Baixado 18 vezes



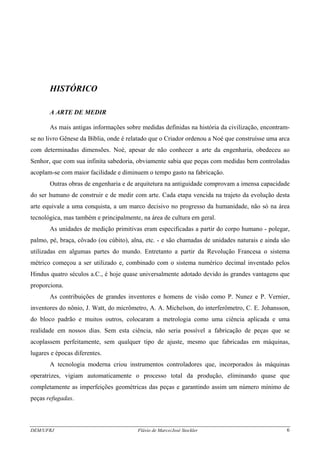
![METRO PADRÃO1
Unidade de comprimento adotada internacionalmente até 1960 e igual a distância entre
duas linhas paralelas existentes em um protótipo de platina iridiada, depositada em Paris, na
temperatura de 0o
C e em condições de sustentação perfeitamente definidas. O Sistema
Internacional de medida utiliza o metro [m] como unidade padrão, com mostram as definições
acima. Os múltiplos e submúltiplos mais utilizados são:
DIVISÕES DO METRO
NOME VALOR SÍMBOLO
FIGURA 1.1. Quilograma Padrão
Cortesia do Danish Institute of Fundamental Metrology
1 quilômetro
1 hectômetro
1 decâmetro
1 metro
1 decímetro
1 centímetro
1 milímetro
1 micrometro
103
m
102
m
101
m
100
m
10-1
m
10-2
m
10-3
m
10-6
m
[km]
[hm]
[dam]
[m]
[dm]
[cm]
[mm]
[μm]
Tabela 1.1. Unidades de Base do Sistema Internacional.
GRANDEZA
UNIDAD
E
SÍMBOLO DEFINIÇÃO
Comprimento metro m
Comprimento do trajeto percorrido pela luz, no vácuo,
durante um intervalo de tempo de 1/299792458 de segundo
Massa quilograma kg Igual a massa do protótipo internacional do quilograma
Tempo segundo s
Duração de 9192631770 períodos da radiação
correspondente à transição entre os dois níveis hiperfinos do
estado fundamental do átomo de césio-133
Corrente
elétrica
ampére A
Intensidade de uma corrente elétrica constante que, mantida
em dois condutores paralelos, retilíneos de comprimento
infinito, de seção circular desprezível e situado à distância
de 1 metro entre si, no vácuo, produz entre esses condutores
uma força igual a 2x10-7
N.
Temperatura
termodinâmic
a
kelvin K
Fração 1/273,16 da temperatura termodinâmica do ponto
tríplice da água.
Quantidade de
matéria
mol mol
Quantidade de matéria de um sistema contendo tantas
entidades elementares quanto átomos existem em 0.012
quilogramas de carbono-12.
Intensidade
luminosa
candela cd
Intensidade luminosa, numa dada direção de uma fonte que
emite uma radiação monocromática de freqüência 54x1012
hertz e cuja intensidade energética nessa direção é 1/683
watt por esterradiano.
1
FERREIRA, Aurélio Buarque de Holanda. Novo Dicionário da Língua Portuguesa - Rio de Janeiro, Editora Nova Fronteira - 1a
edição - 4a
impressão, 1975.
DEM/UFRJ Flávio de Marco/José Stockler 8](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-9-320.jpg)

![DEM/UFRJ Flávio de Marco/José Stockler 11
2. PRINCÍPIOS GERAIS DA AJUSTAGEM
MECÂNICA
2.1. DEFINIÇÕES E SIMBOLOGIA
2.1.1. PROJETO
É um desenho mecânico indicando a forma e as dimensões da peça, de modo a se reproduzir
um número ilimitado sem necessidade de novas informações.
2.1.2. DIMENSÃO NOMINAL - D
É a dimensão básica da peça e que fixa a origem dos afastamentos. É a dimensão indicada
no projeto, em milímetros [mm]. Na prática não é possível nem necessário obter esta dimensão.
2.1.3. INTERCAMBIALIDADE
É a possibilidade de se tomar ao acaso uma peça qualquer de um lote e utilizá-la na
montagem de um conjunto, sem necessidade de qualquer trabalho de usinagem e com segurança de
que equipamento funcionará conforme o especificado.
2.1.4. SISTEMAS DE TOLERÂNCIA
Conjunto de princípios, regras, fórmulas e tabelas que permite a escolha racional de
tolerâncias para a produção econômica de peças mecânicas intercambiáveis. Têm por finalidade
estabelecer limites para os desvios, em relação à dimensão nominal e evitar que se tente obter uma
exatidão excessiva nas dimensões das peças.
2.1.5. AFASTAMENTOS
É a diferença entre as dimensões limite e a nominal. É o desvio, a tolerância permitida para a
peça, em função do tipo de trabalho e da dimensão nominal.](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-12-320.jpg)


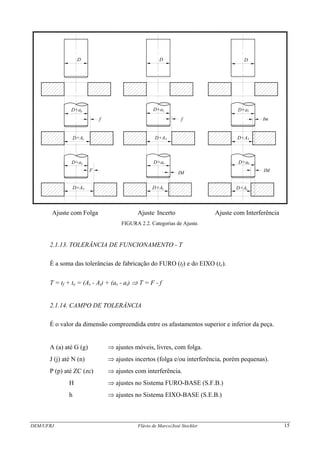

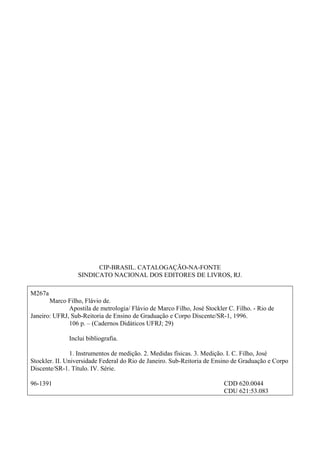
![2.2. SISTEMA ISO DE TOLERÂNCIAS E AJUSTES
As principais características do sistema ISO são:
• divisão em grupos de dimensões nominais, variando de 1 a 500 mm
• série de 20 tolerâncias fundamentais para cada grupo de dimensões acima.
• série de posições, em relação a linha zero, que determinam a categoria do ajuste (folga ou
interferência)
Este conjunto de características é resumido em uma das mais importantes tabelas, Tabela de
tolerâncias fundamentais, e é obtida da seguinte forma:
GRUPO DE DIMENSÕES
Os grupos de dimensões são colocados na 1a
coluna e são obtidos através de séries
geométricas, baseadas na teoria dos números normalizados (séries de Renard), conforme mostrado
abaixo.
série R05 ⇒ 105
= 1.5849 ≅ 1.60
série R10 ⇒ 1010
= 1.2589 ≅ 1.25
série R20 ⇒ 1020
= 1.1220 ≅ 1.12
série R40 ⇒ 1040
= 1.0553 ≅ 1.05
GRUPO DE QUALIDADES DE TRABALHO
A 1a
linha da tabela é composta do grau de tolerância exigido nas peças pelo projetista.
BASE DO SISTEMA
O restante da tabela é formado pela tolerância dimensional, em μm. O cálculo dessas
tolerâncias é baseado na UNIDADE DE TOLERÂNCIA (i), calculada através da equação abaixo.
.
1000
45.0 3 D
Di +⋅=
onde: i ⇒ unidade de tolerância [μm].
D ⇒ média geométrica dos dois valores extremos de cada grupo de
dimensões [mm].
DEM/UFRJ Flávio de Marco/José Stockler 18](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-19-320.jpg)
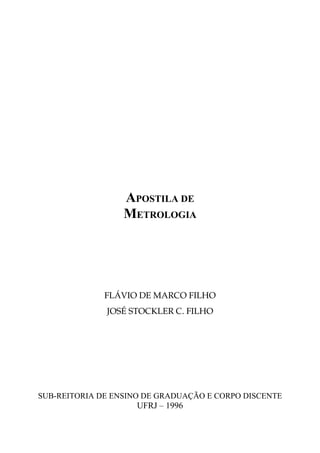
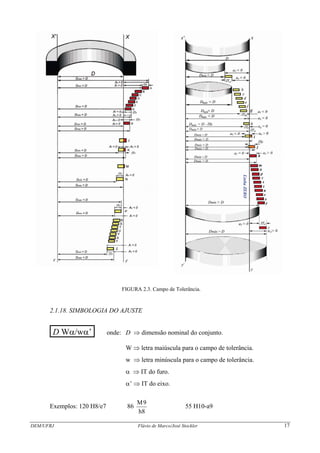
![DEM/UFRJ Flávio de Marco/José Stockler 19
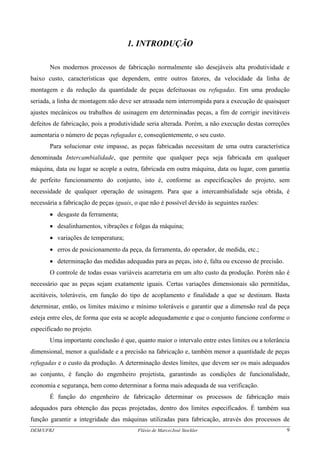
Tabela 2.2. Tolerâncias Fundamentais - Sistema ISO.
DIÂMETROS [mm]
(mais de - até)
IT 1 - 3 3 - 6 6 - 10 10 - 18 18 - 30 30 - 50 50 - 80 80 - 120 120 -180 180 - 250 250 - 315 315 - 400 400 - 500 UT
01 0.3 0.4 0.4 0.5 0.6 0.6 0.8 1.0 1.2 2.0 2.5 3.0 4.0 0.5i
0 0.5 0.6 0.6 0.8 1.0 1.0 1.2 1.5 2.0 3.0 4.0 5.0 6.0 1i
1 0.8 1.0 1.0 1.2 1.5 1.5 2.0 2.5 3.5 4.5 6.0 7.0 8.0 1.5i
2 1.2 1.5 1.5 2.0 2.5 2.5 3.0 4.0 5.0 7.0 8.0 9.0 10 2i
3 2.0 2.5 2.5 3.0 4.0 4.0 5.0 6.0 8.0 10 12 13 15 3.5i
4 3.0 4.0 4.0 5.0 6.0 7.0 8.0 10 12 14 16 18 20 5i
5 4.0 5.0 6.0 8.0 9.0 11 13 15 18 20 23 25 27 7i
6 6.0 8.0 9.0 11 13 16 19 22 25 29 32 36 40 10i
7 10 12 15 18 21 25 30 35 40 46 52 57 63 16i
8 14 18 22 27 33 39 46 54 63 72 81 89 97 25i
9 25 30 36 43 52 62 74 87 100 115 130 140 155 40i
10 40 48 58 70 84 100 120 140 160 185 210 230 250 64i
11 60 75 90 110 130 160 190 220 250 290 320 360 400 100i
12 100 120 150 180 210 250 300 350 400 460 520 570 630 160i
13 140 180 220 270 330 390 460 540 630 720 810 890 970 250i
14 250 300 360 430 520 620 740 870 1000 1150 1300 1400 1550 400i
15 400 480 580 700 840 1000 1200 1400 1600 1850 2100 2300 2500 640i
16 600 750 900 1100 1300 1600 1900 2200 2500 2900 3200 3600 4000 1000i
17 900 1200 1500 1800 2100 2500 3000 3500 4000 4600 5200 5700 6300 1600i
18 1400 1800 2200 2700 3300 3900 4600 5400 6300 7200 8100 8900 9700 2500i
• O sistema ISO possui uma extensão para dimensões acima de 500 mm. (Tabela 2.3)
• A partir dos números normalizados da tabela acima, a norma ABNT NB-86 fixa grupos de
dimensões utilizados para elaboração do ajuste.
• A série R05 é chamada série primária.
• A série R10 contém todos os termos da série R05; a série R20 contém todos os termos da
série R10 e assim por diante.
• Para se cotar peças mecânicas a 1a
escolha deve ser a série R05, seguindo-se as séries R10,
R20 e etc.
Tabela 2.3. Tolerâncias fundamentais para dimensões acima de 500 mm.
QUALIDADE DE TRABALHO (IT)
6 7 8 9 10 11 12 13 14 15 16Grupo de
dimensões [mm]
mais de até
[μm] [mm]
500 630 44 70 110 175 280 440 0,7 1,1 1,75 2,8 4,4
630 800 50 80 125 200 320 500 0,8 1,25 2,0 3,2 5,0
800 1000 56 90 140 230 360 560 0,9 1,4 2,3 3,6 5,6
1000 1250 66 105 165 260 420 660 1,05 1,65 2,6 4,2 6,6
1250 1600 78 125 195 310 500 780 1,25 1,95 3,1 5,0 7,8
1600 2000 92 150 230 370 600 920 1,5 2,3 3,7 6,0 9,2
2000 2500 110 175 280 440 700 1100 1,75 2,8 4,4 7,0 11,0
2500 3150 135 210 330 540 860 1350 2,1 3,3 5,4 8,6 13,5](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-20-320.jpg)

![DEM/UFRJ Flávio de Marco/José Stockler 21
5. Utilizar sempre que possível os ajustes recomendados, devido à certeza de funcionamento
adequado.
6. Seguir sempre as recomendações dos fabricantes e as tabelas constantes em livros
especializados em ajustagem mecânica e normas técnicas. O ANEXO 1 apresenta alguns
ajustes recomendados e suas características.
EXEMPLO: Estudar os seguintes ajustes:
1) 55 F7/h6
EIXO: 55 h6 • qualidade de trabalho: IT 6 (preciso)
• dimensão nominal [mm]: D = 55
• posição no campo de tolerância: h (S.E.B.)
• afastamento superior [μm]: as = 0
• afastamento inferior [μm]: ai = -19
• dimensão máxima [mm]: Dmáx = D + as = 55 + 0 = 55
• dimensão mínima [mm]: Dmín = D + ai = 55 + (-0.019) = 54.981
• tolerância de fabricação [μm]: te = as - ai = 0 - (-19) = 19
0
indicação: 55-19
FURO: 55 F7 • qualidade de trabalho: IT 7 (preciso)
• dimensão nominal [mm]: D = 55
• posição no campo de tolerância: F
• afastamento superior [μm]: As = 60
• afastamento inferior [μm]: Ai = 30
• dimensão máxima [mm]: Dmáx = D + As = 55 + 0.060 = 55.060
• dimensão mínima [mm]: Dmín = D + Ai = 55 + 0.030 = 55.030
• tolerância de fabricação [μm]: tf = As - Ai = 60 - 30 = 30
60
indicação: 5530
AJUSTE 55 F7/h6 • ajuste com folga, livre, normal.
• folga máxima [μm]: F = As - ai = 60 - (-19) = 79
• folga mínima [μm]: f = Ai - as = 30 - 0 = 30](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-22-320.jpg)
![• tolerância de funcionamento [μm]: T = F - f = 79 - 30 = 49
de até D7 E7 F7 G7 H7 J7 JS7 K7 M7 N7 P7 R7 S7 T7 U7 V7 X7 Y7 Z7
50 65
-30
-60
-42
-72
-55
-85
-76
-106
-91
-121
-111
-141
-133
-163
-161
-191
65 80
130
100
90
60
60
30
40
10
30
0
18
-12
15
-15
9
-21
0
-30
-9
-39
-21
-51 -32
-62
-48
-78
-64
-94
-91
-121
-109
-139
-135
-165
-163
-193
-199
-229
de até d6 e6 f6 g6 h6 j6 js6 k6 m6 n6 p6 r6 s6 t6 u6 v6 x6 y6 z6
50 65
60
41
72
53
85
66
106
87
121
102
141
122
163
144
191
117
65 80
-100
-119
-60
-79
-30
-49
-10
-29
0
-19
12
-7
10
-9
21
2
30
11
39
20
51
32 62
43
78
59
94
75
121
102
139
120
165
146
193
174
228
210
FIGURA 2.4. Exemplo de Ajuste.
2.5. EXERCÍCIOS
01) 63 H7/j6 02) 120 B8/h7 03) 10 H9/e8 04) 120 H9/b8
05) 30 A9/h7 06) 115 F9/h8 07) 65 H8/m7 08) 110 J6/h5
09) 70 H6/f6 10) 100 M8/h8 11) 23 N7/h6 12) 80 J8/h8
13) 60 N8/m7 14) 170 H7/p6 15) 82 H6/p5 16) 73 H8/s6
17) 97 S7/h6 18) 100 H8/e7 19) 20)
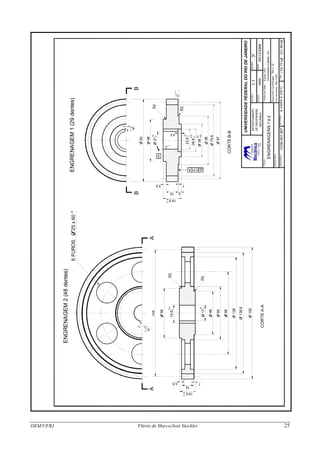
2.6. EXEMPLOS DE AJUSTES
Nas páginas seguintes, encontram-se alguns exemplos de projetos mecânicos contendo
indicações de tolerâncias, ajustes, tolerâncias geométricas e rugosidade superficial normalmente
utilizadas.
DEM/UFRJ Flávio de Marco/José Stockler 22](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-23-320.jpg)
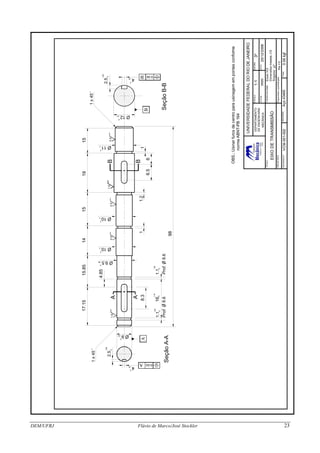





