figura 6.1 – Critérios de Aceitação de Descontinuidade para Conexões Não
Tubulares Estaticamente Carregadas e Conexões Tubulares Estaticamente ou
Ciclicamente Carregadas (ver 6.12.1)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-268-320.jpg)

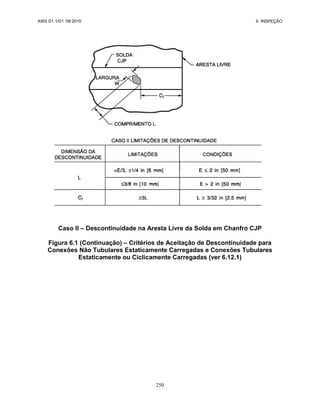




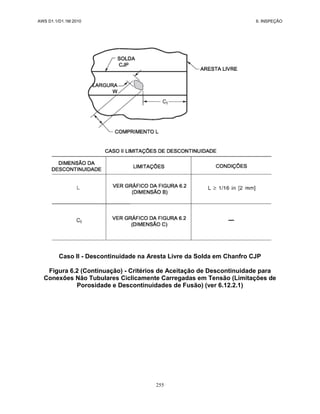
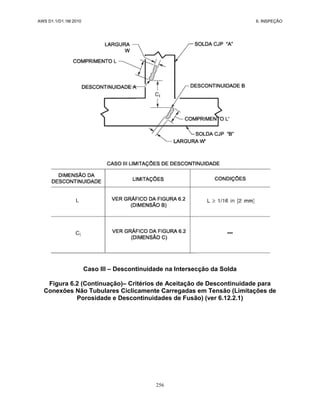
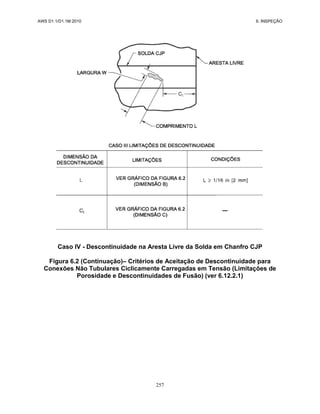
![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
258
a
O tamanho máximo de uma descontinuidade localizada no âmbito dessa distância de uma aresta ou placa deve ser 1/8 in [3
mm], mas uma descontinuidade de 1/8 in [3 mm] deve ser 1/4 in [6 mm] ou mais distante da aresta. A soma de descontinuidades
menores que 1/8 in [3 mm] em tamanho e localizadas no âmbito dessa distância da aresta não deve exceder 3/16 in [5 mm].
Descontinuidades de 1/16 in [2 mm] a menos de 1/8 in [3 mm] não devem ser restritas em outros locais a menos que estejam
separadas por menos de 2 L (L sendo o comprimento da maior descontinuidade); caso em que as descontinuidades devem ser
medidas como um comprimento igual ao comprimento total das descontinuidades e espaço e avaliadas como mostrado nessa
figura.
Notas
1. Para determinar o tamanho máximo da descontinuidade permitida em qualquer junta ou tamanho da solda, projetar E
horizontalmente sobre B.
2. Para determinar o mínimo de folga permitida entre as arestas de descontinuidades de qualquer tamanho, projetar B
verticalmente sobre C
3. ver Legenda na página 55 para definições.
Figura 6.3 – Critérios de Aceitação de Descontinuidade para Conexões Não
Tubulares em Compressão (Limitações de Porosidade ou Descontinuidades do](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-278-320.jpg)

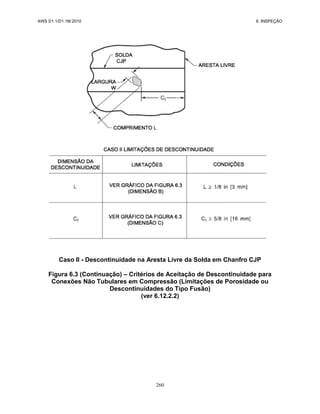
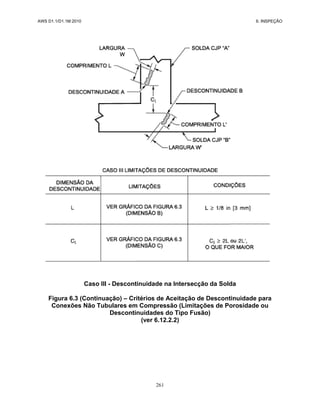
![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
262
Caso IV – Descontinuidades no âmbito de 5/8 in [16 mm] em uma Aresta Livre
Caso V – Descontinuidades Separadas por Menos de 2L em Qualquer Local da
Solda (Usar Gráfico da Dimensão “B” da Figura 6.3 para Falha Única)
Figura 6.3 (Continuação) – Critérios de Aceitação de Descontinuidade para
Conexões Não Tubulares em Compressão (Limitações de Porosidade ou
Descontinuidades do Tipo Fusão)
(ver 6.12.2.2)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-282-320.jpg)
![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
263
a
Refletores internos lineares ou planares acima do padrão de sensibilidade (exceto raiz de conexões únicas soldadas em T-, Y-, e
K- [ver Figura 6.5]).
b
Refletores menores (acima do nível de desconsideração e incluindo padrão de sens bilidade (exceto raiz de conexões únicas
soldadas em T-, Y-, e K- [ver Figura 6.5]). Refletores adjacentes separados por menos do que seu comprimento médio devem ser
tratados como contínuos.
Figura 6.4 – Indicações da Classe R (ver 6.13.3.1)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-283-320.jpg)

![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
265
Observações:
1. Descontinuidades alinhadas separadas por menos
de (L1+L2)/2 e descontinuidades paralelas
separadas por menos de (H1+H2)/2 devem ser
avaliadas como contínuas.
2. Descontinuidades acumulativas devem ser avaliadas
sobre comprimento da solda de 6 in [150 mm] ou
D/2 (o que for menor), onde o diâmetro do tubo =D.
DESCONTINUIDADES DE RAIZ K-, Y-, E T-
Observações:
1. Para solda CJP em conexões tubulares únicas
soldadas em T,Y e Y feitas sem reforço.
2. Descontinuidades em soldagem de backup na raiz,
Detalhes C e D das Figuras 3.8, 3.9, e 3.10 deverão
ser desconsideradas
REFLETORES INTERNOS E
TODAS OUTRAS SOLDAS
a
Refletores abaixo da sensibilidade padrão
(ver 6.13.3.2) deverão ser desconsideradas.
Observação: Descontinuidades que estão entre H ou
tw/6 da superfície externa deverão ser
dimensionadas como se se estendessem à superfície
da solda.
Figura 6.5 – Indicações da Classe X (ver 6.13.3.2)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-285-320.jpg)

![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
267
Tamanhos da Imagem Indicadora de Qualidade (Penetrâmetro de Arame)
Diâmetro de Arame, in [mm]
Posição A Posição B Posição C Posição D
0,0032 [0,08] 0,010 [0,25] 0,032 [0,81] 0,10 [2,5]
0,004 [0,1] 0,013 [0,33] 0,040 [1,02] 0,125 [3,2]
0,005 [0,13] 0,016 [0,4] 0,050 [1,27] 0,160 [4,06]
0,0063 [0,16] 0,020 [0,51] 0,063 [1,6] 0,20 [5,1]
0,008 [0,2] 0,025 [0,64] 0,080 [2,03] 0,25 [6,4]
0,010 [0,25] 0,032 [0,81] 0,100 [2,5] 0,32 [8]
Figura 6.7—IQI de Arame (ver 6.17.1)
(Reimpresso com permissão da American Society for Testing and Materials, copyright.)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-287-320.jpg)
![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
268
a
Colocação alternada IQI do lado da fonte permitida para aplicações tubulares e outras aplicaçãoes quando aprovadas pelo
Engenheiro.
Figura 6.8—Identificação RT e Locais de Tipo-Orifício ou IQI de Arame em Juntas
de Espessura Aproximadamene Igual a 10 in [250 mm] e Maiores em
Comprimento
(ver 6.17.7)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-288-320.jpg)
![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
269
a
Colocação alternada IQI do lado da fonte permitida para aplicações tubulares e outras aplicaçãoes quando aprovadas pelo
Engenheiro.
Figura 6.9—Identificação RT e Locais de Tipo-Orifício ou IQI de Arame em Juntas
de Espessura Aproximadamene Igual ou menores que 10 in [250 mm] em
Comprimento
(ver 6.17.7)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-289-320.jpg)
![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
270
a
Colocação alternada IQI do lado da fonte permitida para aplicações tubulares e outras aplicaçãoes quando aprovadas pelo
Engenheiro.
Figura 6.10—Identificação RT e Locais de Tipo-Orifício ou IQI de Arame em
Juntas de Transição de 10 in [250 mm] e Maiores em Comprimento (ver 6.17.7)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-290-320.jpg)
![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
271
a
Colocação alternada IQI do lado da fonte permitida para aplicações tubulares e outras aplicaçãoes quando aprovadas pelo
Engenheiro.
Figura 6.11—Identificação RT e Locais de Tipo-Orifício ou IQI de Arame em
Juntas de Espessura menores que 10 in [250 mm] em Comprimento (ver 6.17.7)
Figura 6.12 – Blocos de Aresta RT (ver 6.17.13)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-291-320.jpg)

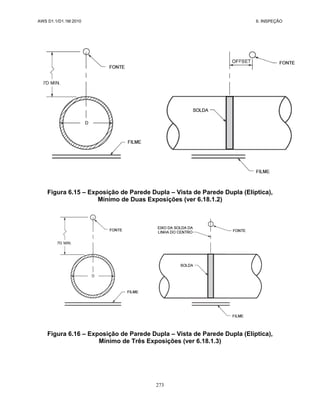
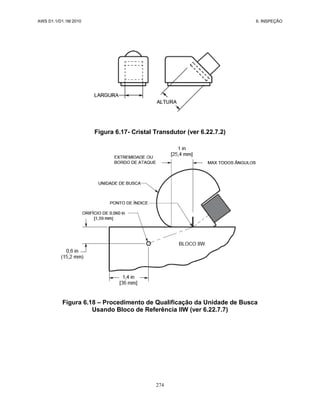
![AWS D1.1/D1.1M:2010 6. INSPEÇÃO
275
Observações
1. A tolerância dimensional entre todas as superfícies no referenciamento ou calibração deverá estar entre ±0,005 in [0,13 mm] da
dimensão detalhada.
2. O acabamento da superfície de todas as superfícies para os quais o som é aplicado ou refletido deve ter uma máximo de 125
μ
in [3.17 μ
m] r.m.s.
3. Todo material deve ser ASTMA 36 ou acousticamente equivalente.
4. Todos orifícios deverão ter um acabamento interno suave e deverão ser perfurados a 90º da superfície do material.
5. Marcadores de identificação e linhas de grau deverão ser identadas na superfície do material para que se mantenha uma
orientação permananente.
6. Estas notas aplicam-se a todos os esboços nas Figuras 6.19 e 6.20.
Figura 6.19 – Bloco Típico do Tipo IWW (ver 6.23.1)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-295-320.jpg)
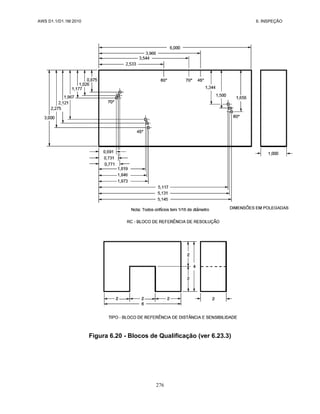
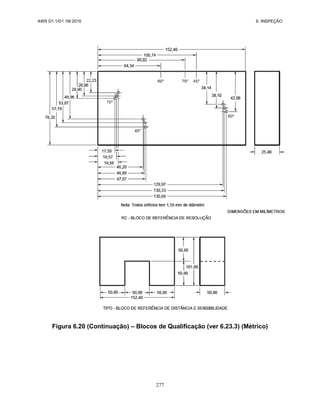

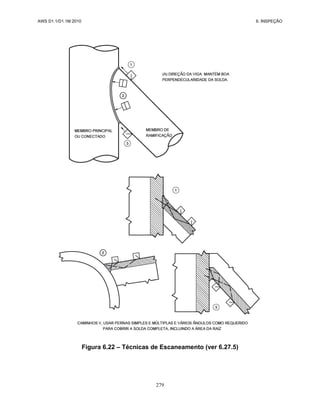
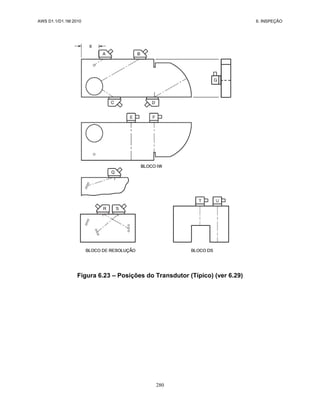