![DEM/UFRJ Flávio de Marco/José Stockler 32
╔═════════════════════════════╦══════════════════════════════════╗
║ FÁBRICA: ║ DESIGNAÇÃO: Calibre TAMPÃO (retangular) +50 ║
║ SERVIÇO DE ENSAIO E REVISÃO ║ No
do calibre: Cota de controle: 17-20 ║
║ Seção de Controle de Qualidade ╟────────────────┬─────────────────╢
║ Contole de Aferição de Calibres ║ DADOS DE PROJETO: LP = 16.988±1.5 ║
║ Ficha no
: ║ LNP = 17.050±1.5 ║
╠═════════════════════╤═══════╬══════╤═════════╧═════╤═══════════╣
║ No
de peças controladas DATA ║ Aferidor COTAS MEDIDAS OBSERVAÇÕES ║
║ Parcial Acumulado de aferição ║ LP LNP ║
╟────────┴────────────┴───────╫──────┴───────┴───────┴───────────╢
╟────────┴────────────┴───────╫──────┴───────┴───────┴───────────╢
╟────────┴────────────┴───────╫──────┴───────┴───────┴───────────╢
╟────────┴────────────┴───────╫──────┴───────┴───────┴───────────╢
╟────────┴────────────┴───────╫──────┴───────┴───────┴───────────╢
╟────────┴────────────┴───────╫──────┴───────┴───────┴───────────╢
╚════════╧════════════╧═══════╩══════╧═══════╧═══════╧═══════════╝
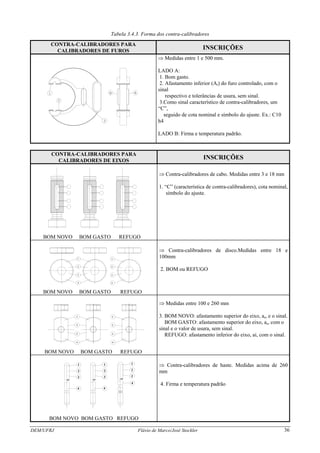
FIGURA 3.3. Modelo de ficha para controle de calibradores.
Tabela 3.3. Deslocamento das cotas nominais dos calibradores BOM e REFUGO e
usura admissível do lado BOM [μm].
Grupo de
dimensões
IT 05 IT 06 IT 07 IT 08 IT 09
de até
z1 y1 α1 z y α
α1
z1 y1 z
z1
y
y1
α
α1
z
z1
y
y1
α
α1
z
z1
α
α1
1 a 3 1 1 0 1 1 0 1.5 1.5 1.5 1.5 0 2 3 0 5 0
3 a 6 1 1 0 1.5 1 0 2 1.5 2 1.5 0 3 3 0 6 0
6 a 10 1 1 0 1.5 1 0 2 1.5 2 1.5 0 3 3 0 7 0
10 a 18 1.5 1.5 0 2 1.5 0 2.5 2 2.5 2 0 4 4 0 8 0
18 a 30 1.5 2 0 2 1.5 0 3 3 3 3 0 5 4 0 9 0
30 a 50 2 2 0 2.5 2 0 3.5 3 3.5 3 0 6 5 0 11 0
50 a 80 2.5 2 0 2.5 2 0 4 3 4 3 0 7 5 0 13 0
80 a 120 3 3 0 3 3 0 5 4 5 4 0 8 6 0 15 0
120 a 180 3 3 0 4 3 0 6 4 6 4 0 9 6 0 18 0
180 a 250 4 3 1 5 4 2 7 5 7 6 3 12 7 4 21 4
2 50 a 325 5 3 1.5 6 5 3 8 6 8 7 4 14 9 6 24 6
325 a 400 6 4 2.5 7 6 4 10 6 10 8 6 16 9 7 28 7
400 a 500 7 4 3 8 7 5 11 8 11 9 7 18 11 9 32 9
Grupo de
dimensões
IT 10 IT 11 IT 12 IT 13 IT 14 IT 15 IT 16
de até
z
z1
α
α1
z
z1
α
α1
z
z1
α
α1
z
z1
α
α1
z
z1
α
α1
z
z1
α
α1
z
z1
α
α1
1 a 3 5 0 10 0 10 0 20 0 20 0 40 0 40 0
3 a 6 6 0 12 0 12 0 24 0 24 0 48 0 48 0
6 a 10 7 0 14 0 14 0 28 0 28 0 56 0 56 0
10 a 18 8 0 16 0 16 0 32 0 32 0 64 0 64 0
18 a 30 9 0 19 0 19 0 36 0 36 0 72 0 72 0
30 a 50 11 0 22 0 22 0 42 0 42 0 80 0 80 0
50 a 80 13 0 25 0 25 0 48 0 48 0 90 0 90 0
80 a 120 15 0 28 0 28 0 54 0 54 0 100 0 100 0
120 a 180 18 0 32 0 32 0 60 0 60 0 110 0 110 0
180 a 250 24 7 40 10 45 15 80 25 100 45 170 70 210 110
250 a 325 27 9 45 15 50 20 92 35 110 55 190 90 240 140
325 a 400 32 11 50 15 65 30 100 45 125 70 210 110 280 180
400 a 500 37 14 55 20 70 35 110 55 145 90 240 140 320 220](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-33-320.jpg)




![DEM/UFRJ Flávio de Marco/José Stockler 40
onde α, α1, z, z1, u, u1, H1 e H2 são valores de desvios dimensionais e tolerâncias já definidos no
Capítulo 3.
Com os valores limites das folgas, pode-se definir, também, valores limites para a vida do
conjunto, expressa em μm, da seguinte forma:
vida do conjunto [μm] : VIDAconj = F1 – fu ⎫
⎪
vida máxima [μm]: VIDAmáx = F1 - f ⎬ (F1 > fu > f1)
⎪
vida mínima [μm]: VIDAmín = F1 - F ⎭
4.3. ESCOLHA DO AJUSTE A PARTIR DA IMPOSIÇÃO DAS FOLGAS
Com as folgas ou limites das folgas já determinados, é preciso escolher o ajuste normalizado
mais adequado ao conjunto. Para isso deve-se seguir o seguinte procedimento:
1. Determinar, através de ensaios, testes ou do projeto, as folgas limite, F1 e f1.
2. Calcular as folgas de segurança (Fs e fs).
3. Calcular as folgas máxima e mínima (F e f)
4. Calcular a tolerância de funcionamento (T = F - f)
5. Distribuir esta tolerância entre os elementos a ajustar, procurando atribuir ao furo uma
tolerância superior a do eixo, de modo a satisfazer as duas exigências abaixo:
.ITF + ITE < T. e .ITF ≥ ITE.
6. Procurar um ajuste normalizado que satisfaça as condições acima.
6.1. Escolher o ajuste normalizado que forneça as folgas reais, F e f, mais próximas das
folgas de segurança, caso vários ajustes satisfaçam as condições.
6.2. Procurar sempre um ajuste no sistema FURO-BASE; se não for possível, em lugar do
furo H, adotar outra letra do campo de tolerância, a mais próxima de H (F, G, J ou K) e
repetir o procedimento.
6.3. Se em lugar das folgas, as interferências forem conhecidas, executar o mesmo
procedimento, substituindo:
IM = - f e Im = - F](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-41-320.jpg)

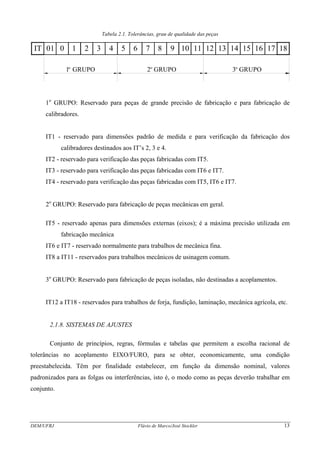
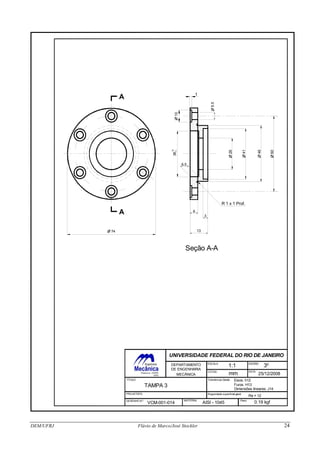
![Deformação do eixo
Deformação do furo
F
F
deformação
do eixo
deformação
do furo
D
D
b
I = Interferência [ m]
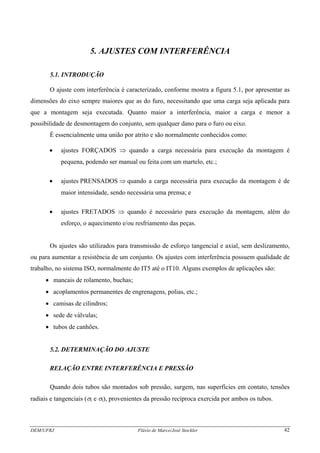
FIGURA 5.1. Ajuste com interferência - deformação do eixo e do furo.
Para que um ajuste com interferência seja obtido, é necessário que o diâmetro externo do
tubo interno (Di) seja maior que o diâmetro interno do tubo externo (De), conforme a figura 5.1. A
diferença entre as dimensões é chamada interferência e é igual à deformação que sofrem ambos os
tubos, o que possibilita a dedução das seguintes equações:
. )()( ii
i
ee
e
x
E
D
x
E
D
P
I
υυ −++= . [1]
)1(
)1(
2
2
−
+
=
e
e
ex
θ
θ
)1(
)1(
2
2
−
+
=
i
i
ix
θ
θ
i
i
D
D
=θ
D
D e
e =θ
onde: I ⇒ interferência
P ⇒ pressão interna (pi) e externa (pe), pi = pe
D ⇒ diâmetro da interface
E ⇒ módulo de elasticidade longitudinal (módulo de Young) do material
ν ⇒ coeficiente de Poison
DEM/UFRJ Flávio de Marco/José Stockler 43](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-44-320.jpg)
![FIGURA 5.2. Pressão na interface de tubos (interna e externa).
CASOS MAIS COMUNS
1. Tubos do mesmo material: Ee = Ei = E; νe = νi = ν
)( ie xx
E
D
P
I
+= [1a]
2. Tubo interno maciço (eixo): Di = 0 ⇒ xi = 1
)1()( i
i
ee
e E
D
x
E
D
P
I
υυ −++= [1b]
3. Tubos do mesmo material e interno maciço: Ee = Ei = E; νe = νi = ν; Di = 0 ⇒ xi = 1
)1( += ex
E
D
P
I
[1c]
4. Diâmetro externo do tubo externo muito grande em relação ao interno: De → ∞ ⇒ xe = 1
)()1( ii
i
e
e
x
E
D
E
D
P
I
υυ −++= [1d]
DEM/UFRJ Flávio de Marco/José Stockler 44](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-45-320.jpg)
![5. Diâmetro externo do tubo externo muito grande em relação ao interno e tubos do mesmo
material: Ee = Ei = E; νe = νi = ν; De → ∞ ⇒ xe = 1
)1( ix
E
D
P
I
+= [1e]
6. Diâmetro externo do tubo externo muito grande em relação ao interno, tubos do mesmo
material e tubo interno maciço: Ee = Ei = E; De → ∞ ⇒ xe = 1
νe = νi = ν, Di = 0 ⇒ xi = 1
E
D
P
I 2
= [1f]
A equação [1] e suas derivadas fornecem uma relação entre a interferência e a pressão em
uma certa montagem. Se as pressões limite puderem ser determinadas, as interferências limite
também poderão ser.
Através do esforço a ser transmitido, calcula-se a pressão mínima necessária para que a
transmissão ocorra sem deslizamento. Os critérios de resistência fornecerão a pressão máxima que
os materiais do furo e do eixo suportarão, sem ruptura.
Substituindo os valores de pmáx e pmín na equação [1], determinam-se os valores limite de IM
e Im, respectivamente.
CÁLCULO DA PRESSÃO MÍNIMA (pmín)
O cálculo da pressão mínima é função do tipo de esforço a ser transmitido.
Esforço tangencial: T = Fa .R = { {
222
D
bDP
D
AP
D
N
ANFa
⋅⋅⋅⋅⋅=⋅⋅⋅=⋅⋅ 321πμμμ
⇒
2
2
min
D
pbT ⋅⋅⋅⋅= πμ ⇒ 2min
2
Db
T
p
⋅⋅⋅
⋅
=
πμ
Esforço axial: DpbF ⋅⋅⋅⋅= minπμ ⇒
Db
F
p
⋅⋅⋅
=
πμ
min
DEM/UFRJ Flávio de Marco/José Stockler 45](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-46-320.jpg)
![onde: T = torque transmitido [N.mm]
F = esforço tangencial transmitido [N]
D = diâmetro da interface [mm]
b = largura da montagem [mm]
μ = coeficiente de atrito entre as superfícies (Anexo 2)
pmín = pressão mínima necessária [MPa]
CÁLCULO DA PRESSÃO MÁXIMA (pmáx)
O cálculo da pressão máxima é função das tensões provenientes de dois tubos montados sob
pressão e de suas resistências, obtidas dos critérios de falha dos materiais.
Variação das tensões em tubos:
1 - tubo externo submetido à pressão interna: (pi ≠ 0 e pe = 0)
σri = - pi σti = xe.pi
σre = 0 σte =
)1(
.2
2
2
−e
ie p
θ
θ
2 - tubo interno submetido à pressão externa: (pe ≠ 0 e pi = 0)
σri = 0 σti =
)1(
.2
2
2
−
−
i
ei p
θ
θ
σre = - pe σte = - xi.pe
CRITÉRIOS DE RESISTÊNCIA
1 - HIPÓTESE DE COULOMB/TRESKA (Teoria das Máximas Tensões Cisalhantes)
Esta teoria prevê que a falha do elemento ocorrerá quando a maior tensão tangencial atuante
se igualar à tensão tangencial correspondente à tensão normal máxima (Sy) suportada pelo elemento
no ensaio de tração simples.
.τmáx = Ssy = 0.5 Sy.
DEM/UFRJ Flávio de Marco/José Stockler 46](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-47-320.jpg)


![O resfriamento pode ser feito das seguintes formas:
• CO2 líquido- 60 o
C
• gelo seco - 80 o
C
• oxigênio líquido - 143 o
C
• ar líquido - 200 o
C
O ajuste por contração tem certas vantagens sobre o por dilatação: economia de operação,
uniformidade e facilidade de colocação da peça interna na externa, por esta estar na temperatura
ambiente. Para o cálculo das temperaturas de esfriamento da peça interna ou aquecimento da peça
externa, as seguintes fórmulas podem ser utilizadas:
D
IM
tt
e
e
⋅
+
−=
α
Im
0
D
IM
tt
f
f
⋅
+
+=
α
Im
0
onde: te [o
C] ⇒ temperatura a ser resfriada a peça interna (eixo).
tf [o
C] ⇒ temperatura a ser aquecida a peça externa (furo).
to [o
C] ⇒ temperatura ambiente.
αe, f ⇒ coeficiente de dilatação térmica do eixo e do furo (Anexo 3, tab. 3.2, pág. 96).
IM [μm] ⇒ interferência máxima.
Im [μm] ⇒ interferência mínima.
D [mm] ⇒ diâmetro da interface (nominal).
A oxidação da superfície aumenta o coeficiente de atrito e, conseqüentemente, a capacidade
de transmissão de carga do conjunto. O estudo da variação dimensional das superfícies requer
conhecimentos mais profundos de transferência de calor. O Anexo 3 apresenta os valores de
coeficientes de condutibilidade térmica para diversos materiais.
5.4. EXERCÍCIOS
1. Dois tubos, com dimensão nominal de 100 mm, devem ser montados com interferência de
modo a transmitir um torque de 103
N.m, aplicado no diâmetro externo do tubo interno. Para os
dados abaixo, pede-se:
DEM/UFRJ Flávio de Marco/José Stockler 49](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-50-320.jpg)

![DEM/UFRJ Flávio de Marco/José Stockler 51
3. Um eixo deve ser montado em um furo, com interferência de modo a suportar uma carga
de 5 kN, com as características abaixo. Pede-se:
a) as interferências máxima e mínima para o conjunto;
b) o ajuste padronizado que satisfaça o problema; e
c) a capacidade da prensa para executar a montagem.
DADOS: - dimensão nominal do conjunto [mm] = 80
- comprimento da montagem [mm] = 100
- diâmetro externo [mm] = 150
- eixo e furo fabricados no mesmo material: Aço SAE 1020
- módulo de elasticidade [GPa] = 207
- coeficiente de Poisson = 0.30
- coeficiente de atrito = 0.15
- Tensão de ruptura [MPa] = 380
- Tensão de escoamento [MPa] = 280
4. Um conjunto, com as características abaixo, deve ser acoplado com interferência, de
modo a suportar uma carga de 43 kN. Pede-se:
a) o ajuste padronizado que satisfaça as condições do problema;
b) a capacidade necessária à prensa para executar a montagem; e
c) especificar os calibradores e contra-calibradores, de fabricação e recebimento, para controle
da fabricação.
DADOS: - comprimento da montagem [mm] = 95
- diâmetro nominal do conjunto [mm] = 80
- diâmetro externo [mm] = 150
- material das peças: Aço ABNT 1045 - tensão de ruptura [MPa] = 570
- tensão de escoamento [MPa] = 430
- módulo de elasticidade [GPa] = 207
- coeficiente de atrito = 0.15
- coeficiente de Poisson = 0.30
5. Calcular a temperatura mínima a que se deve elevar a peça que contém o furo, sabendo
que o conjunto é de aço e que as dimensões dos elementos são:
40 168
FURO: 125 0 EIXO: 125143](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-52-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 52
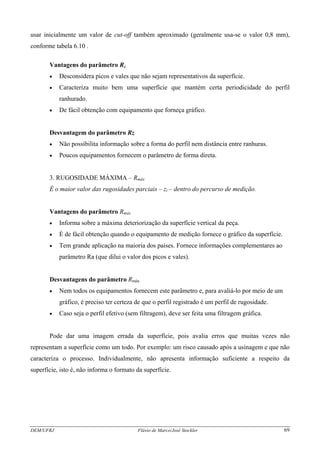
6. RUGOSIDADE SUPERFICIAL
6.1. INTRODUÇÃO
Duas superfícies em contato e em movimento se aquecem e se desgastam. A razão e a
natureza deste processo ainda é assunto para diversas pesquisas. A rugosidade superficial é uma
característica importante que afeta e define o modo como estas superfícies irão trabalhar e interagir.
Felizmente ela é definida e controlada pelo projetista. A contínua diminuição nos limites das
tolerâncias dimensional e de forma, as exigências funcionais cada vez maiores e a quase total
eliminação do período de amaciamento tem levado os projetistas a utilizarem e aplicarem com cada
vez maior intensidade os conceitos e normas associados à tecnologia de superfícies. Mancais de
rolamento e de deslizamento, transmissões contínuas e escalonadas, são alguns exemplos de
elementos mecânicos sob contato superficial, onde a rugosidade é um fator muito importante para
sua correta especificação. O campo da Engenharia Mecânica dedicado ao estudo do atrito, desgaste
e lubrificação é a TRIBOLOGIA.
As superfícies, ainda que rigorosamente trabalhadas, apresentam, quando examinadas no
microscópio, descontinuidades, imperfeições geométricas, ondulações e asperezas. São
denominadas de rugosidade superficial e é função do tipo de acabamento superficial especificado,
que por sua vez é função do processo de fabricação e máquina-operatriz utilizada.
A importância do estudo da rugosidade superficial aumenta à medida que cresce a precisão
do ajuste entre as peças a serem acopladas. É importante ainda quando somente as tolerâncias
dimensional e de forma e posição não são suficientes para garantir a funcionalidade do par
acoplado. A qualidade do acabamento superficial das peças fabricadas é avaliada através da medida
de sua rugosidade superficial. Para sua aferição são utilizados equipamentos de medidas específicos
e os procedimentos são normalizados. Seus valores são expressos em micrômetros [μm].
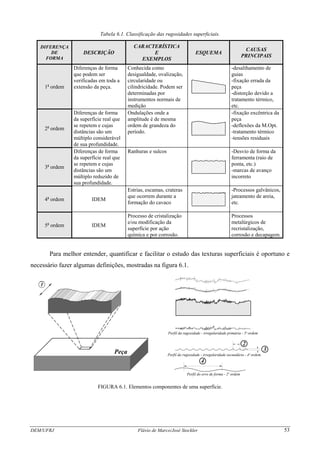
6.2. DIFERENÇA DE FORMA E RUGOSIDADE SUPERFICIAL E INFLUÊNCIA DO
ACABAMENTO SUPERFICIAL
Chama-se diferença de forma a totalidade de todas as diferenças entre a superfície real e a
superfície geométrica (ideal). Estas diferenças são classificadas conforme a tabela 6.1.
A rugosidade superficial é definida, então, como a soma das diferenças de forma de 3a
a 5a
ordem, superpondo-se e compondo seu perfil, conforme a tabela 6.1. É o conjunto de desvios na
topografia da superfície cuja relação entre distância e profundidade varie entre 150:1 e 5:1, com
freqüências periódicas e aperiódicas.](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-53-320.jpg)

![FATORDEACABAMENTOSUPERFICIAL-ka
TENSÃO DE RUPTURA - Sut [MPa]
Polido/Espelhado
Retificado
Corrosão em água comum
Corrosão em água salgada
Usinado/Laminado à frio
Laminado à quente
Fundido/Forjado
200 600 1000 1400400 800 1200 1600
0.0
0.2
0.4
0.6
0.8
1.0
0.1
0.3
0.5
0.7
0.9
Figura 6.2. Influência do acabamento superficial na vida do elemento
Rugosidade média aritmética - Ra [ m]
Capacidaderelativadecarga
Coeficiente de transmissão de calor [kcal.h.m C]2 o
RugosidadeSuperficial-Ra[m]
51
25.5
12.7
7.6
5.1
2.5
1.3
0.5
0.25
0.13
100
200
300
500
400
1000
2000
3000
4000
5000
10000
20000
30000
Figura 6.3. Influência da rugosidade superficial sobre a
capacidade de carga.
Figura 6.4. Influência da rugosidade superficial sobre
a capacidade de transmissão de calor.
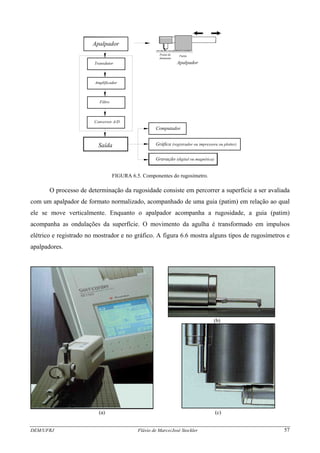
6.3. INSTRUMENTOS DE MEDIÇÃO
Em geral a medição da textura compreende a captação de um ou mais perfis da superfície e
o subseqüente processamento eletrônico e/ou digital desses perfis para a determinação dos diversos
parâmetros de textura existentes. É um processo normalizado, relativamente simples, porém onde
há várias fontes de erro, principalmente devido aos seguintes fatores:
• geometria da ponta do apalpador (tipo estilete) ou feixe ótico (seguidor ótico),
• força e velocidade de apalpamento,
DEM/UFRJ Flávio de Marco/José Stockler 55](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-56-320.jpg)


![2. PERCURSO DE MEDIÇÃO (Lm)
É a extensão do trecho útil da medição, onde a medida deve ser realmente efetuada.
3. COMPRIMENTO DA AMOSTRAGEM (Le)
Esta extensão que depende das condições de filtragem e do avanço do sistema. É definida
como:
me LL ⋅= 2.0
A tabela 6.2 apresenta algumas recomendações para utilização de comprimentos mínimos de
amostragem para a medida da rugosidade.
Tabela 6.2. Comprimentos mínimos de amostragem recomendados.
RUGOSIDADE [mm] Lemin [mm]
de até
0 0.3 0.25
0.3 3 0.80
> 3 2.50
4. PERCURSO FINAL (Ln):
Vn LL =
y
x
A
A
S
i
LM
yi
Lv Lm Ln
Lt
FIGURA 6.9. Perfil de Rugosidades, linha média e percursos.
5. PERCURSO TOTAL (Lt)
É a extensão total percorrida pelo sensor ou apalpador. É calculada da seguinte forma:
nmvt LLLL ++=
A figura 6.9 mostra todos os percursos importantes em um perfil de rugosidades.
DEM/UFRJ Flávio de Marco/José Stockler 60](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-61-320.jpg)



![DEM/UFRJ Flávio de Marco/José Stockler 64
Tabela 6.3. Valores de cut-off para perfis
periódicos
Tabela 6.4. Valores de cut-off para
perfis aperiódicos
Distância entre sulcos
[mm]
Rugosidade Ra
[μm]
de até
Cut-off
[mm]
de até
Cut-off
[mm]
0,01 0,032 0,08 ≤ 0,1 0,25
0,032 0,1 0,25 ≥ 0,1 2 0,8
0,1 0,32 0,8 ≥ 2 10 2,5
0,32 1 2,5
1 3,2 8,0
≥ 10 8,0
Vantagens do parâmetro Ra:
• É o parâmetro de medição mais utilizado em todo o mundo.
• É um parâmetro aplicável à maioria dos processos de fabricação.
• Devido a sua grande utilização, quase a totalidade dos equipamentos apresentam este
parâmetro (de forma analógica ou digital eletrônica)
• Os riscos superficiais inerentes ao processo, não alteram substancialmente o seu valor.
• Para a maioria das superfícies o valor da rugosidade neste parâmetro está de acordo com
a curva de Gauss que caracteriza a distribuição de amplitude.
Desvantagem do parâmetro Ra:
• O valor de Ra em um percurso de amostragem representa a média da rugosidade, por
isso, se um pico ou vale não típico aparecer na superfície, o valor da média não sofrerá
grande alteração, ocultando tal defeito.
• O valor de Ra não define a forma das irregularidades do perfil, dessa forma poderemos
ter um mesmo valor de Ra para superfícies originadas por processos de usinagem
diferentes.
• Nenhuma distinção é feita ente picos e vales
• Para alguns processos de fabricação onde há uma freqüência muito alta de vales ou
picos, como é o caso dos sinterizados, o parâmetro não é adequado, já que a distorção
provocada pelo filtro eleva o erro até níveis inaceitáveis.
Com a finalidade de limitar o número de valores a serem utilizados na especialização do
grau de rugosidade de uma peça em projetos, a norma DIN recomenda utilizar os que se indicam na
tabela 6.5 a seguir.](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-65-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 65
Tabela 6.5. Valores normalizados para Ra.
Valores normalizados para especificações de Ra (μm)
0.008 0.040 0.20 1.00 5.0 25.0
0.010 0.050 0.25 1.25 6.3 32.0
0.012 0.063 0.32 1.60 8.0 40.0
0.016 0.080 0.40 2.00 10.0 50.0
0.020 0.100 0.50 2.50 12.5 63.0
0.025 0.125 0.63 3.20 16.0 80.0
0.032 0.160 0.80 4.00 20.0 100.0
Tabela 6.6. Correlação entre Qualidade de Trabalho (IT) e a Rugosidade Superficial (Ra).
Altura de Rugosidade - Ra [μm]
Dimensões [mm]ISO
< 3 3 - 18 18 - 80 80 - 250 > 250
IT 6 0.2 0.3 0.5 0.8 1.2
IT 7 0.3 0.5 0.8 1.2 2
IT 8 0.5 0.8 1.2 2 3
IT 9 0.8 1.2 2 3 5
IT 10 1.2 2 3 5 8
IT 11 2 3 5 8 12
IT 12 3 5 8 12 20
IT 13 5 8 12 20
IT 14 8 12 20
Tabela 6.7. Relação entre a simbologia antiga e o valor da rugosidade superficial.
Indicação
no
Desenho
Ra [μm]
Exigências de
Qualidade
Superficial
Exemplos de Aplicação
0.1 Fins especiais
∇∇∇∇
0.16 - 0.25 - 0.40 Exigência máxima
Superfícies de medição de calibres,
ajustes de pressão não desmontáveis,
superfícies sob alta pressão ou
fatigadas.
0.6 - 1.0 - 1.6 Alta exigência
∇∇∇ 2.5 - 4.0 - 6.0 Exigência média
Superfícies de deslizamento
submetidas à fadiga, ajustes de pressão
desmontáveis.
∇∇ 10 - 16 - 25 Pouca exigência
Ajustes estacionários, sem transmissão
de carga, ajustes leves, superfícies sem
usinagem de precisão.
∇ 40 - 63 - 100
Sem exigência
particular
Superfície desbastada, fundição sob
pressão.
~
150 - 250 - 400 - 630
- 1000
Superfícies brutas Peças fundidas, estampadas e forjadas.](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-66-320.jpg)