![AWS D1.1/D1.1M:2010
282
7. Soldagem de Pinos
7.1 Escopo
A cláusula 7 contém os requisitos gerais para a soldagem
de pinos de aço em aço e estabelece requisitos específicos:
(1) Para as propriedades mecânicas e materiais de pinos
de aço e requisitos para a qualificação das bases de pinos;
(2) Para os testes de qualificação de aplicação,
qualificação do operador, testes de pré-produção e mão de
obra;
(3) Para a soldagem do pino durante a produção,
fabricação, montagem e inspeção.
(4) Para a certificação do fabricante do pino de
soldabilidade da base de pino.
NOTA: Aços aprovados; para pinos, ver 7.2.6; para metais
de base, ver Tabela 3.1 (Grupos I e II). Para orientações,
ver C7.6.1.
7.2 Requisitos gerais
7.2.1 Projeto do pino. O projeto dos pinos deve ser
adequado para soldagem a arco a peças de aço com uso de
equipamento de soldagem de pino cronometrado. O tipo e o
tamanho do pino devem ser os especificados pelos
desenhos, especificações ou disposições especiais. Para
pinos com cabeça, ver Figura 7.1. Podem ser usadas
configurações de cabeçote alternativas, mediante
comprovação de testes mecânicos e encaixe que confirmem
o desenvolvimento da força total do projeto e mediante
aprovação do Engenheiro.
7.2.2 Proteções para arcos. Uma proteção para arcos
(virola) de cerâmica resistente a calor ou outro material
adequado deve ser fornecida com cada pino.
7.2.3 Fluxo. Um desoxidante adequado e um fluxo de
estabilização para soldagem a arco devem ser fornecidos
com cada pino de 5/16 in [8 mm] de diâmetro ou maior.
Pinos menores que 5/16 in [8 mm] de diâmetro podem ser
fornecidos com ou sem fluxo.
7.2.4 Bases de pinos. Uma base de pino, para ser
qualificada, deverá ter sido aprovada no teste descrito em
7.9. Deverão ser utilizados apenas pinos com bases
qualificadas. A classificação das bases de pinos em
conformidade com 7.9 deve ficar a cargo do fabricante. A
proteção para arcos utilizada na produção deve ser a mesma
utilizada em testes de qualificação ou como recomendado
pelo fabricante. Quando solicitado pelo engenheiro, o
contratante deverá fornecer as seguintes informações:
(1) Uma descrição do pino e da proteção para arcos
(2) Certificação do fabricante de que a base do pino foi
classificada em conformidade com 7.9.
(3) Dados de testes de qualificação
7.2.5 Acabamento do pino.
7.2.5.1 O acabamento do pino deve ser feito por
recalcamento da cabeça, laminação ou usinagem. Os pinos
finalizados devem ter qualidade e condições uniformes,
livres de defeitos que possam afetar a qualidade da solda, a
adequação para a aplicação pretendida ou o ajuste dos
pinos nas proteções especificadas para arcos (virolas) de
cerâmica. Tais defeitos incluem sobreposições, rebarbas,
costuras, trincados, torções, dobras, defeitos de filetes
(rosqueamento), descontinuidades ou materiais estranhos
(ver 7.4.1 e 7.4.2).
7.2.5.2 Pinos com cabeça estão sujeitos a rachaduras ou
fendas na cabeça do pino, que são interrupções abruptas
periféricas causadas pela separação radial do metal que se
estende da cabeça até dentro da haste do pino. Essas
rachaduras ou fendas não devem ser causa para rejeição,
desde que não excedam metade da distância daa cabeça à
haste do pino, conforme determinado por meio de inspeção
visual (ver Figura C-7.1). Os pinos devem ser rejeitados, se
as trincas ou fendas tiverem número ou largura que não
permite que a cabeça se ajuste na bucha de soldagem ou
cause faíscas entre a cabeça do pino e a bucha, afetando a
vida útil desta ou a qualidade da solda.
7.2.6 Material do pino. Os pinos devem ser feitos a partir
de barras trefiladas a frio, em conformidade com os
requisitos de ASTM A 29, Especificação- padrão para
Barras de Aço, Carbono e Liga, Forjadas a Quente,
Requisitos Gerais para os Níveis 1010 por meio de 1020,
inclusive desoxidação de alumínio ou silício
semiacalmados ou acalmados.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-302-320.jpg)
![7. SOLDAGEM DE PINOS AWS D1.1/D1.1M:2010
283
7.2.7 Espessura do metal base. Ao soldar diretamente no
metal base, este não deve ser inferior a 1/3 do diâmetro do
pino. Ao soldar por meio de ponte, o diâmetro do pino não
deve exceder 2,5 vezes a espessura do material da base. Em
nenhum dos casos, devem ser soldados pinos com mais de
duas camadas de cobertura metálica.
7.3 Requisitos mecânicos
7.3.1 Padrão dos requisitos mecânicos. Por opção do
fabricante, as propriedades mecânicas dos pinos devem ser
determinadas ao testar o aço depois do acabamento a frio
ou o diâmetro total dos pinos acabados. Em ambos os
casos, os pinos devem estar em conformidade com as
propriedades-padrão mostradas na Tabela 7.1.
7.3.2 Testes. As propriedades mecânicas devem ser
determinadas de acordo com as seções aplicáveis da norma
ASTM A 370, Mechanical Testing of Steel Products
(Testes Mecânicos de Produtos de Aço). É usado um
dispositivo de teste típico, semelhante ao mostrado na
Figura 7.2.
7.3.3 Solicitação do Engenheiro. Mediante solicitação do
Engenheiro, o Contratante deverá apresentar:
(1) Certificação do fabricante do pino segundo a qual
os pinos, tal como fornecidos, estão em conformidade com
os requisitos aplicáveis de 7.2 e 7.3.
(2) Cópias certificadas dos relatórios de testes do
fabricante do pino, compreendendo o último conjunto
completo de testes mecânicos de controle de qualidade,
exigidos por 7.3 para cada diâmetro fornecido.
(3) Relatórios certificados de testes de material (CMTR
- Certified Material Test Reports), por parte do fornecedor
do aço, indicando o diâmetro, propriedades químicas e grau
em cada número térmico fornecido.
7.3.4 Falta de testes de controle de qualidade. Quando os
testes de controle de qualidade não estiverem disponíveis, o
Contratante deverá apresentar um relatório de testes
químicos em conformidade com 7.2.6 e um relatório de
testes mecânicos em conformidade com os requisitos de 7.3
para cada número de lote. Pinos não identificados e não
rastreáveis não deverão ser utilizados.
7.3.5 Pinos adicionais. O contratante é responsável pelo
fornecimento de pinos adicionais de todos os tipos e
tamanhos, mediante solicitação do Engenheiro, para
checagem dos requisitos de 7.2 e 7.3. Os testes devem ficar
a cargo do proprietário.
7.4. Mão de obra/ fabricação
7.4.1 Limpeza. No momento da soldagem, os pinos devem
estar livres de ferrugem, crateras de corrosão por ferrugem,
descamação, óleo, umidade ou outras substâncias deletérias
que, adversamente, possam afetar a operação de soldagem.
7.4.2 Restrições de revestimento. A base do pino não deve
ser pintada, galvanizada ou planificada com cádmio antes
da soldagem.
7.4.3 Preparação do metal base. As áreas em que os pinos
devem ser soldados devem estar livres de lascas, ferrugem,
umidade, tinta ou outros materiais prejudiciais à extensão
necessária para obter soldas satisfatórias e evitar fumaças
indesejáveis. Essas áreas podem ser limpas com escova,
escalonamento, punção de marcar ou retificação do fio.
7.4.4 Umidade. As proteções contra arcos ou virolas
devem ser mantidas secas. Qualquer proteção para arco que
apresente sinais de umidade na superfície, provenientes de
orvalho ou chuva, deve ser seca em estufa a 120 º C [250 °
F] por duas horas antes do uso.
7.4.5 Requisitos de espaçamento. Os espaçamentos
longitudinais e laterais de conectores de cisalhamento (tipo
B) do pino podem variar, no máximo, em 1 in [25 mm] a
partir da localização mostrada nos desenhos. A distância
mínima da borda de uma base de pino até a borda de uma
flange deve ser equivalente ao diâmetro do pino mais 1/8 in
[3 mm], mas de preferência não inferior a 1-1/2 in [40
mm].
7.4.6 Remoção da proteção para arcos. Após a soldagem,
as proteções para arcos devem ser tiradas dos pinos a serem
embutidos no concreto e, sempre que possível, de todos os
outros pinos.
7.4.7 Critérios de aceitação. Após a soldagem, os pinos
devem estar livres de quaisquer descontinuidades ou
substâncias que possam interferir com a função pretendida
e apresentar uma aresta total de 360°. No entanto, a não-
fusão nas pernas da aresta e pequenas fissuras reduzidas
devem ser aceitáveis. Os perfis de solda de filete mostrados
na figura 5.4 não se aplicam às arestas de soldas de pino
automaticamente cronometradas.
7.5 Técnica
7.5.1 Soldagem automática mecanizada. Os pinos devem
ser soldados com equipamento de soldagem de pinos,
cronometrado automaticamente, ligado a uma fonte
adequada de energia de corrente contínua de eletrodo
negativo. A voltagem, a corrente, o tempo de soldagem e as
configurações da pistola para elevar e mergulhar devem ser
fixados em configurações ideais, com base em práticas
passadas, recomendações do fabricante do pino e do
equipamento, ou ambos. A AWS C5.4, Recommended
Practices for Stud Welding (“Práticas Recomendadas para
Soldagem de Pinos”), deve ser igualmente utilizada para
orientação técnica.
7.5.2 Pistolas de soldagem múltiplas. Se duas ou mais
pistolas de soldagem de pinos devem ser operadas a partir
de uma mesma fonte de energia, elas devem ser interligadas
de maneira que apenas uma pistola possa operar de cada
vez e para que a fonte de energia esteja completamente
recuperada ao fazer uma solda antes que outra solda seja
iniciada.
7.5.3 Movimento da pistola de soldagem. Durante a
operação, a pistola de soldagem deve ficar parada até que o
metal da solda tenha se solidificado.
7.5.4 Requisitos de temperatura do ambiente e do metal
base. A soldagem não deve ser feita quando a temperatura
do metal base estiver abaixo de –18°C [0 F] ou quando a
superfície estiver úmida ou for exposta às intempéries
(chuva, geada, neve, maresia). Quando a temperatura do](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-303-320.jpg)
![7. SOLDAGEM DE PINOS AWS D1.1/D1.1M:2010
284
metal base estiver abaixo de 0°C [32° F], um pino
adicional, para cada 100 pinos soldados, deve ser testado
pelos métodos descritos em 7.7.1.3 e 7.7.1.4, exceto
quando o ângulo de teste for de, aproximadamente, 15°.
Isso ocorre além dos dois primeiros pinos testados para
cada início de um período de produção ou mudança no
ajuste. Esse ajuste inclui uma pistola de soldagem por
pontos, uma fonte de energia, o diâmetro do pino, elevação
e precipitação da pistola, comprimento total do chumbo
para soldagem e mudanças maiores que ± 5% na corrente
(amperagem) e tempo.
7.5.5 Opção de solda de filete de FCAW, GMAW,
SMAW. Por opção do Contratante, os pinos devem ser
soldados usando processos de FCAW, GMAW ou SMAW,
desde que sejam observados os seguintes requisitos:
7.5.5.1 Superfícies. As superfícies a serem soldadas e
as superfícies adjacentes a uma solda devem estar livres de
escamas soltas ou espessas, escórias, ferrugem, umidade,
graxa e outros materiais estranhos que impeçam a soldagem
adequada ou produzam fumaça desagradável.
7.5.5.2 Extremidade do pino. Para soldas de filete, a
extremidade do pino deve estar igualmente limpa.
7.5.5.3 Ajuste do pino (soldas de filete). Para soldas
de filete, a base do pino deve ser preparada de modo que
ela se ajuste contra o metal base.
7.5.5.4 Tamanho mínimo da solda de filete. Quando
for preciso usar soldas de filete, o tamanho mínimo terá que
ser maior que os exigidos na Tabela 5.8 ou 7.2.
7.5.5.5 Requisitos de pré-aquecimento. O metal de
base no qual são soldados os pinos deve ser pré-aquecido
em conformidade com os requisitos da Tabela 3.2.
7.5.5.6 Eletrodos SMAW. A soldagem SMAW deve
ser realizada utilizando-se eletrodos com baixo nível de
hidrogênio com 5/32 ou 3/16 in [4,0 mm ou 4,8 mm] de
diâmetro, exceto quando um eletrodo de menor diâmetro
puder ser utilizado em pinos com 7/16 in [11,1 mm], ou
menos, de diâmetro, para soldas fora de posição.
7.5.5.7 Inspeção visual. Os pinos soldados de FCAW,
GMAW e SMAW devem ser inspecionados visualmente
em conformidade com 6.9.
7.6 Requisitos de qualificação de
aplicação de pinos
7.6.1 Objetivo. Pinos que são aplicados na oficina ou em
campo, na posição horizontal (mão baixa) em uma
superfície plana e horizontal, devem ser considerados pré-
qualificados em virtude dos testes de qualificação do
fabricante para a base de pino (ver 7.9), e não será
necessária a aplicação de nenhum outro teste. O limite da
posição plana é definido como sendo uma inclinação de 0°
a 15° sobre a superfície na qual o pino é aplicado.
Eis alguns exemplos de aplicações de pinos que necessitam
de testes, desta seção:
(1) Pinos que são aplicados em superficies não planas
ou em superfícies planas na posição vertical ou elevada.
(2) Pinos que são soldados através de coberturas. Os
testes devem ser realizados com o material que representa a
condição a ser utilizada na construção.
(3) Pinos soldados a outros que não sejam os aços do
Grupo I ou II listados na Tabela 3.1.
7.6.2 Responsabilidades pelos testes. O Contratante deve
ser responsável pela realização desses testes. Em geral, os
testes podem ser realizados pelo Contratante, pelo
fabricante do pino ou por outra agência de testes que
satisfaça todas as partes envolvidas.
7.6.3 Preparação de amostras
7.6.3.1 Amostras para teste. Para qualificar aplicações
que envolvam os materiais listados na Tabela 3.1, Grupos I
e II, as amostras podem ser preparadas utilizando-se
materiais de base de aço da classe ASTM A 36 ou os
materiais de base listados na Tabela 3.1, Grupos I e II.
7.6.3.2 Informação registrada. Para qualificar aplicações
que envolvam outros materiais que não os listados na
Tabela 3.1, Grupos I e II, o material de base da amostra
para teste deve apresentar especificações químicas, físicas e
de categoria a serem utilizadas na produção.
7.6.4 Número de amostras. Dez amostras devem ser
soldadas de forma consecutiva, usando procedimentos
recomendados e configurações para cada diâmetro, posição
e geometria da superfície.
7.6.5 Testes exigidos. As dez amostras devem ser testadas
usando-se um ou mais dos seguintes métodos: flexão (ou
dobra), torção (torque) ou tração (ou tensão, ou
tensionamento).
7.6.6 Métodos de teste
7.6.6.1 Teste de flexão. Os pinos devem ser testados
por flexão alternada de 30° em sentidos opostos em uma
instalação de teste típica, como mostrado na figura 7.4, até
que a falha ocorra. Alternativamente, os pinos podem ser
dobrados até 90° a partir de seu eixo original. Os pinos tipo
C, quando dobrados até 90°, devem ser flexionados sobre
um pino com diâmetro quatro vezes maior que o diâmetro
dos primeiros. Em ambos os casos, a aplicação de um pino
deve ser considerada qualificada, se ele for dobrado até 90°
e ocorrer fratura no material da placa ou forma, ou na haste
do pino e não na solda.
7.6.6.2 Teste de torque. O torque dos pinos deve ser
testado usando um método de teste de torque que esteja
essencialmente em conformidade com a Figura 7.3. A
aplicação do pino deve ser considerada qualificada se todas
as amostras forem torqueadas até a destruição sem falhas
na solda.
7.6.6.3 Teste de tração. A tração dos pinos deve ser
testada até a destruição ao se usar qualquer máquina capaz
de fornecer a força necessária. A aplicação do pino deve ser
considerada qualificada quando as amostras não falham na
soldagem.
7.6.7 Dados para aplicação de teste de qualificação.
Aplicação. Os dados para o teste de qualificação devem
incluir o seguinte:
(1) Desenhos que mostram formas e dimensões dos
pinos e proteções para arco.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-304-320.jpg)
![7. SOLDAGEM DE PINOS AWS D1.1/D1.1M:2010
285
(2) Uma descrição completa do pino e dos materiais de
base, além de uma descrição (número da peça) da proteção
para arco.
(3) Posição de soldagem e ajustes (corrente, tempo).
(4) Um registro que deve ser feito para cada
qualificação e estar disponível para cada contrato. Um
formulário WPS/PQR indicado para aplicação não pré-
qualificada pode ser encontrado no Anexo N, Formulário
N-9.
7.7. Controle da produção
7.7.1. Teste de pré-produção
7.7.1.1. Início de turno. Antes da soldagem do
material em produção, com uma determinada configuração
e com um determinado tamanho e tipo de pino, e no início
de cada produção diária ou do período, os testes devem ser
realizados nos dois primeiros pinos que são soldados. A
técnica do pino pode ser desenvolvida em um pedaço de
material semelhante à peça de produção quanto à espessura
e propriedades. Se a espessura real da produção não estiver
disponível, ela poderá variar em ± 25%. Todos os pinos de
teste deverão ser soldados na mesma posição geral, como
exigido para a peça de produção (plana, vertical ou
elevada).
7.7.1.2 Peça (ou componente) de produção. Opção.
Em vez de serem soldados ao material separado, os pinos
de teste podem ser soldados à peça de produção, exceto
quando chapas separadas forem exigidas de acordo com
7.7.1.5.
7.7.1.3 Requisito de aresta. Os pinos devem
apresentar 360° de aresta, sem sinais de entalhe na base do
pino.
7.7.1.4 Teste de flexão. Além do exame visual, o teste
deve consistir de dobra dos pinos depois que forem
resfriados, a um ângulo de aproximadamente 30°, a partir
de seu eixo original, seja batendo com um martelo na sua
extremidade não soldada, seja colocando um tubo ou outro
dispositivo com abertura adequada, envolvendo o pino e
dobrando-o, manual ou mecanicamente. Em temperaturas
abaixo de 10° C [50° F], a flexão deve ser feita
preferencialmente pela aplicação lenta e contínua de carga.
Para pinos de rosca, o teste de torque da Figura 7.3 deve ser
substituído pelo teste de flexão.
7.7.1.5 Em caso de falha. Se, no exame visual, os
pinos de teste não apresentarem aresta de 360° ou se,
quando testados, a falha ocorrer na zona de solda de cada
pino, o procedimento deve ser corrigido e dois pinos mais
devem ser soldados ao material separado ou na peça de
produção e testados em conformidade com as disposições
de 7.7.1.3 e 7.7.1.4. Se qualquer um dos dois segundos
pinos falhar, a soldagem adicional deve ter continuidade
em chapas separadas até que dois pinos consecutivos sejam
testados e considerados satisfatórios antes que mais pinos
da produção sejam soldados à peça de produção.
7.7.2 Soldagem da produção. Uma vez que a soldagem da
produção tenha começado, todas as mudanças efetuadas
para ajustá-la, conforme determinado em 7.7.1, devem
exigir que os testes em 7.7.1.3 e 7.7.1.4 sejam realizados
antes que a produção seja retomada.
7.7.3 Reparação de pinos. Na produção, os pinos em que
não é obtida uma aresta completa de 360° podem, por
opção do contratante, ser reparados por adição de solda de
filete mínima, como exigido em 7.5.5, no lugar da aresta
que está faltando. A solda de reparação deve ser estendida
até, pelo menos, 3/8 in [10 mm] para além de cada
extremidade da descontinuidade a ser reparada.
7.7.4 Qualificação do operador. O teste de pré-produção
exigido por 7.7.1, se bem sucedido, serve também para
qualificar o operador de soldagem do pino. Antes de
qualquer produção: os pinos são soldados por um operador
não envolvido no ajuste de pré-produção de 7.7.1; os dois
primeiros pinos soldados pelo operador devem ter sido
testados em conformidade com as disposições de 7.7.1.3 e
7.7.1.4. Quando os dois pinos soldados tiverem sido
testados e considerados satisfatórios, o operador poderá
então soldar os pinos da produção.
7.7.5 Reparo da área de remoção. Se um pino
inadmissível tiver sido removido de uma peça sujeita a
tensões de tração, a área da qual o pino foi removido deve
ser deixada lisa e nivelada. Onde, nessas áreas, o metal
base tiver sido retirado, no decorrer da remoção do pino,
em conformidade com as exigências deste código, deve ser
usada uma SMAW com eletrodos com baixo nível de
hidrogênio, para preencher as placas e a superfície de
soldagem deve ser nivelada.
Em áreas de compressão de peças, se as falhas nos pinos se
limitarem a hastes ou zonas de fusão de pinos, um novo
pino pode ser soldado ao lado de cada área não aceitável no
lugar de reparo e substituição na área de solda existente
(ver 7.4.5). Se o metal base for retirado durante a remoção
do pino, as disposições de reparo devem ser as mesmas
para as áreas de tração, exceto que, quando a profundidade
da descontinuidade for menor que 1/8 in [3 mm] ou 7% da
espessura do metal base, essa descontinuidade pode ser
carenada por trituração em vez de ser preenchida com
metal de solda. Onde deverá ser fornecido um pino de
reposição, o reparo do metal base deve ser feito antes da
soldagem daquele pino. Os pinos de reposição (não sendo
do tipo rosca, cujo torque deve ser testado) devem ser
testados ao serem dobrados até um ângulo de
aproximadamente 15° a partir de seus eixos originais. As
áreas de componentes expostos para serem vistos em
estruturas completas devem ser deixadas lisas e niveladas,
no local em que um pino tiver sido removido.
7.8 Requisitos de inspeção de
controle e fabricação
7.8.1 Inspeção visual. Se a inspeção visual revelar
qualquer pino que não apresente uma aresta completa de
360° ou qualquer pino que tenha sido reparado por
soldagem, ele deve ser flexionado a um ângulo de
aproximadamente 15° a partir de seu eixo original. O
torque de pinos com rosca deve ser testado. O método de
flexão deve ser feito em conformidade com 7.7.1.4. A
direção de flexão para pinos com aresta abaixo de 360°](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-305-320.jpg)
![7. SOLDAGEM DE PINOS AWS D1.1/D1.1M:2010
286
deve ser oposta à porção que falta da aresta. O teste de
torque deve estar em conformidade com a Figura 7.3.
7.8.2 Testes adicionais. O Inspector de Controle, se as
condições o permitirem, pode selecionar um número
razoável de pinos adicionais a serem submetidos aos testes
descritos em 7.8.1.
7.8.3 Critérios de aceitação do pino curvado. Os
conectores de cisalhamento do pino dobrado (Tipo B) e
âncoras deformadas (tipo C) e outros pinos a serem
embutidos no concreto (Tipo A), que não apresentam sinais
de falha, devem ser aceitáveis para uso e deixados na
posição dobrada. Quando os documentos contraturais
exigirem que os pinos dobrados sejam endireitados, a
operação de endireitamento deve ser feita sem aquecimento
e antes que a operação de soldagem do pino da produção
seja concluída.
7.8.4 Critérios de aceitação do teste de torque. O uso
dos pinos de rosca (Tipo A), cujo nível de torque foi
testado na prova de carga da Figura 7.3 e que não
apresentam sinais de falha, deve ser aceitável.
7.8.5 Ação corretiva. Pinos soldados que não respeitem os
requisitos do código devem ser reparados ou substituídos
pelo Contratante, que deverá rever o procedimento de
soldagem, conforme necessário, para garantir que a
soldagem de pinos subsequentes atenda aos requisitos do
código.
7.8.6 Opção do proprietário. Por opção e a expensas do
proprietário, o contratante pode ser obrigado, a qualquer
momento, a apresentar pinos dos tipos usados, nos termos
do contrato, para uma verificação de qualificação em
conformidade com os procedimentos de 7.9.
7.9 Requisitos do fabricante quanto à
qualificação da base do pino
7.9.1 Objetivo. O objetivo desses requisitos é prescrever
testes para certificação de fabricantes sobre a soldabilidade
da base de pinos.
7.9.2 Responsabilidade pelos testes. O fabricante do pino
será responsável pela realização do teste de qualificação.
Esses testes podem ser realizados por uma agência de testes
que seja satisfatória para o Engenheiro. A agência a realizar
os testes deve submeter um relatório de certificação ao
fabricante dos pinos, fornecendo os procedimentos e
resultados em todos os testes, incluindo a informação
descrita em 7.9.10.
7.9.3 Extensão da qualificação. A qualificação de uma
base de pino deve consistir de uma qualificação de bases de
pino com a mesma geometria, fluxo e proteção de arco,
com o mesmo diâmetro e diâmetros que são menores, cerca
de menos de 1/8 in [3 mm]. Uma base de pino classificada
com um grau de aprovação do aço da classe ASTM A29 e
que satisfaça os padrões de propriedades mecânicas (ver
7.3.1) deve consituir qualificação em todos os outros graus
aprovados do aço da classe ASTM A29 (ver 7.2.6), desde
que essa conformidade com todas as outras disposições
aqui descritas seja alcançada.
7.9.4 Duração da qualificação. Um tamanho de proteção
para arco de base de pino, uma vez qualificado, deverá ser
considerado como tal até que o fabricante do pino faça
qualquer alteração na geometria, no material, no fluxo ou
na proteção para arco da base do pino que afete as
características de soldagem.
7.9.5 Preparação de amostras
7.9.5.1 As amostras para teste devem ser preparadas
por meio da soldagem de pinos representativos a chapas de
amostra adequadas de aço da classe ASTM A36 ou
quaisquer outros materiais listados na Tabela 3.1 ou 4.9. Os
pinos a serem soldados através de coberturas metálicas
devem ter os testes de qualificação de base da solda
realizados por soldagem através de cobertura metálica
representativa daquela usada em construção, galvanizada
pela designação de revestimento G90, para uma espessura
de ponte, ou G60, para uma ponte com duas camadas, da
classe ASTM A653. Quando os pinos forem soldados
através de cobertura, o teste de qualificação do pino de base
deve incluir cobertura representativa daquela usada em
construção. A soldagem deve ser feita na posição
horizontal (superfície horizontal da chapa). Os testes para
pinos de rosca devem estar em branco (pinos sem rosca).
7.9.5.2 Os pinos devem ser soldados com fonte de
energia, pistola de soldagem e equipamento controlado
automaticamente pelo fabricante do pino. A voltagem, a
corrente e o tempo de soldagem (ver 7.9.6) devem ser
medidos e registrados para cada amostra. A elevação e a
precipitação devem estar em configuração ideal, como
recomendado pelo fabricante.
7.9.6 Número de amostras para testes
7.9.6.1 Para pinos com 7/8 in [22 mm] de diâmetro ou
menos, 30 amostras de testes devem ser soldadas
consecutivamente com tempo ideal constante, mas com
corrente 10% acima do ideal. Para pinos com mais de 7/8 in
[22 mm] de diâmetro, 10 amostras de teste devem ser
soldadas consecutivamente com tempo ideal constante. A
corrente e o tempo ideais devem ser o ponto médio da faixa
normalmente recomendada pelo fabricante para a soldagem
de produção.
7.9.6.2 Para pinos com 7/8 in [22 mm] de diâmetro ou
menos, 30 amostras devem ser soldadas consecutivamente
com tempo ideal constante, mas com corrente 10% abaixo
do ideal. Para pinos com mais de 7/8 in [22 mm] de
diâmetro, 10 amostras devem ser soldadas
consecutivamente com tempo ideal constante, mas com
corrente 5% abaixo do ideal.
7.9.6.3 Para pinos a serem soldados através de
cobertura metálica, a faixa dos diâmetros da base de solda
deve ser qualificada pela soldagem de 10 pinos, na corrente
e no tempo ideais, como recomendado pelo fabricante em
conformidade com o seguinte:
(1) Diâmetros máximo e mínimo soldados através de
uma espessura de ponte com calibre 16, designação de
revestimento G90.
(2) Diâmetros máximo e mínimo soldados através de
duas camadas de ponte com calibre 16, designação de
revestimento G60.
(3) Diâmetros máximo e mínimo soldados através de
uma espessura de ponte G60 com calibre 18 acima de uma
espessura de ponte G60 com calibre 16.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-306-320.jpg)
![7. SOLDAGEM DE PINOS AWS D1.1/D1.1M:2010
287
(4) Diâmetros máximo e mínimo soldados através de
duas camadas de ponte com calibre 18, ambas com
designação de revestimento G60.
A faixa de diâmetros de mínimo a máximo, soldada através
de duas camadas de cobertura metálica de calibre 18 com
galvanização G60, deve ser qualificada para soldagem
através de uma ou duas camadas de cobertura metálica com
espessura calibre 18 ou menos.
7.9.7 Testes
7.9.7.1 Testes de tração. Dez das amostras soldadas
em conformidade com 7.9.6.1 e dez em conformidade com
7.9.6.2 devem ser submetidas a um teste de tração em um
dispositivo semelhante ao mostrado na Figura 7.2, exceto
que pinos sem cabeça podem ser segurados na extremidade
não soldada nas mandíbulas da máquina de teste de tração.
A base do pino deve ser considerada qualificada, se todas
as amostras de teste tiverem uma resistência à tração igual
ou superior ao mínimo descrito em 7.3.1.
7.9.7.2 Testes de flexão (pinos com 7/8 in [22 mm] de
diâmetro ou menos). Vinte das amostras soldadas em
conformidade com 7.9.6.1 e vinte em conformidade com
7.9.6.2 devem ter sua flexão testada ao serem flexionadas,
alternadamente, em 30° a partir de seu eixo original, em
direções opostas até ocorrer a falha. Os pinos devem ser
dobrados em um dispositivo de teste de flexão, como
mostrado na Figura 7.4, exceto que pinos com menos de
1/2 in [12 mm] de diâmetro podem ser flexionados usando
um dispositivo, como mostrado na Figura 7.5. A base de
pino deve ser considerada qualificada se, em todas as
amostras para teste, a fratura ocorrer no material da chapa
ou na haste do pino e não na solda ou HAZ. Todas as
amostras de teste para pinos com mais de 7/8 in [22 mm] só
devem ser submetidas a testes de tração.
7.9.7.3 Solda por meio de testes de cobertura. Todas
as 10 soldagens através das amostras de pino da cobertura
devem ser testadas ao serem flexionadas em 30° em
direções opostas, em um dispositivo de teste de flexão,
como mostrado na Figura 7.4 ou por teste de flexão de 90°
a partir de seu eixo original ou teste de tração, até a
destruição na máquina capaz de fornecer a força necessária.
Com qualquer método de teste utilizado, a faixa de
diâmetros do pino do mínimo ao máximo deve ser
considerada como bases de soda qualificadas para
soldagem através da cobertura se, em todas as amostras de
teste, ocorrer fratura no material da chapa ou na haste do
pino e não na solda ou HAZ.
7.9.8 Novos testes. Se ocorrer falha em alguma solda ou
HAZ, em qualquer um dos grupos de teste de flexão de
7.9.7.2, ou em menos do que a resistência à tração mínima
especificada do pino em qualquer dos grupos de tensão em
7.9.7.1, um novo grupo de testes (descrito em 7.9.6.1 ou
7.9.6.2, conforme o caso) deve ser preparado e testado. Se
essas falhas se repetirem, a base do pino deve falhar na
qualificação.
7.9.9 Aceitação. Para a combinação de proteção para arco e
a base do pino do fabricante ser qualificada, cada pino de
cada grupo de 30 pinos deve, por meio de teste ou novo
teste, satisfazer os requisitos descritos em 7.9.7. A
qualificação de um determinado diâmetro da base do pino
deve ser considerada uma qualificação para bases de pino
com o mesmo diâmetro nominal (ver 7.9.3, geometria,
material, fluxo e proteção para arco da base do pino).
7.9.10 Dados do teste de qualificação do fabricante. Os
dados do teste devem incluir o seguinte:
(1) Desenhos mostrando formas e dimensões com
tolerâncias de pino, proteções contra arcos e fluxo;
(2) Uma descrição completa dos materiais utilizados
nos pinos, inclusive a quantidade e o tipo de fluxo e uma
descrição das proteções contra arcos.
(3) Resultados certificados de testes.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-307-320.jpg)
![7. SOLDAGEM DE PINOS AWS D1.1/D1.1M:2010
288
Tabela 7.1
Requisitos de Propriedades
Mecânicas para Pinos
(ver 7.3.1)
Tipo Aa
Tipo Bb
Tipo Cc
Resistência à
Tração
psi min.
MPa min.
61 000
420
65 000
450
80 000
552
Limite de
Elasticidade
(0.2%
deslocamento)
psi min.
MPa min.
49 000
340
51 000
350
—
(0.5%
deslocamento)
psi min.
MPa min.
— — 70 000
485
Alongamento % in 2 in min.
% in 5x dia. min.
17%
14%
20%
15%
—
Redução
da área
% min. 50% 50% —
a
Pinos Tipo A devem ser propósito geral de qualquer tipo e
tamanho usado para outros propósitos que não transferência de
cisalhamento em projeto e construção de feixe compósito.
b
Pinos Tipo B devem ser pinos com cabeça, flexionados ou de
outra configuração em diâmetro de 3/8 in [10 mm], 1/2 in [12
mm], 5/8 in [16 mm], 3/4 in [20 mm], 7/8 in [22 mm], e 1 in [25
mm] que são usados como componentes essenciais em projeto
de feixe compósito e projeto de ancoragem de concreto.
c
Pinos Tipo C devem ser barras de aço deformadas por trabalho a
frio fabricadas em conformidade com a especificação ASTM A
496 tendo um diâmetro nominal equivalente ao diâmetro de um
arame simples tendo o mesmo peso por pé que o arame
deformado. ASTM A 496 especifica um diâmetro máximo de
0,628 in [16 mm]. Qualquer barra fornecida acima desse
diâmetro deve ter as mesmas características físicas com respeito
a deformações como requerido por ASTM A 496.
Tabela 7.2
Tamanho Mínimo de Solda de Filete
Para Pinos de Pequeno Diâmetro (ver
7.5.5.4)
Diâmetro do Pino
Tamanho Min. de
Filete
in mm in mm
1/4 até 7/16 6 até 11 3/16 5
1/2 12 1/4 6
5/8, 3/4, 7/8 16, 20, 22 5/16 8
1 25 3/8 10](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-308-320.jpg)
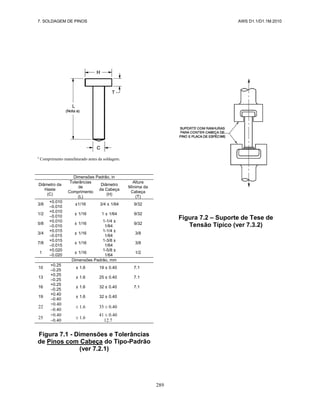
![7. SOLDAGEM DE PINOS AWS D1.1/D1.1M:2010
290
Nota: Dimensões de detalhes de suporte de teste deveriam ser apropriados para o tamanho do pino. As roscas do pino devem
estar limpas e livres de outros lubrificantes que não o resíduo de corte/lubrificantes formadores de frio na condição “como recebido”
do fabricante.
Torque de Prova Requerido para Testar Pinos Rosqueadosa
Diâmetro Nominal
M.E.T.A.b
Rosca Torque de Teste de Provac
in mm in2
mm2
no./in pitch-mm Series b-ft Joule
0,236 M6 0,031 20,1 1,0 ISO-724 5,4 7,4
1/4 6,4 0,036 23,2 28 UNF 6,6 9,0
0,032 20,6 20 UNC 5,9 7,8
5/16 7,9 0,058 37,4 24 UNF 13,3 18,1
0,052 33,5 18 UNC 11,9 16,1
0,315 M8 0,057 36,6 1,25 ISO-724 13,2 17,9
3/8 9,5 0,088 56,8 24 UNF 24,3 32,9
0,078 50,3 16 UNC 21,5 29,2
0,394 M10 0,090 58,0 1,5 ISO-724 26,2 35,5
7/16 11,1 0,118 76,1 20 UNF 37,9 51,4
0,106 68,4 14 UNC 34,8 47,2
0,472 M12 0,131 84,3 1,75 ISO-724 45,7 61,9
1/2 12,7 0,160 103,2 20 UNF 58,8 79,7
0,142 91,6 13 UNC 52,2 70,8
0,551 M14 0,178 115,0 2,0 ISO-724 72,7 98,5
9/16 14,3 0,203 131,0 18 UNF 83,9 113,8
0,182 117,4 12 UNC 75,2 102,0
5/8 15,9 0,255 164,5 18 UNF 117,1 158,8
0,226 145,8 11 UNC 103,8 140,8
0,630 M16 0,243 157,0 2,0 ISO-724 113,4 153,7
3/4 19,1 0,372 240,0 16 UNF 205,0 278,0
0,334 215,5 10 UNC 184,1 249,7
0,787 M20 0,380 245,0 2,5 ISO-724 221,2 299,9
0,866 M22 0,470 303,0 2,5 ISO-724 300,9 408,0
7/8 22,2 0,509 328,4 14 UNF 327,3 443,9
0,462 298,1 9 UNC 297,1 402,9
0,945 M24 0,547 353,0 3,0 ISO-724 382,4 518,5
1 25,4 0,678 437,4 12 UNF 498,3 675,7
0,606 391,0 8 UNC 445,4 604,0
a
Figuras de torque aão baseadas em pinos rosqueados do Tipo A com limite de escoamento mínimo de 49 000 psi [340 MPa].
b
Área de Rosca Efetiva Média (M.E.T.A) deve ser definida como a area de tensão efetiva baseada em um diâmetro médio tomado
aproximadamente a os diâmetros menor e de passo.
c
Valores são calculados em torque de teste de prova de 0,9 vezes o Diâmetro Nominal do Pino vezes 0,2 Fator de Coeficiente de
Fricção vezes Área de Rosca Efetiva Média vezes Limite de escoamento Mínimo para pinos não banhados na condição como
recebido. Banhos, revestimentos ou depósitos de oleo/graxa alterarão o Fator de Coeficiente de Fricção.
Figura 7.3 – Arranjo de Teste de Torque e Tabela de Torques de Teste (ver 7.6.6.2)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-310-320.jpg)
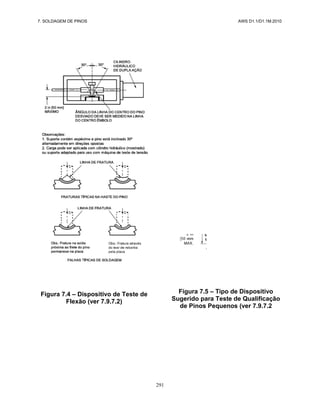

![7. SOLDAGEM DE PINOS AWS
D1.1/D1.1M:2010
293
8.4 Aprimoramento do Tempo de
Fadiga
8.4.1 Métodos. Os seguintes métodos de
recondicionamento de detalhes de soldas críticas
podem ser usados quando procedimentos por escrito
foram aprovados pelo Engenheiro:
(1) Melhoria de Perfil. Refazer a forma da face
de solda ao retificar com uma broca de carboneto
para obter um perfil côncavo com uma transição
suave de material base a solda.
(2) Retificação de Extremidade. Refazer a forma
somente das extremidades de solda ao retificar com
uma broca ou torno de mão.
(3) Martelamento. Rebitagem de superfície de
solda, ou martelamento de extremidades de solda.
(4) Preparação TIG. Refazer a forma da solda ao
derreter novamente o metal de solda existente com
calor de arco GTAW (nenhum metal de adição
usado).
(5) Retificação de Extremidade mais
Martelamento. Quando usados juntos, os benefícios
são cumulativos.
8.4.2 Aumento da Faixa de Tensão. O Engenheiro
deve estabelecer o aumento adequado O Engenheiro
deve estabelecer o aumento apropriado na faixa de
tensão permissível.
8.5 Mão-de-Obra e Técnica
8.5.1 Condição de Metal Base. Metal base metal a
ser reparado e superficies de metal base existente em
contato com novo metal base devem ser limpas de
poeira, ferrugem e material estranaha, exceto filme
de tinta aderente como em SPC SP2 (Surface
Preparation Specification #2 - Hand Tool Cleaning).
As partes de tais superficies que serão soldadas
devem ser totalmente limpas de toda matéria
estranha, inclusive tinta, por pelo menos 2 in [50
mm] a partir da raiz da solda.
8.5.2 Descontinuidades de Membro. Quando
requerido pelo Engenheiro, descontinuidades
inaceitáveis no membro sendo reparado ou reforçado
devem ser corrigidas antes de endireitamento por
aquecimento, curvamento por aquecimento ou
soldagem.
8.5.3 Reparos de Solda. Se reparos de solda são
necessários, eles devem ser feitos em conformidade
com 5.26, conforme aplicável.
8.5.4 Metal Base de Espessura Insuficiente. O
metal base que não tem espessura suficiente para
desenvolver o tamanho necessário ou a capacidade
necessária de solda deve ser, como determinado pelo
Engenheiro: (1) construído com metal de solda até a
espessura requerida, (2) cortado até que a espessura
adequada esteja disponível, (3) reforçado com metal
base adicional ou (4) removido e recolocado com
metal base de espessura e força adequadas.
8.5.5 Endireitamento por Aquecimento. Quando
métodos de endireitamento por aquecimento ou
curvamento por aquecimento são usados, a
temperatura máxima das áreas aquecidas como
medida pelo uso de crayons sensíveis à temperatura
ou outros meios positivos não deve exceder 1100°F
[600°C] para aço resfriado e temperado, nem 1200°F
[650°C] para outros aços. O resfriamento acelerado
de aço acima de 600°F [315°C] deve ser proibido.
8.5.6 Sequência de Soldagem. Ao reforçar ou
reparar membros pela adição de metal base ou metal
de solda, ou ambos, a soldagem e sequência de solda
deve, tanto quanto possível, resultar em uma entrada
de calor equilibrada ao redor do eixo neutro para
minimizar distorção e tensões residuais.
8.6 Qualidade
8.6.1 Inspeção Visual. Todos os membros e soldas
afetados pelo trabalho devem ser inspecionados
visualmente em conformidade com o plano de
abarangência do Engenheiro.
8.6.2 NDT. O método, extensão e critérios de
aceitação de NDT devem ser especificados nos
documentos de contrato.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-313-320.jpg)


![AWS D1.1/D1.1M:2010
296
Anexo A (Normativo)
Garganta Efetiva
Esse anexo é parte de D1.1/D1.1M:2010, Código de Soldagem Estrutural - Aço, da AWS, e inclui elementos
obrigatórios para uso com esse padrão.
Observação: A garganta efetiva de solda deve ser definida como a distância mínima da raiz de junta a sua face, com ou
sem dedução de 1/8 in [3 mm], menos qualquer convexidade.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-316-320.jpg)

![AWS D1.1/D1.1M:2010
298
Anexo B (Normativo)
Gargantas Efetivas de Soldas de Filete em Juntas
Oblíquas em T
Esse anexo é parte de D1.1/D1.1M:2010, Código de Soldagem Estrutural - Aço, da AWS, e inclui elementos
obrigatórios para uso com esse padrão.
A Tabela B.1 é uma tabulação mostrando fatores
equivalentes de tamanho de perna para a faixa de
ângulos diedros entre 60° e 135°, presumindo que não
haja abertura de raiz. Abertura(s) de raiz de 1/16 in [2
mm] ou maior, mas sem exceder 3/16 in [5 mm], deve
ser acrescentada diretamente ao tamanho de perna. O
tamanho de perna requerido para soldas de filete em
juntas oblíquas deve ser calculado usando o fator
equivalente de tamanho de perna para ângulo diedro
correto, como mostrado no exemplo.
EXEMPLO
(Unidades Convencionais dos EUA)
Dado: Junta oblíqua em T-, ângulo: 75°; abertura de raiz: 1/16
(0,063) in
Requerido: Resistência equivalente a 90° de solda de filete de
tamanho: 5/16 (0,313) in
Procedimento: (1) Fator para 75° da Tabela B 1: 0,86
(2) Tamanho de perna equivalente, w, de junta oblíqua,
sem abertura de raiz:
w = 0,86 x 0,313 = 0,269 in
(3) Com abertura de raiz de: 0,063 in
(4) Tamanho de perna requerido, w=0,332 in
de solda de filete oblíqua: [(2) + (3)]
(5) Arrendondando para uma dimensão prática: w = 3/8
in
EXEMPLO
(Unidades SI)
Dado: Junta oblíqua em T-, ângulo: 75°; abertura de raiz: 2
mm
Requerido: Resistência equivalente a 90° de solda de filete de
tamanho: 8 mm
Procedimento: (1) Fator para 75° da Tabela B 1: 0,86
(2) Tamanho de perna equivalente, w, de junta
oblíqua, sem abertura de raiz:
w = 0,86 x 8 = 6,9 mm
(3) Com abertura de raiz de: 2 mm
(4) Tamanho de perna requerido, w, de 8,9 mm
solda de filete oblíqua: [(2) + (3)]
(5) Arrendondando para uma dimensão prática: w =
9,0 mm
Para soldas de filete tendo pernas de medida igual (wn),
a distância da raiz da junta para a face da solda
diagramática (tn) pode ser calculada como segue:
Para aberturas de raiz > 1/16 in 2 mm e ≤ 3/ 6 in
[5 mm], use
Para aberturas de raiz < 1/16 in [2 mm], use
Rn e t’n = tn
quando a perna medida de tal solda de filete (wn) é a
distância perpendicular da superfície da junta à
extremidade oposta, e (R) é a abertura de raiz, se
houver, entre as partes (ver Figura 3.11). Aberturas de
raiz aceitáveis são definidas em 5.22.1.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-318-320.jpg)







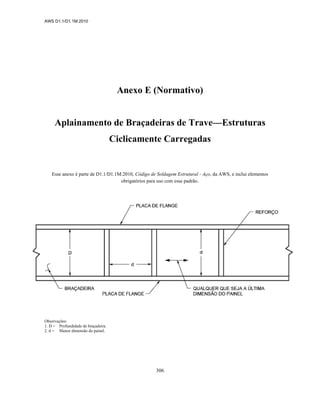










![AWS D1.1/D1.1M:2010
318
Anexo H (Normativo)
Qualificação e Calibragem de Unidades UT com Outros
Blocos de Referência Aprovados
(ver Figura H.1)
Esse anexo é parte de D1.1/D1.1M:2010, Código de Soldagem Estrutural - Aço, da AWS, e inclui elementos
obrigatórios para uso com esse padrão.
H1. Modo Longitudinal
H1.1 Calibragem de Distância.
H1.1.1 O transdutor deve ser colocado na
posição H no bloco DC, ou M no bloco DSC.
H1.1.2 O instrumento deve ser ajustado para
produzir indicações em 1 in [25 mm], 2 in [50 mm],
3 in [75 mm], 4 in [100 mm], etc., no visor.
OBSERVAÇÃO: Esse procedimento estabelece uma
calibragem de tela de 10 in [250 mm] e pode ser
modificado para estabelecer outras distâncias como
permitido por 6.25.4.1.
H1.2 Amplitude. Com o transdutor na posição
descrita em H1.1, o ganho deve ser ajustado até que
a indicação maximizada do primeiro reflexo de
retorno alcance 50% a 75% da altura de tela.
H2. Modo de Onda de
Cisalhamento (Transversal)
H2.1 Verificação de Ponto de Entrada de Som
(Índice)
H2.1.1 A unidade de busca deve ser colocada na
posição J ou L no bloco DSC, ou I no bloco DC.
H2.1.2 S unidade de busca deve ser movida até
que o sinal do raio esteja maximizado.
H2.1.3 O ponto na Unidade de Busca que está
alinhado com a linha no bloco de calibragem é
indicativo do ponto de entrada de som.
OBSERVAÇÃO: Esse ponto de entrada de som deve
ser usado para todas as demais verificações de
distância e ângulo.
H2.2 Verificação de Ângulo de Caminho de Som
H2.2.1 O transdutor deve ser colocado em
posição:
K no bloco DSC para 45° a 70°
N no bloco SC para 70°
O no bloco SC para 45°
P no bloco SC para 60°
H2.2.2 O transdutor deve ser movido para a
frente e para trás sobre a linha indicativa do ângulo
transdutor até que o sinal do raio seja maximizado.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-338-320.jpg)
![AWS D1.1/D1.1M:2010
ANEXO H
319
H2.2.3 O ponto de entrada de som no transdutor
deve ser comparado com a marca de ângulo no bloco
de calibragem (tolerância de 2º).
H2.3 Calibragem de Distância.
H2.3.1 O transdutor deve estar na posição L
(Figura H.1) no bloco DSC. O instrumento deve ser
ajustado para produzir indicações em 3 in [75 mm] e
7 in [180 mm] no visor.
O transdutor deve ser colocado na posição J no bloco
DSC (qualquer ângulo). O instrumento deve ser
ajustado para produzir indicações em 1 in [25 mm],
5 in [125 mm], 9 in [230 mm] no visor
H2.3.3 O transdutor deve ser colocado na
posição I no bloco DC (qualquer ângulo). O
instrumento deve ser ajustado para alcançar
indicação em 1 in [25 mm], 2 in [50 mm], 3 in [75
mm], 4 in [100 mm], etc., no visor.
OBSERVAÇÃO: Esse procedimento estabelece uma
calibragem de tela de 10 in [250 mm] e pode ser
modificado para estabelecer outras distâncias como
permitido por 6.25.5.1.
H2.4 Calibragem de Sensibilidade ou Amplitude.
H2.4.1 O transdutor deve ser colocado na
posição L no bloco DSC (qualquer ângulo). O sinal
maximizado deve ser ajustado a a partir do tampão
1/32 in [0,8 mm] para alcançar uma indicação de
altura de linha de referência horizontal.
H2.4.2 O transdutor deve ser colocado no bloco
SC na posição:
N para ângulo de 70°
O para ângulo de 45°
P para ângulo de 60°
O sinal maximizado do orifício de 1/16 in [1,6 mm]
deve ser ajustado para alcançar uma indicação de
altura de linha de referência horizontal.
H2.4.3 A leitura decibel obtida em H2.4.1 ou
H2.4.2 deve ser usada como "nível de referência" "b"
na planilha de Relatório de Teste (Anexo M,
Formulário M-11) em conformidade com 6.23.1.
H3. Procedimento de Linearidade
Horizontal
OBSERVAÇÃO: Como esse procedimento de
qualificação é realizado com uma unidade de busca
de feixe direto que produz ondas longitudinais com
uma velocidade de som que é quase o dobro de
ondas de cisalhamento, é necessário dobrar as
faixas de distância de onda de cisalhamento a serem
usadas ao aplicar esse procedimento.
H3.1 Uma unidade de busca de feixe direto
atendendo os requisitos de 6.22.6 deve ser acoplada
na posição:
G no tipo de bloco IIW (Figura 6.23)
H no bloco DC (Figura H.1)
M no bloco DC (Figura H.1)
T ou U no bloco DS (Figura 6.23)
H3.2 Um mínimo de cinco reflexos de retorno na
faixa de qualificação sendo certificada deve ser
alcançado.
H3.3 O primeiro e o quinto reflexos de retorno
devem ser ajustados a seus próprios locais com uso
da calibragem de distância e zero ajustes de atraso.
H3.4 Cada indicação deve ser ajustada ao nível de
referência com o controle de ganho ou atenuação
para exame local horizontal.
H3.5 Cada local de deflexão de traço intermediário
deve ser corrigida no âmbito de mais ou menos ± 2%
da largura da tela.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-339-320.jpg)




![AWS D1.1/D1.1M:2010 ANEXO I
324
A taxa de resfriamento crítica para uma dada rigidez
pode ser aproximadamente relacionada ao carbono
equivalente (CE) do aço (ver Figura 1.2). Como a
relação é apenas aproximada, a curva mostrada na
Figura I.2 pode ser conservadora para aços de carbono
simples e de carbono simples-manganésio e assim
´permitir o uso da curva de rigidez alta com menos
risco.
Alguns aços de baixa liga, particularmente aqueles
contendo columbium (nióbio) podem ser mais
temperáveis que a Figura 1.2 indica, e o uso da curva de
rigidez mais baixa é recomendada.
I3.4 Embora o método possa ser usado para determinar
um nível de pré-aquecimento, seu principal valor está
em determinar a entrada mínima de calor (e
consequentemente o tamanho mínimo de solda) que
evita enrijecimento excessivo. É particularmente útil
para determinar o tamanho mínimo de soldas de filete
em passe único que pode ser depositado sem pré-
aquecimento.
I3.5 A abordagem de rigidez não considera a
possibilidade de trinca de metal de solda. No entanto,
por experiência é descoberto que a entrada de calor
determinada por esse método é normalmente adequada
para prevenir trinca de metal de solda, na maioria dos
casos, em soldas de filete se o eletrodo não é um metal
de adição de alta resistência e é geralmente de um tipo
de baixo hidrogênio [por exemplo, eletrodo de baixo
hidrogênio (SMAW), GMAW, FCAW, SAW].
I3.6 Porque o método depende exclusivamente de
controlar a rigidez HAZ, o nível e restrição de
hidrogênio não são explicitamente considerados.
I3.7 Esse método não é aplicável a aços resfriados e
temperados [ver 15.2(3) para limitações].
I4. Controle de Hidrogênio
I4.1 O método de controle de hidrogênio é baseado na
suposição de que trincas não ocorrerão se a quantidade
média de hidrogênio permanecendo na junta depois que
esta resfriou a cerca de 120ºF [50ºC] não exceder um
valor crítico dependente da composição do aço e das
restrições. O pré-aquecimento necessário para permitir
hidrogênio suficiente para dissipar-se da junta pode ser
estimado usando esse método.
I4.2 Esse método é baseado principalmente em
resultados de testes em soldas de chanfro PJP restritos;
o metal de solda usado nos testes deve corresponder ao
metal matriz. Não houve testes extensivos desse
método em soldas de filete; no entanto, ao permitir
restrições, o método tem sido adequadamente adaptado
para essas soldas.
I4.3 Uma determinação do nível de restrição e do nível
de hidrogênio original na poça de fusão é requerida
para o método de hidrogênio.
Nesse guia, restrição é classificada como alta, média e
baixa, e a categoria precisa ser estabelecida por
experiência.
I4.4 O método de controle de hidrogênio é baseado em
um único cordão de solda de baixa entrada de calor
representando um passe de raiz e assume que o HAZ
enrijece. O método é, portanto, particularmente útil para
resistência alta, aços de baixa liga tendo
temperabilidade alta, quando o controle de rigidez não é
sempre praticável. Consequentemente, porque assume
que o HAZ enrijece completamente, o pré-aquecimento
previsto pode ser muito conservador para aços carbono.
I5. Seleção de Método
I5.1 O seguinte procedimento é recomendado como um
guia para seleção de método de controle de rigidez ou
de controle de hidrogênio.
Determinar carbono e carbono equivalente:
( ) ( ) ( )
para localizar a posição de zona do aço na Figura 1.1
(ver 16.1.1 para as diferentes formas de obter análise
química).
I5.2 As características de desempenho de cada zona e a
ação recomendada são como segue:
(1) Zona I. Trincas são improváveis, mas podem
ocorrer com alto hidrogênio ou alta restrição. Use
método de controle de hidrogênio para determinar pré-
aquecimento para aços nessa zona.
(2) Zona II. O método de controle de rigidez e
rigidez selecionada devem ser usados para determinar
entrada mínima de energia para soldas de filete em
passe único sem pré-aquecimento.
Se a entrada de energia não é prática, use o método de
hidrogênio para determinar pré-aquecimento.
Para soldas em chanfro, o método de controle de
hidrogênio deve ser usado para determinar pré-
aquecimento.
Para aços com carbono alto, uma energia mínima para
controlar rigidez e pré-aquecimento para controlar
hidrogênio pode ser requerida para ambos os tipos de
solda, isto é, soldas em chanfro e de filete.
(3) Zona III. O método de controle de hidrogênio
deve ser usado. Quando a entrada de calor é restrita
para preservar as propriedades HAZ (por exemplo,
alguns aços resfriados e temperados), o método de
controle de hidrogênio deveria ser usado para
determinar pré-aquecimento.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-344-320.jpg)
![ANEXO I AWS D1.1/D1.1M:2010
325
I6. Guia Detalhado
I6.1 Método de Rigidez
I6.1.1 O equivalente de carbono deve ser calculado
como segue:
( ) ( ) ( )
A análise química deve ser obtida de:
(1) Certificados de teste da fábrica
(2) Química de produção típica (da fábrica)
(3) Química de especificação (usando valores
máximos)
(4) Testes de usuário (análise química)
I6.1.2 A taxa de resfriamento crítica deve ser
determinada por uma rigidez máxima selecionada de
HAZ de 400 HV ou 350 HV da Figura L2.
I6.1.3 Usando Espessuras aplicáveis para placas de
"flange" e "braçadeira", o diagrama apropriado deve ser
selecionado da Figura I.3 e a entrada mínima de energia
para soldas de filete de passe único deve ser
determinada. Essa entrada de energia aplica-se a
soldas SAW.
I6.1.4 Para outros processos, a entrada mínima de
energia para soldas de filete de passe único pode ser
estimada ao aplicar os seguintes fatores de
multiplicação à energia estimada para o processo SAW
em I6.1.3.
Processo de Soldagem Fator de Multiplicação
SAW 1
SMAW 1,50
GMAW, FCAW 1,25
I6.1.5 A Figura I.4 pode ser usada para determinar
tamanhos de filete como uma função de entrada de
energia.
I6.2 Método de Controle do Hidrogênio
I6.2.1 O valor do parâmetro de composição, Pcm,
deve ser calculado como segue:
Pcm =
A análise química deve ser determinada e deve ser
definida como segue:
I6.2.2 O nível de hidrogênio deve ser determinado e
deve ser definido como segue:
(1) Hidrogênio Extra Baixo. Esses consumíveis
dão um conteúdo difusível de hidrogênio de menos que
5ml/100g de metal depositado quando medidos usando
ISO 3690-1976, ou um conteúdo de umidade de
cobertura de eletrodo de 0,2% no máximo, em
conformidade com A5.1 ou A5.5 da AWS. Isso pode
ser estabelecido ao testar cada tipo, marca ou
combinação arame/fluxo usados após a remoção do
pacote ou contêiner e exposição pela duração
pretendida, com a devida consideração por condições de
armazenamento reais antes do uso imediato. O seguinte
pode ser admitido para atender esse requisito:
(a) Eletrodos de baixo hidrogênio tirados de
contêineres hermeticamente vedados, secos a 700ºF-
800ºF [370º-430º] por uma hora e usados dentro de
duas horas após a remoção.
(b) GMAW com arames limpos e sólidos.
(2) H2 Baixo Hidrogênio. Esses consumíveis dão
um conteúdo difusível de hidrogênio de menos que 10
ml/100g de metal depositado quando medidos usando
ISO 3690-1976, ou um conteúdo de umidade de
cobertura de eletrodo de 0,4% no máximo, em
conformidade com A5.1 da AWS. Isso pode ser
estabelecido por um teste de cada tipo, marca de
consumível ou combinação arame/fluxo usado. O
seguinte pode ser admitido para atender esse requisito:
(a) Eletrodos de baixo hidrogênio tirados de
contêineres hermeticamente vedados acondicionados
em conformidade com 5.3.2.1 do código e usados
dentro de quatro horas após a remoção.
(b) SAW com fluxo seco.
(3) H3 Hidrogênio Não Controlado. Todos os
outros consumíveis não atendendo os requisitos de H1
ou H2.
I6.2.3 O agrupamento de índice de sensibilidade
da Tabela I.1 deve ser determinado.
I6.2.4 Níveis Mínimos de Pré-aquecimento e
Interpasse.
A Tabela I.2 dá o pré-aquecimento mínimo e
temperatura de interpasse que devem ser usados. A
Tabela I.2 dá três níveis de restrição. O nível de
restrição a ser usado deve ser determinado em
conformidade com I6.2.5.
I6.2.5 Restrição. A classificação de tipos de soldas
em vários níveis de restrição deveria ser determinada
com base na experiência, julgamento de engenharia,
pesquisa ou cálculo.
Três níveis de restrição foram fornecidos:
(1) Restrição Baixa. Esse nível descreve juntas
soldadas em chanfro ou de filete comuns nas quais uma
liberdade razoável de movimento de membros existe.
(2) Restrição Média. Esse nível descreve juntas
soldadas de filete e em chanfro nas quais, por causa dos
membros já serem soldados ao trabalho estrutural, uma
liberdade reduzida de movimentos existe.
(3) Restrição Alta. Esse nível descreve soldas nas
quais quase não há liberdade de movimento para
membros juntados (como soldas de reparo,
especialmente em material espesso).](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-345-320.jpg)
![AWS D1.1/D1.1M:2010 ANEXO I
326
Tabela I.1
Grupamento de Índice de Suscetibilidade como Função de Nível de
Hidrogênio “H” e Parâmetro de Composição Pcm (ver I6.2.3)
Grupamento de Índiceb
de Suscetibilidadec
Carbono Equivalente =
Nível de
Hidrogênio, H
< 0,18 < 0,23 < 0,28 < 0,33 < 0,38
H1 A B C D E
H2 B C D E F
H3 C D E F G
a
Pcm
b
Índice de suscetibilidade—12 Pcm + log10 H.
c
Agrupamentos de Índice de Suscetibilidade, de A a G, abrangem o efeito combinado do parâmetro de composição, Pcm, e nível de
hidrogênio, H, em conformidade com a fórmula mostrada na Nota b.
As quantidades numéricas exatas são obtidas da fórmula da Nota b usando os valores estabelecidos de Pcm e os seguintes valores de H,
dados em ml/100g de metal de solda [ver I6.2.2, (1), (2), (3)]:
H1—5; H2—10; H3—30.
Para maior conveniência, os Agrupamentos de Índice de Suscetibilidade foram expressos na tabela por meio de letras, de A a G, para
cobrir as seguintes faixas estreitas:
A = 3,0; B = 3,1–3,5; C = 3,6–4,0; D = 4,1–4,5; E = 4,6–5,0; F = 5,1–5,5; G = 5,6–7,0
Esses agrupamentos são usados na Tabela I.2 em conjunção com restrição e espessura para determinar o pré-aquecimento mínimo e a
temperatura de interpasse.
Tabela I.2
Temperaturas Mínimas de Pré-aquecimento e Interpasse para Três Níveis de
Restrição (ver I6.2.4)
Restrição
Nível
Espessuraa
in
Pré-aquecimento Mínimo e Temperatura de Interpasse ( °F)b
Agrupamento de Índice de Suscetibilidade
A B C D E F G
< 3/8 < 65 < 65 < 65 < 65 140 280 300
3/8–3/4 incl < 65 < 65 65 140 210 280 300
Baixo > 3/4–1-1/2 incl < 65 < 65 65 175 230 280 300
> 1-1/2–3 incl 65 65 100 200 250 280 300
> 3 65 65 100 200 250 280 300
< 3/8 < 65 < 65 < 65 < 65 160 280 320
3/8–3/4 incl < 65 < 65 65 175 240 290 320
Médio > 3/4–1-1/2 incl < 65 65 165 230 280 300 320
> 1-1/2–3 incl 65 175 230 265 300 300 320
> 3 200 250 280 300 320 320 320
< 3/8 < 65 < 65 < 65 100 230 300 320
3/8–3/4 incl < 65 65 150 220 280 320 320
Alto > 3/4–1-1/2 incl 65 185 240 280 300 320 320
> 1-1/2–3 incl 240 265 300 300 320 320 320
> 3 240 265 300 300 320 320 320
(Continua)
a
A espessura é aquela da parte mais grossa soldada.
b
“<” indica que temperaturas de pré-aquecimento e interpasse mais baixas que a temperatura mostrada podem ser adequadas para evitar
trinca de hidrogênio. Temperaturas de pré-aquecimento e interpasse que sejam ambas mais baixas que a temperatura listada e mais
baixas que a Tabela 3.2 devem ser qualificadas por teste.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-346-320.jpg)









![AWS D1.1/D1.1M:2010 ANEXO K
336
depositado em uma junta de solda em chanfro
horizontal.
*base de pinos. A ponta de pino na extremidade de
soldagem, inclusive fluxo e contêiner, e a 1/8 in [3
mm] do corpo do pino ajacente à ponta.
*bolsa de gás Um termo não padronizado para
porosidade.
C
*calafetagem. Deformação plástica de superfícies de
solda e metal base por meios mecânicos para selar ou
obscurecer descontinuidades
*camada. Um estrato de metal de solda ou material de
superfície. A camada pode consistir de um ou mais
cordões de solda colocados lado a lado.
*caminho V- (UT) A distância que um feixe sonoro de
onda de cisalhamento percorre da interface de
material de teste da unidade de busca à outra face do
material de teste e de volta à superfície original.
*cano. Seções transversais circulares ocas produzidas
ou fabricadas de acordo com uma especificação de
produto de cano. Ver tubular.
*Código de Obras. O termo Código de Obras, sempre
que a expressão ocorre nesse código, refere-se à lei ou
especificação de obras ou outros regulamentos de
construção em conjunção com o qual esse código é
aplicado. Na ausência de qualquer lei ou
especificação de obras ou outros regulamentos de
construção localmente aplicáveis, é recomendado que
seja requerido que a construção esteja em
conformidade com a Especificação para Projeto,
fabricação e Ereção de Aço Estrutural para Obras do
American Institute of Steel Construction (AISC).
*comprimento efetivo de solda. O comprimento ao
longo do qual a seção transversal corretamente
proporcionada da solda existe. Em uma solda curva,
deve ser medido ao longo do eixo da solda.
*conexão tubular. Uma conexão na porção de uma
estrutura que contém dois ou mais membros de
intersecção, dos quais pelo menos um é um membro
tubular.
*CVN. Resistência ao impacto no entalhe em V de
Charpy.
certificação de soldador. Certificação escrita de que
um soldador produziu soldas atendendo um padrão
prescrito de desempenho de soldador.
CJP (penetração completa de junta). Uma condição
de raiz de junta em uma solda em chanfro na qual
metal de solda estende-se através da espessura de
junta.
cordão de solda. Um tipo de cordão de solda feito com
oscilação transversal.
cordão de solda. Uma solda resultante de um passe.
Ver passe estreito e cordão de solda.
cratera. Uma depressão na face de solda na terminação
de um cordão de solda.
D
*decibel (dB) (UT). A expressão logarítmica de uma
razão de duas amplitudes ou intensidade de energia
acústica.
*deformação hot-spot (estruturas tubulares). A faixa
total cíclica de deformação que seria medida no ponto
de concentração mais alta de tensão em uma conexão
soldada. Ao medir deformação hot-spot, o
extensiômetro deve ser suficientemente pequeno para
evitar fazer a média de deformações altas e baixas nas
regiões de gradientes
*descontinuidade do tipo fusão. Significa inclusão de
escória, fusão incompleta, penetração de junta
incompleta e descontinuidades similares associadas
com fusão.
*descontinuidade inaceitável. Ver defeito.
*descontinuidade transversal. Uma descontinuidade
de solda cuja maior dimensão é em direção
perpendicular ao eixo da solda "X", ver Anexo M,
Formulário M-11.
*desenhos. Refere-se a planos de projeto e desenhos de
detalhe, e planos de ereção.
*distância de caminho de som (UT). A distância entre
a interface de material de teste da unidade de busca e
o refletor como medido ao longo da linha de centro
do feixe sonoro.
*distância de feixe sonoro (UT). Ver distância de
caminho de som.
*documentos de contrato. Quaisquer códigos,
desenhos ou requisitos adicionais que são
contratualmente especificados pelo Proprietário.
defeito. Uma descontinuidade (ou descontinuidades)
que por natureza ou efeito acumulado (por exemplo,
comprimento total de trinca) tornam uma peça ou
produto incapazes de atender os padrões e
especificações de aceitação mínimos aplicáveis. Esse
termo designa rejeição.
descontinuidade. Uma interrupção da estrutura típica
de um material, tal como uma falta de homogeneidade
em suas características mecânicas, metalúrgicas ou
físicas. Uma descontinuidade não necessariamente é
um defeito.
downhand. um termo não padronizado para posição
plana de soldagem.
E
*eletrodo paralelo Dois eletrodos conectados
eletricamente em paralelo e exclusivamente à mesma
fonte de energia. Ambos os eletrodos são
normalmente alimentados por meio de um único
alimentador de eletrodo. Corrente de soldagem,
quando especificada, é a total para os dois.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-356-320.jpg)



![AWS D1.1/D1.1M:2010 ANEXO K
340
posição vertical de soldagem. A posição de soldagem
na qual o eixo de solda, no ponto de soldagem, é
aproximadamente vertical e a face de solda jaz em um
plano aproximadamente vertical (ver Figuras 4.1, 4.2,
4.3 e 4.5).
pré-aquecimento. A aplicação de calor ao metal base
imediatamente antes de soldagem, brasagem, corte ou
pulverização térmicos.
processo mecanizado (XXXX-ME). Uma operação
com equipamento que requer ajuste manual de um
operador em resposta a observação visual, com o
maçarico, pistola, montagem de guia de arame ou
porta eletrodo seguro por um dispositivo mecânico.
Ver soldagem mecanizada.
profundidade de fusão. A distância a que a fusão se
estende no metal base ou cordão anterior a partir da
superfície derretida durante a soldagem.
*procedimento de soldagem de junta. Os materiais e
métodos e práticas detalhados empregados na
soldagem de uma junta particular.
*Proprietário. O indivíduo ou empresa que exerce
propriedade legal do produto ou montagem estrutural
produzido para esse código.
*PT. Teste de líquido penetrante.
*PWHT. Tratamento térmico pós-solda.
Q
qualificação de desempenho de soldador. A
demonstração da habilidade de um soldador em
produzir soldas que atendas aos padrões prescritos.
qualificação WPS. A demostração de que soldas feitas
por um procedimento específico podem atender
padrões prescritos.
qualificação. Ver qualificação de desempenho de
soldador e qualificação WPS.
R
raiz de junta. Aquela porção de uma junta a ser
soldada em que os membros se aproximam mais um
do outro. Em seção transversal, a raiz de junta pode
ser um ponto, uma linha ou uma área.
raiz de solda. Os pontos, como mostrado em seção
transversal, nos quais a superfície de raiz faz
intersecção com as superfícies de metal base.
raiz de solda. Ver raiz de solda.
*rebarba. O material que é expelido ou espremido da
junta de solda e que se forma ao redor da solda.
*refletor de referência (UT). O refletor de geometria
conhecida contido no bloco de referência IIW ou
outros blocos aprovados.
reforço. Um material ou dispositivo colocado contra o
lado de trás da junta, ou em ambos os lados de uma
solda em ESW e EGW, para suportar e reter metal de
solda derretido. O material pode ser parcialmente
fundido ou não durante a soldagem e pode ser metal
ou não metal.
reforço de solda. Metal de solda que excede a
quantidade requerida para preencher uma junta.
reforço de solda. Ver reforço de solda.
*resistência à tração nominal do metal de solda. A
resistência à tração do metal de solda indicada pelo
número de classificação do metal de adição (por
exemplo, resistência à tração nominal de E60XX é 60
ksi [420 MPa]).
*resolução (UT) A habilidade de equipamento UT de
dar indicações separadas de refletores próximos.
*RT. Teste radiográfico.
respingo. As partículas de metal expelidas durante
soldagem de fusão que não forma uma parte da solda.
S
SAW (soldagem a arco submerso). Um processo de
soldagem a arco que usa um arco, ou arcos, entre um
eletrodo, ou eletrodos, de metal base e a poça de
fusão. O arco e metal derretido são protegidos por
uma cobertura de fluxo granular nas peças. O
processo é usado sem pressão e com metal de adição
a partir do eletrodo e às vezes a partir de uma fonte
suplementar (vara, fluxo ou grânulos de metal de
soldagem).
sequência aleatória. Uma sequência longitudinal em
que os incrementos de cordão de solda são feitos
aleatoriamente.
sequência de soldagem. A ordem na qual fazer as
soldas em uma ligação soldada.
SMAW (Soldagem Tig com proteção). Um processo
de soldagem a arco com um arco entre um eletrodo
coberto e uma poça de fusão. O processo é usado com
proteção da decomposição da cobertura de eletrodo,
sem a aplicação de pressão e com metal de adição a
partir do eletrodo.
solda. uma coalescência localizada de metais ou não
metais produzida pelo aquecimento dos materiais à
temperatura de soldagem, com ou sem a aplicação de
pressão, ou pela aplicação de pressão apenas e com
ou sem o uso de material de enchimento.
*solda em chanfro CJP (estruturas estaticamente e
ciclicamente carregadas). Uma solda em chanfro
que foi feita a partir de ambos os lados ou a partir de
um lado em um reforço, tendo CJP e fusão de metal
base e de solda por toda a profundidade da junta.
*solda em chanfro CJP (estruturas tubulares). Uma
solda em chanfro que tenha CJP e fusão de solda e
metal base por toda a profundidade da junta ou como
detalhado nas Figuras 2.21, 4.26, 3.6 a 3.10. Uma
solda em chanfro CJP tubular a partir de apenas um
lado, sem reforço, é permitida quando o tamanho ou](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-360-320.jpg)


![AWS D1.1/D1.1M:2010
343
.
Anexo L (Informativo)
Guia para Escritores de Especificação
Esse anexo não é parte de D1.1/D1.1 M:2010, Código de Soldagem Estrutural-Aço, da AWS, mas está incluído apenas
para propósito de informação.
Uma declaração em um documento de contrato de que toda soldagem seja feita em conformidade com D1.1, Código de
Soldagem Estrutural - Aço, da AWS, cobre apenas os requisitos obrigatórios de soldagem. Outras provisões no código são
opcionais. Aplicam´se apenas quando são especificadas. A seguir estão algumas das provisões opcionais mais comumente
usadas e exemplos de como elas podem ser especificadas.
Provisão Opcional Especificação Típica
Inspeção de Fabricação/Ereção [Quando não for
responsabilidade do Empreiteiro (6.1.1)]
Inspeção de Fabricação/Ereção será realizada pelo
Proprietário.
ou
Inspeção de Fabricação/Ereção será realizada pela
agência de teste escolhida pelo Proprietário.
OBSERVAÇÃO: Quando inspeção de
fabricação/ereção é realizada pelo Proprietário ou
agência de teste do Proprietário, detalhes completos
sobre a extensão de tais testes devem ser dados.
Inspeção de Verificação (6.1.2) Inspeção de Verificação (6.1.2) deve ser realizada pelo
Empreiteiro.
ou
Inspeção de Verificação (6.1.2) deve ser realizada pelo
Proprietário.
ou
Inspeção de Verificação será realizada por uma agência
de teste escolhida pelo Proprietário.
ou
Inspeção de Verificação deve ser abandonada.
Ensaio não-destrutivo. NDT Geral: Para cada tipo de junta e tipo indicado de
NDT a ser usado (que não visual [6.14] e tipo de tensão
[tensão, compressão e cisalhamento]), a extensão da](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-363-320.jpg)