![Tabela 6.8. Rugosidades superficiais obtidas nos principais processos de fabricação.
Ra [μm] 0.012 0.025 0.05 0.1 0.2 0.4 0.8 1.6 3.2 6.3 12.5 25 50 100
Ra [μ-in] 0.5 1.0 2.0 4.0 8.0 16 32 63 125 250 500 1000 2000 4000
Processo de Fabricação CAMPO DE APLICAÇÃO
Fundição em areia
Corte por maçarico
Laminação à quente
Jato de areia
Serramento
Forjamento
Aplainamento
Fundição em coquilha
Furação
Extrusão
Fresamento
Torneamento
Fundição de precisão
Mandrilamento
Laminação à frio
Fundição sob pressão
Alargam./Brochamento
Retificação
Tamboramento
Rodagem
Espelhamento
Lapidação
Polimento
Superacabamento
- Aplicação menos comum.
- Campo usual de utilização.
2. RUGOSIDADE (ou DESVIO) MÉDIO – Rz:
É a média aritmética dos cinco valores de rugosidade parcial, obtidos dentro do percurso
de medição.
A rugosidade parcial – zi – é a soma dos valores absolutos da altura dos pontos máximos e
mínimos do perfil, dentro do percurso de amostragem.
DEM/UFRJ Flávio de Marco/José Stockler 67](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-68-320.jpg)
![Le
Lt
LmvL nL
z1
2z
z3
z4
z = R5 máx
FIGURA 6.14. Rugosidade parcial zi, Rz e Rmáx
5
54321 zzzzz
RZ
++++
= ou ∑=
=
n
i
iz zR
15
1
Emprego do parâmetro Rz
• Superfícies de peças sintetizadas.
• Peças fundidas e porosas em geral.
Determinação do valor de cut-off para a medição de Rz (DIN)
Existem duas situações diferentes na seleção do valor de cut-off necessário para efetuar uma
medição de rugosidade: quando o perfil da peça é periódico e quando é aperiódico. Quando o perfil
é periódico o valor do cut-off depende da distância entre os sulcos deixados pelo avanço da
ferramenta no processo de usinagem, conforme tabela 6.9 a seguir.
Tabela 6.9. Valores de cut-off para
perfis periódicos
Tabela 6.10. Valores de cut-off perfis
aperiódicos.
Distância entre sulcos
[mm]
Rugosidade Rz
[μm]
de (≥) até
Cut-off
[mm]
de (≥) até
Cut-off
[mm]
0,01 0,032 0,08 ≤ 0,5 0,25
0,032 0,1 0,25 ≥ 0,5 10 0,8
0,10 0,32 0,8 ≥ 10 50 2,5
0,32 1 2,5
1,00 3,2 8,0
≥ 50 8,0
Esta classificação resulta da exigência de que o comprimento de onda limite seja no mínimo
2.5 vezes maior que a distância entre sulcos e de no máximo 8 vezes. Essa distância pode ser
determinada a partir de um gráfico preliminar da superfície ou por meio de medição sobre a peça,
por exemplo, 10 sulcos para se determinar o espaçamento médio. Quando o perfil é aperiódico o
valor de cut-off tem relação com o grau de rugosidade média Rz a ser avaliado. Estes perfis são
normalmente resultantes de esmerilhamento, retificação, fresagens de contorno e frontal sem
DEM/UFRJ Flávio de Marco/José Stockler 68
inclinação, alargamento, deformação, etc. Para definir o valor aproximado da rugosidade pode-se](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-69-320.jpg)


![2
2
DEM/UFRJ Flávio de Marco/José Stockler 72
1
Ondulação
Rugosidade
2
2
1
1
1
Perfil Efetivo
R
r
FIGURA 6.16. Sistema envolvente de medida de rugosidade.
Este sistema tem por base as linhas envoltórias descritas pelos centros de dois círculos de
raios R e r (normalmente 250 e 25 μm) respectivamente, que rolam sobre o perfil efetivo. As linhas
1-1 e 2-2 assim geradas são deslocadas paralelamente a si mesmas, em direção perpendicular ao
perfil geométrico, até tocarem o perfil efetivo, ocupando, então, as posições BB e DD.
Até este ponto os sistemas de avaliação apresentados levam em consideração apenas a altura
(ou amplitude) da irregularidade. A figura 6.17 mostra dois diferentes perfis de rugosidade, e ,
que apresentam desempenho também bastante distinto e que, se avaliados por quaisquer dos
sistemas até agora apresentados, terão o mesmo valor.
1
2
FIGURA 6.17. Diferentes perfis de rugosidade avaliados com o mesmo valor.
7. FRAÇÃO DE CONTATO (TC)
É a relação entre o comprimento de contato Lm e o comprimento avaliado L1.
1L
Lm
TC =
O valor de TC é mais utilizado quando expresso em [%] e, neste caso, sua notação usual é tp.](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-73-320.jpg)
![100
1
54321
⋅
++++
=
L
bbbbb
tp [%]
Este é um critério de avaliação da rugosidade baseado na relação entre espaçamento e altura
das irregularidades.
A figura 6.18 mostra uma curva de rugosidade de altura máxima H que corresponde a 100%
da profundidade. O comprimento de percurso (Lm) representa 100% da área de contato da linha
inferior (onde não existe pico algum) e DH representa uma profundidade de corte que origina um
traço reto em cada pico e que ao serem somados apresentam uma certa porcentagem do total.
Determina-se no perfil uma linha paralela à linha média. Calcula-se então o comprimento
total dos segmentos de linha, que estão na linha inferior do perfil de picos que estão projetados
sobre a linha de corte, isto é, os comprimentos entre as intersecções da linha de corte e o perfil.
Utiliza-se um percentual do comprimento total sobre o percurso de avaliação para expressar o valor
tp para a posição da linha de corte (nível de corte).
Emprego do parâmetro tp:
• Superfícies de suporte e apoio para avaliação de desgaste.
b1 2b b3 b4 5b
H
DH
Lm
BAC
0 100
tp [%]
FIGURA 6.18. Gráfico para determinação do parâmetro tp.
Existem ainda diversos critérios para avaliação da rugosidade superficial inclusive sistemas
híbridos, que levam em consideração tanto a altura quanto o espaçamento das rugosidades. (Δa ou
Δq; λa ou λq). Porém não serão abordados neste trabalho.
6.5. REPRESENTAÇÃO E APLICAÇÕES DA RUGOSIDADE SUPERFICIAL
A representação da rugosidade superficial no desenho mecânico deve ser feita utilizando-se
os símbolos da tabela 6.11 ou de acordo com a representação da figura 6.19. Isoladamente, o
símbolo básico (semelhante a uma raiz) não possui significado. Somente quando acompanhado dos
sinais mostrados na tabela 6.11 com seus respectivos significados, o símbolo básico ganha sentido.
DEM/UFRJ Flávio de Marco/José Stockler 73](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-74-320.jpg)
![FIGURA 6.19. Representação gráfica da rugosidade superficial.
Tabela 6.11. Simbologia básica.
SINAL SIGNIFICADO
Símbolo básico
(sozinho nada representa.)
Remoção de material é exigida.
Não é permitida a remoção de material.
(indica que uma superfície deve permanecer no estado que foi obtida no estágio anterior de
fabricação.)
Quando é necessária indicação de características especiais da superfície.
(processo de fabricação, tratamento superficial, comprimento de amostragem, etc.)
A disposição das indicações do estado da superfície está representada na figura 6.20 e são:
b
a c (f)
e d
FIGURA 6.20. Indicações do estado da superfície.
a → valor da rugosidade superficial Ra [μm] ou da classe de rugosidade (tabela 6.16).
b → processo de fabricação, tratamento térmico ou revestimento.
c → comprimento da amostra [mm].
d → símbolo para a direção das estrias (tabela 6.11).
e → sobremetal para usinagem [mm].
f → outros parâmetros de rugosidade (entre parênteses).
DEM/UFRJ Flávio de Marco/José Stockler 74](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-75-320.jpg)
![Tabela 6.12. Sinais convencionais de rugosidade e respectivas indicações no desenho.
Sinais
Convencionais
Perspectiva
Esquemática
Indicação no
desenho
Orientação
dos sulcos
Direção da medição
da rugosidade ou
do plano do perfil
=
perpendicularmente
ao traço da superfície
sobre o qual o símbolo
se apoia no desenho
perpendicular à
direção dos sulcos
┴
em direção normal ao
traço da superfície sobre
o qual o símbolo se
apoia no desenho
perpendicular à
direção dos sulcos
X
duas direções cruzadas segundo a bissetriz
dos ângulos
formados pelas
direções dos sulcos
M
várias direções
(multidirecional)
em qualquer direção
C
concêntricos com o
centro da superfície a
qual o símbolo se refere
radial
R
direções radiais em
relação ao centro da
superfície a qual o
símbolo se refere
normal ao raio
Tabela 6.13. Classes de Rugosidades.
Classe de
Rugosidade
Desvio Médio
Aritmético – Ra [μm]
N 12 50
N 11 25
N 10 12.5
N 9 6.3
N 8 3.2
N 7 1.6
N 6 0.8
N 5 0.4
N 4 0.2
N 3 0.1
N 2 0.05
N 1 0.025
A característica principal da rugosidade (Ra) pode ser indicada pelos números da classe de
rugosidade correspondente, mostrados na tabela 6.13. A tabela 6.14 apresenta exemplos de
aplicações e correspondentes valores típicos de rugosidade.
DEM/UFRJ Flávio de Marco/José Stockler 75](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-76-320.jpg)
![Tabela 6.14. Valores de rugosidade e aplicações típicas.
Ra
[μm]
APLICAÇÕES TÍPICAS
0.01
- blocos padrão, réguas triangulares de alta precisão,
- guias de aparelhos de medida de alta precisão.
0.02
- aparelhos de precisão,
- superfícies de medida em micrômetros e calibres de precisão.
0.03 - calibradores, elementos de válvula de alta pressão hidráulica.
0.04 - agulhas de rolamento, superacabamento de camisas de bloco de motor.
0.05 - pistas de rolamento, peças de aparelhos de controle de alta precisão.
0.06 - válvulas giratórias de alta pressão, camisas de blocos de motores.
0.08 - agulhas de rolamentos de grandes dimensões, assentos de virabrequim.
0.1
- assentos cônicos de válvulas,
- eixos montados sobre mancais de bronze ou teflon, a velocidades médias,
- superfícies de cames de baixa velocidade.
0.15 - rolamentos de dimensões médias, assento de rotores de turbinas e redutores.
0.2
- mancais de bronze e nylon,
- cones de cubos sincronizadores de caixas de câmbio de automóveis.
0.3 - flanco de engrenagens, guias de máquinas-ferramentas.
0.4
- pistas de assento de agulhas de cruzetas em eixos cardans,
- superfícies de guias de elementos de precisão.
0.6 - válvulas de esfera, tambores de freio.
1.5
- assento de rolamentos em eixo com pequena carga,
- eixos e furos para engrenagens, cabeças de pistão,
- face de união de caixas de engrenagens.
2 - superfícies usinadas, eixos, chavetas de precisão, alojamento de rolamentos.
3 - superfícies usinadas em geral, superfícies de referência ou de apoio.
4 - superfícies desbastadas em operações de usinagem.
5 a 15 - superfícies fundidas e estampadas.
> 15 - peças fundidas, forjadas ou laminadas.
16
retificado
A
A
Corte A - A
6
38
26
18.4
R12,5
2 Furos O 5
6
3.2
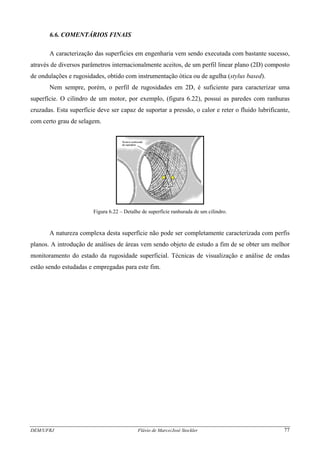
FIGURA 6.21. Exemplo de indicação de rugosidade superficial.
A figura 6.21 mostra um exemplo de um desenho de fabricação de uma peça com indicação
de rugosidade superficial.
DEM/UFRJ Flávio de Marco/José Stockler 76](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-77-320.jpg)
![Estes fatores mostram que nem sempre é possível ou prático, obter-se a precisão
especificada. A precisão requerida nas diversas medidas da máquina é especificada nas normas
brasileiras e as medidas devem ser executadas de acordo com as recomendações descritas na MF-
A5-00.00 do IPT.
Os instrumentos de medida mais utilizados são o relógio comparador e o nível de bolha de
precisão.
Para a realização dos testes é necessário o conhecimento de teoria de erros e técnicas de
medição. Todo ensaio deve ser repetido um número de vezes tal que garanta a validade dos
resultados.
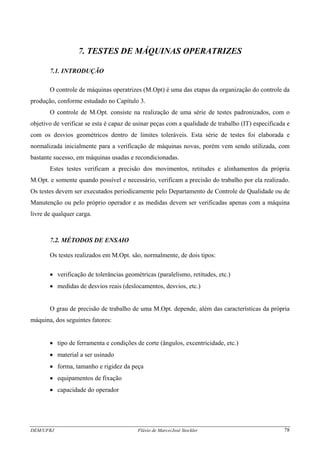
Os resultados devem ser apresentados utilizando tabelas previamente preparadas, conforme
modelo na figura 7.1, onde as medidas devem aparecer em milímetros [mm].
7.3. EXEMPLO - TORNO MECÂNICO
As páginas a seguir mostram duas baterias de testes padronizados, para a verificação das
condições da precisão de operação de tornos mecânicos de 400 e 800 mm de distância entre pontas.
Outros tipos de M.Opt. requerem outros tipos de testes, que podem ser encontrados na norma
brasileira e na referência [7] da bibliografia recomendada.
1 2 3 4 5 6
7
8
9
10
FIGURA 7.1. Torno mecânico horizontal
DEM/UFRJ Flávio de Marco/José Stockler 79](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-80-320.jpg)

![DEM/UFRJ Flávio de Marco/José Stockler 81
FOLHA DE TESTES
MÁQUINA:
FABRICANTE: DATA: __/__/__
MODELO: SÉRIE: NÚMERO:
No
TIPO DE DESVIO [ mm]
ENSAIO MEDIDO ADMISSÍVEL
01
02
03
04
05
06
07
08
09
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
FIGURA 7.1. Modelo de Folha de Resultados.](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-82-320.jpg)
![TESTES DE COMPROVAÇÃO FINAL
PARA TORNOS DE PRECISÃO ATÉ 400 mm DE ALTURA NOS PONTOS
TOLERÂNCIAS [mm]
ESQUEMA COMPROVAÇÃO DE
DEM/UFRJ Flávio de Marco/José Stockler 82
ADMISSÍVEL VERIFICADA
Barramento plano na direção
longitudinal verificado com o
nível posição “A”
0,02
em
1000
IDEM com o nível posição
“B”
0,02
em
1000
Barramento plano na direção
transversal verificado com o
nível posição “C”
± 0,02*
em
1000
Paralelismo entre o prisma do
cabeçote móvel e o
movimento da mesa
0,02
em
1000
* É permitido + ou somente - em todo comprimento (sem torção)
Excentricidade do ponto 0,01
Excentricidade no assento da
placa
0,01
Excentricidade no assento
cônico da árvore verificada no
ponto “A” a 10 mm.
0,01
IDEM no ponto “B” a 300
mm.
0,03](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-83-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 83
TOLERÂNCIA [mm]
ESQUEMA COMPROVAÇÃO DE
ADMISSÍVEL VERIFICADA
Paralelismo entre a árvore e o
movimento longitudinal da
mesa, verificado num plano
vertical com o relógio posição
“A”.
0,02*
em
300
0,02*
IDEM num plano horizontal
com o relógio posição “B”.
em
300
Paralelismo entre a árvore e o
movimento do carro porta
ferramentas (Espera) verificado
num plano vertical.
0,03*
em
100
Paralelismo entre o eixo do
cabeçote móvel e o movimento
longitudinal da mesa verificado
num plano vertical com o
relógio posição “A”.
0,02*
em
100
0,01*
IDEM num plano horizontal
com o relógio posição “B”.
em
100
Paralelismo entre o assento
cônico do cabeçote móvel e o
movimento longitudinal da
mesa, verificado num plano
vertical com o relógio posição
“A”.
0,03*
em
300
IDEM num plano horizontal
com o relógio posição “B”.
0,02
em
300
Paralelismo entre pontos e o
movimento longitudinal da
mesa verificado num plano
vertical (o ponto do cabeçote
móvel só pode desviar para
cima).
0,02
* É permitido somente a ponta livre do mandril para cima e para frente do torno.](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-84-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 84
TOLERÂNCIAS [mm]
ESQUEMA COMPROVAÇÃO DE
ADMISSÍVEL VERIFICADA
Precisão do passo do fuso
padrão
± 0,03
em
300
FUSOPADRÃO
Movimento axial do fuso
padrão numa rotação.
0,01
Faceamento verificado no
diâmetro de 300 mm. 0,02
(só pode ser côncavo).
Excentricidade da placa
universal.
0,08
Ovalização da peça
torneada.
0,01
Paralelismo no
torneamento cilíndrico
entre pontos.
0,02
em
300
0,02
IDEM preso na placa. em
200
o
TORNO N FORNECEDOR
DISTÂNCIA ENTRE PONTOS [mm] ALTURA DOS PONTOS [mm]
DUREZA DO BARRAMENTO
OBSERVAÇÕES:________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
CONTROLADO](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-85-320.jpg)
![TESTES DE COMPROVAÇÃO FINAL
MIC
32
PARA TORNOS DE ATÉ 800 mm DE DISTÂNCIA
ENTRE PONTAS
IPT MF - A5 - 11.11
DEM/UFRJ Flávio de Marco/José Stockler 85
No
ESQUEMAS ENSAIOS
DESVIOS
ADMISSÍVEIS
[mm]
OBSERVAÇÕES E
APARELHO
REFERÊNCIAS
DE
À RECOMENDAÇÃO
MEDIDA
MF - A5 - 00.00
3.1.1, 5.2.1.2.2.1 e 5.2.1.2.2.2Nível deNivelamento do
barramento:
Dc ≤ 500: 0.01,
convexo 500 < Dc
≤ 1000: 0.020,
convexo.
O ensaio deve ser feito sobre o
barramento.
precisão
Colocar o carro no centro e
manter nesta posição durante o
ensaio.
Métodos
ópticosa) na direção
longitudinal:
retitude do
barramento.
Tolerância local de
0.075 para
qualquer
comprimento de
250.
As verificações devem ser
feitas em todas as direções,
com espaçamentos iguais.
1
O nível deve ser colocado, em
um plano transversal, sobre as
guias e as medidas devem ser
feitas em posições ao longo da
guia.
Dc>1000: 0.02 +
0.01, para cada
aumento de 1000,
convexo.
b) na direção
transversal:
guias em um
mesmo plano.
A variação de leitura, emTolerância local de
0.015 para
qualquer
comprimento de
500.
qualquer posição, não deve
exceder o desvio admissível.
0.04 / 1000
Retitude do
movimento do
carro, em um
plano horizon-
tal, em relação
à linha centro.
Relógio com-
parador e
Mandril entre
centros ou
Régua para
Dc < 1500
5.2.3.2.1 ou 5.2.3.2.3 ou
5.2.1.2.3 e 5.2.3.2.3
Dc ≤ 500: 0.015
500 < Dc ≤ 1000:
0.02 O comprimento do mandril
deve ser igual à máxima
distância admissível entrePara cada aumento
de 1000, na
distância entre
centros, acres-
centar 0.005 na
tolerância, até um
valor máximo de
0.03.
2 ou centros.
Arame e mi-
croscópio ou
métodos ópti-
cos, qualquer
que seja o
valor de Dc
Paralelismo
entre as guias
do cabeçote da
contraponta e o
movimento do
carro:
a) e b) Relógio 5.4.2.2.5
comparadorDc ≤ 1500: 0.03
O cabeçote da contra-ponta
deve ser posicionado o mais
próximo possível do carro.
Tolerância local de
0.02 para qualquer
comprimento de
500 mm
Travar o mangote e movimentar
o cabeçote e o carro juntos, de
modo que o relógio compara-
dor, fixado no carro, encoste
sempre no mesmo ponto do
mangote.
a) no plano
horizontal
a) e b)
Dc > 1500: 0 .04
3 Tolerância local de
0.03 para qualquer
comprimento de
500 mm
b) no plano
vertical
Durante as medidas o cabeçote
deve ser travado, como em
condições normais de trabalho.](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-86-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 86
No
ESQUEMAS ENSAIOS
DESVIOS
ADMISSÍVEIS
[mm]
OBSERVAÇÕES E
APARELHO
REFERÊNCIAS
DE
À RECOMENDAÇÃO
MEDIDA
MF - A5 - 00.00
a)Deslocamento
axial periódico
0.01 Relógio 5.6.2, 5.6.2.1.2, 5.6.2.2.1,
5.6.2.2.2 e 5.6.3.2comparador
b)
Bamboleamento
da superfície de
apoio da placa
0.02, incluindo o
deslocamento
axial periódico
Dispositivo
de teste
A força “F” deve ser especifi-
cada pelo fabricante
4
Imprecisão total
de giro do cone
interno da
0.01 Relógio 5.6.1.2.2 e 5.6.2.1.2
comparador
Posicionar o relógio compara-
dor perpendicularmente à su-
perfície cônica, se o nariz da
árvore for cônico.
árvore:
5 a) junto ao nariz
da árvore
A força “F” deve ser especifi-
cada pelo fabricante.b) a uma
distância de 300
mm do nariz da
árvore
Imprecisão total
de giro do cone
interno da
0.01 Relógio 5.6.1.2.3
comparador
0.02
árvore: Mandril de
teste
a) junto ao nariz
da árvore6
b) a uma
distância de 300
mm do nariz da
árvore
Paralelismo
entre o eixo da
árvore e o
movimento
longitudinal do
carro:
0.015/300, Relógio 5.4.1.2.1 e 5.4.2.2.3
só para frente comparador
0.02/300, Mandril de
testesó para cima
a) no plano
horizontal7
b) no plano
vertical](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-87-320.jpg)
![OBSERVAÇÕES E
DEM/UFRJ Flávio de Marco/José Stockler 87
No
DESVIOS APARELHO
REFERÊNCIAS
ESQUEMAS ENSAIOS ADMISSÍVEIS DE
À RECOMENDAÇÃO
[mm] MEDIDA
MF - A5 - 00.00
Imprecisão total
de giro da
0.015 Relógio 5.6.1.2.2 e 5.6.2.1.2
comparador
contra-ponta do
cabeçote
A haste do relógio comparador
deve ser colocado perpendicu-
larmente à superfície do cone.
As leituras obtidas devem ser
divididas por cos α, onde α é a
metade do ângulo do cone.
8
Paralelismo
entre o eixo do
mangote e o
movimento do
carro:
0.015/100, Relógio 5.4.2.2.3
só para frente comparador
Mangote distendido e travado
0.02/100,
só para cima
9 a) no plano
horizontal
b) no plano
vertical
Paralelismo
entre o eixo do
furo cônico do
mangote e o
movimento do
carro:
0.03/300, só para
frente
Relógio 5.4.4.2.3
comparador
Mangote recolhido e travado
0.03/300, só para
cima
Mandril de
teste
10
a) no plano
horizontal
b) no plano
vertical
Diferença de
altura entre os
eixos da árvore
e do mangote.
0.04, eixo do
mangote só pode
estar acima do
eixo da árvore
Relógio 5.4.2.2.3
comparador
Mangote recolhido e travado.
Mandril de
teste
Medir nas extremidades do
Mandril.
11](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-88-320.jpg)
![OBSERVAÇÕES E
DEM/UFRJ Flávio de Marco/José Stockler 88
No
DESVIOS APARELHO
REFERÊNCIAS
ESQUEMAS ENSAIOS ADMISSÍVEIS DE
À RECOMENDAÇÃO
[mm] MEDIDA
MF - A5 - 00.00
Paralelismo
entre o
movimento
longitudinal do
carro porta-
ferramenta e o
eixo da árvore.
0.04/300 Relógio 5.4.2.2.3
comparador
Porta-ferramenta na posição de
trabalho. Medir em um plano
vertical, depois de posicionar o
porta-ferramenta paralelamente
à árvore, em um plano
Mandril de
teste.
12 horizontal.
Ortogonalidade
entre o
movimento
transversal do
carro e o eixo
da árvore.
0.02/300 Relógio 3.2.2 e 5.5.2.2.3
comparador
Sentido do erro: Disco plano
α ≥ 90°
ou
13 Régua
Relógio
comparador
5.6.2.2.1 e 5.6.2.2.20.015 RelógioDeslocamento
axial devido ao
bamboleamento
dos mancais de
escora.
comparador
Eliminar este ensaio, se o
o
ensaio n14 18 for executado.
Precisão do
deslocamento
gerado pelo
parafuso de
movimento.
0.04/300, para Bloco padrão 6.1 e 6.2
Dc ≤ 2000
Relógio Comparar o deslocamento
teórico (número de voltas da
árvore, vezes o avanço), com o
deslocamento real, medido com
blocos padrão e relógio
comparador, ou com régua de
precisão e microscópio.
comparadorPara cada
aumento de 1000,
na distância entre
centros,
acrescentar 0.005
na
ou
Régua de
precisão
15
Microscópio
tolerância, até um
valor máximo de
0.05/300
Tolerância local
de 0.015 para
qualquer
comprimento de
50.](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-89-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 89
No
ESQUEMAS
ENSAIOS
PRÁTICOS
CONDIÇÕES
DE
USINAGEM
VERIFICAÇÕES
DESVIOS
ADMISSÍVEIS
[mm]
OBSERVAÇÕES EAPARELHO
REFERÊNCIAS
DE
À
MEDIDA RECOMENDAÇÃO
Usinagem de
peça
cilíndrica,
fixada na
placa, ou no
cone da
árvore.
Usinar a peça
em duas
secções, com
comprimento
máximo de 20.
a) circularidade 0.01 Micrômetro 3.1 e 3.2.2;
ou 4.1 e 4.2
b)
Cilindricidade
0.04/300 Equipament
o de
precisão
para ensaio16 As condições
de usinagem e
o tipo de
A concavidade
pode ser tal que
o maior
diâmetro esteja
próximo da
placa.
ferramenta,
são fixados
pelo
fabricante.
D ≥ Ds / 2
= Ds / 2L máx
Facear uma
peça em duas
ou três
superfícies,
das quais uma
deve ser
Faceamento
de peça
cilíndrica,
fixada na
placa.
Planeza 0.025, para
300 mm de
diâmetro
Régua 3.1 e 3.2.2;
Bloco
padrão
4.1 e 4.2
As superfícies
só podem ser
côncavas
centralD ≥ Ds / 2
As condições
de usinagem e
o tipo de
= Ds / 2L máx
17
ferramenta,
são fixados
pelo fabricante
Roscamento
de uma peça
cilíndrica,
A usinagem
pode ser feia
em qualquer
posição na
maquina.
Precisão do
passo
0.04/300,
para Dc ≤
2000
Aparelhos
especiais de
medida de
roscas
3.1 e 3.2.2;
4.1 e 4.2;
6.1 e 6.2
L = 300 mm
Para cada
Rosca aumento de
1000, na
distância
métrica ISO,
triangular.
As condições
de usinagem e
o tipo deO diâmetro
deve ser o
mais
próximo
possível do
diâmetro do
parafuso de
movimento
entre centros,
ferramenta,
são fixados
pelo fabricante
acrescentar
0.005 na
tolerância, até
um valor
máximo de
0.05
18
Tolerância
local de 0.015
para qualquer
comprimento
de 50
O passo deve
ser igual à
metade do
passo do
parafuso de
movimento.
D = Diâmetro máximo torneável sobre o barramentos
Dc = Distância entre as contra-pontas](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-90-320.jpg)