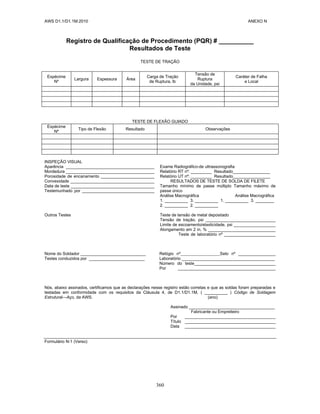

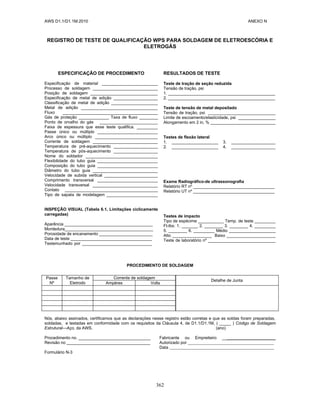
![AWS D1.1/D1.1M:2010 ANEXO N
363
REGISTRO DE TESTE DE QUALIFICAÇÃO DE SOLDADOR, OPERADOR DE SOLDAGEM OU
SOLDADOR PONTEADOR
Tipo de Soldador ________________________________________________
Nome _________________________________________________________ Identificação Nº ____________________
Especificação de Procedimento de Soldagem No____________ Rev.___________________ Data__________________
Valores Reais de Registro
Usados em Qualificação
Faixa de Qualificação
Variáveis
Processo/Tipo [Tabela 4.12, Item (1)]
Eletrodo (único ou múltiplo) [Tabela 4.12, Item (7)]
Corrente/Polaridade
Posição [Tabela 4.12, Item (4)]
Progressão de Solda [Tabela 4.12, Item (5)]
Reforço (SIM ou NÃO) [Tabela 4.12, Item (5)]
Material/Especificação para
Metal Base:
Espessura: (Placa)
Chanfro
Filete
Espessura: (Cano/tubo)
Chanfro
Filete
Diâmetro: (Cano)
Chanfro
Filete
Metal de Adição (Tabela 4.12)
Especificação Nº
Classe
F-Nº [Tabela 4.12, Item (2)]
Tipo de Gás/Fluxo (Tabela 4.12)
Outro
INSPEÇÃO VISUAL (4.9.1)
Aceitável SIM ou NÃO _____
Resultados de Teste de Flexão Guiada (4.31.5)
Tipo Resultado Tipo Resultado
Resultados de Teste de Filete (4.31.2 3 e 4.31.4.1)
Aparência Tamanho de Filete ___________________
Penetração de Raiz de Teste de Fratura _____________________ Análise Macrográfica ________________
(Descreve o local, natureza e tamanho de qualquer trinca ou ruptura do espécime.)
Inspecionado por ________________________________ Número do Teste _____________________________________
Organização ___________________________________ Data ___________________________________________
RESULTADOS DE TESTE RADIOGRÁFICO (4.31.3.2)
Identificação de Filme
Número
Resultados Observações Identificação de Filme
Número
Resultados Observações
Nós, abaixo assinados, certificamos que as declarações nesse registro estão corretas e que as soldas foram preparadas,
soldadas, e testadas em conformidade com os requisitos da Cláusula 4, de D1.1/D1.1M, ( _____ ) Código de Soldagem
Estrutural—Aço, da AWS. (ano)
Inspecionado por _____________________________________ Número do Teste ________________________________
Organização ________________________________________ Data ___________________________________________
(ano)
Fabricante ou Empreiteiro _______________________ Autorizado Por _________________________________________
Data ___________________________________________________
Formulário N-4](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-383-320.jpg)

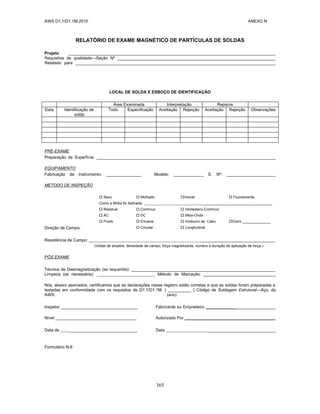
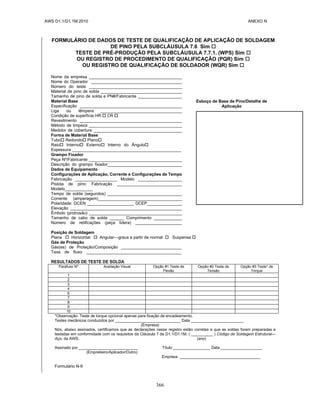



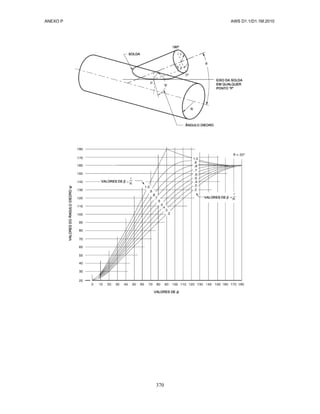






![AWS D1.1/D1.1M:2010 ANEXO R
378
R4. Proteção contra queimaduras
Metal derretido, fagulhas, escória e superfícies quentes
são produzidos pelos processos de soldagem, corte e
afins. Estes podem causar queimaduras se não forem
tomadas medidas de precaução.
Os operários devem usar roupa protetora de material
resistente a fogo. Bainhas de calças ou roupas com
bolsos abertos ou outros lugares na roupa que possam
pegar e reter metal derretido ou fagulhas não devem ser
usados. Botas de cano alto ou perneiras de couro e luvas
resistentes ao fogo devem ser usados. As pernas das
calças devem ser usadas por fora dos canos altos das
botas. Capacetes ou escudos manuais que providenciem
proteção para face, pescoço e orelhas devem ser usados,
bem como uma cobertura de cabeça que a proteja.
As roupas devem ser mantidas livres de graxa e óleo.
Materiais combustíveis não devem ser levados nos
bolsos. Se qualquer substância combustível for
derramada sobre a roupa, esta deve ser trocada por
roupa resistente a fogo limpa antes de trabalhar com
arco aberto ou fogo.
Proteção ocular apropriada deve ser usada todo tempo.
Óculos de proteção ou equivalentes devem ser usados
para fornecer maior proteção ocular.
Luvas isoladas devem ser usadas todo tempo quando
em contato com itens quentes ou quando lidando com
equipamento elétrico.
Para informações mais detalhadas sobre proteção
pessoal, as Referências 2, 3, 8, e 11 devem ser
consultadas.
R5. Prevenção contra fogo
Metal derretido, fagulhas, escória e superfícies quentes
são produzidas por soldagens, cortes e processos afins.
Estes podem causar fogo ou explosões se medidas de
precaução não forem tomadas.
Explosões ocorreram quando soldagens e cortes foram
executados em espaços contendo gases inflamáveis,
vapores, líquidos e poeira. Todo material combustível
deve ser removido da área de trabalho. Quando
possível, mover a área de trabalho para bem longe de
materiais combustíveis. Se nenhuma dessas ações é
possível, combustíveis devem ser protegidos com uma
cobertura de material resistente a fogo. Todos os
materiais combustíveis devem ser removidos ou
protegidos num raio de 35 pés [11 m] em volta da área
de trabalho.
Soldagem e corte não devem ser feitos em atmosferas
contendo gases perigosamente reativos ou inflamáveis,
vapores, líquidos e poeira. Não se deve aplicar calor
num recipiente que conteve substância desconhecida ou
materiais combustíveis cujo conteúdo, quando
aquecido, pode produzir vapores combustíveis ou
explosivos. Ventilação adequada deve ser
providenciada nas áreas de trabalho para prevenir
acúmulo de gases combustíveis, vapores ou poeira.
Recipientes devem estar limpos e purgados antes de se
aplicar calor.
Para informação mais detalhada sobre riscos de fogo
decorrentes de operações de soldagem e corte, veja
Referências 6, 8, 9, e 11.
R6. Radiação
Soldagem, corte e operações afins podem produzir
energia radiante (radiação) danosa à saúde. Todos
devem se familiarizar com os efeitos dessa energia
radiante.
Energia radiante pode ser ionizante (tal como raios-X)
ou não-ionizante (tal como ultravioleta, luz visível ou
infravermelho). Radiação pode produzir uma variedade
de efeitos tais como queimadura da pele ou dano aos
olhos, se ocorrer exposição excessiva.
Alguns processos como soldagem por resistência e
soldagem de pressão a frio usualmente produzem
quantidades negligíveis de energia radiante. No entanto,
a maioria das soldagens a arco e processos de corte
(exceto arco submerso quando usado apropriadamente),
soldagem a laser e soldagem com maçarico, corte ou
brasagem podem produzir quantidades de radiação não-
ionizante tais que medidas de precaução sejam
necessárias.
Proteção contra efeitos de radiação possivelmente
danosos inclui os seguintes:
(1) Arcos de solda não devem ser observados
exceto através de placas de filtragem para soldas (ver
Referência 2). Cortinas se soldagem transparentes não
devem ser tomadas por placas de filtragem para soldas,
e sim como proteção de transeuntes contra exposição
incidental.
(2) Pele exposta deve ser protegida com luvas
adequadas e roupas específicas (ver Referência 8).
(3) O transeunte casual de operações de soldagem
deve ser protegido por telas, cortinas ou distância
adequada nos corredores e passagens, etc...
(4) Óculos de segurança com proteção lateral
ultravioleta mostraram alguma proteção benéfica contra
radiação ultravioleta produzida por arcos de solda.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-398-320.jpg)



![ANEXO S AWS D1.1/D1.1M:2010
382
S3. Procedimentos para UT
Todos os UTs deverão ser executados de acordo com os
procedimentos escritos que conterão um mínimo das
seguintes informações a respeito dos métodos e técnicas
de exame dos UTs:
(1) Os tipos de configurações das juntas de soldas a
ser examinadas
(2) Critérios de aceitação dos tipos de juntas de
soldas a ser examinadas (critérios adicionais quando os
critérios da Cláusula 6, Parte C não são invocados pelo
Engenheiro)
(3) Tipos de equipamento para UT (fabricante,
número do modelo, número de série)
(4) Tipo de transdutor, incluindo frequência,
tamanho, forma, ângulo e tipo de cunha se forem
diferentes de 6.22.6 ou 6.22.7
(5) Preparação da superfície de sondagem e
requisitos de acoplamento
(6) Tipo de bloco(s) de teste de calibragem com os
refletores de referência apropriados
(7) Método de calibragem e intervalo de calibragem
(8) Método de exame para laminações prévias à
avaliação da solda se o método for deferente de 6.26.5
(9) Marcação índice da raiz de soldagem e outros
métodos preliminares de marcação de soldagem
(10) Padrões de varredura e requisitos de
sensibilidade
(11) Métodos para determinação de altura,
comprimento e nível de amplitude da descontinuidade
(12) Métodos de correção de transferência para
rugosidade de superfície, cobertura de superfície e
curvatura da parte. se aplicável
(13) Método de verificação de exatidão do exame
completado. Esta verificação será por reteste UT por
outros (auditores), outros métodos NDE, espécime de
análise macrográfica, goivagem ou outras técnicas
visuais a ser aprovadas pelo Engenheiro
(14) Requisitos de documentação para exames,
incluindo qualquer verificação executada
(15) Requisitos de retenção de Documentação. O
procedimento escrito será qualificado por teste de
soldas-maquete que representam as soldagens de
produção a ser examinada. As soldas-maquete serão
seccionadas, devidamente examinadas, e documentadas
para provar execução satisfatória do procedimento. O
procedimento e todos os dados qualificatórios devem
ser aprovados por um indivíduo que tenha certificado
Nível III em UT por teste em conformidade com ASNT
SNT-TC-1A e que tenha posterior qualificação por
experiência em exame de tipos específicos de juntas de
soldagem a ser examinadas.
S4. Operador e Equipamento de
UT
Complementando os requeridos em 6.14.6, 6.21, e
6.27.2, o operador de UT deve demonstrar habilidade
no uso do procedimento escrito, incluindo todas as
técnicas especiais requeridas e, quando altura e
profundidade de descontinuidade forem requeridas,
deverá estabelecer habilidade e precisão na
demonstração dessas dimensões.
O equipamento de UT deve alcançar o requerido por
6.22 e conforme requerido neste anexo. Equipamento
alternativo que utiliza computação, sistemas de
imagens, varredura mecanizada e equipamentos de
gravação podem ser usados, quando aprovados pelo
Engenheiro. Transdutores com frequência até to 6 MHz,
com tamanhos até 1/4 pol [6 mm] e de qualquer formato
podem ser usados, desde que estejam incluídos no
procedimento e propriamente qualificados.
S5. Padrão de Referência
O refletor padrão deve ser um furo lateral de 1,5 mm de
diâmetro ou equivalente. O refletor pode ser colocado
em um bloco de calibragem de qualquer formato,
maquete de soldagem ou peça de produção real a
critério do usuário. Orientação e tolerância para
colocação do refletor são mostradas na Figura S.l. Um
bloco de calibragem recomendado é mostrado na Figura
S.2. Possíveis usos alternativos do refletor são
mostrados na Figura S.3. Quando colocado em
maquetes de soldagem e secções de ligação soldada de
produção, o refletor deve estar em posição tal que seja
difícil direcionar feixes de som, assegurando assim
detecção de descontinuidades em todas as áreas de
interesse.
S6. Métodos de Calibragem
Os métodos de calibragem aqui descritos são
considerados aceitáveis devem ser usados para cumprir
estes procedimentos de UT alternativos. O código
reconhece que outros métodos de calibragem podem ser
preferidos pelo usuário individual. Se forem usados
outros métodos, estes devem produzir resultados que se
mostrem no mínimo iguais aos aqui recomendados. O
refletor padrão descrito em S5 deve ser considerado o
refletor padrão para estes e todos os métodos que
venham a ser usados.
S6.1 Sensibilidade Padrão.
Sensibilidade padrão deve
consistir da soma do seguinte:
(1) Sensibilidade básica. A indicação
maximizada do refletor padrão, mais,
(2) Correção da Amplitude de Distância.
Determinada por indicações de múltiplos refletores
padrão a profundidades representando o mínimo,
intermediário e máximo a ser examinado, mais,
(3) Correção de Transferência. Ajuste ao tipo de
material, forma e condições da superfície de varredura
tais como descritos abaixo:](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-402-320.jpg)
![ANEXO S AWS D1.1/D1.1M:2010
384
UT, como qualquer método NDT, fornece dimensões de
descontinuidade relativas. A orientação e formato da
descontinuidade, unida com as limitações do método
NDT podem resultar em variações significativas entre
as dimensões relativas e reais.
S9.2 Altura. A altura da descontinuidade (dimensão
profundidade) deve ser determinada usando os
seguintes métodos:
S9.2.1 A altura de indicação deve ser maximizada
movendo-se a unidade de busca para frente e para trás
da descontinuidade conforme A da Figura S.12. A
altura de indicação deve ser ajustada num valor
conhecido (isto é: 80% da altura de tela plena [FSH]).
S9.2.2 A unidade de busca deve ser movida em
direção à descontinuidade até que a indicação de altura
comece a cair rápida e continuamente em direção à
linha base. A posição do bordo de ataque (esquerda) da
indicação de posicionamento na posição B na Figura
S.12 em relação à linha base horizontal da escala do
mostrador deve ser anotada. Uma escala com divisões
de 0,10 polegadas [2,5 mm] deve ser usada.
S9.2.3 A unidade de busca deve ser afastada da
descontinuidade até que a altura de indicação comece a
cair rápida e continuadamente em direção à linha base.
A posição do bordo de ataque da indicação na posição
C na Figura S.12 em relação à linha base horizontal da
escala do mostrador deve ser anotada.
S9.2.4 A diferença matemática entre B e C deve ser
obtida para determinar a dimensão altura da
descontinuidade.
S9.3 Comprimento. O comprimento da
descontinuidade deve ser determinado usando os
seguintes métodos:
S9.3.1 A orientação da descontinuidade deve estar
alinhada com a marca indicativa máxima da unidade de
busca. Esta marcação deve ser executada
cuidadosamente usando um método de marcação de
linha fina.
S9.3.2 A unidade de busca deve ser movida para
uma ponta da descontinuidade enquanto se mantém
parte da indicação visível no mostrador todo tempo até
que a indicação caia completamente para a linha base.
A unidade de busca deve ser movida para trás em
direção à descontinuidade até que a indicação de altura
alcance 50% da altura máxima originalmente obtida
perto do fim conforme B da Figura S.13. A posição
deve ser marcada no fim da descontinuidade na
superfície de varredura ou soldada alinhada com a
marca de indicação máxima da unidade de busca. Esta
marcação deve ser executada cuidadosamente usando
um método de marcação com linha fina.
S9.3.3 Os passos acima devem ser repetidos para se
localizar a ponta oposta da descontinuidade conforme C
da Figura S.13 e deve ser anotada cuidadosamente.
S9.3.4 O comprimento da descontinuidade deve ser
obtido medindo a distância entre as duas marcas
conforme Figura S.13.
S9.4 Posicionamento - Profundidade Abaixo da
Superfície de Varredura. A localização da
profundidade de descontinuidades pode ser lida
diretamente na escala da linha base horizontal. A
posição da profundidade das descontinuidades pode ser
lida diretamente na escala da linha base horizontal do
mostrador quando se usam os métodos acima descritos
para determinação da altura de descontinuidades. A
posição reportada deve ser o ponto mais profundo
determinado, salvo se especificado diferentemente, para
assistir nas operações de remoção.
S9.5 Posicionamento – Juntamente com a
Profundidade da Solda. O posicionamento da
descontinuidade a partir de um ponto de referência
conhecido pode ser determinado medindo-se a distancia
do ponto de referência até as marcas de comprimento
das descontinuidades estabelecidas para o comprimento.
As pedidas devem ser feitas a partir do início da
descontinuidade salvo se especificado diferentemente.
Sl0. Problemas com Descontinui-
dades
Usuários de UT para exames de soldas têm que estar
cientes dos problemas de interpretação potenciais
seguintes associados às características das
descontinuidades de solda:
Sl0 l Tipo de Descontinuidade. Som ultrassônico tem
sensibilidade variável para descontinuidades de solda
dependendo do seu tipo. A sensibilidade relativa é
mostrada nas tabelas seguintes e deve ser considerada
durante a avaliação de descontinuidades. O técnico em
UT pode mudar a sensibilidade para todos tipos de
descontinuidades mudando a regulagem do instrumento
de UT, a frequência da unidade de busca, e métodos de
medição e sondagem, incluindo padrões de varredura e
acoplamento.
Tipo de Descontinuidade Sensibilidade
Relativa UT
1) Fusão incompleta
2) Trincas (superfície)
3) Penetração inadequada
4) Trincas (abaixo da superfície)
5) Escória (contínua)
6) Escória (dispersa)
7) Porosidade (encanamento)
8) Porosidade (agrupada)
9) Porosidade (dispersa)
Máxima
-
-
-
-
-
-
-
Mínima
S10.2 Classificação Geral das Descontinuidades.
Pode ser comparada como a seguir:
Classificação Geral das
Descontinuidades
Sensibilidade
Relativa UT
(a) Plana
(b) Linear
(c) Esférica
Máxima
-
Mínima
NOTA: A tabulação acima assume a melhor orientação
para detecção e avaliação.
S10.3 Tamanho. O tamanho da descontinuidade afeta a
precisão da interpretação. Descontinuidades do tipo
planas com grande altura ou altura muito pequena
podem fornecer uma interpretação menos precisa do
que as de altura mediana. Poros pequenos e esféricos
são difíceis de dimensionar por causa das mudanças
rápidas de superfícies de reflexão que ocorrem quando
o facho de som é movido pela peça.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-404-320.jpg)
![ANEXO S AWS D1.1/D1.1M:2010
386
Tabela S.1
Critério de Rejeição-Aceitação (ver S12.1)
Nível Máximo Obtido de
Amplitude da
Descontinuidade
Comprimentos Máximos de Descontinuidade por Classes de Solda
Estatisticamente
Carregada
Ciclicamente
Carregada
Classe R
Tubular
Classe X
Tubular
Nível 1 – Igual ou maior que
SSL (ver S6.1 e Figura S.14)
> 5 dB e acima SSL=
nenhum permitido
0 até 5 dB e acima
SSL = 3/4 in [20 mm]
> 5 dB e acima SSL =
nenhum permitido
0 até 5 dB e acima
SSL = 1/2 in [12 mm]
Ver Figura 6.4
Ver Figura 6.5
(Utiliza Alura)
Nível 2 – Entre SSL e DRL
(ver Figura S.14)
2 in [50 mm]
Meio de 1/2 da Solda =
2 in [50 mm]
Topo & Fundo 1/4 da
solda =
3/4 in [20 mm]
Ver Figura 6.4
Ver Figure 6.5
(Utiliza Alura)
Nível 3 – Igual ou menor que
DRL (ver Figura S.14)
Desconsiderar (quando espécificado pelo Engenheiro, registrar para informação)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-406-320.jpg)
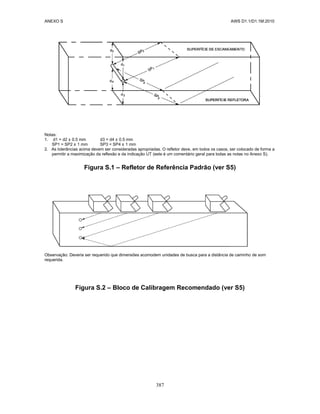

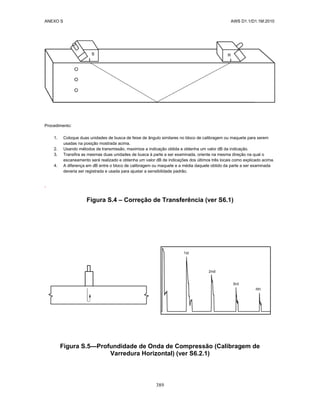
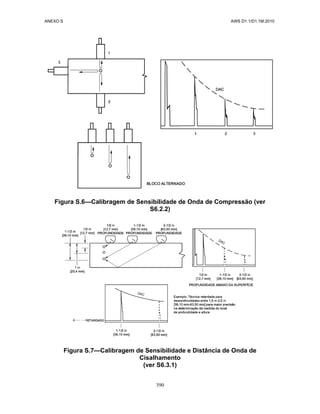
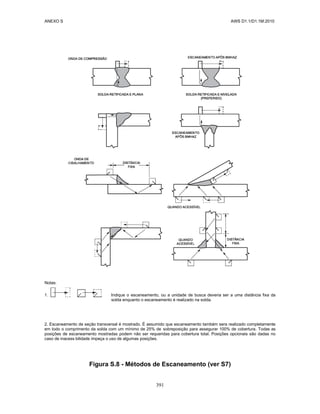
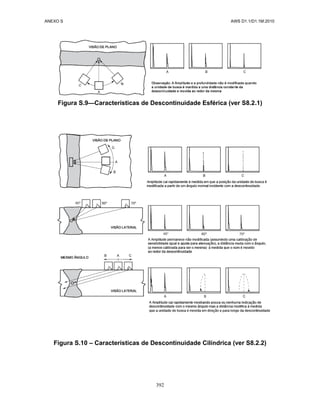
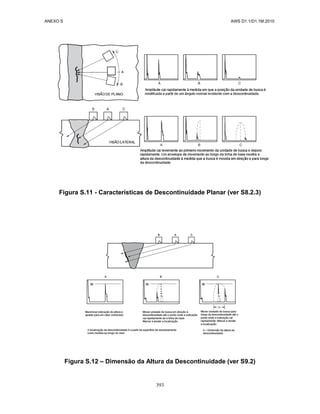
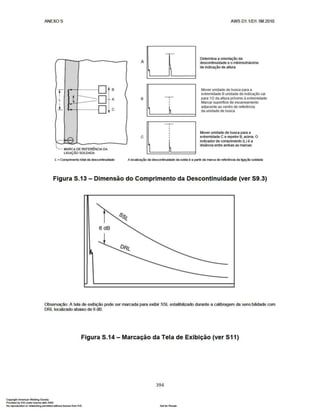






![AWS D1.1/D1.1M:2010
401
Anexo V (Informativo)
Propriedades de Resistência de Metal de Adição
Esse anexo não é parte de D1.1/D1.1 M:2010, Código de Soldagem Estrutural-Aço, da AWS, mas está incluído apenas
para propósito de informação.
Os dados contidos nesse anexo são copiados da especificação A5 apropriada. Valores mostrados são para apenas para
propósito de referência e outras variáveis de processo podem ter de ser controladas para alcançar a Resistência à Tração
Nominal e Limite de escoamento Nominal. (Ver A5, Especificação de Metal de Adição, da AWS, aplicável no caso, para
uma descrição mais específica.)
AWS A5.1/A5.1M, Especificação para Eletrodos de Aço de Carbono para
Soldagem a Arco
com Eletrodo Revestido a,b
Classificação AWS Resistência à Tração
Limite de escoamento a
Compensação de 0,2%
Alongamento
Percentagem em 4x
Comprimento de Diâmetro
A5 1 A5 1M A5 1 (ksi) A5 1M (MPa) A5 1 (ksi) A5 1M (MPa)
E6010 E4310 60 430 48 330 22
E6011 E4311 60 430 48 330 22
E6012 E4312 60 430 48 330 17
E6013 E4313 60 430 48 330 17
E6018 E4318 60 430 48 330 22
E6019 E4319 60 430 48 330 22
E6020 E4320 60 430 48 330 22
E6022 E4322 60 430 Não Especificado Não Especificado
E6027 E4327 60 430 48 330 22
E7014 E4914 70 490 58 400 17
E7015 E4915 70 490 58 400 22
E7016 E4916 70 490 58 400 22
E7018 E4918 70 490 58 400 22
E7024 E4924 70 490 58 400 17c
E7027 E4927 70 490 58 400 22
E7028 E4928 70 490 58 400 22
E7048 E4948 70 490 58 400 22
E7018M E4918M Nota d Nota d 53-72e
370-500e
24
a
Requisitos estão na condição de soldagem em bruto com o envelhecimento.
b
Valores únicos são mínimos.
c
Metal de solda de eletrodos identificados como E7024-1 [E4924-1] devem ter alongamento de no mínimo 22%.
d
Resistência à tração desse metal de solda é 70 ksi [490 MPa] nominal.
e
Para eletrodos de 3/32 in [2,4 mm], o limite de escoamento máximo é 77 ksi [530 MPa].](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-421-320.jpg)