![DEM/UFRJ Flávio de Marco/José Stockler 94
ANEXO 2 - COEFICIENTES DE ATRITO PARA AÇOS
MATERIAL Coef.de Atrito (μ)AUTOR
DOS
ENSAIOS
TIPO
DE
ENSAIO
Diâmetro da
interface de
contato[mm]
Peça
Interna
Peça
Externa
ESTADO
DAS
SUPERFÍCIES
Lubrificação
Repouso Movim.
Huggenberge
r 1926
Prensado
Longitudinal
250
I=20 μm
Aço
Aço
fundido
peças
retificadas Óleo e sebo .10 a .12 .08 a .10
Huggenberge
r 1926
Prensado
Longitudinal
250
I=40 μm
Aço
Aço
fundido
peças
retificadas Óleo e sebo .15 a .20 .11 a .16
J. G. Ritter
1930
Prensado
Longitudinal
165 Aço temperado
peças
retificadas - .15 a .20 -
J.W.Baugher
1930
Prensado
Longitudinal
154
Aço carbono
temperado em óleo
peças
retificadas
Óleo
para motores .15 -
F. Streiff
1934
Prensado
Longitudinal
300
I=100 μm
Aço
Ferro
fundido
Eixo retificado
Furo brochado Sebo .10 -
S. Werth
1937
Prensado
Longitudinal
18
Aço
ST 50.11
Ferro
fundido
peças
retificadas
Óleo
para motores .10 a .17 .07 a .12
S. Werth
1937
Prensado
Longitudinal
30
Aço
ST 50.11
Aço
ST 50.11
Furo
brochado Óleo e sebo .07 a .12 -
J.W.Baugher
1930 Interferência 133
Aço
temperado
Aço
fundido
peças
retificadas - .17 -
J. G. Ritter
1930 Interferência 165 Aço temperado
peças
retificadas - .22 -
Wassileff
1938
Interferência
Peça interna
resfriada
18
Aço
ST 50.11
Aço
ST 50.11
Eixo retificado
Furo brochado - .30 .15
Wassileff
1938
Interferência
Aquecimento
ao ar
18
Aço
ST 50.11
Aço
ST 50.11
Eixo retificado
Furo brochado - .35 .16
A. Wiemer
1942 Interferência 70
Aço
ST 50.11
Aço
ST 50.11
Eixo retificado
Furo brochado - .21 a .24 .16
P. Mayer
1938
Interferência
Árvore de
manivelas
- Aço
Carborundum de granulação
fina na interface de contato
montada com interferência
.65 -
Ensaios para determinação do coeficiente de atrito (μ) em uniões montadas sob pressão e em diferentes condições de serviço.](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-95-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 95
ANEXO 3 - ALGUMAS CARACTERÍSTICAS DOS MATERIAIS
DE FABRICAÇÃO MECÂNICA
3.1. MÓDULOS DE ELASTICIDADE (E) e DENSIDADE (ρ)
Módulo de Elasticidade Densidade
MATERIAL
[GPa] [kgf/mm2
] [Mg/m3
]
Aço carbono (0,15 a 0,25% C) 200 a 210 20000 a 21000 7.81
Aço inoxidável 190 19000 7.75
Aço rápido 210 a 235 21000 a 23500 7.82
Ferro fundido cinzento 100 a 105 10000 a 10500 7.72
Ferro fundido maleável e nodular 90 a 100 9000 a 10000 7.70
Cobre 110 a 125 11000 a 12500 8.91
Alumínio e suas ligas 65 a 75 6500 a 7500 2.71
Ligas de magnésio 36 a 47 3600 a 4700 1.80
Bronze fosforoso 110 11000 8.55
Molibdênio 331 33100 10.2
Chumbo 36.5 36500 11.4
Latão 106 10600 8.60
Resinas sintéticas 4 a16 400 a 1600 ---
Vidro 70 a 75 7000 a 7500 2.60
Madeira 10 1000
3.2. COEFICIENTES DE DILATAÇÃO TÉRMICA (α)
AQUECIMENTO ESFRIAMENTO
MATERIAL
α × 10-6
[cm/cm/o
C]
Aço carbono 11.7 -8.5
Aço rápido 11.0 -8.5
Ferro fundido branco 9.00 -8.0
Ferro fundido cinzento 10.4 -8.0
Cobre 16.2 -14
Bronze 18.0 -15
Latão 19.8 -16
Alumínio e suas ligas 21.6 -18
Chumbo 28.8 ---
Ligas de magnésio 25.2 -21
Resinas sintéticas 40-70 ---](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-96-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 96
ANEXO 4 - VALORES DOS AFASTAMENTOS PARA FUROS
TABELA A.1
Valor dos afastamentos para FUROS de qualidade 5 - IT5
Diâmetro
[mm]
de até
E 5 F 5 G 5 H 5 JS 5 K 5 M 5 N 5 P 5 R 5 S 5
+18 +10 +6 +4 +2 0 _ -4 -6 -10 -14
1 3
+14 +6 +2 0 -2 -4 -8 -10 -14 -18
+25 +15 +9 +5 +2.5 0 -3 -7 -11 -14 _
3 6
+20 +10 +4 0 -2.5 -5 -8 -12 -16 -19
+31 +19 +11 +6 +3 +1 -4 -8 -13 -17 _
6 10
+25 +13 +5 0 -3 -5 -10 -14 -19 -23
+40 +24 +14 +8 +4 +2 -4 -9 -15 -20 _
10 18
+32 +16 +6 0 -4 -6 -12 -17 -23 -28
+49 +29 +16 +9 +4.5 +1 -5 -12 -19 -25 _
18 30
+40 +20 +7 0 -4.5 -8 -14 -21 -28 -34
+61 +36 +20 +11 +5 +2 -5 -13 -22 -30 _
30 50
+50 +25 +9 0 -6 -9 -16 -24 -33 -41
-36 _
50 65
+73 +43 +23 +13 +6 +3 -6 -15 -27 -49
+60 +30 +10 0 -7 -10 -19 -28 -40 -38 _
65 80
-51
-46 _
80 100
+87 +51 +27 +15 +7 +2 -8 -18 -32 -61
+72 +36 +12 0 -8 -13 -23 -33 -47 -49 _
100 120
-64
-57 _
120 140
--75
+103 +61 +32 +18 +9 +3 -9 -21 -37 -59 _
140 160
+85 +43 +14 0 -9 -15 -27 -39 -55 -77
-62 _
160 180
-80
-71 _
180 200
-91
+120 +70 +35 +20 +10 +2 -11 -25 -44 -74 _
200 225
+100 +50 +15 0 -10 -18 -31 -45 -64 -94
-78 _
225 250
-98
-87 _
250 280
+133 +79 +40 +23 +11 +3 -13 -27 -49 -110
+110 +56 +17 0 -12 -20 -36 -50 -72 -91 _
280 315
-114
-101 _
315 355
+150 +87 +43 +25 +12 +3 -14 -30 -55 -126
+125 +62 +18 0 -13 -22 -39 -55 -80 -107 _
355 400
-132
-119 _
400 450
+162 +95 +47 +27 +13 +2 -16 -33 -61 -146
+135 +68 +20 0 -14 -25 -43 -60 -88 -125 _
450 500
-152](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-97-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 97
TABELA A.2
Valor dos afastamentos para FUROS de qualidade 6 - IT 6
Diâmetro
[mm] D 6 E 6 F6 G 6 H 6 J 6 JS6 K 6 M 6 N 6 P 6 R 6 S 6 T 6 U 6 V 6 X 6
de até
1 3 +26 +20 +12 +8 +6 +2 +3 0 _ -4 -6 -10 -14 _ -24 _ -20
+20 +14 +6 +2 0 -4 -3 -6 -10 -12 -16 -20 -18 -26
3 6 +38 +28 +18 +12 +8 +5 +4 +2 -1 -5 -9 -12 -16 _ -20 _ -25
+30 +20 +10 +4 0 -3 -4 -6 -9 -13 -17 -20 -24 -28 -33
6 10 +49 +34 +22 +14 +9 +5 +4,5 +2 -3 -7 -12 -16 -20 _ -25 _ -31
+40 +25 +13 +5 0 -4 -4,5 -7 -12 -16 -21 -25 -29 -34 -40
10 14 _ -37
+61 +43 +27 +17 +11 +6 +5 +2 -4 -9 -15 -20 -25 _ -30 -48
14 18 +50 +32 +16 +6 0 -5 -6 -9 -15 -20 -26 -31 -36 -41 -36 -42
-47 -53
18 24 _ -37 -43 -50
+78 +53 +33 +20 +13 +8 +6 +2 -4 -11 -18 -24 -31 -50 -56 -63
24 30 +65 +40 +20 +7 0 -5 -7 -11 -17 -24 -31 -37 -44 -37 -44 -51 -60
-50 -57 -64 -73
30 40 -43 -55 -63 -75
+96 +66 +41 +25 +16 +10 +8 +3 -4 -12 -21 -29 -38 -59 -71 -79 -91
40 50 +80 +50 +25 +9 0 -6 -8 -13 -20 -28 -37 -45 -54 -49 -65 -76 -92
-65 -81 -92 -108
50 65 -35 -47 -60 -81 -96 -116
+119 +79 +49 +29 +19 +13 +9 +4 -5 -14 -26 -54 -66 -79 -100 -115 -135
65 80 +100 +60 +30 +10 0 -6 -10 -15 -24 -32 -45 -37 -53 -69 -96 -114 -140
-56 -72 -88 -115 -133 -159
80 100 -44 -64 -84 -117 -139 -171
+142 +94 +58 +34 +22 +16 +11 +4 -6 -16 -30 -66 -86 -106 -139 -161 -193
100 120 +120 +72 +36 +12 0 -6 -11 -18 -28 -38 -52 -47 -72 -97 -137 -165 -203
-69 -94 -119 -159 -187 -225
120 140 -56 -85 -115 -163 -195 -241
-81 -110 -140 -188 -220 -266
140 160 +170 +110 +68 +39 +25 +18 +12 +4 -8 -20 -36 -58 -93 -127 -183 -221 -273
+145 +85 +43 +14 0 -7 -13 -21 -33 -45 -61 -83 -118 -152 -208 -246 -298
160 180 -61 -101 -139 -203 -245 -303
-86 -126 -164 -288 -270 -328
180 200 -68 -113 -157 -227 -275 -341
-97 -142 -186 -256 -304 -370
200 225 +199 +129 +79 +44 +29 +22 +14 +5 -8 -22 -41 -71 -121 -171 -249 -301 -376
+170 +100 +50 +15 0 -7 -15 -24 -37 -51 -70 -
100
-150 -200 -278 -330 -405
225 250 -75 -131 -187 -275 -331 -416
-
104
-160 -216 -304 -360 -445
250 280 -85 -149 -209 -306 -376 -466
+222 +142 +88 +49 +32 +25 +16 +5 -9 -25 -47 -
117
-181 -241 -338 -408 -498
280 315 +190 +110 +56 +17 0 -7 -16 -27 -41 -57 -79 -89 -161 -231 -341 -416 -516
-
121
-193 -263 -373 -448 -548
315 355 -97 -179 -257 -379 -464 -579
+246 +161 +98 +54 +36 +29 +18 +7 -10 -26 -51 -
133
-215 -293 -415 -500 -615
355 400 +210 +125 +62 +18 0 -7 -18 -29 -46 -62 -87 -
103
-197 -283 -424 -519 -649
-
139
-233 -319 -460 -555 -685
400 450 -
113
-219 -317 -477 -582 -727
+270 +175 +108 +60 +40 +35 +20 +8 -10 -27 -55 -
153
-259 -357 -517 -622 -767
450 500 +230 +135 +68 +20 0 -7 -20 -32 -50 -67 -95 -
119
-239 -347 -527 -647 -807
-
159
-279 -387 -567 -687 -847](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-98-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 98
TABELA A.3
Valor dos afastamentos para FUROS de qualidade 7 - IT 7
Diâmetro
[mm] D7 E7 F7 G7 H7 J7 JS7 K7 M7 N7 P7 R7 S7 T7 U7 V7 X7 Y7 Z7 ZA7
de até
1 3 +30 +24 +16 +12 +10 +4 +5 0 _ _ -6 -10 -14 _ -28 _ -20 _ -26 -32
+20 +14 +6 +2 0 -6 -5 -10 -16 -20 -24 -18 -30 -36 -42
3 6 +42 +32 +22 +16 +12 +6 +6 +3 0 -4 -8 -11 -15 _ -19 _ -24 _ -31 -38
+30 +20 +10 +4 0 -6 -6 -9 -12 -16 -20 -23 -27 -31 -36 -43 -50
6 10 +55 +40 +28 +20 +15 +8 +7 +5 0 -4 -9 -13 -17 _ -22 _ -28 _ -36 -46
+40 +25 +13 +5 0 -7 -8 -10 -15 -19 -24 -28 -32 -37 -43 -51 -61
10 14 _ -33 _ -43 -57
+68 +50 +34 +24 +18 +10 +9 +6 0 -5 -11 -16 -21 _ -26 -51 -61 -75
14 18 +50 +32 +16 +6 0 -8 -9 -12 -18 -23 -29 -34 -39 -44 -32 -38 _ -53 -70
-50 -56 -71 -88
18 24 _ -33 -39 -46 -55 -65 _
+86 +61 +41 +28 +21 +12 +10 +6 0 -7 -14 -20 -27 -54 -60 -67 -76 -86
24 30 +65 +40 +20 +7 0 -9 -11 -15 -21 -28 -35 -41 -48 -33 -40 -47 -56 -67 -80 _
-54 -61 -68 -77 -88 -101
30 40 -39 -51 -59 -71 -85 -103 _
+105 +75 +50 +34 +25 +14 +12 +7 0 -8 -17 -25 -34 -64 -76 -84 -96 -110 -128
40 50 +80 +50 +25 +9 0 -11 -13 -18 -25 -33 -42 -50 -59 -45 -61 -72 -88 -105 -127 _
-70 -86 -97 -113 -130 -152
50 65 -30 -42 -55 -76 -91 -111 -133 -161 _
+130 +90 +60 +40 +30 +18 +15 +9 0 -9 -21 -60 -72 -85 -106 -121 -141 -163 -191
65 80 +100 +60 +30 +10 0 -12 -15 -21 -30 -39 -51 -32 -48 -64 -91 -109 -135 -163 -199 _
-62 -78 -94 -121 -139 -165 -193 -229
80 100 -38 -58 -78 -111 -133 -165 -201 -245 _
+155 +107 +71 +47 +35 +22 +17 +10 0 -10 -24 -73 -93 -113 -146 -168 -200 -236 -280
100 120 +120 +72 +36 +12 0 -13 -18 -25 -35 -45 -59 -41 -66 -91 -131 -159 -197 -241 -297 _
-76 -101 -126 -166 -194 -232 -276 -332
120 140 -48 -77 -107 -155 -187 -233 -285 -350 _
-88 -117 -147 -195 -227 -273 -325 -390
140 160 +185 +125 +83 +54 +40 +26 +20 +12 0 -12 -28 -50 -85 -119 -175 -213 -265 -325 -400 _
+145 +85 +43 +14 0 -14 -20 -28 -40 -52 -68 -90 -125 -159 -215 -253 -305 -365 -440
160 180 -53 -93 -131 -195 -235 -295 -365 -450 _
-93 -133 -171 -235 -277 -335 -405 -490
180 200 -60 -105 -149 -219 -267 -333 -408 -503 _
-106 -151 -195 -265 -313 -379 -454 -549
200 225 +216 +146 +96 +61 +46 +30 +23 +13 0 -14 -33 -63 -113 -163 -241 -293 -368 -453 -558 _
+170 +100 +50 +15 0 -16 -23 -33 -46 -60 -79 -109 -159 -209 -287 -339 -414 -499 -604
225 250 -67 -123 -179 -267 -323 -408 -50? -623 _
-113 -169 -223 -313 -369 -454 -559 -669
250 280 -74 -138 -198 -295 -365 -455 -560 -690 _
+242 +162 +108 +69 +52 +36 +26 +16 0 -14 -36 -126 -190 -250 -347 -417 -507 -612 -742
280 315 +190 +110 +56 +17 0 -16 -26 -36 -52 -66 -88 -78 -150 -220 -330 -405 -505 -630 -770 _
-130 -202 -272 -382 -457 -557 -682 -822
315 355 -87 -169 -247 -369 -454 -569 -709 -879 _
+267 +182 +119 +75 +57 +39 +28 +17 0 -16 -41 -144 -226 -304 -426 -511 -626 -766 -936
355 400 +210 +125 +62 +18 0 -18 -29 -40 -57 -73 -98 -93 -187 -273 -414 -509 -639 -799 -979 _
-150 -244 -330 -471 -566 -696 -856 -1036
400 450 -103 -209 -307 -467 -572 -717 -897 -1077 _
+293 +198 +131 +83 +63 +43 +31 +18 0 -17 -45 -166 -272 -370 -530 -635 -780 -960 -1140
450 500 +230 +135 +68 +20 0 -20 -32 -45 -63 -80 -108 -109 -229 -337 -517 -637 -797 -977 -1227 _
-172 -292 -400 -580 -700 -860 -1040 -1290](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-99-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 99
TABELA A.4
Valor dos afastamentos para FUROS de qualidade 8 - IT 8
Diâmetro
[mm] B8 C8 D8 E8 F8 H8 J8 JS8 K8 M8 N8 P8 R8 Z8 ZA8 ZB8 ZC8
de até
1 3 +154 +74 +34 +28 +20 +14 +6 +7 0 _ _ _ -10 -26 -32 -40 -60
+140 +60 +20 +14 +6 0 -8 -7 -14 -24 -40 -46 -54 -74
3 6 +158 +88 +48 +38 +28 +18 +10 +9 +5 +2 -2 -12 -15 -35 -42 -50 -80
+140 +70 +30 +20 +10 0 -8 -9 -13 -16 -20 -30 -33 -53 -60 -68 -98
6 10 +172 +102 +62 +47 +35 +22 +12 +11 +6 +1 -3 -15 -19 -42 -52 -67 -97
+150 +80 +40 +25 +13 0 -10 -11 -16 -21 -25 -37 -41 -64 -74 -89 -119
10 14 -50 -64 -90 -130
+177 +122 +77 +59 +43 +27 +15 +13 +8 +2 -3 -18 -23 -77 -91 -117 -157
14 18 +150 +95 +50 +32 +16 0 -12 -14 -19 -25 -30 -45 -50 -60 -77 -108 -150
-87 -104 -135 -177
18 24 -73 -98 -136 -188
+193 +143 +98 +76 +53 +33 +20 +16 +10 +4 -3 -22 -28 -106 -131 -169 -221
24 30 +160 +110 +65 +40 +20 0 -13 -17 -23 -29 -36 -55 -61 -88 -118 -160 -218
-121 -151 -193 -251
30 40 +209 +159 -112 -148 -200 _
+170 +120 +119 +89 +64 +39 +24 +19 +12 +5 -3 -26 -34 -151 -187 -239
40 50 +219 +169 +80 +50 +25 0 -15 -20 -27 -34 -42 -65 -73 -136 -180 -242 _
+180 +130 -175 -219 -281
50 65 +236 +186 -41 -172 -226 -300 _
+190 +140 +146 +106 +76 +46 +28 +23 +14 +5 -4 -32 -87 -218 -272 -346
65 80 +246 +196 +100 +60 +30 0 -18 -23 -32 -41 -50 -78 -43 -210 -274 -360 _
+200 +150 -89 -256 -320 -406
80 100 +274 +224 -51 -258 -335 _ _
+220 +170 +174 +126 +90 +54 +34 +27 +16 +6 -4 -37 -105 -312 -389
100 120 +294 +234 +120 +72 +36 0 -20 -27 -38 -48 -58 -91 -54 -310 -400 _ _
+240 +180 -108 -364 -454
120 140 +323 +263 -63 -365 _ _ _
+260 +200 -126 -428
140 160 +343 +273 +208 +148 +106 +63 +41 +31 +20 +8 -4 -43 -65 -415 _ _ _
+280 +210 +145 +85 +43 0 -22 -32 -43 -55 -67 -106 -128 -478
160 180 +373 +293 -68 -465 _ _ _
+310 +230 -131 -528
180 200 +412 +312 -77 -520 _ _ _
+340 +240 -149 -592
200 225 +452 +332 +242 +172 +122 +72 +47 +36 +22 +9 -5 -50 -80 -575 _ _ _
+380 +260 +170 +100 +50 0 -25 -36 -50 -63 -77 -122 -152 -647
225 250 +492 +352 -84 -640 _ _ _
+420 +280 -156 -712
250 280 +561 +381 -94 -710 _ _ _
+480 +300 +271 +191 +137 +81 +55 +40 +25 +9 -5 -56 -175 -791
280 315 +621 +411 +190 +110 +56 0 -26 -41 -56 -72 -86 -137 -98 -790 _ _ _
+540 +330 -179 -871
315 355 +689 +449 -108 -900 _ _ _
+600 +360 +299 +214 +151 +89 +60 +44 +28 +11 -5 -62 -197 -989
355 400 +769 +489 +210 +125 +62 0 -29 -45 -61 -78 -94 -151 -114 -1000 _ _ _
+680 +400 -203 -1089
400 450 +857 +537 -126 -1100 _ _ _
+760 +440 +327 +232 +165 +97 +66 +48 +29 +11 -6 -68 -223 -1197
450 500 +937 +577 +230 +135 +68 0 -31 -49 -68 -86 -103 -165 -132 -1250 _ _ _
+840 +480 -229 -1347](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-100-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 100
TABELA A.5
Valor dos afastamentos para FUROS de qualidade 9 - IT 9
Diâmetro
[mm] A9 B9 C9 D9 E9 F9 H9 JS9 N9 P9 ZB9 ZC9
de até
1 3 +295
+270
+165
+140
+85
+60
+45
+20
+39
+14
+31
+6
+25
0
+12
-13
_ _ -40
-65
-60
-85
3 6 +300
+270
+170
+140
+100
+70
+60
+30
+50
+20
+40
+10
+30
0
+15
-15
0
-30
-12
-42
-50
-80
-80
-110
6 10 +316
+280
+186
+150
+116
+80
+76
+40
+61
+25
+49
+13
+36
0
+18
-18
0
-36
-15
-51
-67
-103
-97
-133
10 14
+333 +193 +138 +93 +75 +59 +43 +21 0 -18
-90
-133
-130
-173
14 18 +290 +150 +95 +50 +32 +16 0 -22 -43 -61 -108
-151
-150
-193
18 24
+352 +212 +162 +117 +92 +72 +52 +26 0 -22
-136
-188
-188
-240
24 30 +300 +160 +110 +65 +40 +20 0 -26 -52 -74 -160
-212
-218
-270
30 40 +372
+310
+272
+170
+182
+120 +142 +112 +87 +62 +31 0 -26
-200
-262
-274
-336
40 50 +382
+320
+242
+180
+192
+130
+80 +50 +25 0 -31 -62 -88 -242
-304
-325
-387
50 65 +414
+340
+264
+190
+214
+140 +174 +134 +104 +74 +37 0 -32
-300
-374
-405
-479
65 80 +437
+360
+274
+200
+224
+150
+100 +60 +30 0 -37 -74 -106 -360
-434
-480
-554
80 100 +467
+380
+307
+220
+257
+170 +207 +159 +123 +87 +43 0 -37
-445
-532
_
100 120 +497
+410
+327
+240
+267
+180
+120 +72 +36 0 -44 -87 -124 -525
-612
_
120 140 +560
+460
+360
+260
+300
+200
140 160 +620
+520
+380
+280
+310
+210
+245
+145
+185
+85
+143
+43
+100
0
+50
-50
0
-100
-43
-143
_ _
160 180 +680
+580
+410
+310
+330
+230
180 200 +775
+660
+455
+340
+355
+240
200 225 +855
+740
+495
+380
+375
+260
+285
+170
+215
+100
+165
+50
+115
0
+57
-58
0
-115
-50
-165
_ _
225 250 +935
+820
+535
+420
+395
+280
250 280 +1050
+920
+610
+480
+430
+300 +320 +240 +186 +130 +65 0 -56 _ _
280 315 +1180
+1050
+670
+540
+460
+330
+190 +110 +56 0 -65 -130 -186
315 355 +1340
+1200
+740
+600
+500
+360 +350 +265 +202 +140 +70 0 -62 _ _
355 400 +1490
+1350
+820
+680
+540
+400
+210 +125 +65 0 -70 -140 -202
400 450 +1655
+1500
+915
+760
+595
+440 +385 +290 +223 +155 +77 0 -68 _ _
450 500 +1805
+1650
+995
+840
+635
+480
+230 +135 +68 0 -78 -155 -223](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-101-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 101
TABELA A.6
Valor dos afastamentos para FUROS de qualidade 10 - IT 10
Diâmetro
[mm] D 10 E 10 H 10 JS 10 N 10
de até
1 3 +60
+20
+54
+14
+40
0
+20
-20
_
3 6 +78
+30
_ +48
0
+24
-24
_
6 10 +98
+40
_ +58
0
+29
-29
0
-58
10 18 +120
+50
_ +70
0
+35
-35
0
-70
18 30 +149
+65
_ +84
0
+42
-42
0
-84
30 50 +180
+80
_ +100
0
+50
-50
0
-100
50 80 +220
+100
_ +120
0
+60
-60
0
-120
80 120 +260
+120
_ +140
0
+70
-70
0
-140
120 180 +305
+145
_ +160
0
+80
-80
0
-160
180 250 +355
+170
_ +185
0
+92
-93
0
-185
250 315 +400
+190
_ +210
0
+105
-105
0
-210
315 400 +440
+210
_ +230
0
+115
-115
0
-230
400 500 +480
+230
_ +250
0
+125
-125
0
-250](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-102-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 102
TABELA A.7
Valor dos afastamentos para FUROS de qualidade 11 - IT 11
Diâmetro
[mm] A11 B11 C11 D11 H11 JS11 N11
de até
1 3 _ _ _ _ +60
0
+30
-30
_
3 6 +345
+270
+215
+140
+145
+70
+105
+30
+75
0
+37
-38
_
6 10 +370
+280
+240
+150
+170
+80
+130
+40
+90
0
+45
-45
0
-90
10 18 +400
+290
+260
+150
+205
+95
+160
+50
+110
0
+55
-55
0
-110
18 30 +430
+300
+290
+160
+240
+110
+195
+65
+130
0
+65
-65
0
-130
30 40 +470
+310
+330
+170
+280
+120 +240 +160 +80 0
40 50 +480
+320
+340
+180
+290
+130
+80 0 -80 -160
50 65 +530
+340
+380
+190
+330
+140 +290 +190 +95 0
65 80 +550
+360
+390
+200
+340
+150
+100 0 -95 -190
80 100 +600
+380
+440
+220
+390
+170 +340 +220 +110 0
100 120 +630
+410
+460
+240
+400
+180
+120 0 -110 -220
120 140 +710
+460
+510
+260
+450
+200
140 160 +770
+520
+530
+280
+460
+210
+395
+145
+250
0
+125
-125
0
-250
160 180 +830
+580
+560
+310
+480
+230
180 200 +950
+660
+630
+340
+530
+240
200 225 +1030
+740
+670
+380
+550
+260
+460
+170
+290
0
+145
-145
0
-290
225 250 +1110
+820
+710
+420
+570
+280
250 280 +1240
+920
+800
+480
+620
+300 +510 +320 +160 0
280 315 +1370
+1050
+860
+540
+650
+330
+190 0 -160 -320
315 355 +1560
+1200
+960
+600
+720
+360 +570 +360 +180 0
355 400 +1710
+1350
+1040
+680
+760
+400
+210 0 -180 -360
400 450 +1900
+1500
+1160
+760
+840
+440 +630 +400 +200 0
450 500 +2050
+1650
+1240
+840
+880
+480
+230 0 -200 -400](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-103-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 103
ANEXO 5 - VALORES DOS AFASTAMENTOS PARA EIXOS
TABELA A.8
Valor dos afastamentos para EIXOS de qualidade 4 - IT 4
Diâmetro
[mm] f 4 g 4 h 4 j s 4 k 4 m 4 n 4 p 4 r 4 s 4
de até
-6 -2 0 +1,5 +3 +5 +7 _ _ _
1 3
-9 -5 -3 -1,5 0 +2 +4
3 6
-10
-14
-4
-8
0
-4
+2
-2
+5
+1
+8
+4
+12
+8
+16
+12
+19
+15
+25
+19
6 10
-13
-17
-5
-9
0
-4
+2
-2
+5
+1
+10
+6
+14
+10
+19
+15
+23
+19
+27
+23
10 18
-16
-21
-6
-11
0
-5
+2,5
-2,5
+6
+1
+12
+7
+17
+12
+23
+18
+28+
23
+33
+28
18 30
-20
-26
-7
-13
0
-6
+3
-3
+8
+2
+14
+8
+21
+15
+28
+22
+34
+28
+41
+35
30 50
-25
-32
-9
-16
0
-7
+3,5
-3,5
+9
+2
+16
+9
+24
+17
+33
+26
+41
+34
+50
+43
50 65
-30 -10 0 +4 +10 +19 +28 +40
+49
+41
+61
+53
65 80
-38 -18 -8 -4 +2 +11 +20 +32 +51
+43
+67
+59
80 100
-36 -12 0 +5 +13 +23 +33 +47
+61
+51
+81
+71
100 120
-46 -22 -10 -5 +3 +13 +23 +37 +64
+54
+89
+79
120 140
+75
+63
+104
+92
140 160
-43
-55
-24
-26
0
-12
+6
-6
+15
+3
+27
+15
+39
+27
+55
+43
+77
+65
+112
+100
160 180
+80
+68
+120
+108
180 200
+91
+77
+136
+122
200 225
-50
-64
-15
-29
0
-14
+7
-7
+18
+4
+31
+17
+45
+31
+64
+50
+94
+80
+144
+130
225 250
+98
+84
+154
+140
250 280
-56 -17 0 +8 +20 +36 +50 +72
+110
+94
+174
+158
280 315
-72 -33 -16 -8 +4 +20 +34 +56 +114
+98
+186
+170
315 355
-62 -18 0 +9 +22 +39 +55 +80
+126
+108
+208
+190
355 400
-80 -36 -18 -9 +4 +21 +37 +62 +132
+114
+226
+208
400 450
-68 -20 0 +10 +25 +43 +60 +88
+146
+126
+252
+232
450 500
-88 -40 -20 -10 +5 +23 +40 +68 +152
+132
+272
+252](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-104-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 104
TABELA A.9
Valor dos afastamentos para EIXOS de quelidade 5 - IT 5
Diâmetro
[mm] d 5 e 5 f 5 g 5 h 5 j 5 js5 k 5 m 5 n 5 p 5 r 5 s 5 t 5 u 5 v 5 x 5
de até
1 3 _ -14 -6 -2 0 +2 +2 +4 _ +8 +10 +14 +18 _ +22 _ _
-18 -10 -6 -4 -2 -2 0 +4 +6 +10 +14 +18
3 6 -30 -20 -10 -4 0 +3 +2,5 +6 +9 +13 +17 +20 +24 _ +28 _ +33
-35 -25 -15 -9 -5 -2 -2,5 +1 +4 +8 +12 +15 +19 +23 +28
6 10 -40 -25 -13 -5 0 +4 +3 +7 +12 +16 +21 +25 +29 _ +34 _ +40
-46 -31 -19 -11 -6 -2 -3 +1 +6 +10 +15 +19 +23 +28 +34
10 14 _ +48
-50 -32 -16 -6 0 +5 +4 +9 +15 +20 +26 +31 +36 _ +41 +40
14 18 -58 -40 -24 -14 -8 -3 -4 +1 +7 +12 +18 +23 +28 +33 +47 +53
+39 +45
18 24 _ +50 +56 +63
-65 -40 -20 -7 0 +5 +4,5 +11 +17 +24 +31 +37 +44 +41 +47 +54
24 30 -74 -49 -29 -16 -9 -4 -4,5 +2 +8 +15 +22 +28 +35 +50 +57 +64 +73
+41 +48 +55 +64
30 40 +59 +71 +79 +91
-80 -50 -25 -9 0 +6 +6 +13 +20 +28 +37 +45 +54 +48 +60 +68 +80
40 50 -91 -61 -36 -20 -11 -5 -5 +2 +9 +17 +26 +34 +43 +65 +81 +92 +108
+54 +70 +81 +97
50 65 +54 +66 +79 +100 +115 +135