![AWS D1.1/D1.1M:2010 ANEXO V
403
E9010-G E6210-G 90 620 77 530 17 AW ou PWHT
E9011-G E6211-G 90 620 77 530 17 AW ou PWHT
(Continua)
AWS A5.5/A5.5M, Especificação para Eletrodos de Aço de Carbono para
Soldagem a
Arco com Eletrodo Revestidoa
Classificação AWS Resistência à Tração
Limite de escoamento a Compensação
de 0,2%
Alongamento
Condição
Pós-Soldac
A5.5 A5.5M ksi MPa ksi MPa Percentual
E9013-G E6213-G 90 620 77 530 14 AW ou PWHT
E9015-X E6215-X 90 620 77 530 17 PWHT
E9015-G E6215-G 90 620 77 530 17 AW ou PWHT
E9016-X E6216-X 90 620 77 530 17 PWHT
E9016-G E6216-G 90 620 77 530 17 AW ou PWHT
E9018M E6218M 90 620 78 a 90d
540 a 620d
24 AW
E9018-P2 E6218-P2 90 620 77 530 17 AW
E9018-X E6218-X 90 620 77 530 17 PWHT
E9018-G E6218-G 90 620 77 530 17 AW ou PWHT
E9045-P2 E6245-P2 90 620 77 530 17 AW
E10010-G E6910-G 100 690 87 600 16 AW ou PWHT
E10011-G E6911-G 100 690 87 600 16 AW ou PWHT
E10013-G E6913-G 100 690 87 600 16 AW ou PWHT
E10015-X E6915-X 100 690 87 600 16 PWHT
E10015-G E6915-G 100 690 87 600 16 AW ou PWHT
E10016-X E6916-X 100 690 87 600 16 PWHT
E10016-G E6916-G 100 690 87 600 16 AW ou PWHT
E10018M E6918M 100 690 88 a 100d
610 a 690d
20 AW
E10018-X E6918-X 100 690 87 600 16 PWHT
E10018-G E6918-G 100 690 87 600 16 AW ou PWHT
E10045-P2 E6945-P2 100 690 87 600 16 AW
E11010-G E7610-G 110 760 97 670 15 AW ou PWHT
E11011-G E7611-G 110 760 97 670 15 AW ou PWHT
E11013-G E7613-G 110 760 97 670 13 AW ou PWHT
E11015-G E7615-G 110 760 97 670 15 AW ou PWHT
E11016-G E7616-G 110 760 97 670 15 AW ou PWHT
E11018-G E7618-G 110 760 97 670 15 AW ou PWHT
E11018M E7618M 110 760 98 a 110d
680 a 760d
20 AW
E12010-G E8310-G 120 830 107 740 14 AW ou PWHT
E12011-G E8311-G 120 830 107 740 14 AW ou PWHT
E12013-G E8313-G 120 830 107 740 11 AW ou PWHT
E12015-G E8315-G 120 830 107 740 14 AW ou PWHT
E12016-G E8316-G 120 830 107 740 14 AW ou PWHT
E12018-G E8318-G 120 830 107 740 14 AW ou PWHT
E12018M E8318M 120 830 108 a 120d
745 a 830d
18 AW
E12018M1 E8318M1 120 830 108 a 120d
745 a 830d
18 AW
a
Valores únicos são mínimos, exceto quando especificado de outra forma.
b
A letra sufixo “X” como usada nessa tabela representa os sufixos (A , B , B2, etc.) que são testados apenas na condição PWHT.
c
“AW” significa soldagem bruta, que pode ou não ser envelhecida, segundo opção do fabricante. “PWHT” significa tratado com
aquecimento pós-solda.
d
Para eletrodos de 3/32 in [2,5 mm], o valor mais alto para limite de escoamento pode ser 5 ksi [35 MPa] mais alto que o valor indicado.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-423-320.jpg)
![AWS D1.1/D1.1M:2010 ANEXO V
404
AWS A5.1/A5.1M, Especificação para Eletrodos e Fluxos de Aço de Carbono
para Soldagem a Arco Submerso (Continua)
Classificação Eletrodo-Fluxoa
Resistência à Tração
psi [MPa]
Limite de escoamentob
psi [MPa]
Alongamentob
%
A5.17 A5.17M
F6XX-EXXX F43XX-EXXX 60 000–80 000 [430–560] 48 000 [330] 22
F7XX-EXXX F48XX-EXXX 70 000-95 000 [480-660] 58 000 [400] 22
a
A letra “S” irá aparecer depois de “F” como parte da designação de classificação quando o fluxo sendo classificado é uma escória
prensada ou uma mistura de escória prensada com fluxo sem uso (virgem). A letra "C" irá aparecer após "E" como parte de uma
designação de classificação quando o eletrodo sendo classificado é um eletrodo compósito. A letra "X" usada em vários lugares nessa
tabela representa, respectivamente, a condição de tratamento de aquecimento, a tenacidade do metal de solda e a classificação do
eletrodo.
b
Requisitos mínimos. Limite de escoamento de compensação de 0,2% e alongamento em 2 in [51 mm] de comprimento medidor.
AWS A5.18/A5.18M, Especificação para Eletrodos e Varas de Aço de Carbono Pra
Soldagem a Arco com Gás de Proteção
Classificação AWSa Resistência à Tração
(mínima)
Limite de escoamentob
(mínimo)
Alongamentob
% (mínimo)
A5.18 A5.18M Gás de Proteção psi MPa psi MPa
ER70S-2
ER70S-3
ER70S-4
ER70S-6
ER70S-7
ER48S-2
ER48S-3
ER48S-4
ER48S-6
ER48S-7
70 000 480 58 000 400 22
ER70S-G ER48S-G d 70 000 480 58 000 400 22
E70C-3X
E70C-6X
E48C-3X
E48C-6X
75–80% Ar/equilíbrio CO2
ou CO2
70 000 480 58 000 400 22
E70C-G(X) E48C-G(X) d 70 000 480 58 000 400 22
E70C-GS(X) E48C-GS(X) d 70 000 480 Não Especificado
Não
Especificado
a
O X final mostrado na classificação representa um “C” ou “M” que corresponde ao gás protetor com o qual o eletrodo é classificado. O uso de
“C” designa % de proteção de CO2 (AWS A5.32 Classe SG-C); “M” designa 75–80% Ar/equilíbrio de CO2 (AWS A5.32 Classe SG-AC-Y,
em que Y é de 20 a 25). Para E70C-G [E48C-G] e E70C-GS [E48C-GS , O “C” ou “M” final pode ser omitido.
b
Limite de escoamento de compensação de 0,2% e alongamento em 2 in [50 mm] de comprimento medidor.
c
CO2 = gás de proteção de dióxido de carbono (AWS A5.32 Classe SG-C). O uso de CO2 para propósitos de classificação não é para ser
interpretado para impedir o uso de misturas de gás de proteção Ar/CO2 (AWS A5.32 Classe SG-AC-Y) ou Ar/O2 (AWS A5.32 Classe SG-AO-
X). Um metal de adição testado com misturas de gases, tais como Ar/O2, ou Ar/CO2, pode resultar em metal de solda tendo resistência mais
alta e a alongamento mais baixo.
d
O gás de proteção é como combinado entre comprador e fornecedor, a menos que designado pelo sufixo "C" ou "M".](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-424-320.jpg)
![AWS D1.1/D1.1M:2010 ANEXO V
405
A5.20/A5.20M, Especificação para Eletrodos de Aço de Carbono
para Soldagem a Arco com Arame Tubular
Classificação AWSa
Resistência à Tração
ksi [MPa]
Limite de
escoamento
Mínimoa
ksi [MPa]
% Mínima
Alongamentob Energia de Impacto Mínima
no Entalhe V de Charpy
A5.20 A5.20M
E7XT-1C, -1M
E7XT-2Cc, -2Mc
E7XT-3c
E7XT-4
E7XT-5C, -5M
E7XT-6
E7XT-7
E7XT-8
E7XT-9C, -9M
E7XT-10c
E7XT-11
E7XT-12C, -12M
E6XT-13c
E7XT-13c
E7XT-14c
E6XT-G
E7XT-G
E6XT-GSc
E7XT-GS
E49XT-1C, -1M
E49XT-2Cc, -2Mc
E49XT-3c
E49XT-4
E49XT-5C, -5M
E49XT-6
E49XT-7
E49XT-8
E49XT-9C, -9M
E49XT-10c
E49XT-11
E49XT-12C, -12M
E43XT-13c
E49XT-13c
E49XT-14c
E43XT-G
E49XT-G
E43XT-GSc
E49XT-GSc
. 70–95 [490–670]
70 [490] min.
70 [490] min.
70 -95 [490-670]
70 -95 [490-670]
70 -95 [490-670]
70 -95 [490-670]
70 -95 [490-670]
70 -95 [490-670]
70 [490] min.
70 -95 [490-670]
70 -90 [490-620]
60 [430] min.
70 [490] min.
70 [490] min.
60 -80 [430-600]
70 -95 [490-670]
60 [430] min.
70 [490] min.
58 [390]
Não Especificado
Não Especificado
58 [390]
58 [390]
58 [390]
58 [390]
58 [390]
58 [390]
Não Especificado
58 [390]
58 [390]
Não Especificado
Não Especificado
Não Especificado
48 [330]
58 [390]
Não Especificado
Não Especificado
22
Não Espec.
Não Espec.
22
22
22
22
22
22
Não Espec.
20d
22
Não Espec.
Não Espec.
Não Espec.
22
22
Não Espec.
Não Espec.
20 ft.lbf @ 0 F [27 J @ –20 C]
Não Especificado
Não Especificado
Não Especificado
20 ft.lbf @ -20 F [27 J @ -30 C]
20 ft.lbf @ -20 F [27 J @ -30 C]
Não Especificado
20 ft.lbf @ -20 F [27 J @ -30 C]
20 ft.lbf @ -20 F [27 J @ -30 C]
Não Especificado
Não Especificado
20 ft.lbf @ -20 F [27 J @ -30 C]
Não Especificado
Não Especificado
Não Especificado
Não Especificado
Não Especificado
Não Especificado
Não Especificado
a
Limite de escoamento a compensação de 0,2%
b
Em comprimento medidor de 2 in [50 mm] quando um espécime de tração de diâmetro nominal de 0,500 in [12,5 mm] e razão nominal
de comprimento medidor a diâmetro de 4:1 são usados.
c
Essas classificações são pretendidas para soldagem de passe único. Elas não são para soldagem de passe múltiplo. Apenas resistência à
tração é especificada.
d
Em comprimento medidor de 1 in [25 mm] quando um espécime de tração de diâmetro nominal de 0,250 [6,5 mm] é usado como
permitido para tamanhos de 0,045 in [1,2 mm] e menores da classificação E7XT-11 [E49XT-11].](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-425-320.jpg)
![AWS D1.1/D1.1M:2010 ANEXO V
406
A5.23/A5.23M, Especificação para Fluxos e Aço de Baixa
Liga para Soldagem a Arco Submerso
Classificações de Eletrodo-Fluxoa
Resistência à Traçãob
psi [MPa]
Limite de escoamentob
(Compensação de 0,2%)
psi [MPa]
Alongamentob
%
A5.23 A5.23M
Classificações de Passe Múltiplo
F7XX-EXX-XX
F8XX-EXX-XX
F9XX-EXX-XX
F10XX-EXX-XX
F11XX-EXX-XX
F12XX-EXX-XX
F13XX-EXX-XX
F49XX-EXX-XX
F55XX-EXX-XX
F62XX-EXX-XX
F69XX-EXX-XX
F76XX-EXX-XX
F83XX-EXX-XX
F90XX-EXX-XX
70 000-95 000 [490-660]
80 000-100 000 [550-700]
90 000-110 000 [620-760]
100 000-120 000 [690-830]
110 000-130 000 [760-900]
120 000-140 000 [830-970]
130 000-150 000 [900-1040]
58 000 [400]
68 000 [470]
78 000 [540]
88 000 [610]
98 000 [680]
108 000 [740]
118 000 [810]
22
20
17
16
15c
14c
14c
Classificações de Duas Execuções
F6TXX-EXX
F7TXX-EXX
F8TXX-EXX
F9TXX-EXX
F10TXX-EXX
F11TXX-EXX
F12TXX-EXX
F13TXX-EXX
F43TXX-EXX
F49TXX-EXX
F55TXX-EXX
F62TXX-EXX
F69TXX-EXX
F76TXX-EXX
F83TXX-EXX
F90TXX-EXX
60 000 [430]
70 000 [490]
80 000 [550]
90 000 [620]
100 000 [690]
110 000 [760]
120 000 [830]
130 000 [900]
50 000 [350]
60 000 [415]
70 000 [490]
80 000 [555]
90 000 [625]
100 000 [690]
110 000 [760]
120 000 [830]
22
22
20
17
16
15
14
14
a
A letra “S” irá aparecer depois de “F” como parte da designação de classificação quando o fluxo sendo classificado é uma escória
prensada ou uma mistura de escória prensada com fluxo sem uso (virgem). A letra "C" irá aparecer após "E" como parte de uma
designação de classificação quando o eletrodo usado é um eletrodo compósito. Para classificações de duas execuções,a letra “G”
aparecerá após o designador de impacto (imediatamente antes do hífen) para indicar que o aço base usado para classificação não é
um dos aços base prescritos em AWS A5.23/A5.23M mas é um aço diferente, como acordado entre o comprador e o fornecedor. A letra
"X" usada em vários lugares nessa tabela representa, respectivamente, a condição de tratamento de aquecimento, a tenacidade do metal
de solda e a classificação do metal de solda.
b
Para classificações de passe múltiplo, os requisitos listados na tabela para limite de escoamento e % de alongamento (em comprimento
medidor de 2 in [50 mm]) são requisitos mínimos. Para classificações de duas execuções, os requisitos listados para resistência à
tração e % de alongamento (em comprimento medidor de 1 in [25 mm]) são requisitos mínimos.
c
Alongamento pode ser reduzido em um ponto percentual para os metais base F11XX-EXX-XX, F11XX-ECXX-XX, F12XX-EXX-
XX, F12XX-ECXX-XX, F13XX-EXX-XX, e F13XX-ECXX-XX [F76-EXX-XX, F76-ECXX-XX, F83XX-EXX-XX, F83XX-ECXX-
XX, F90XX-EXX-XX, e F90XX-ECXX-XX] nos 25% superiores de sua faixa de resistência à tração.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-426-320.jpg)
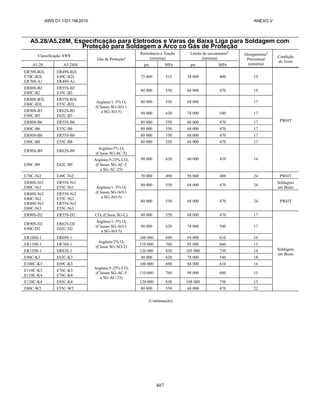
![AWS D1.1/D1.1M:2010 ANEXO V
408
A5.28/A5.28M, Especificação para Eletrodos e Varas de Baixa Liga para Soldagem com
Proteção
para Soldagem a Arco co Gás de Proteção (Continuação)
Classificação AWS
Gás de Proteçãoa
Resistência à Tração
(mínima)
Limite de escoamentob
(mínima)
Alongamentob
Percentual
(mínima)
Condição
de Teste
A5.28 A5.28M psi MPa psi MPa
ER70S-G
E70C-G
ER49S-G
E49C-G
Nota c 70 000 490 Nota d Nota d Nota d Nota d
ER80S-G
E80C-G
ER55S-G
E55C-G
Nota c 80 000 550 Nota d Nota d Nota d Nota d
ER90S-G
E90C-G
ER62S-G
E62C-G
Nota c 90 000 620 Nota d Nota d Nota d Nota d
ER100S-G
E100C-G
ER69S-G
E69C-G
Nota c 100 000 690 Nota d Nota d Nota d Nota d
ER110S-G
E110C-G
ER76S-G
E76C-G
Nota c 110 000 760 Nota d Nota d Nota d Nota d
ER120S-G
E120C-G
ER83S-G
E83C-G
Nota c 120 000 830 Nota d Nota d Nota d Nota d
a
O uso de um gás de proteção particular para propósitos de classificação não será interpretado de forma a restringir o uso de outras
misturas de gases. Um metal de adição testado com misturas de gases, tais como Argônio/O2, ou Argônio/CO2, pode resultar em metal
de solda tendo resistência e alongamento diferentes.
b
Limite de escoamento de compensação de 0,2% e alongamento em 2 in [51 mm] de comprimento medidor.
c
O gás de proteção deve ser como acordado entre o comprador e o fornecedor.
d
Não especificado (como acordado entre comprador e fornecedor).](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-428-320.jpg)
![(Continua)
AWS A5.29/A5.29M, Especificação para Eletrodos de Aço de Carbono
para Soldagem a Arco com Arame Tubular
Classificação(ões) AWS a,b c
A5.29 A5.29M Condição
Resistência à
Tração
ksi [MPa]
Limite de
Elasticidade
ksi [MPa]
%
Alongamen
to
Mínimo
Impacto Mínimo de Energia no Entalhe V de
Charpy
E7XT5-A1C, -A1M E49XT5-A1C, -A1M PWHT 70-90 [490-620] 58 [400] min. 20 20 ft.lbf @ -20 F [27 J @ -30 C]
E8XT1-A1C, -A1M E55XT1-A1C, -A1M PWHT 80-100 [550-690] 68 [470] min. 19 Não Especificado
E8XT1-B1C, -B1M, -B1LC, -B1LM E55XT1-B1C, -B1M, -B1LC, -B1LM PWHT 80-100 [550-690] 68 [470] min. 19 Não Especificado
E8XT1-B2C, -B2M, -B2HC, -B2HM,
-B2LC, -B2LM
E8XT5-B2C, -B2M, -B2LC, -B2LM
E55XT1-B2C, -B2M, -B2HC, -
B2HM,
-B2LC, -B2LM
E55XT5-B2C, -B2M, -B2LC, -B2LM
PWHT 80-100 [550-690] 68 [470] min. 19 Não Especificado
E9XT1-B3C, -B3M, -B3LC, -B3LM,
-B3HC, -B3HM
E9XT5-B3C, -B3M
E62XT1-B3C, -B3M, -B3LC, -
B3LM,
-B3HC, -B3HM
E62XT5-B3C, -B3M
PWHT 90-110 [620-760] 78 [540] min. 17 Não Especificado
E10XT1-B3C, -B3M E69XT1-B3C, -B3M PWHT 100-120 [690-830] 88 [610] min. 16 Não Especificado
E8XT1-B6C,d
-B6M,d
-B6LC,d
-
B6LM,d
E8XT5-B6C,d
-B6M,d
-B6LC,d
-B6LMd
E55XT1-B6C, -B6M, -B6LC, -B6LM
E55XT5-B6C, -B6M, -B6LC, -B6LM
PWHT 80-100 [550-690] 68 [470] min. 19 Não Especificado
E8XT1-B8C,d
–B8M,d
–B8LC,d
–
B8LM,d
E8XT5-B8C,d
–B8M,d
–B8LC,d
–
B8LMd
E55XT1-B8C, -B8M, -B8LC, -B8LM
E55XT5-B8C, -B8M, -B8LC, -B8LM
PWHT 80-100 [550-690] 68 [470] min. 19 Não Especificado
E9XT1-B9C, -B9M E62XT1-B9C, -B9M PWHT 90-120 [620-830] 78 [540] min. 16 Não Especificado
E6XT1-Ni1C, -Ni1M E43XT1-Ni1C, -Ni1M AW 60-80 [430-550] 50 [340] min. 22 20 ft.lbf @ -20 F [27 J @ -30 C]
E7XT6-Ni1 E49XT6-Ni1 AW 70-90 [490-620] 58 [400] min. 20 20 ft.lbf @ -20 F [27 J @ -30 C]
E7XT8-Ni1 E49XT8-Ni1 AW 70-90 [490-620] 58 [400] min. 20 20 ft.lbf @ -20 F [27 J @ -30 C]
E8XT1-Ni1C, -Ni1M E55XT1-Ni1C, -Ni1M AW 80-100 [550-690] 68 [470] min. 19 20 ft.lbf @ -20 F [27 J @ -30 C]
E8XT1-Ni1C, -Ni1M E55XT1-Ni1C, -Ni1M PWHT 80-100 [550-690] 68 [470] min. 19 20 ft.lbf @ -60 F [27 J @ -50 C]
E7XT8-Ni2 E49XT8-Ni2 AW 70-90 [490-620] 58 [400] min. 20 20 ft.lbf @ -20 F [27 J @ -30 C]
E8XT8-Ni2 E55XT8-Ni2 AW 80-100 [550-690] 68 [470] min. 19 20 ft.lbf @ -20 F [27 J @ -30 C]
E8XT1-Ni2C, -Ni2M E55XT1-Ni2C, -Ni2M AW 80-100 [550-690] 68 [470] min. 19 20 ft.lbf @ -40 F [27 J @ -40 C]
E8XT5-Ni2C,e
-Ni2Me
E55XT5-Ni2C,e
-Ni2Me
PWHT 80-100 [550-690] 68 [470] min. 19 20 ft.lbf @ -75 F [27 J @ -60 C]
E9XT1-Ni2C, -Ni2M E62XT1-Ni2C, -Ni2M AW 90-110 [620-760] 78 [540] min. 17 20 ft.lbf @ -40 F [27 J @ -40 C]
E8XT5-Ni3C,e
-Ni3Me
E55XT5-Ni3C,e
-Ni3Me
PWHT 80-100 [550-690] 68 [470] min. 19 20 ft.lbf @ -100 F [27 J @ -70 C]
E9XT5-Ni3C,e
-Ni3Me
E62XT5-Ni3C,e
-Ni3Me
PWHT 90-110 [620-760] 78 [540] min. 17 20 ft.lbf @ -100 F [27 J @ -70 C]
ANEXO
V
AWS
D1.1/D1.1M:2010](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-429-320.jpg)
![ANEXO V
AWS A5.29/A5.29M, Especificação para Eletrodos de Aço de Carbono
para Soldagem a Arco com Arame Tubular
Classificação(ões) AWS a, b
Condiçãoc
Resistência à
Tração
ksi [MPa]
Limite de
Elasticidade
ksi [MPa]
%
Alongamento
Mínimo
Impacto Mínimo de Energia no Entalhe V de
Charpy.
A5.29 A5.29M
E8XT11-Ni3 E55XT11-Ni3 AW 80-100 [550-690] 68 [470] min. 19 20 ft.lbf @ 0 F [27 J @ –20 C]
E9XT1-D1C, -D1M E62XT1-D1C, -D1M AW 90-110 [620-760] 78 [540] min. 17 20 ft.lbf @ -40 F [27 J @ -40 C]
E9XT5-D2C, -D2M E62XT5-D2C, -D2M PWHT 90-110 [620-760] 78 [540] min. 17 20 ft.lbf @ -60 F [27 J @ -50 C]
E10XT5-D2C, -D2M E69XT5-D2C, -D2M PWHT 100-120 [690-830] 88 [610] min. 16 20 ft.lbf @ -40 F [27 J @ -40 C]
E9XT1-D3C, -D3M E62XT1-D3C, -D3M AW 90-110 [620-760] 78 [540] min. 17 20 ft.lbf @ -20 F [27 J @ -30 C]
E8XT5-K1C, -K1M E55XT5-K1C, -K1M AW 80-100 [550-690] 68 [470] min. 19 20 ft.lbf @ -40 F [27 J @ -40 C]
E7XT7-K2 E49XT7-K2 AW 70-90 [490-620] 58 [400] min. 20 20 ft.lbf @ -20 F [27 J @ -30 C]
E7XT4-K2 E49XT4-K2 AW 70-90 [490-620] 58 [400] min. 20 20 ft.lbf @ 0 F [27 J @ –20 C]
E7XT8-K2 E49XT8-K2 AW 70-90 [490-620] 58 [400] min. 20 20 ft.lbf @ -20 F [27 J @ -30 C]
E7XT11-K2 E49XT11-K2 AW 70-90 [490-620] 58 [400] min. 20 20 ft.lbf @ +32 F [27 J @ -0 C]
E8XT1-K2C, -K2M
E8XT5-K2C, -K2M
E55XT1-K2C, -K2M
E55XT5-K2C, -K2M
AW 80-100 [550-690] 68 [470] min. 19 20 ft.lbf @ -20 F [27 J @ -30 C]
E9XT1-K2C, -K2M E62XT1-K2C, -K2M AW 90-110 [620-760] 78 [540] min. 17 20 ft.lbf @ 0 F [27 J @ –20 C]
E9XT5-K2C, -K2M E62XT5-K2C, -K2M AW 90-110 [620-760] 78 [540] min. 17 20 ft.lbf @ -60 F [27 J @ -50 C]
E10XT1-K3C, -K3M E69XT1-K3C, -K3M AW 100-120 [690-830] 88 [610] min. 16 20 ft.lbf @ 0 F [27 J @ –20 C]
E10XT5-K3C, -K3M E69XT5-K3C, -K3M AW 100-120 [690-830] 88 [610] min. 16 20 ft.lbf @ -60 F [27 J @ -50 C]
E11XT1-K3C, -K3M E76XT1-K3C, -K3M AW 110-130 [760-900] 98 [680] min. 15 20 ft.lbf @ 0 F [27 J @ –20 C]
E11XT5-K3C, -K3M E76XT5-K3C, -K3M AW 110-130 [760-900] 98 [680] min. 15 20 ft.lbf @ -60 F [27 J @ -50 C]
E11XT1-K4C, -K4M E76XT1-K4C, -K4M AW 110-130 [760-900] 98 [680] min. 15 20 ft.lbf @ 0 F [27 J @ –20 C]
E11XT5-K4C, -K4M E76XT5-K4C, -K4M AW 110-130 [760-900] 98 [680] min. 15 20 ft.lbf @ -60 F [27 J @ -50 C]
E12XT5-K4C, -K4M E83XT5-K4C, -K4M AW 120-140 [830-970] 108 [745] min. 14 20 ft.lbf @ -60 F [27 J @ -50 C]
E12XT1-K5C, -K5M E83XT1-K5C, -K5M AW 120-140 [830-970] 108 [745] min. 14 Não Especificado
E7XT5-K6C, -K6M E49XT5-K6C, -K6M AW 70-90 [490-620] 58 [400] min. 20 20 ft.lbf @ -75 F [27 J @ -60 C]
E6XT8-K6 E43XT8-K6 AW 60-80 [430-550] 50 [340] min. 22 20 ft.lbf @ -20 F [27 J @ -30 C]
E7XT8-K6 E49XT8-K6 AW 70-90 [490-620] 58 [400] min. 20 20 ft.lbf sf @ -20 F [27 J @ -30 C]
(Continua)
AWS
D1.1/D1.1M:2010
ANEXO
V](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-430-320.jpg)
![ANEXO V
Classificação(ões) AWS a, b
Condiçãoc
Resistência à
Tração
ksi [MPa]
Limite de
Elasticidade
ksi [MPa]
%
Alongamento
Mínimo
Impacto Mínimo de Energia no Entalhe V de
Charpy.
A5.29 A5.29M
E10XT1-K7C, -K7M E69XT1-K7C, -K7M AW 100-120 [690-830] 88 [610] min. 16 20 ft.lbf @ -60 F [27 J @ -50 C]
E9XT8-K8 E62XT8-K8 AW 90-110 [620-760] 78 [540] min. 17 20 ft.lbf @ -20 F [27 J @ -30 C]
E10XT1-K9C, -K9M E69XT1-K9C, -K9M AW 100-120 [690-830]g
82-97 [560-670] 18 35 ft·lbf @ –60 F [27 J @ –50 C]
E8XT1-W2C, -W2M E55XT1-W2C, -W2M AW 80-100 [550-690] 68 [470] min. 19 20 ft·lbf @ -20 F [27 J @ -30 C]
EXXTX-G, g
-GC,g
–GM g
EXXTX-G, g
-GC,g
–GM g
A composição de depósito de solda, condição de teste (AW ou PWHT) e propriedades de impacto no entalhe em V de Charpy são
como acordado entre o fornecedor e comprador. Requisitos para o teste de tensão, posicionamento, sistema de escória e gás
protetor, se houver, estão em conformidade com aqueles indicados pelo dígitos usados.
EXXTG-Xg
EXXTG-Xg
O sistema de escória, gás protetor, se houver, condição de teste (AW ou PWHT) e propriedades de impacto no entalhe em V de
Charpy são como acordado entre o fornecedor e comprador. Requisitos para o teste de tensão, posicionamento e composição de
depósito de solda estão em conformidade com aqueles indicados pelo dígitos usados.
EXXTG-Gg
EXXTG-Gg
O sistema de escória, gás protetor, se houver, condição de teste (AW ou PWHT), propriedades de impacto no entalhe em V de
Charpy e composição de depósito de solda são como acordado entre o fornecedor e comprador. Requisitos para o teste de tensão e
posicionamento estão em conformidade com aqueles indicados pelo dígitos usados.
a
Os “Xs” na classificação real serão substituídos pelos designadores apropriados.
b
A colocação de um “G” na posição de um designador indica que aquelas propriedades foram acordadas entre o fornecedor e o comprador.
c
AW = Soldagem em Bruto. PWHT = Tratado com aquecimento pós-solda.
d
Esses eletrodos são presentemente classificados como E502TX-X ou E505TX-X em AWS A5.22-95. Com a próxima revisão de A5.22 eles serão removidos e exclusivamente listados nessa
especificação.
e
Temperaturas PWHT que excedam 1150 F [620 C] irão diminuir as propriedades de impacto do entalhe em V de Charpy.
f
Para essa classificação (E10XT1-K9C, -K9M [E69XT1-K9C, -K9M]) a faixa de resistência à tração mostrada não é um requisito. É uma aproximação.
g
Os requisitos de resistência à tração, limite de escoamento, e % de alongamento para eletrodos EXXTX-G, -GC, -GM [EXXTX-G, -GC, -GM]; EXXTG-X e EXXTG-G [EXXTG-X e EXXXTG-G]
são como mostrado nessa tabela para outras classificações de eletrodo (não incluindo as classificações E10XT1-K9C, -K9M [E69XT1-K9C, -K9M] ) tendo o mesmo designador de resistência à tração.
ANEXO
V
AWS
D1.1/D1.1M:2010
AWS A5.29/A5.29M, Especificação para Eletrodos de Aço de Carbono
para Soldagem a Arco com Arame Tubular](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-431-320.jpg)







![C-1. REQUISITOS GERAIS AWS D1.1/D1.1M:2010
419
Após o contrato ser homologado, o Engenheiro pode
alterar requisitos no código, mas as alterações deveriam
ser documentadas e acordadas entre as partes
envolvidas. O Engenheiro não pode modificar ou alterar
qualquer provisão do código unilateralmente após os
contratos serem homologados sem potencialmente criar
conflito com os termos do contrato. Esses tipos de
modificações deveriam ser acordados mutualmente
entre as partes envolvidas para atender satisfatoriamente
circunstâncias imprevistas.
É requerido que o Engenheiro determine a adequação
de um detalhe particular de junta para a montagem
soldada específica. Detalhes de junta pré-qualificados,
assim como detalhes particulares de junta que podem
ser qualificados por teste podem não ser adequados para
todas as condições de carga ou condições de restrição.
Deveriam ser feitas considerações às propriedades
através-espessura de aços, possibilidade de ruptura
lamelar, tamanhos e proporções de membros sendo
anexados e outros fatores.
C-1.4.1(1) Certas provisões do código são obrigatórias
apenas quando especificado pelo Engenheiro. Isso é
requerido pelo código que seja feito em documentos de
contrato.
C-1.4.1(2) O Engenheiro tem a autoridade e a
responsabilidade de determinar quando uma NDT (se
houver) será especificada para um projeto específico. O
Engenheiro deveria considerar as consequências de
falha, a aplicabilidade do processo de inspeção para a
solda específica envolvida e reconhecer limitações dos
métodos NDT especificados e a extensão dessa NDT.
C-1.4.1(3) A inspeção de verificação não é requerida
pelo código e, se usada, é requerido pelo código que
seja especificada pelo Engenheiro (ver 6.1.2.2). O
Engenheiro podem escolher não ter inspeção de
verificação, ter inspeção de verificação de apenas parte
da fabricação ou inspeção de verificação que substitua
completamente a inspeção do Empreiteiro. No entanto,
quando escolhe eliminar a inspeção do Empreiteiro, o
Engenheiro deveria estar ciente de que há um grande
número de responsabilidades atribuídas ao Inspetor do
Empreiteiro que incluem atividades que podem não ser
tradicionalmente consideradas como parte da inspeção
de verificação (ver 6.1.2.1, 6.2, 6.3, 6.5 e 6.9). Essas
atividades são importantes para controlar qualidade de
solda. Não deve ser presumido que NDT, não importa
sua extensão, irá eliminar a necessidade de controle
dessas atividades.
C-1.4.1(5) A tenacidade ao entalhe para metal de solda,
metal base e/ou HAZs não é determinada por esse
código. Tais requisitos, quando necessário, são
requeridos pelo código a serem especificados nos
documentos de contrato.
C-1.4.1(6) O código contém provisões para aplicações
não tubulares carregadas tanto estaticamente quanto
ciclicamente. Os critérios para tais fabricações diferem,
e como tal, as condições de carga e forma de aço
aplicável são requeridas pelo código a serem
especificadas nos documentos de contrato.
C-1.4.1(7) O Engenheiro é responsável por especificar
requisitos adicionais de fabricação e inspeção que não
são necessariamente tratados no código. Esse requisitos
adicionais podem ser necessários por causa de
condições tais como: temperaturas extremas de
operação (quente ou fria) da estrutura, requisitos únicos
de fabricação de material, etc.
C-1.4.1(8) Para aplicações OEM (ver 1.3.4), algumas
das responsabilidades do Engenheiro são realizadas
pelo Empreiteiro. O código requer que documentos de
contrato definam essas responsabilidades (ver C-1.3.4).
C-1.4.2 Responsabilidades do Empreiteiro. A lista
abreviada em 1.4.2 destaca áreas principais das
responsabilidades do Empreiteiro, e não é completa.
Responsabilidades do Empreiteiro estão contidas em
todo o código.
C-1.4.3 Inspeção de Verificação. A lista abreviada em
1.4.3 destaca áreas principais de responsabilidade dos
vários inspetores, e não é completa. A Cláusula 6
destaca responsabilidades específicas.
C-1.8 Unidades de Medida Padrão
D1.1 tem um sistema de duas
unidades:
Unidades métricas Convencionais dos EUA e SI
(métrica). Por todo o código, o usuário encontrará
dimensões em Unidades Convencionais dos EUA
seguidas por Unidades SI (métricas) em colchetes []. As
Unidades SI são conversões suaves das Unidades
Convencionais dos EUA; isto é, cada valor de conversão
"suave" foi arredondado de um valor SI usando uma
conversão que é próxima ao invés de um valor racional
baseado em um fator de conversão. Por exemplo, a
conversão suave de 1/2 in é 12 mm, e a conversão rígida
é 12,7 mm. De forma similar, a conversão suave para
cada polegada é 25 mm e a conversão rígida é 25,4 mm.
É inapropriado escolher entre tolerâncias Convencionais
dos EUA e SI; cada sistema de unidades deveria ser
usado como um todo, e o sistema usado deveria ser o
mesmo usado nos desenhos de oficina. Em termos de
WPSs, fabricantes não deveriam ser requeridos a
executar novamente PQRs para uma alteração em
unidades. No entanto, WPSs deveriam ser esboçadas nas
unidades apropriadas.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-439-320.jpg)

![AWS D1.1/D1.1M:2010
421
C-2. Projeto de Conexões Soldadas
C-2.3 Planos e Especificações de
Contrato
C-2.3.2 Requisitos de Tenacidade ao Entalhe.
Tenacidade ao entalhe é uma propriedade material que
fornece uma medida de sua sensibilidade a fratura
quebradiça. O teste CVN é o método mais comum de
medir tenacidade ao entalhe. Outros testes estão
disponíveis e podem ser mais confiáveis, mas são
também mais complexos e caros. Medidas mais
precisas de tenacidade não são justificáveis a menos que
métodos mecânicos de fratura sejam usados no projeto.
A demanda por tenacidade depende do tipo de carga,
taxa de aplicação da carga, temperatura e outros fatores.
Redundância e as consequências de fratura também
podem ser consideradas para determinar requisitos de
teste CVN para uma junta soldada. Muitas aplicações
não requerem uma medida de tenacidade ao entalhe. Em
aplicações em que um valor mínimo de teste CVN é
requerido, a especificação de uma classificação de
metal de adição que inclua valores de teste CVN pode
ser suficiente. Muitas classificações de metal de adição
estão disponíveis que fornecem critérios de teste CVN.
A maioria dos metais de adição usados em aplicações
estruturais de campo não é testada para valores de teste
CVN. Dos metais de adição que são testados para
valores de teste CVN e usados em aplicações
estruturais, o mais comum atende 20 ft.lbs a -20º ou 0ºF
[27 J a – 29º ou -l8°C]. Em casos mais severos, WPSs
podem ser qualificadas para atender valores de teste
CVN. Deveria ser reconhecido que os critérios de teste
CVN em metais de adição ou em uma qualificação
WPS relacionam-se à uma suscetibilidade de material a
fratura quebradiça mas não é uma medida precisa da
propriedade material em uma junta de produção. O
objetivo da maioria dos requisitos de teste CVN é
fornecer alguma garantia de que o material não está em
sua prateleira mais baixa de tenacidade ao entalhe na
temperatura de serviço da estrutura.
Formas e placas estruturais foram pesquisadas e teste
CVN resultou em valores de 15 ft·lbs [20 J] ou maiores
a 40º F [4º C]. Essas pesquisas foram conduzidas a
pedido de produtores de fábrica para mostrar que teste
CVN de metal base não era necessário para a maioria
das aplicações de obras (ver Referência 30). As
subcláusulas 4.8.1, C-2.5.2.2, C-4.13.4.4, e Cláusula 4,
Parte D contêm informações sobre valores de teste
CVN (ver também Fracture and Fatigue Control in
Structures, Barsom e Rolfe).
C-2.3.4 Tamanho e Comprimento de Solda. O
Engenheiro preparando desenhos de projeto do contrato
não pode especificar a profundidade de chanfro "S" sem
saber o processo de soldagem e a posição de soldagem.
O código é explícito ao estipular que apenas o tamanho
de solda "(E)" será especificado nos desenhos de
projeto para soldas em chanfro PJP (ver 2.3.5.1). Isso
permite que o Empreiteiro produza o tamanho de solda
atribuindo uma profundidade de preparação para o
chanfro mostrado nos desenhos de oficina em relação à
escolha do Empreiteiro de processo de soldagem e
posição de soldagem.
A penetração de raiz irá geralmente depender do ângulo
na raiz do chanfro em combinação com a abertura de
raiz, a posição de soldagem e o processo de soldagem.
Para juntas usando bisel e soldas em chanfro em V-,
esses fatores determinam a relação entre a profundidade
de preparação e o tamanho de solda para soldas em
chanfro PJP pré-qualificadas.
A resistência de soldas em filete depende do tamanho
de garganta; no entanto, o tamanho de perna de soldas
em filete é a dimensão mais útil e mensurável para
execução do trabalho. Nos documentos de contrato e
desenhos de oficina, quando as partes anexadas se
encontram em um ângulo entre 80º e 100º, o tamanho
efetivo é tomado como a dimensão de garganta de uma
solda de filete de 90º, e é designado nos documentos de
contrato e nos desenhos de oficina por tamanho de
perna.
No lado do ângulo agudo de juntas em T-
significativamente oblíquas [ver Figura 3.11(A), (B) e
(C)], a relação entre tamanho de perna e garganta
efetiva é complexa. Quando as partes se encontram em
ângulos menores que 100º, os documentos de contrato
mostram a garganta efetiva requerida para fornecer
condições de projeto, e desenhos de oficina mostram
tamanho de perna requerido para fornecer garganta
efetiva especificada.
Quando o ângulo agudo é entre 30 e 60º, o tamanho
efetivo de solda depende da redução de perda Z [ver
Figura 3.11(D)], que depende da posição e processo de
soldagem. Especificar apenas o tamanho de garganta
efetiva requerido para satisfazer condições de projeto
nos documentos de contrato permite que o fabricante,
usando processos de soldagem adequados a seu](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-441-320.jpg)
![C-2. PROJETO DE CONEXÕES SOLDADAS AWS D1.1/D1.1M:2010
422
equipamento e prática, indique sua intenção e instruções
por WPSs apropriadas, e símbolos nos desenhos de
oficina.
C-2.3.5.4 Dimensões Pré-qualificadas de Detalhe.
O histórico e a base para pré-qualificação de juntas
estão explicados em C-3.2.1. Projetistas e detalhadores
deveriam observar que a pré-qualificação de geometrias
de junta é baseada em condições provadas satisfatórias
de forma, liberação, posição de soldagem e acesso a
uma junta entre elementos de placa para um soldador
qualificado depositar bom metal de solda bem fundido
ao metal base. Outras considerações de projeto
importantes para a adequação de uma junta particular
para uma aplicação particular não são parte do status
pré-qualificado. Tais considerações incluem, entre
outras:
(1) o efeito de restrição imposto por rigidez de
metal base conectado em contração de metal de solda,
(2) o potencial de causar ruptura lamelar por
grandes depósitos de solda sob condições restritas em
metal base tensionado na direção através-espessura,
(3) limitações no acesso do soldador à junta para
posicionamento e manipulação apropriados do eletrodo
impostas por metal base3 próximo mas não parte da
junta,
(4) o potencial para estado de tensão biaxial ou
triaxial de tensão em soldas de intersecção,
(5) limitações em acesso para permitir inspeção UT
ou RT confiável,
(6) efeito de tensões residuais de tração a partir de
retração de solda,
(7) efeito de soldas maiores que o necessário em
distorção.
C-2.4 Áreas Efetivas
C-2.4.1.4 Tamanho Efetivo de Soldas em Chanfro
Curvado. Seções estruturais retangulares ocas são
formadas de uma maneira que pode não resultar em um
ângulo de 90º. A pesquisa apoiando a Tabela 2.1
considera essa prática e 2t foi considerado aceitável.
C-2.4.2.5 Comprimento Máximo Efetivo. Quando
soldas de filete longitudinais paralelas à tensão são
usadas para transmitir a carga para a extremidade de um
membro carregado axialmente, as soldas são chamadas
"carregadas na extremidade". Exemplos típicos de tais
soldas incluiriam, entre outros, juntas sobrepostas
soldadas longitudinalmente na extremidade de membros
axialmente carregados, soldas anexando reforços de
rolamento, soldas anexando reforços transversais às
braçadeiras de traves projetadas em base de ação de
tensão de campo e casos similares. Exemplos típicos de
soldas de filete carregadas longitudinalmente que não
são consideradas carregadas na extremidade incluem,
entre outros, soldas que conectam placas ou formas para
formar uma seção transversal construída na qual a força
de cisalhamento é aplicada a cada incremento de
comprimento de tensão de solda dependendo da
distribuição de carga de cisalhamento ao longo do
comprimento do membro, soldas anexando ângulos de
conexão de braçadeira de viga e placas de cisalhamento
porque o fluxo de força de cisalhamento a partir da
braçadeira de trave ou viga para a solda é
essencialmente uniforme em todo o comprimento da
solda, isto é, a solda não é carregada na extremidade a
despeito do fato de que é carregada paralela ao eixo da
solda. Nem o fator de redução se aplica a soldas
anexando reforços a braçadeiras projetadas na base de
cisalhamento de viga convencional porque os reforços e
soldas não são sujeitos a tensão axial calculada mas
servem meramente para manter a braçadeira plana.
A distribuição de tensão ao longo do comprimento de
soldas em filete carregadas na extremidade está longe
de uniforme e depende das relações complexas entre a
firmeza de solda de filete longitudinal relativa à firmeza
dos metais base conectados. Além de um certo
comprimento, é não conservador assumir que a tensão
média sobre o comprimento total da solda pode ser
tomado como igual à tensão completa permissível. A
experiência tem mostrado que quando o comprimento
da solda é igual a aproximadamente 100 vezes o
tamanho de solda ou menos, é razoável assumir que o
comprimento efetivo é igual ao comprimento real. Para
comprimentos de solda maiores que 100 vezes o
tamanho de solda, o comprimento efetivo deveria ser
considerado menor que o comprimento real. O
coeficiente de redução, β, fornecido em 2.4.2.5 é o
equivalente (em Unidades e terminologia dos EUA) do
Eurocode 3, que é uma aproximação simplificada de
fórmulas exponenciais desenvolvidas por testes e
estudos de elemento finito realizados na Europa por
muitos anos. Os critérios são baseados em consideração
combinada de resistência de ruptura para soldas de
filete com tamanho de perna menor que 1/4 in [6 mm] e
em julgamento baseado no limite de servicibilidade de
deslocamento ligeiramente menor que 1/32 in [1 mm]
na extremidade da solda para soldas com tamanho de
perna de 1/4 in [6 mm] e maior. Matematicamente, a
multiplicação do comprimento real pelo fator leva a
uma expressão que implica que o comprimento efetivo
atinja um máximo quando o comprimento real é
aproximadamente 300 vezes o tamanho de perna;
portanto o comprimento máximo efetivo de uma solda
de filete carregada na extremidade é considerado como
180 vezes o tamanho de perna de solda.
C-2.6 Tensões
C-2.6.1 Tensões Calculadas. É pretendido que as
tensões calculadas a serem comparadas com as tensões
permissíveis sejam tensões nominais determinadas por
métodos de análise apropriados e não tensões de "ponto
de aquecimento" que podem ser determinadas por
análise de elemento finito usando uma malha mais fina
que aproximadamente um pé. Algumas especificações
de projeto aplicáveis invocadas requerem que certas
juntas sejam projetadas para fornecer, não apenas as
forças calculadas devido a cargas aplicadas, mas
também uma certa percentagem mínima da resistência](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-442-320.jpg)

![C-2. PROJETO DE CONEXÕES SOLDADAS AWS D1.1/D1.1M:2010
424
2.6.4.3 fornecem um fator de segurança maior que o
valor comumente aceitado de 2.
C-2.6.4.3 Centro Instantâneo de Rotação. Quando
grupos de solda são carregados em cisalhamento por
uma carga externa que não age através do centro de
gravidade do grupo, a carga é excêntrica e tenderá a
causar rotação e translação relativas entre as partes
conectadas pelas soldas. O ponto sobre o qual a rotação
tende a acontecer é chamado centro instantâneo de
rotação. Sua localização depende da excentricidade da
carga, geometria do grupo de solda e deformação da
solda em diferentes ângulos da força elemental
resultante relativa ao eixo da solda. A força de
resistência individual de cada unidade de elemento de
solda pode pode presumivelmente agir em uma linha
perpendicular a um raio passando através do centro
instantâneo de rotação e do local dos elementos (ver
Figura C-2.3).
A resistência total de todos os elementos de solda
combina para resistir à carga excêntrica, e quando o
local correto do centro instantâneo de rotação foi
selecionado, as equações no plano de estática
(Σx,Σ ,ΣM) serão satisfeitas. Uma explicação completa
do procedimento, inclusive amostra de problemas é
dada em Tide (Referência 29). Técnicas numéricas, tais
como aquelas dadas em Brandt (Referência 26), têm
sido desenvolvidas para localizar o centro de rotação
instantâneo para tolerância de convergência. Para
eliminar possíveis dificuldades computacionais, a
deformação máxima nos elementos de solda é limitada
ao valor vinculado mais baixo de 0,17W. Para
conveniência de projeto, uma fórmula elíptica simples é
usada para F( ) para aproximar do polinomial derivado
empiricamente em Lesik (Referência 28).
C-2.6.4.4 Grupos de Solda Carregados
Concentricamente. Uma solda carregada
transversalmente a seu eixo longitudinal tem uma
capacidade maior mas uma capacidade de deformação
reduzida mais baixa em comparação a solda carregada
ao longo de seu eixo longitudinal. Portanto, quando
soldas carregadas em ângulos variados são combinadas
em um único grupo de solda o projetista precisa
considerar suas capacidades de deformação relativas
para assegurar que todo o grupo de solda tem
compatibilidade de deformação. O procedimento em
2.6.4.3 considera compatibilidade de deformação.
Desde a introdução da equação em 2.6.4.2, que dá a
resistência de uma solda de filete linear carregada no
plano através de seu centro de gravidade como: Fv =
0,3 FEXX [1+0,5 sin1,5(θ)] muitos engenheiros
simplesmente acrescentaram a capacidade das soldas de
linha individuais em um grupo de solda enquanto
negligenciavam compatibilidade de deformação de
carga. Isso é uma prática não conservadora.
O projeto de um grupo de solda concentricamente
porém obliquamente carregado, além de ser realizado
usando 2.6.4.4 como demonstrado na Figura C-2.5,
pode ser alcançado graficamente usando a Figura C-2.6,
as curvas de deformação por carga. Por exemplo, para
achar a resistência do grupo de solda concentricamente
carregado mostrado na Figura C-2.5, primeiro é
determinado o elemento de solda com a capacidade de
deformação mais limitada. Nesse caso é a solda
transversalmente carregada. Ao desenhar uma linha
vertical a partir do ponto de fratura, o aumento ou
diminuição de resistência para os elementos
remanescentes pode ser determinado.
C-2.7 Configuração e Detalhes de
Junta
C-2.7.1 Considerações Gerais. Em geral, detalhes
deveriam minimizar restrições que inibiriam
comportamento dúctil, evitar concentração de soldagem
indevida, assim como permitir amplo acesso para
depositar metal de solda.
C-2.7.3 Carga Através-Espessura de Metal Base. A
laminação de aço para produzir formas e placas para
uso em estruturas de aço faz com que o metal base
tenha propriedades mecânicas diferentes nas diferentes
direções ortogonais. Isso faz com que seja necessário
que projetistas, detalhistas e fabricantes reconheçam o
potencial para laminações e/ou ruptura lamelar de afetar
a integridade das juntas concluídas, especialmente
quando metal base espesso está envolvido.
Laminações não resultam da soldagem. Elas são um
resultado dos processos de manufatura de aço. Elas
geralmente não afetam a resistência do metal base
quando o plano da laminação é paralelo ao campo de
tensão, isto é, tensionado na direção longitudinal ou
transversal. Elas têm sim um efeito direto sobre a
habilidade de metal base e juntas em T- e de ângulo de
transmitir forças através-espessura.
Rupturas lamelares, se e quando ocorrem, geralmente
são resultado da contração de grandes depósitos de
metal de solda sob condições de alta retenção. Rupturas
lamelares raramente ocorrem quando o tamanho de
solda é menor que cerca de 3/4 in a 1 in [20 mm a 25
mm]. Rupturas lamelares raramente ocorrem sob soldas
de filete. Rupturas lamelares não ocorrem na ausência
de restrição a contração de metal de solda quente
solidificado; no entanto, os passes de solda iniciais
solidificados depositados na área de raiz da solda
podem fornecer um apoio interno rígido para
deformações de contração de tração dos passes de solda
subsequentemente depositados.
Porque rupturas lamelares são causadas por contração
de metal de solda solidificado que é forçado a ser
acomodado em um comprimento curto de medidor por
retenção compressiva de equilíbrio localizada, as
deformações de direção através-espessura da unidade
no metal base podem ser muitas vezes maiores que a
deformação do limite de escoamento. Rupturas
lamelares podem resultar. As deformações localizadas
que podem produzir rupturas lamelares ocorrem após
resfriamento durante a fabricação e constituem a
condição mais severa que será imposta ao metal base na
proximidade da junta na vida da estrutura. Porque as
tensões compressiva e de tração na, ou próximas à,
junta são autoequilibradas, e porque as deformações
associadas com tensões de projeto aplicadas são uma](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-444-320.jpg)
![C-2. PROJETO DE CONEXÕES SOLDADAS AWS D1.1/D1.1M:2010
425
pequena fração daquelas associadas com retração de
solda, cargas aplicadas externamente não iniciam
rupturas lamelares; no entanto, se rupturas foram
iniciadas pela soldagem, rupturas lamelares existentes
podem ser estendidas.
O projeto e detalhamento de juntas de ângulo e em T-
estabelecem as condições que podem aumentar ou
diminuir o potencial de ruptura lamelar, e fazer a
fabricação de uma ligação soldada uma operação direta
e simples ou uma operação difícil e virtualmente
impossível. Portanto, é necessário atenção por parte de
todos os membros da equipe, projetista, detalhista,
fabricante e soldador, para minimizar o potencial de
ruptura lamelar.
Regras definitivas não podem ser fornecidas no código
para assegurar que ruptura lamelar não ocorrerá, assim
esse comentário tem a intenção de fornecer
compreensão das causas e fornecer diretrizes sobre
meios de minimizar a probabilidade de ocorrência. As
seguintes precauções têm demonstrado em testes e
experiência que minimizam o risco de ruptura:
(1) Espessura de metal base e tamanho de solda
deveriam ser adequados para satisfazer requisitos de
projeto; no entanto, projetar juntas baseadas em tensões
menores que as tensões permissíveis do código, mais do
que resultar em um projeto conservador, resulta em
restrição aumentada e tamanho de solda aumentado, e
deformação de retração que devem ser acomodados.
Portanto tal prática aumenta, mais do que diminui, o
potencial de ruptura lamelar.
(2) Usar eletrodos de baixo nível de hidrogênio
quando soldando juntas de ângulo e em T- grandes.
Hidrogênio absorvido não é considerado a principal
causa de início de ruptura lamelar, mas o uso de
eletrodos de baixo nível de hidrogênio em juntas
grandes (longitudinais, transversais ou através-
espessura) para minimizar a tendência de trincas de
resfriamento induzidas por hidrogênio é de qualquer
forma uma boa prática. O uso de eletrodos que não
sejam de baixo nível de hidrogênio pode causar
problemas.
(3) A aplicação de uma camada de passes de solda
de revestimento de espessura de aproximadamente 1/8
in a 3/16 in [3 mm a 5 mm] à face do metal base a ser
estressado na direção através-espessura antes da
montagem da junta tem mostrado em testes e
experiência que reduz a possibilidade de ruptura
lamelar. Tal camada de revestimento fornece metal de
solda duro com uma estrutura de grão fundido em lugar
da estrutura de grão de aço laminado anisotrópico
fibroso no local de deformações por retração mais
intenso.
(4) Em juntas grandes, passes de solda sequenciais
de uma maneira que constrói a superfície de metal base
tensionado na direção longitudinal antes de depositar
cordões de solda contra a face do metal base tensionado
na direção através-espessura. Esse procedimento
permite que uma parte significativa da retração de solda
ocorra na ausência de restrição.
(5) Em juntas de ângulo, quando possível, a
preparação de junta biselada deveria ser no metal base
tensionado na direção através-espessura de forma que o
metal de solda se funda com o metal base em um plano
na espessura do metal base ao grau máximo possível.
(6) Juntas duplas em V- e de bisel duplo requerem
deposição de muito menos metal de solda que juntas
simples em V- ou em bisel simples, e portanto, reduzem
a quantidade de retração de solda a ser acomodado à
metade, aproximadamente. Quando possível, o uso de
tais juntas pode ajudar.
(7) Em ligações soldadas envolvendo várias juntas
de metal base de diferentes espessuras, as juntas
maiores deveriam ser soldadas primeiramente de forma
que os depósitos de solda que podem envolver a maior
quantidade de retração de solda podem ser concluídas
sob condições da menor restrição possível. As juntas
menores, embora soldadas sob condições de maior
restrição, envolverão uma quantia menor de retração de
solda a ser acomodada.
(8) A área de membros aos quais soldas grandes
irão transferir tensões na direção através-espessura
deveria ser inspecionada durante o desenho para
assegurar que retração de solda de junta não aplica
deformações através-espessura no metal base com
laminações ou grande inclusões pré-existentes (ver
ASTM A 578).
(9) Martelamento propriamente executado de passes
de solda intermediários têm demonstrado que reduzem
o potencial de ruptura lamelar. Passes de raiz não
deveriam ser martelados para evitar a possibilidade de
introduzir trincas nos passes de solda fina iniciais que
podem não ser detectados e subsequentemente
propagar-se pela junta. Passes intermediários deveriam
ser martelados com uma ferramenta arredondada com
vigor suficiente para deformar plasticamente a
superfície do passe e alterar os resíduos de tração a
tensões residuais compressivas, mas não tão
vigorosamente de forma a causar uma superfície cortada
ou sobreposições. Passes de acabamento não deveriam
ser martelados.
(10) Evitar o uso de metal de adição supra-
resistente.
(11) Quando possível, usar metal base com enxofre
ou metal base baixo (< 0,006%) com propriedades
através-espessura melhoradas.
(12) Juntas críticas deveriam ser examinadas por
RT ou UT depois que a junta resfriou à temperatura
ambiente.
(13) Se descontinuidades menores forem detectadas
o Engenheiro deveria avaliar cuidadosamente se as
descontinuidades podem ser deixadas sem reparo sem
colocar em perigo a adequação para o serviço ou a
integridade estrutural. A goivagem ou reparo de
soldagem irão acrescentar ciclos adicionais de
aquecimento e resfriamento e contração de solda sob
condições de restrição que têm a possibilidade de serem
mais severas que as condições sob as quais a junta foi](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-445-320.jpg)


![C-2. PROJETO DE CONEXÕES SOLDADAS AWS D1.1/D1.1M:2010
428
anexando placas de membros anexadas sujeitas a
compressão são derivadas da teoria clássica de
ondulação de placas elásticas e são consistentes com os
critérios fornecidos em AISC Specification for Design
Fabrication and Erection of Structural Steel
Buildings.
C-2.12.2.3 Aço sem Pintura Exposto às
Intempéries. Para aço sem pintura exposto às
intempéries que será exposto à corrosão atmosférica,
com base em experiência e teste, um espaçamento mais
próximo é requerido para fornecer resistência a volume
de produtos de corrosão entre partes, causando
"acolchoamento" não visível entre soldas e o potencial
de iniciar trincas nas terminações de solda.
C-2.13 Geral
C-2.13.1 Aplicabilidade. As provisões da Parte C do
código aplicam-se a estruturas e ligações soldadas
sujeitas a muitos ciclos de aplicação, remoção e
reaplicação da carga viva na faixa elástica de tensão.
Esse tipo de carga é geralmente designado fadiga de
alto ciclo. As tensões máximas calculadas de projeto
permitidas sob o código estão na faixa de 0,60 Fy ou
como similarmente permitido por outros códigos e
especificações padrão invocados. Assim, a faixa
máxima de tensão devida à aplicação e remoção de
carga viva é geralmente alguma fração desse nível de
tensão. Embora essas condições não tenham sido
adotadas para o propósito de limitar o âmbito de
aplicabilidade das provisões do código, elas
estabelecem fronteiras naturais que deveriam ser
reconhecidas.
O projeto para resistência à fadiga não é normalmente
requerido para estruturas de construção; no entanto,
casos envolvendo carga cíclica que pode causar início
de trinca e propagação de trinca de fadiga incluem entre
outros o seguinte:
(1) Membros suportando equipamento de
elevação.
(2) Membros suportando cargas de tráfico de
laminação.
(3) Membros sujeito a vibração harmônica
induzida por vento.
(4) Suporte para maquinaria recíproca.
Para colocar alguma perspectiva no âmbito de
aplicabilidade, por exemplo, se a faixa de tensão no
metal base conectado de um detalhe soldado
relativamente sensível (a extremidade de uma placa de
cobertura de comprimento parcial) devido a ciclos de
aplicação e remoção de carga viva completa é 30 ksi
[210 MPa], a vida prevista até falha por fadiga é 36.000
ciclos (4 aplicações por dia por 25 anos). Para o mesmo
detalhe, se a faixa de tensão é menos que 4,5 ksi [32
MPa], vida infinita seria esperada. Portanto, se os
ciclos de aplicação de carga viva completa são menos
que alguns milhares de ciclos ou a faixa de tensão
resultante é menor que a faixa limite de tensão, a fadiga
não precisa ser uma preocupação.
C-2.14 Limitações
C-2.14.2 Fadiga de Ciclo Baixo. Como a carga de
terremoto envolve um número relativamente baixo de
ciclos de alta tensão na faixa inelástica, confiar nas
provisões dessa Parte C para projeto para carga de
terremoto não é apropriado.
C-2.14.4 Membros Redundantes e Não
Redundantes. O conceito de reconhecer uma distinção
entre membros e detalhes redundantes e não
redundantes não é baseada na consideração de qualquer
diferença no desempenho de fadiga de qualquer
membro ou detalhe dado, mas antes na consequência de
falha. Antes da adoção de AASHTO/AWS D1.5,
Especificações AASHTO forneciam critérios para
fatura em membros críticos que incluíam metal base e
requisitos de inspeção especiais, mas que incorporavam
por referência curvas de faixa de tensão de tensão
reduzida permissível, como em Dl.l Cláusula 9
(interrompida em 1996). As curvas de faixa de tensão
reduzida permissível, designadas para estruturas não
redundantes, foram derivadas por limitar
arbitrariamente as faixas de tensão de fadiga a
aproximadamente 80% das curvas de faixa de tensão
para membros e detalhes redundantes. Com a adoção de
AASHTO/AWS D1.5, referência ao Código AWS D1.1
Cláusula 9 (interrompida em1996) para tensões
permissíveis e tensões e faixas de tensão foi eliminada e
alterada para especificações de projeto AASHTO.
Subsequentemente, em AASHTO foi decidido que
faixas de tensão permissível específicas que eram
apenas 80% do meio menos 2 curvas de desvio padrão
para dados de teste de detalhe de fadiga, além de metal
base e requisitos de inspeção especiais, constituindo um
duplo conservadorismo. Assim, nas Especificações
AASHTO LRFD atuais para o projeto de pontes, as
faixas de tensão permissíveis abaixadas para projeto de
membros e detalhes não redundantes foram eliminados
enquanto metal base e requisitos de inspeção especiais
foram retidos.
C-2.15 Cálculos de Tensões
C-2.15.1 Análise Elástica. Os critérios contidos nessa
Tabela 2.5 são baseados no teste de fadiga de espécimes
típicos de tamanho completo dos casos apresentados.
Os efeitos de concentrações de faixa geométrica local
são considerados pelas categorias de tensão.
C-2.16 Tensões Permissíveis e Faixas
de Tensão
C-2.16.2 Faixa de Tensão Permissível. Os critérios de
curvas de faixa de ciclo de vida fornecidos pelas
Fórmulas de (2) a (4) e assinalados graficamente na
Figura 2.11 foram desenvolvidos através de pesquisa
patrocinada pelo National Cooperative Highway
Research Program sobre detalhes reais que
incorporaram descontinuidades geométricas realísticas](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-448-320.jpg)

![C-2. PROJETO DE CONEXÕES SOLDADAS AWS D1.1/D1.1M:2010
430
importantes para compreender desempenho de fadiga, e
de são inter-relacionados. Essa é também uma área em
que projeto e soldagem não podem ser separados, e
2.21.6.7 faz referência a um conjunto consistente de
práticas de controle de perfil de solda "padrão" e
seleções de categoria de fadiga, como uma função de
espessura. Perfis e retificações aprimoradas são
discutidos em 2.21.6.6 assim como martelamento como
um método alternativo de aprimoramento de fadiga.
Os limites de resistência na maioria das curvas foram
atrasados além dos dois milhões de ciclos tradicionais.
O banco de dados histórico não forneceu muita
orientação nessa área, enquanto dados mais recentes a
partir de espécimes maiores soldados mostram
claramente que a parte inclinada deveria ser continuada.
Os cortes são consistentes com aqueles de estruturas
ciclicamente carregadas e serviço atmosférico. Para
carga aleatória em um ambiente marítimo, a API adotou
um corte de 200 milhões de ciclos; no entanto, essa
necessidade não se aplica a aplicações AWS.
Com os cortes revisados, um único conjunto de curvas
pode ser usado para ambas as estruturas redundantes e
não redundantes quando as provisões 2.21.6.5 são
levadas em conta.
Para Categoria K (puncionamentopuncionamento para
conexões em K-), a curva de projeto empírica foi
derivada de testes envolvendo cargas axiais em
membros de ramificação. A fórmula de
puncionamentopuncionamento baseada sobre
considerações brutas de estática (agindo VP em
2.25.1.1) e geometria (2.24.3) nem sempre produz
resultados consistentes com o que é sabido sobre a
influência de vários modos de carga em pontos de
aquecimento de tensão localizados, particularmente
quando flexão está envolvida. Como alguns parâmetros
relevantes (por exemplo, a folga entre cintas) não estão
incluídos, a aproximação simplificada a seguir parece
ser mais apropriada para conexões típicas com 0,3 ≤ β ≤
0,7.
Nessas fórmulas, as tensões nominais de membro de
ramificação fa, fby, fbz correspondem aos modos de carga
mostrados na Figura C-2.8. O fator r x no f foi
introduzido para combinar as curvas anteriores K e T
em uma única curva. Outros termos são ilustrados na
Figura C-2.12.
C-2.21.6.3 Limitação Básica de Tensão
Permissível. Dados de fadiga caracteristicamente
mostram uma grande quantia de dispersão. As curvas de
projeto foram desenhadas para cair no lado seguro de
95% do ponto de dados. Os critérios de projeto da AWS
são apropriados para estruturas redundantes e livres de
falhas nas quais falha de fadiga localizada de uma única
conexão não leva imediatamente a colapso. Para
membros críticos cuja falha seria catastrófica, a razão
de dano de fadiga cumulativa, D, como definido em
2.21.6.4, deve ser limitada a um valor fracional (isto é,
113) para fornecer um fator de segurança acrescentado.
A declaração presume que não há polarização
conservadora ou fator de segurança oculto no espectro
de cargas aplicadas usado para análise de fadiga (muitos
códigos incluem tal polarização). As Referência 8 e 9
discutem aplicação desses critérios para estruturas
marítimas, inclusive modificações que podem ser
apropriadas para fadiga de alto ciclo sob carga aleatória
e ambientes corrosivos.
C-2.21.6.6 Melhoria de Comportamento de
Fadiga. O comportamento de juntas soldadas em bruto
pode ser melhorado ao reduzir o efeito de entalhe na
extremidade da solda, ou ao reduzir tensões residuais de
tração, nenhum dos quais está incluído na faixa de
deformação do ponto de aquecimento medido que
projetistas usam. Vários métodos para aprimorar o
comportamento de fadiga de juntas soldadas, como
discutido na Referência 11, são como segue: aprimorar
o perfil de soldagem em bruto (inclusive o uso de
eletrodos especiais projetados para fornecer uma
transição suave na extremidade da solda), retificação
completa de perfil, retificação de extremidade de solda,
novo derretimento de extremidade de solda (preparação
GTAW ou preparação de arco de plasma),
martelamento e rebitagem.
Uma prática de indústria marítima há muito
estabelecida (mas não usada universalmente) para perfil
de solda aperfeiçoado é mostrada na Figura C-2.9. O
perfil desejado é côncavo, com um raio mínimo de
metade da espessura do membro de ramificação e
funde-se suavemente com o metal base adjacente.
Alcançar o perfil de soldagem em bruto desejado
geralmente requer a seleção de materiais de soldagem
com boas características de perfil e umedecimento,
assim como os serviços de um especialista em
fechamento que domina a técnica de passe de lavagem
de passe estreito para várias posições e geometrias a
serem encontradas. Dificuldades em alcançar isso são
frequentemente experimentadas com processos de alta
taxa de deposição nas posições suspensa e vertical.
Inspeção do perfil de solda acabado é na maior parte
visual, com o teste de disco sendo aplicado para
resolver casos limite. Entalhes relativos ao perfil de
solda desejado são considerados inaceitáveis de um
arame de 0,04 in [1 mm] pode ser inserido entre o disco
do raio especificado e a solda, tanto na extremidade da
solda como entre passos.
Edições anteriores de AWS D1.1 continham um
requisito de perfil de solda menos estrito. Perfis de
solda surpreendentemente pobres podiam passar no
teste, com o efeito relativo de efeito de entalhe
tornando-se gradativamente mais severo conforme a
espessura do membro aumentava. Pesquisas europeias
recentes têm mostrado que o D1.1 anterior era
inadequado para distinguir entre conexões tubulares
soldadas que atendem o desempenho de Classificação](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-450-320.jpg)
![C-2. PROJETO DE CONEXÕES SOLDADAS AWS D1.1/D1.1M:2010
431
de Fadiga X1 da AWS, e aqueles que não (Referências
11 e 12).
Considerações mecânicas de fratura e de análise de
tensão de entalhe, enquanto em conformidade com a
inadequação de requisitos antigos de perfil para seções
pesadas, também indica que os requisitos mais fechados
da Figura C-2.9 são mais efetivos em manter
desempenho de fadiga de Classe X1 sobre uma larga
faixa de espessuras (Referência 13). A Figura C-2.9
também sugere o uso de retificação leve para corrigir
defeitos de extremidade, tais como profundidade de
entalhe ou mordedura excessivas. Uma vez que comece
a retificação, observe que a profundidade de entalhe
permissível é reduzida a 0,01 in [0,25 mm]; meramente
aplainando os topos de passes de solda individuais,
enquanto deixa gargantas afiadas no processo, faz
pouco para melhorar o desempenho de fadiga, mesmo
que atendesse a letra do teste de disco.
Como as extremidades de soldas frequentemente
contêm trincas microscópicas e outros defeitos similares
a trincas, MT é necessário para assegurar que esses
defeitos foram eliminados. Uso criterioso de retificação
para resolver indicação MT, frequentemente feito
rotineiramente como parte da inspeção, também
melhora o perfil de solda.
Dependendo das circunstâncias, pode ser mais rentável
realizar a retificação fina de todo o perfil de solda. Isso
evitaria o uso de técnicas especiais verificação de perfil
de soldagem, retificação corretiva e MT, como descrito
acima, para controlar o perfil de soldagem em bruto. Pra
conexões tubulares, com múltiplos passes de
acabamento côncavos, as trincas de fadiga podem
começar no entalhe entre passes; aqui, apenas a
retificação de extremidade de solda não é tão efetiva
quanto os perfis de solda de filete plana que foram
usados em grande parte da pesquisa.
Técnicas para derreter novamente extremidade de solda
podem melhorar a geometria do entalhe na extremidade
de solda, e têm mostrado em laboratório que melhoram
o desempenho de fadiga de conexões soldadas. No
entanto, a menos que seja cuidadosamente controlado, o
ciclo rápido de aquecimento e resfriamento tende a
produzir HAZs inaceitavelmente duras, com possível
suscetibilidade a trinca de corrosão de tensão em
ambientes agressivos (por exemplo, água do mar).
Martelamento com uma ferramenta arredondada
também melhora a geometria da extremidade de solda,
isso adicionalmente induz a tensão residual compressiva
na camada de superfície em que trincas de fadiga seriam
de outra forma iniciadas. Deformação excessiva do
metal base pode torná-lo suscetível a deformação
quebradiça por causa da soldagem próxima
subsequente. Também, camadas de superfície também
podem ser manchadas de forma a obscurecer ou
obliterar trincas pré-existentes; por isso os requisitos
para MT. Rebitagem é menos radical em sua
deformação e efeitos, mas também menos efetiva em
melhorara geometria.
Deveria se enfatizado que, para muitas aplicações de
estruturas tubulares, as Classificações X2, K2 e ET de
desempenho de fadiga serão suficientes, e as medidas
anteriores tomadas para melhorar desempenho de fadiga
não são requeridas. Além do mais, as práticas "padrão"
de perfil de solda descritas em 3.13.5 podem alcançar as
Classificações X1, K1 e DT de desempenho de fadiga
pra todas as seções, exceto as mais pesadas.
C-2.21.6.7 Efeitos de Tamanho e Perfil. O feito
adverso de tamanho na fadiga de conexões soldadas é
bem documentado (Referências recentes 11, 12 e 13,
assim como muitas anteriores). Para juntas soldadas
com um entalhe agudo na extremidade da solda,
aumentar em escala o tamanho da solda e o tamanho do
entalhe resulta em diminuição de desempenho de
fadiga. Quando a aplicação excede a escala do banco
de dados, efeito de tamanho deveria ser considerado no
projeto. A Referência 12 sugere diminuição da
resistência de fadiga em proporção a
[
( )
( )
]
Outras autoridades (Referência 14) indicam um efeito
de tamanho mais moderado, aproximando um
exponente de 0-10.
O efeito de entalhe geométrico largamente responsável
pelo efeito de tamanho em soldas não está presente em
perfis completamente retificados e é relativamente
menor para aqueles perfis que fundem suavemente com
o metal base adjacente (Categorias de Fadiga B e C1).
Os limites de tamanho declarados (além dos quais
estamos fora do banco de dados histórico) para a maior
parte das outras categorias são similares àqueles citados
na Referência 12, exceto que as dimensões em
polegadas foram arredondadas. Os maiores limites de
tamanho para as Categorias X2, K2 e DT refletem o
fato d que essas curvas S-N já foram desenhadas para
ficar aquém dos dados de teste de larga escala recentes.
A Referência 13 discute o papel de efeito de tamanho
relativo a perfil de solda, em vários níveis de
desempenho de fadiga. As práticas "padrão" de perfil de
solda para conexões em T-, Y- e K- referidas em
2.21.6.7 variam com espessura de forma a definir dois
níveis de desempenho de fadiga que são independentes
de tamanho. No entanto, quando um perfil inferior é
estendido além se sua faixa padrão, o feito de tamanho
(redução em desempenho) entraria em ação. Perfis de
solda "melhorados" que atendem os requisitos de
2.21.6.6(1) mantêm o efeito de entalhe constante sobre
uma larga faixa de espessuras, dessa forma mitigando o
efeito de tamanho. O perfil de superfície lisa de soldas
completamente retificadas também não exibe efeitos de
tamanho. Como martelamento apenas melhora um
volume relativo limitado da junta soldada, seria
esperado que o efeito de tamanho se mostrasse logo se o
martelamento fosse a única medida tomada; no entanto,
o martelamento não deveria incorrer em penalidade de
efeito de tamanho se for feito em acréscimo a controle
de perfil.
O efeito de tamanho também pode se exibir em
comportamento estático de resistência de ruptura, desde
que as regras de projeto sejam baseadas em parte em](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-451-320.jpg)
![C-2. PROJETO DE CONEXÕES SOLDADAS AWS D1.1/D1.1M:2010
432
testes para fratura de tração. Para conexões tubulares
em T-, Y- e K- envolvendo aços de alta resistência de
tenacidade ao entalhe baixa ou desconhecida, as
seleções de perfil Nível I são recomendadas em
preferência a entalhes maiores permitidos pelo Nível II.
C-2.25 Limitações da Resistência de
Conexões Soldadas
Um número de modos de falha únicos é possível em
conexões tubulares. Em acréscimo às verificações
usuais em tensão de solda fornecidas na maioria dos
códigos de projeto, o projetista deveria verificar o
seguinte:
Circular Caixa
(1) Falha local* 2 25 1 1 2 25 2 1
(2) Colapso geral 2 25 1 2 2 25 2 2
(3) Falha progressiva
(descompactante) 2 25 1 3 2 25 2 3
(4) Problemas materiais 2 27 0 0 2 27 1 5
* Conexões sobrepostas são abordadas em 2.25.1.6 e
2.25.2.4, respectivamente.
C-2.25.1.1 Falha Local. Os requisitos de projeto
são declarados em termos de tensão nominal de
puncionamentopuncionamento (ver Figura C-2.10 para
o conceito simplificado de
puncionamentopuncionamento). A situação de tensão
localizada real é mais complexa que o conceito simples
sugere e inclui flexão de concha e tensão de membrana
também. Qualquer que seja o modo real de falha de
membro principal, o Vp permissível é uma
representação conservadora da tensão de cisalhamento
média em falha em testes estáticos de conexões
tubulares soldadas simples, inclusive um fator de
segurança de 1,8. Para dados de histórico, o usuário
deveria consultar Referências 1-6.
O tratamento de seções de caixa tem sido feito de forma
tão consistente quanto possível com o de seções
circulares. Derivação do VP básico permissível para
seções de caixa inclui um fator de segurança de 1,8,
baseado em análises de limite usando a resistência à
tração de ruptura, que foi assumida em 1,5 vezes o
limite mínimo especificado. É por isso que a (alfa) na
Tabela 2.10 limita Fy na fórmula de projeto para
puncionamentopuncionamento para 2/3 da resistência à
tração.
Uma redistribuição favorável de carga também foi
assumida quando apropriado. Deveria ser esperado que
ocorra flexibilidade dentro dos níveis de carga
permissível. Flexibilidade consideravelmente geral com
deflexão excedendo 0,02D pode ser esperada em cargas
excedendo 120%-160% da estática permissível.
Alternativas à abordagem de
puncionamentopuncionamento para tamanho de
conexões tubulares podem ser encontradas ne literatura
(por exemplo, Referência 3). No entanto, tais regras
empíricas, particularmente equações de projeto que não
são concluídas dimensionalmente, deveriam ser
limitadas em aplicação às configurações e tamanhos (e
unidades) de tubo das quais derivam.
Na edição de 1984, foram feitas mudanças substanciais
nos requisitos de puncionamentopuncionamento para
seções circulares, para atualizá-los. Essas incluem:
(1) Eliminação de Ka e Kb da fórmula para Vp
atuante. Embora lógico do ponto de vista de geometria e
estática, produz tendências impróprias em comparação a
dados de teste na resistência de conexões tubulares.
(2) Novas expressões para o Vp básico permissível
e um novo modificador Qq que fornece resultados
numericamente similares àqueles na Referência 2.
(3) Introdução do parâmetro oval de corda, α, que
combina resultados disponíveis a partir de juntas de
plano único e oferece uma extensão promissora para
juntas multiplanares (Referência 3).
(4) Uma nova expressão para Qf, baseada nos testes
recentes de Yura (Referência 4).
(5) Interação não linear entre carga axial e flexão no
membro ramificado, baseado no comportamento
totalmente plástico de seções tubulares (Referência 5).
A Figura C-2.11 mostra a confiabilidade de novos
critérios de puncionamentopuncionamento baseados em
alfa computado, como um histograma da razão de teste
de resistência de ruptura (teste P) para a permissível. O
banco de dados da Referência 6 foi usado. Testes
impróprios foram excluídos, e Fy efetivo em
conformidade com a regra 2/3 foram estimados, como
descrito em IIW-doc XV-405-77.
Os resultados de testes agrupam-se bem justo no lado
seguro do fator de segurança de resistência de ruptura
nominal de 1,8. Usando um formato de índice de
segurança lognormal, a resistência de ruptura mediana
para juntas falhando por colapso plástico é desvios
padrão de 3,45 acima da carga de projeto, comparável a
índices de segurança de 3 a 4 para conexões em outros
tipos de construção. Ao discriminar entre diferentes
tipos de juntas, os novos critérios alcançam economia
geral similar e maior segurança que os critérios menos
precisos que eles substituem.
O fator de segurança e índice de segurança
aparentemente grandes mostrados para testes de tensão
é polarizado pelo grande número de pequenos tubos no
banco de dados. Se apenas tubos com tc = 0,25 in [7
mm] são considerados, o fator principal de segurança
cai para 3,7; para tc = 0,5 in [13 mm], o fator de
segurança é apenas 2,2. Considerando a singularidade
(entalhe agudo) na extremidade de soldas típicas e o
efeito de tamanho desfavorável em falhas de fratura
controlada, não é permitido bônus para carga de tensão.
Na edição de 1992, o código também incluiu critérios
de projeto de conexão tubular em formato de resistência
de ruptura, subcláusula 2.25.1.1(2) para seções
circulares. Isso foi derivado dos, e pretendeu ser
equivalente aos, critérios anteriores de
puncionamentopuncionamento. A assunção de parede
fina foi feita (isto é, sem correção tb/td) e a conversão
para flexão usa módulos de seção elástica.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-452-320.jpg)

![C-2. PROJETO DE CONEXÕES SOLDADAS AWS D1.1/D1.1M:2010
434
como mostrado para outros casos. Fatores de projeto
sugeridos, dados na Tabela C-2.2, são consistentes com
a forma como tiramos proveito de endurecimento de
deformação, redistribuição de carga, etc., ao usar testes
para falha como a base para critérios empíricos de
projeto. Em geral, a capacidade será descoberta como
uma função dos parâmetros de topologia não
dimensionáveis β, η, e ξ (definidos na figura) assim
como a espessura-quadrada de corda (correspondendo a
τ e γ no formato de puncionamentopuncionamento).
Para β muito grande (acima de ,85) e conexões em K-
com folga próxima de zero, análise de linha de ruptura
indica capacidade de conexão extremamente alta e
impraticável. Em tais casos, outras provisões
limitadoras baseadas em falha material de cisalhamento
das regiões de reforço e capacidade reduzida para as
regiões mais flexíveis (isto é, largura efetiva) também
devem ser observadas e verificadas.
Embora os velhos critérios AWS abordassem essas
considerações, (Referência 18), para flexão assim como
para carga axial (Referência 19), mais expressões
autoritárias representando um banco de dados muito
maior têm sido desenvolvidos através dos anos pelo
CIDECT (Commite International pour le
Developpement et I’Etude de la Construction
Tubulaire) (Referência 20) e por membros do
Subcomitê XV-E de IIW (Referência 24). Esses
critérios foram adaptados para projeto de estado limite
de estruturas de aço no Canadá (Packer et al Referência
21). O código canadense é similar ao formato AISC-
LRFD. Na edição de 1992, esses critérios atualizados
foram incorporados no código AWS, usando ao formato
de resistência de ruptura espessura-quadrada e fatores
de resistência de Packer, quando aplicável.
C-2.25.2.1 Falha Local. Fatores de carga variam de
equação a equação para refletir as quantias diferentes de
polarização e dispersão aparentes quando essas
equações são comparadas a dados de teste (Referência
21). Por exemplo, a equação para falha plástica de face
de corda de conexões em T-, Y- e transversais são
baseadas em análise de linha de ruptura, ignorando a
resistência de reserva que vem do endurecimento de
deformação; a polarização fornece o fator de segurança
com um de unidade. A segunda equação, para
conexões de folga em K- e N- foi empiricamente
derivada, tinha menos polarização oculta no lado seguro
e causa um fator de resistência mais baixo.
Na transição entre conexões de folga e conexões de
sobreposição, há uma região para a qual não são dados
critérios. (ver Figura C-2.12). A prática de
detalhamento de estrutura marítima fornece tipicamente
uma folga mínima "g" de 2 in [50 mm]. ou uma
sobreposição mínima "q" de 3 in [75 mm], para evitar
interferência de solda. Para conexões de caixa de
diâmetro menor, as limitações são estabelecidas em
relação às proporções do membro. Essas limitações
também servem para evitar o caso de tocar
extremidades para conexões de caixa escalonadas, nas
quais um caminho de carga desproporcionalmente
rígido é criado que não pode lidar com toda a carga que
atrai, possivelmente levando a falha progressiva.
C-2.25.2.2 Colapso Geral. Para evitar uma
adaptação um tanto estranha de ondulação de coluna
permissível para o problema de prejuízo de braçadeira
de seção de caixa (por exemplo, Referência 15).
Critérios AISC-LRFD de flexibilização, prejuízo e
ondulação transversal de braçadeira foram adaptados
para tensão, casos de carga de um lado e dois lados,
respectivamente. Os fatores de resistência dados são os
de AISC. Packer (Referência 22) indica uma correlação
razoavelmente boa com resultados de teste de conexão
de caixa disponível, na maioria da variedade de dois
lados.
C-2.25.2.3 Distribuição Desigual de Carga
(Largura Efetiva). Para seções de caixa, esse problema
é agora tratado em termos de conceitos de largura
efetiva, na qual entrega de carga a partes mais flexíveis
da corda é ignorada. Critérios para verificações de
membro de ramificação são dados em 2.25.2.3(1)
baseado empiricamente em trabalho IIW/CIDECT.
Critérios para cálculos de carga em soldas (2.24.5) são
baseados no teste de Packer (Referência 23) para
conexões de folga em K- e N-; e em extrapolação e
simplificação de conceitos de largura efetiva de IIW
para conexões transversais e em T- e Y-.
C-2.25.2.4 Conexões Sobrepostas. Ao fornecer
transferência de carga direta de um membro de
ramificação ao outro em conexões em K- e N-, juntas
sobrepostas reduzem as demandas de
puncionamentopuncionamento no membro principal,
permitindo o uso de membros de corda mais finos em
estruturas. São particularmente vantajosos em seções de
caixa, nas quais as preparações de extremidade do
membro não são tão complexas como para tubos
circulares.
Conexões completamente sobrepostas, nas quais a cinta
de sobreposição é inteiramente soldada à cinta
conectada, sem qualquer contato de corda, têm a
vantagem de preparações de extremidade ainda mais
simples. No entanto, o problema de
puncionamentopuncionamento que estava na corda para
conexões de folga é agora transferido para a cinta
conectada, que também tem cisalhamento de viga e
cargas de flexão altos ao carregar essas cargas para a
corda.
A maior parte dos testes de conexões sobrepostas tem
sido para casos de carga perfeitamente equilibrada, na
qual a carga transversal compressiva de uma
ramificação é compensada pela carga de tensão da
outra. Em tais conexões sobrepostas, sujeitas a carga
equilibrada e predominantemente estática axial, testes
têm mostrado que não é necessário concluir a solda
"oculta" na extremidade do membro conectado. Em
situações de projeto do mundo real, no entanto, carga de
cisalhamento de corda localizada ou cargas de trave-
mestra entregues aos pontos de painel de um resultado
de estrutura em cargas não equilibradas. Nessas
situações de desequilíbrio, o membro mais pesadamente
carregado deveria ser a cinta conectada, com sua
circunferência completa soldada à corda e verificações
adicionais de carga líquida na área de cobertura
combinada de todas as cintas são requeridas.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-454-320.jpg)
![C-2. PROJETO DE CONEXÕES SOLDADAS AWS D1.1/D1.1M:2010
435
C-2.25.2.5 Flexão. Como critérios internacionais
para capacidade de flexão de conexões tubulares não
são tão bem desenvolvidos quanto para cargas axiais, os
efeitos de momentos de flexão primária são
aproximados como uma carga axial adicional. Na
expressão de projeto, JD representa metade do braço de
momento entre blocos de tensão criando o momento,
análogo a metade de projeto concreto, porque apenas
metade da capacidade axial jaz em cada lado do eixo
neutro. Vários estados limite de ruptura são usados para
derivar as expressões para JD na Tabela C-2.3. Para
plastificação de face de corda, um
puncionamentopuncionamento uniforme ou capacidade
de carga de linha é assumido. Para o limite de
resistência de cisalhamento material, a largura efetiva é
usada. Colapsos gerais refletem um mecanismo de falha
de parede de lado. Finalmente, uma expressão
simplificada para JD é dada, que pode
conservadoramente ser usada por qualquer dos modos
de falha reguladores.
Deveria ser tomado cuidado quando deflexões devidas a
rotações de junta poderiam ser importantes, por
exemplo, lateralmente com relação a quadros de portal
em aplicações arquitetônicas. Edições anteriores do
código forneceram um decréscimo de 1/3 em
capacidade de conexão permissível para essa situação.
C-2.25.2.6 Outras Configurações. A equivalência
de membros de ramificação de caixa e circulares em
cordas de caixa é baseada em seus perímetros
respectivos ( ,785 é π/4). Isso em efeito aplica o
conceito de puncionamentopuncionamento ao
problema, mesmo que esses critérios internacionais
sejam sempre dados em formato de resistência de
ruptura. Os resultados estão no lado seguro de
resultados de teste disponíveis.
C-2.27 Limitações de Material
Uma abordagem racional para a resistência de ruptura
de conexões de caixa escalonadas pode ser tomada,
usando o teorema superior vinculado de análise de
limite (ver Figura C-2.13) e padrões de linha de ruptura
similares àqueles mostrados na Figura C-2.14. Vários
padrões de linha de ruptura deveriam ser assumidos
para encontrar a capacidade mínima computada, que
pode ser igual a ou maior que o verdadeiro valor.
Ângulos de ventilação (como mostrado para junta em
T-) frequentemente produzem capacidade mais baixa
que ângulos simples como mostrado para outros casos.
Fatores de projeto sugeridos são dados na Tabela C-2.2;
esses têm a intenção de serem consistentes com aqueles
usados no corpo do código. Para conexões em T- e Y-,
o modificador de geometria é descoberto como uma
função de 11 assim como ' em contraste com a
expressão mais simples dada em 2.24.1. Para conexões
em K-, o parâmetro de folga ξ também deveria ser
levado em conta. Esse parâmetros de geometria sem
dimensão, η, β, e ξ são definidos na Figura C-2.13.
Para folgas aproximando 0 e para unidade de
abordagem β muito grande, análise de linha de ruptura
indica capacidade de junta extremamente alta e
impraticável. As provisões de limitação de 2.25.1.1 e
2.25.1.3 também deveriam ser verificadas.
C-2.27.1.3 Conexões de Caixa em T-, Y-, ou K-.
Conexões tubulares são sujeitas a concentração de
tensão que pode levar a deformações de ruptura locais e
plásticas. Entalhes e descontinuidades agudos na
extremidade de soldas e trincas de fadiga que se iniciam
sob carga cíclica, colocam demanda adicional na
ductibilidade e tenacidade ao entalhe do aço,
particularmente sob cargas cíclicas. Essas demandas
são particularmente severas no membro principal de
conexões tubulares em T-, Y- e K-. Tubulação de caixa
formada a frio (por exemplo, ASTM A 500 e tubulação
fabricada a partir de placas flexionadas) é suscetível a
tenacidade degradada devido a deformação de
envelhecimento nos cantos, quando essas regiões
severamente deformadas são sujeitas a aquecimento
moderado uniforme de soldagem próxima. A adequação
de tal tubulação ao serviço pretendido deveria ser
avaliada usando testes representando sua condição final
(isto é, deformada e envelhecida, se a tubulação não é
normalizada após a formação) (ver C-2.27.2.2 para uma
discussão de requisitos de teste CVN).
C-2.27.2 Tenacidade ao Entalhe de Metal Base
Tubular. Alguns aços são listados por grupo de
resistência (Grupos I, II, III, IV e V) e classe de
tenacidade (Classes A< B e C) nas Tabelas C-2.4-C-2.6.
Essas listas são para orientação para projetistas, e
seguem práticas há muito estabelecidas para estruturas
marítimas, como descrito na Referência 9 e a seguir:
Grupos de Resistência. Aços podem ser agrupados de
acordo com o nível de resistência e características de
soldagem como segue (ver também 3.3 e 3.5):
(1) O Grupo I designa aços de carbono estruturais
moderados com limite de escoamento mínimo
especificado de 40 ksi [280 MPa] ou menos. Carbono
equivalente (definido no Anexo I, 16.1.1) é geralmente
0,40% ou menos, e esses aços podem ser soldados por
quaisquer projetos de soldagem como descrito no
código.
(2) O Grupo II designa aços de baixa liga de
resistência intermediária com limite de escoamento
mínimo especificado de acima de 40 ksi até 52 ksi [280
MPa a 360 MPa]. Faixas de carbono equivalente de
0,45% a maiores, e esses aços requerem o uso de
processos de soldagem de baixo nível de hidrogênio.
(3) O Grupo II designa aços de baixa liga de
resistência alta com limite de escoamento mínimo
especificado acima de 52 ksi até 75 ksi [360 MPa a 515
MPa]. Tais aços podem ser usados, contanto que cada
aplicação seja investigada com respeito ao seguinte:
(a) Soldabilidade e WPSs especiais que podem
ser requeridas. WPSs de baixo nível de hidrogênio
seriam geralmente presumidas.
(b) Problemas de fadiga que podem resultar de
uso de tensões de trabalho mais altas e
(c) Tenacidade ao entalhe em relação a outros
elementos de controle de fratura, como fabricação,](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-455-320.jpg)
![C-2. PROJETO DE CONEXÕES SOLDADAS AWS D1.1/D1.1M:2010
436
procedimentos de inspeção, tensão de serviço e
temperatura de ambiente.
(4) Os Grupos IV e V incluem aços de construção
de resistência mais alta na faixa acima de 75 ksi até
limite de 100 ksi [515 MPa até 690 MPa]. Cuidado
extremo deveria ser exercido com respeito a controle de
hidrogênio para evitar trinca e aporte de calor para
evitar perda de resistência devido a excesso de têmpera.
Classe de Tenacidade. Classificações de tenacidade A,
B e C podem ser usadas para cobrir vários graus de
caráter crítico mostrados na matriz da Tabela C-2.7, e
como descrito abaixo:
Estrutura primária (ou de fratura crítica) cobre
elementos cuja falha seria catastrófica.
Estrutura secundária cobre os elementos cuja falha não
levaria a colapso catastrófico, condições sob as quais a
estrutura poderia ser ocupada ou capaz de danos
principais fora do local (por exemplo, poluição), ou
ambos.
Para estruturas de espaço-quadro tubular redundantes, a
fratura de uma única cinta ou de sua conexão de
extremidade provavelmente não levaria a colapso sob
cargas normais ou mesmo moderadamente severas. A
resistência é no entanto de alguma forma reduzida, e o
risco de colapso sob extrema sobrecarga aumenta
correspondentemente.
(1) Aços de classe C são aqueles que têm um
histórico de aplicação bem sucedida em estruturas
soldadas em temperaturas de serviço acima de
congelamento, mas para os quais testes de impacto não
são especificados. Tais aços são aplicáveis a membros
estruturais envolvendo espessura limitada, formação
moderada, baixa restrição, concentração de tensão
moderada, carga quase estática (tempo de levantamento
1 segundo ou mais) e redundância estrutural tal que uma
fratura isolada n~so seria catastrófica. Exemplos de tais
aplicações são estacas, cintas em quadros de espaço
redundantes, vigas de chão e colunas.
(2) Aços Classe B são adequados para uso onde
espessura, trabalho frio, restrição, concentração de
tensão e carga de impacto ou ausência de redundância,
ou ambos, indicam a necessidade de tenacidade ao
entalhe aprimorada. Quando testes de impacto são
especificados, aços Classe B deveriam exibir energia
CVN de 15 ft.lb [20 J] para Grupo I, 25 ft.lb [34 J]
para Grupo II, e 35 ft·lb [48 J] para Grupo III, à
temperatura de serviço antecipada mais baixa. Aços
listados aqui como Classe B podem geralmente atender
esses requisitos CVN a temperaturas que variam de 50º
F a 32º F [10º'C a 0º C].
Exemplos de tais aplicações são conexões em estrutura
secundária e apoio em estrutura primária. Quando testes
de impacto são especificados para aços de Classe B, um
teste de lote de aquecimento em conformidade com
ASTM A 673, Frequência H, é normalmente usado. No
entanto, não há garantia positiva de que tenacidade de
Classe B será presente em pedaços de aço que não são
testados.
(3) Aços Classe C são adequados para uso a
temperaturas de subcongelamento e para aplicações
críticas envolvendo combinações adversas dos fatores
citados acima. Aplicações críticas podem garantir teste
CVN a 36ºF – 54ºF [20ºC-30º] abaixo da temperatura
de serviço antecipada mais baixa. Essa margem extra de
tenacidade ao entalhe previne a propagação de fraturas
quebradiças a partir de descontinuidades grandes, e
fornece detenção de trincas em espessuras de várias
polegadas. Aços enumerados aqui como Classe A
podem geralmente atender esses requisitos CVN
declarados acima a temperaturas que variam de -4º F a -
40º F [-20ºC a -40º C]. A frequência de teste de
impacto para aços Classe A deveria estar em
conformidade com a especificação sob a qual o aço é
ordenado; na ausência de outros requisitos, teste de lote
de aquecimento pode ser usado.
C-2.27.2.1 Requisitos de Teste CVN. Esses
requisitos mínimos de tenacidade ao entalhe para
membros de tensão de seção pesada seguem as
provisões recentemente propostas por AISC. Eles têm
base em uma extensão considerável nos fenômenos de
mudança de temperatura descritos por Barsom
(Referência 16). O efeito de mudança de temperatura é
que materiais carregados estaticamente exibem níveis
similares de ductilidade como espécimes de teste CVN
ciclicamente carregados testados uma temperatura mais
alta. Para aços de resistência mais alta, Grupos III, IV e
V, a mudança de temperatura é menos efetiva, também
considerações de liberação de energia de deformação
mecânica de fratura sugeririam valores de energia
requerida mais altos. Testar aços laminados em uma
base de lote de aquecimento deixa exposto a variações
consideráveis no aquecimento, com testes CVN
mostrando mais propriedades de dispersão que de
resistência. No entanto, é melhor que nenhum teste.
C-2.27.2.2 ÚLTIMOS Requisitos. Os membros
principais em conexões tubulares estão sujeitos a
concentrações de tensão locais que podem levar a
deformações plásticas e de ruptura local na carga de
projeto. Durante o tempo de serviço, carga cíclica pode
iniciar trincas de fadiga, fazendo demandas adicionais
na ductilidade do aço. Essas demandas são
particularmente severas em metais de junta de parede
pesada projetados para puncionamentopuncionamento.
C-2.27.2.3 Tenacidade ao Entalhe Alterna-tiva.
As condições listadas em (1)-(4) abaixo deveriam ser
consideradas quando especificando requisitos de
tenacidade ao entalhe.
(1) Conexões Embaixo D'água. Para partes
embaixo d'água de plataformas marítimas do tipo
modelo redundantes, API recomenda que aço para
metais de junta (como metais de junta de perna de
jaqueta, cordas em juntas principais em X e K e
membros conectados em conexões projetadas como
sobrepostas) atendem um dos seguintes critérios de
tenacidade ao entalhe a temperaturas dadas na Tabela
C-2.8.
(a) Desempenho ininterrupto de Teste de Queda
de Peso NRL. (preferido)](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-456-320.jpg)
![C-2. PROJETO DE CONEXÕES SOLDADAS AWS D1.1/D1.1M:2010
437
(b) energia CVN: 15 ft.lb [20 J] para aços de
Grupo I, 25 ft.lb [34 J] para aços de Grupo II e 35 ft.lb
[4 J] para aços de Grupo III (teste transversal).
O critério para contenção de trinca NRL preferido segue
a partir do uso do Diagrama de Análise de Fratura
(Referência 17), e a partir de falhas de conexões
pesadas atendendo critérios de iniciação CVN de
mudança de temperatura. Para temperaturas de serviço
a 40ºF [4ºC] ou maiores, esses requisitos podem
normalmente ser atendidos usando qualquer dos aços de
Classe A.
(2) Serviço Atmosférico. Para conexões expostas a
temperaturas mais baixas e impacto possível, ou para
conexões críticas em qualquer local no qual é desejável
evitar quaisquer fraturas quebradiças, os aços de Classe
A mais tenazes deveriam ser considerados, por
exemplo, Especificação API. 2H, Gr. 42 ou Gr. 50.
Para aços de resistência mais alta e de ruptura de 50 ksi
[345 MPa], atenção especial deveria ser dada a
procedimentos de soldagem, para evitar degradação de
HAZs. Mesmo para o serviço menos exigente de
estruturas comuns, os seguintes grupos/classes de metal
base NÃO são recomendados para uso como membros
principais em conexões tubulares: IIC, IIIB, IIIC, N, e
V.
(3) Conexões Críticas. Para conexões críticas
envolvendo alta restrição (inclusive geometria adversa,
alto limite de escoamento, seções espessas ou qualquer
combinação dessas condições) e carga de tração
através-espessura em serviço, deveria ser dada
consideração ao uso de aço tendo aprimorado
propriedades através-espessura (direção Z), por
exemplo, Especificação API. 2H, Suplementos S4 e
S5, ou ASTMA 770.
(4) Extremidades de Cinta. Embora as
extremidades de cinta em conexões tubulares também
são sujeitas a concentração de tensão, as condições de
serviço não são tão severas quanto o membro principal
(ou metal de junta). Para cintas críticas, para as quais
fratura quebradiça seria catastrófico, deveria ser dada
consideração ao uso de extremidades de topo nas cintas
tendo a mesma classe de metal de junta, ou uma classe
mais baixa. Essa provisão não se aplica ao corpo de
cintas (entre conexões).](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-457-320.jpg)

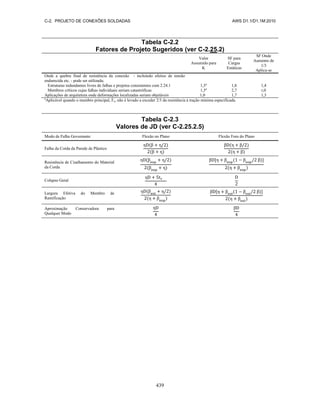
![C-2. PROJETO DE CONEXÕES SOLDADAS AWS D1.1/D1.1M:2010
440
Tabela C-2.4
Placas de Aço Estrutural (ver C-2.27.2)
Grupo de
Elasticidade
Classe de
Tenacidade
Especificação e Grau
Limite de escoamento
Resistência à
Tração
ksi MPa ksi MPa
I C
ASTM A 36 (espessura até 2 in [50 mm])
ASTM A 131 Grau A (espessura até 1/2 in [12 mm])
36
34
250
235
58–80
58–71
400–
550
440–
490
I B
ASTM A 131 Graus B, D
ASTM A 573 Grau 65
ASTM A 709 Grau 36T2
34
35
36
235
240
250
58–71
65–77
58–80
400–
490
450–
550
400–
550
I A ASTM A 131 Graus CS, E 34 235 58–71
400–
490
II C
ASTM A 242 (espessura até 1/2 in [12 mm])
ASTM A 572 Grau 42 (espessura até 2 in [50 mm])
ASTM A 572 Grau 50 (espessura até 1/2 in [12 mm])a
ASTM A 588 (4 in [100 mm] e abaixo)
50
42
50
50
345
290
345
345
70
60
65
70 min
480
415
450
485
min
II B
ASTM A 709 Graus 50T2, 50T3
ASTM A 131 Grau AH32
ASTM A 131 Grau AH36
ASTM A 808 (resistência varia com a espessura)
ASTM A 516 Grau 65
50
45,5
51
42–50
35
345
315
350
290–345
240
65
68–85
71–90
60–65
65–85
450
470–
585
490–
620
415–
450
450–
585
II A
API Espec 2H Grau 42
Grau 50 (espessura até 2-1/2 in [65
mm])
(espessura acima de 2-1/2 in
[65 mm])
API Espec 2W Grau 42 (espessura até 1 in [25 mm])
(espessura acima de 1 in [25
mm])
Grau 50 (espessura até 1 in [25 mm])
(espessura acima de 1 in [25
mm])
Grau 50T(espessura até de 1 in [25
mm])
(espessura acima de 1 in [25
mm])
API Espec 2Y Grau 42 (espessura até 1 in [25 mm])
(espessura acima de 1 in [25
mm])
Grau 50 (espessura até 1 in [25 mm])
(espessura acima de 1 in [25
mm])
Grau 50T(espessura até de 1 in [25
mm])
(espessura acima de 1 in [25
mm])
ASTM A 131 Graus DH32, EH32
Graus DH36, EH36
ASTM A 537 Classe I (espessura até 2-1/2 in [65
mm])
ASTM A 633 Grau A
Graus C, D
ASTM A 678 Grau A
42
50
47
42–67
42–62
50–75
50–70
50–80
50–75
42–67
42–62
50–75
50–70
50–80
50–75
45 5
51
50
42
50
50
290
345
325
290–462
290–427
345–517
345–483
345–522
345–517
290–462
290–462
345–517
345–483
345–572
345–517
315
350
345
290
345
345
62–80
70–90
70–90
62
62
65
65
70
70
62
62
65
65
70
70
68–85
71–90
70–90
63–83
70–90
70–90
430–
550
483–
620
483–
620
427
427
448
448
483
483
427
427
448
448
483
483
470–
585
490–
620
485–
620
435–
570
485–
620
485–
620
III C ASTM A 633 Grau E 60 415 80–100
550–
690
III A
ASTM A 537 Classe II (espessura até 2-1/2 in [65
mm])
ASTM A 678 Grau B
API Espec 2W Grau 60 (espessura até 1 in [25 mm])
(espessura acima de 1 in [25
60
60
60–90
60–85
60–90
415
415
414–621
414–586
414–621
80–100
80–100
75
75
75
550–
690
550–
690
517](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-460-320.jpg)
![C-2. PROJETO DE CONEXÕES SOLDADAS AWS D1.1/D1.1M:2010
441
mm])
API Espec 2Y Grau 60 (espessura até 1 in [25 mm])
(espessura acima de 1 in [25
mm])
ASTM A 710 Grau A Classe 3
(calor tratado a resfriamento e precipitação)
Através de 2 in [50 mm]
2 in [50 mm] até 4 in [100mm]
60–85
75
65
60
414–586
515
450
415
75
85
75
70
517
517
517
585
515
485
IV C
ASTM A 514 (espessura acima de 2-1/2 in [65 mm])
ASTM A 517 (espessura acima de 2-1/2 in [65 mm]) 90
90
620
620
110–
130
110–
130
760–
890
760–
896
V C
ASTM A 514 (espessura até 2-1/2 in [65 mm])
ASTM A 517 (espessura até 2-1/2 in [65 mm]) 100
100
690
690
110–
130
110–
130
760–
895
760–
895
a
Para Espessura de 2 in [50 mm] para Tipo 1 ou 2, Prática de Grão Fino Desativada
Observação: Ver lista de Especificações Referidas para os títulos completos do exposto acima.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-461-320.jpg)
![C-2. PROJETO DE CONEXÕES SOLDADAS AWS D1.1/D1.1M:2010
442
Tabela C-2.5
Canos de Aço Estrutural e Moldes Tubulares (ver C-2.27.2)
Grupo Classe Especificação e Grau
Limite de escoamento
Resistência à
Tração
ksi MPa ksi MPa
I C
API Espec 5L Grau Ba
ASTM A 53 Grau B
ASTM A 139 Grau B
ASTM A 500 Grau A (redondo)
(moldado)
ASTM A 500 Grau B (redondo)
(moldado)
ASTM A 501 (redondo e moldado)
API Espec 5L Grau X42 (expansão max. de
resfriamento 2%)
35
35
35
33
39
42
46
36
42
240
240
240
230
270
290
320
250
290
60
60
60
45
45
58
58
58
60
415
415
415
310
310
400
400
400
415
I B
ASTM A 106 Grau B (normalizado)
ASTM A 524 Grau I (até 3/8 in [10 mm] w.t.)
Grau II (acima de 3/8 in [10 mm]
w.t.)
35
35
30
240
240
205
60
60
55–80
415
415
380–550
I A
ASTM A 333 Grau 6
ASTM A 334 Grau 6
35
35
240
240
60
60
415
415
II C
API Espec 5L Grau X42 (expansão max. de
resfriamento 2%)
ASTM A 618
52
50
360
345
66
70
455
485
II B API Espec 5L Grau X52 com SR5, SR6, ou SR8 52 360 66 455
III C
ASTM A 595 Grau A (formas afiladas)
ASTM A 595 Grau B e C (formas afiladas)
55
60
380
410
65
70
450
480
a
Sem costura ou com solda de costura longitudinal.
Notas:
1. Ver lista de Especificações Referenciadas para títulos completos do acima exposto.
2. Cano estrutural também deve ser construído de acordo as Espec. API 2B, ASTM A 139+, ASTM A 252+, ou ASTM A 671 usando
graus de placa estrutural listados na Tabela C-2.4 exceto que o teste hidrostático deve ser omitido.
3. Com soldas longitudinais e juntas de topo circunferenciais.
Tabela C-2.6
Moldes de Aço Estrutural (ver C-2.27.2)
Grupo Classe Especificação e Grau
Limite de escoamento
Resistência à
Tração
ksi MPa ksi MPa
I C
ASTM A 36 (espessura até 2 in [50 mm])
ASTM A 131 Grau A (espessura até 1/2 in [12
mm])
36
34
250
235
58–80
58–80
400–550
400–550
I B ASTM A 709 Grau 36T2 36 250 58–80 400–550
II C
ASTM A 572 Grau 42 (espessura até to 2 in [50
mm])
ASTM A 572 Grau 50 (espessura até 1/2 in [12
mm])
ASTM A 588 (espessura até 2 in [50 mm])
42
50
50
290
345
345
60
65
70
415
480
485
II B
ASTM A 709 Graus 50T2, 50T3
ASTM A 131 Grau AH32
ASTM A 131 Grau AH36
50
46
51
345
320
360
65
68–85
71–90
450
470–585
490–620
Notas:
1. Para Espessura de 2 in [50 mm] para Tipo 1 ou 2 Desativado, Prática de Grão Fino
2. Esta tabela é parte do comentário sobre considerações de resistência para estruturas tubulares (ou compostos de tubulares e outros
formas), ex., usados para plataformas marítimas. Isso não implica que formas não listadas não se encaixam em outras aplicações.](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-462-320.jpg)

![C-2. PROJETO DE CONEXÕES SOLDADAS AWS D1.1/D1.1M:2010
444
Tabela C-2.7
Matriz de Classificação para Aplicações(ver C-2.27.2)
Tabela C-2.8
Condições de Teste CVN (ver C-2.27.2.2)
Diâmetro / Espessura Temperatura de Teste Condição de Teste
Acima de 30
20–30
Abaixo de 20
36 F [20 C] abaixo LASTa
54 F [30 C] abaixo LAST
18 F [10 C] abaixo LAST
Placa Plana
Placa Plana
Como construída](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-464-320.jpg)
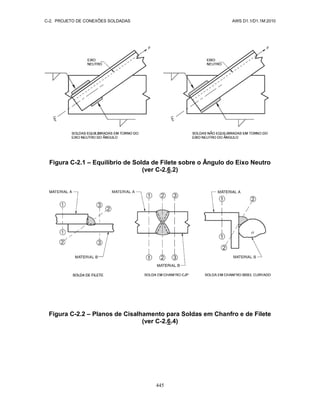

![C-2. PROJETO DE CONEXÕES SOLDADAS AWS D1.1/D1.1M:2010
447
Elemento 1: Θ = 45; L = 1,41; C = 1,29
Elemento 2: Θ = 0; L = 1; C = 0,825
Elemento 3: Θ = 90; L = 1; C = 1,5
Resistência Permissível = D(0,707)(0,3FEXX)(0,0625)Σ
Ci Li
Σ
CiLi = [1,29(1,41) + 0,825(1) + 1,50(1)]
D = tamanho da solda em 16ths
Figura C-2.5 – Exemplo de um Grupo de Solda Obliquamente Carregado](https://image.slidesharecdn.com/awsd1-221007170920-dbc0d826/85/AWS-D1-1-D1-1M-Codigo-de-Soldagem-Estrutural-Aco-Portugues-2010-pdf-467-320.jpg)
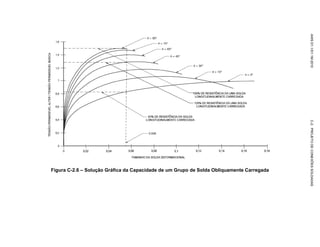
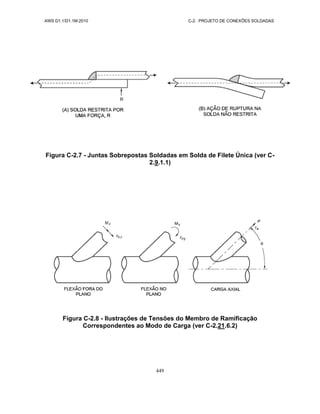
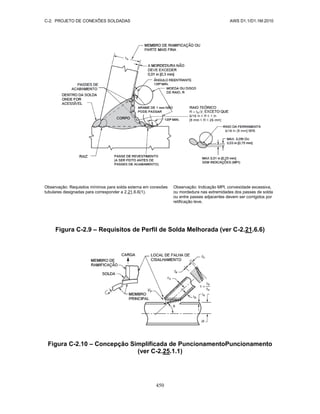

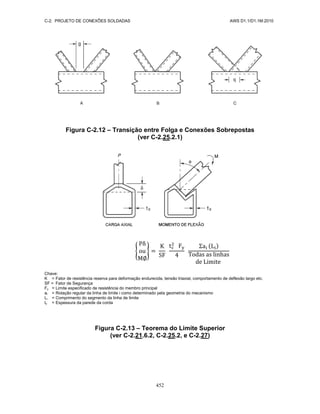
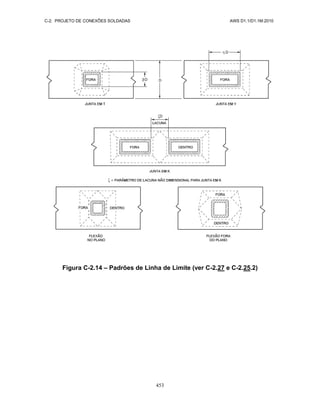



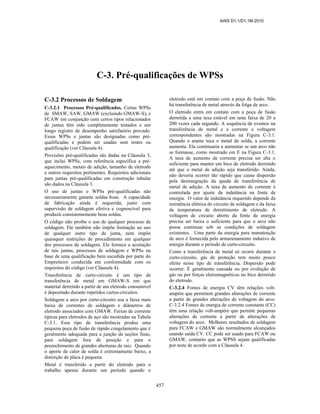
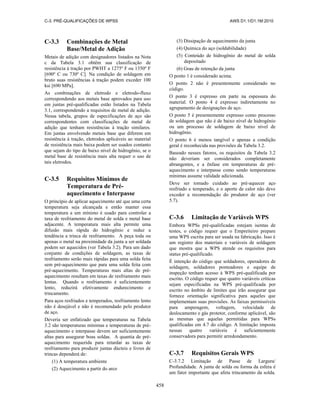




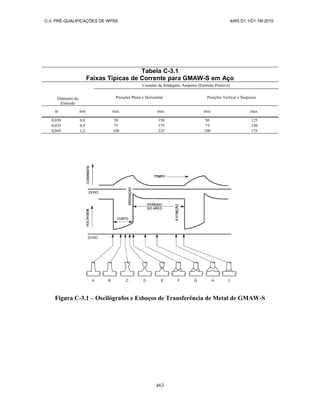
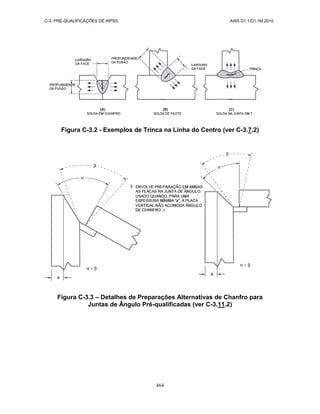

















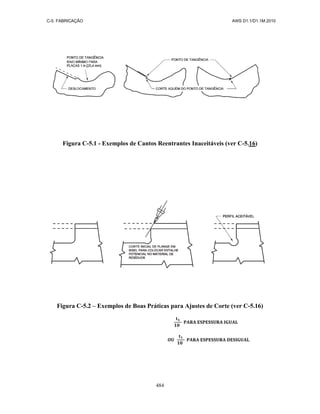
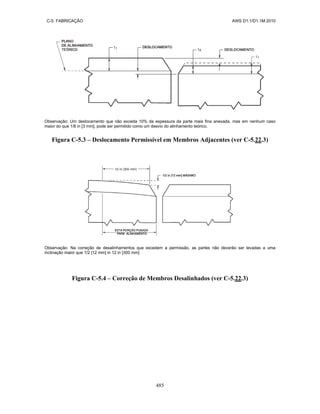


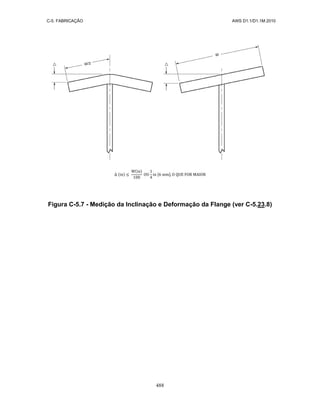
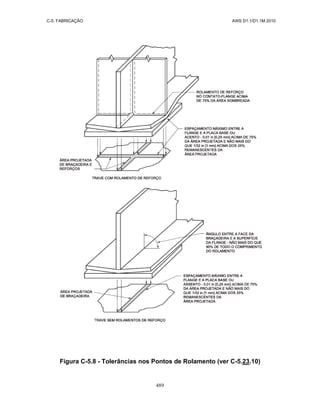















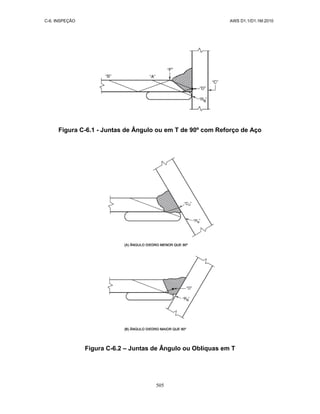
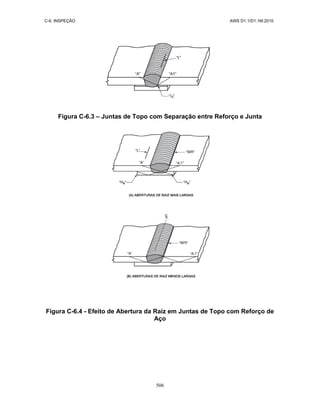
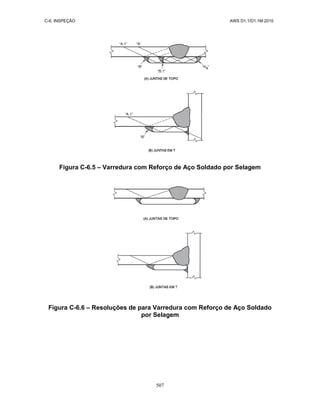


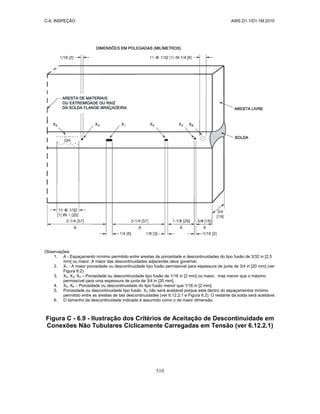
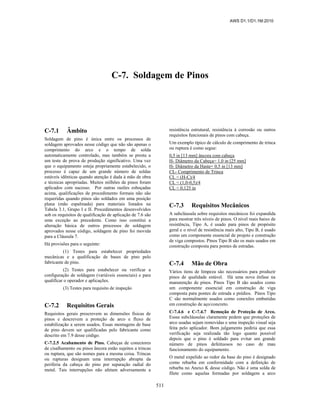









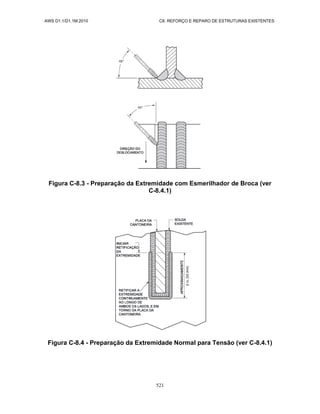
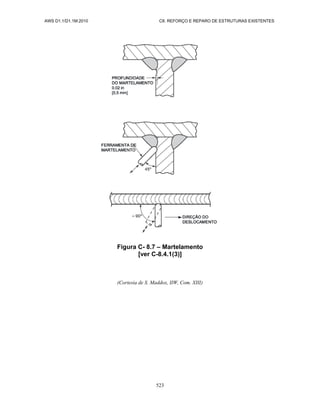














Este documento apresenta o código de soldagem estrutural AWS D1.1/D1.1M:2010 para aços. O código estabelece os requisitos de soldagem para estruturas de aço de carbono e baixa liga. Ele contém nove anexos normativos e doze informativos, além de comentários sobre o código.







