-100 -60 -30 -10 0 +6 +7 +15 +24 +33 +45 +41 +53 +66 +87 +102 +122
65 80 -113 -73 -43 -23 -13 -7 -6 +2 +11 +20 +32 +56 +72 +88 +115 +133 +159
+43 +59 +75 +102 +120 +146
80 100 +66 +86 +106 +139 +161 +193
-120 -72 -36 -12 0 +6 +8 +18 +28 +38 +52 +51 +71 +91 +124 +146 -178
100 120 -135 -87 -51 -27 -15 -9 -7 +3 +13 +23 +37 +69 +94 +119 +159 +187 +225
+54 +79 +104 +144 +172 +210
120 140 +81 +110 +140 +188 +220 +226
+63 +92 +122 +170 +202 +248
140 160 -145 -85 -43 -14 0 +7 +9 +21 +33 +45 +61 +83 +118 +152 +208 +246 +298
-163 -103 -61 -32 -18 -11 -9 +3 +15 +27 +43 +65 +100 +134 +190 +228 +280
160 180 +86 +126 +164 +228 +270 +328
+68 +108 +146 +210 +252 +310
180 200 +97 +142 +186 +256 +304 +370
+77 +122 +166 +236 +284 +350
200 225 -170 -100 -50 -15 0 +7 +10 +24 +37 +51 +70 +100 +150 +200 +278 +330 +405
-190 -120 -70 -35 -20 -13 -10 +4 +17 +31 +50 +80 +130 +180 +258 +310 +385
225 250 +104 +160 +216 +304 +360 +445
+84 +140 +196 +284 +340 +425
250 280 +117 +181 +241 +338 +408 +498
-190 -110 -56 -17 0 +7 +12 +27 +43 +57 +79 +94 +158 +218 +315 +385 +475
280 315 -213 -133 -79 -40 -23 -16 -11 +4 +20 +34 +56 +121 +193 +263 +373 +448 +548
+98 +170 +240 +350 +425 +525
315 355 +133 +215 +293 +415 +500 +615
-210 -125 -62 -18 0 +7 +13 +29 +46 +62 +87 +108 +190 +268 +390 +475 +590
355 400 -235 -150 -87 -43 -25 -18 -12 +4 +21 +37 +62 +139 +223 +319 +460 +555 +685
+114 +208 +294 +435 +530 +660
400 450 +153 +259 +357 +517 +622 +767
-230 -135 -68 -20 0 +7 +14 +32 +50 +67 +95 +126 +232 +330 +490 +595 +740
450 500 -257 -162 -95 -47 -27 -20 -13 +5 +23 +40 +68 +159 +279 +387 +567 +687 +847
+132 +252 +360 +540 +660 +820](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-105-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 105
TABELA A.10
Valor dos afastamentos para EIXOS de qualidade 6 - IT 6
Diâmetro
[mm] d6 e6 f6 g6 h6 j6 js6 k6 m6 n6
de até
1 3 -20 -14 -6 -2 0 +4 +3 +6 _ +10
-26 -20 -12 -8 -6 -2 -3 0 +4
3 6 -30 -20 -10 -4 0 +6 +4 +9 +12 +16
-38 -28 -18 -12 -8 -2 -4 +1 +4 +8
6 10 -40 -25 -13 -5 0 +7 +4,5 +10 +15 +19
-49 -34 -22 -14 -9 -2 -4,5 +1 +6 +10
10 14
-50 -32 -16 -6 0 +8 +6 +12 +18 +23
14 18 -61 -43 -27 -17 -11 -3 -5 +1 +7 +12
18 24
-65 -40 -20 -7 0 +9 +7 +15 +21 +28
24 30 -78 -53 -33 -20 -13 -4 -6 +2 +8 +15
30 40
-80 -50 -25 -9 0 +11 +8 +18 +25 +33
40 50 -96 -66 -41 -25 -16 -5 -8 +2 +9 +17
50 65
-100 -60 -30 -10 0 +12 +10 +21 +30 +39
65 80 -119 -79 -49 -29 -19 -7 -9 +2 +11 +20
80 100
-120 -72 -36 -12 0 +13 +11 +25 +35 +45
100 120 -142 -94 -58 -34 -22 -9 -11 +3 +13 +23
120 140
140 160 -145 -85 -43 -14 0 +14 +13 +28 +40 +52
-170 -110 -68 -39 -25 -11 -12 +3 +15 +27
160 180
180 200
200 225 -170 -100 -50 -15 0 +16 +15 +33 +46 +60
-199 -129 -79 -44 -29 -13 -14 +4 +17 +31
225 250
250 280
-190 -110 -56 -17 0 +16 +16 +36 +52 +66
280 315 -222 -142 -88 -49 -32 -16 -16 +4 +20 +34
315 355
-210 -125 -62 -18 0 +18 +18 +40 +57 +73
355 400 -246 -161 -98 -54 -36 -18 -18 +4 +21 +37
400 450
-230 -135 -68 -20 0 +20 +20 +45 +63 +80
450 500 -270 -175 -108 -60 -40 -20 -20 +5 +23 +40](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-106-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 106
TABELA A.10 (cont.)
Valor dos afastamentos para EIXOS de qualidade 6 - IT 6 (cont.)
Diâmetro
[mm] p6 r6 s6 t6 u6 v6 x6 y6 z6 za6
de até
1 3 +12 +16 +20 _ +24 _ +26 _ _ _
+6 +10 +14 +18 +20
3 6 +20 +23 +27 _ +31 _ +36 _ +43 +50
+12 +15 +19 +23 +2? +35 +42
6 10 +24 +28 +32 _ +37 _ +43 _ +51 +61
+15 +19 +23 +28 +34 +42 +52
10 14 _ +51 _ +61 +75
+29 +34 +39 _ +44 +40 +50 +64
14 18 +18 +23 +28 +33 +50 +56 _ +71 +88
+39 +45 +60 +77
18 24 _ +54 +60 +67 +76 +86 _
+35 +41 +48 +41 +47 +54 +63 +73
24 30 +22 +28 +35 +54 +61 +68 +77 +88 +101 _
+41 +48 +55 +64 +75 +88
30 40 +64 +76 +84 +96 +110 +128 _
+42 +50 +59 +48 +60 +68 +80 +94 +112
40 50 +26 +34 +43 +70 +86 +97 +113 +130 +152 _
+54 +70 +81 +97 +114 +136
50 65 +60 +72 +85 +106 +121 +141 +163 +191 _
+51 +41 +53 +66 +87 +102 +122 +144 +172
65 80 +32 +62 +78 +94 +121 +139 +165 +193 +229 _
+43 +59 +75 +102 +120 +146 +174 +210
80 100 +73 +93 +113 +146 +168 +200 +236 +280 _
+59 +51 +71 +91 +124 +146 +178 +214 +258
100 120 +37 +76 +101 +126 +166 +194 +232 +276 +332 _
+54 +79 +104 +144 +172 +210 +254 +310
120 140 +88 +117 +147 +195 +227 +273 +325 +390 _
+63 +92 +122 +170 +202 +248 +300 +365
140 160 +68 +90 +125 +159 +215 +253 +305 +365 +440 _
+43 +65 +100 +134 +190 +228 +280 +340 +415
160 180 +93 +133 +171 +235 +277 +335 +405 +490 _
+68 +108 +146 +210 +252 +310 +380 +465
180 200 +106 +151 +195 +265 +313 +379 +454 +549 _
+77 +122 +166 +236 +284 +350 +425 +520
200 225 +79 +109 +159 +209 +287 +339 +414 +499 +604 _
+50 +80 +130 +180 +258 +310 +385 +470 +575
225 250 +113 +169 +225 +313 +369 +454 +549 +669 _
+84 +140 +196 +284 +340 +425 +520 +640
250 280 +126 +190 +250 +347 +417 +507 +612 +742 _
+88 +94 +158 +218 +315 +385 +475 +580 +710
280 315 +56 +130 +202 +272 +382 +457 +557 +682 +822 _
+98 +170 +240 +350 +425 +525 +650 +790
315 355 +144 +226 +304 +426 +511 +626 +766 +936 _
+98 +108 +190 +268 +390 +475 +590 +730 +900
355 400 +62 +150 +244 +330 +471 +566 +696 +856 +1036 _
+114 +208 +294 +435 +530 +660 +820 +1000
400 450 +166 +272 +370 +530 +635 +780 +960 +1140 _
+108 +126 +232 +330 +490 +595 +740 +920 +1100
450 500 +68 +172 +292 +400 +580 +700 +860 +1040 +1290 _
+132 +252 +360 +540 +660 +820 +1000 +1250](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-107-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 107
TABELA A.11
Valor dos afastamentos para EIXOS de qualidade 7 - IT 7
Diâmetro
[mm] d7 e7 f7 g7 h7 j7 js7 k7 m7 n7 p7
de até
1 3 -20 -14 -6 _ 0 +6 +5 +10 _ _ +16
-30 -24 -16 -10 -4 -5 0 +6
3 6 -30
-42
-20
-32
-10
-22
_ 0
-12
+8
-4
+6
-6
+13
+1
+16
+4
+20
+8
+24
+12
6 10 -40
-55
-25
-40
-13
-28
_ -15 +10
-5
+8
-7
+16
+1
+21
+6
+25
+10
+30
+15
10 14
-50 -32 -16 -6 0 +12 +9 +19 +25 +30 +36
14 18 -68 -50 -34 -24 -18 -6 -98 +1 +7 +12 +18
18 24
-65 -40 -20 -7 0 +13 +11 +25 +29 +36 +43
24 30 -86 -61 -41 -28 -21 -8 -10 +2 +8 +15 +22
30 40
-80 -50 -25 -9 0 +15 +13 +27 +34 +42 +51
40 50 -105 -75 -50 -34 -25 -10 -12 +2 +9 +17 +26
50 65
-100 -60 -30 -10 0 +18 +15 +32 +41 +50 +62
65 80 -130 -90 -60 -40 -30 -12 -15 +2 +11 +20 +32
80 100
-120 -72 -36 -12 0 +20 +18 +38 +48 +58 +72
100 120 -155 -107 -71 -47 -35 -15 -17 +3 13 +23 +37
120 140
140 160 -145 -85 -43 -14 0 +22 +20 +43 +55 +67 +83
-185 -125 -83 -54 -40 -18 -20 +3 +15 +27 +43
160 180
180 200
200 225 -170 -100 -50 -15 0 +25 +23 +50 +63 +77 +96
-216 -146 -96 -61 -46 -21 -23 +4 +17 +31 +50
225 250
250 280
-190 -100 -56 -17 0 +26 +26 +56 +72 +86 +108
280 315 -242 -162 -108 -69 -52 -26 -26 +4 +20 +34 +56
315 355
-210 -125 -62 -18 0 +29 +29 +61 +78 +94 +119
355 400 -67 -182 -119 -75 -57 -28 -28 +4 +21 +37 +62
400 450
-230 -135 -68 -20 0 +31 +32 +68 +86 +103 +131
450 500 -293 -198 -131 -83 -63 -32 -31 +5 +23 +40 +68](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-108-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 108
TABELA A.11 (cont.)
Valor dos afastamentos para EIXOS de qualidade 7 - IT 7 (cont.)
Diâmetro
[mm] r7 s7 t7 u7 v7 x7 y7 z7 za7 zb7 zc7
de até
1 3 +20 +24 _ +28 _ +30 _ +36 +42 +50 +70
+10 +14 +18 +20 +26 +32 +40 +60
3 6 +27 +31 _ +35 _ +40 _ +47 +54 +62 +92
+15 +19 +23 +28 +35 +42 +50 +80
6 10 +34
+19
+38
+23
_ +43
+28
_ +49
+34
_ +57
+42
+67
+52
+82
+67
+112
+97
10 14
+41 +46 _ +51
_ +58
+40
_ +68
+50
+82
+64
+108
+90
_
14 18 +23 +28 +33 +57
+39
+63
+45
_ +78
+60
+95
+77
+126
+108
_
18 24
+49 +56
_ +62
+41
+68
+47
+75
+54
+84
+63
+94
+73
+119
+98
+157
+136
_
24 30 +28 +35 +62
+41
+69
+48
+76
+55
+85
+64
+96
+75
+109
+88
+139
+118
+181
+160
_
30 40
+59 +68
+73
+48
+85
+60
+93
+68
+105
+80
+119
+94
+137
+112
+173
+148
_ _
40 50 +34 +43 +79
+54
+95
+70
+106
+81
+122
+97
+139
+114
+161
+136
+205
+180
_ _
50 65 +71
+41
+83
+53
+96
+66
+117
+87
+132
+102
+152
+122
+174
+144
+202
+172
_ _ _
65 80 +73
+43
+89
+59
+105
+75
+132
+102
+150
+120
+176
+164
+204
+174
+240
+210
_ _ _
80 100 +86
+51
+106
+71
+126
+91
+159
+124
+181
+146
+213
+178
+249
+214
+293
+258
_ _ _
100 120 +89
+54
+114
+79
+139
+104
+179
+144
+207
+172
+245
+210
+289
+254
+345
+310
_ _ _
120 140 +103
+63
+132
+92
+162
+122
+210
+170
+242
+202
+288
+248
+340
+300
+405
+365
_ _ _
140 160 +105
+65
+140
+100
+174
+134
+230
+190
+268
+228
+320
+280
+380
+340
+455
+415
_ _ _
160 180 +108
+68
+148
+108
+186
+146
+250
+210
+292
+252
+350
+310
+420
+380
+505
+465
_ _ _
180 200 +123
+77
+168
+122
+212
+166
+282
+236
+330
+284
+396
+350
+471
+425
+566
+520
_ _ _
200 225 +126
+80
+176
+130
+226
+180
+304
+258
+356
+310
+431
+385
+516
+470
+621
+575
_ _ _
225 250 +130
+84
+186
+140
+242
+196
+330
+284
+386
+340
+471
+425
+566
+520
+686
+640
_ _ _
250 280 +146
+94
+210
+158
+270
+218
+367
+315
+437
+385
+527
+475
+632
+580
+762
+710
_ _ _
280 315 +150
+98
+222
+170
+292
+240
+402
+350
+477
+425
+577
+525
+702
+650
+842
+790
_ _ _
315 355 +165
+108
+247
+190
+325
+268
+447
+390
+532
+475
+647
+590
+787
+730
+957
+900
_ _ _
355 400 +171 +265 +351 +492 +587 +717 +877 +1057 _ _ _
+141 +208 +294 +435 +530 +660 +820 +1000
400 450 +189 +295 +393 +553 +658 +803 +983 +1163 _ _ _
+126 +232 +330 +490 +595 +740 +920 +1100
450 500 +195
+132
+315
+252
+423
+360
+603
+540
+723
+660
+883
+820
+1063
+1000
+1313
+1250
_ _ _](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-109-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 109
TABELA A.12
Valor dos afastamentos para EIXOS de qualidade 8 - IT 8
Diâmetro
[mm] b 8 c 8 d 8 e 8 f 8 h 8 j s 8 u 8 x 8 z b 8 z c 8
de até
1 3 -140 -60 -20 -14 -6 0 +7 +32 +34 +54 +74
-154 -74 -34 -28 -20 -14 -7 +18 +20 +40 +60
3 6 -140
-158
-70
-88
-30
-48
-20
-38
-10
-28
0
-18
+9
-9
+41
+23
+46
+28
+68
+50
+98
+80
6 10 -150
-172
-80
-102
-40
-62
-25
-47
-13
-35
0
-22
+11
-11
+50
+28
+56
+34
+89
+67
+119
+97
10 14
-150 -95 -50 -32 -16 0 +14 +60
+67
+40
+117
+90
+157
+130
14 18 -177 -122 -77 -59 -43 -27 -13 +33 +72
+45
+135
+108
+177
+150
18 24
-160 -110 -63 -40 -20 0 +17
+74
+41
+87
+54
+169
+136
+221
+188
24 30 -193 -143 -98 -73 -53 -33 -16 +81
+48
+97
+64
+193
+160
+251
+218
30 40 -170
-209
-120
-159 -80 -50 -25 0 +20
+99
+60
+119
+80
+239
+200
_
40 50 -180
-219
-130
-169
-119 -89 -64 -39 -19 +109
+70
+136
+97
+281
+242
_
50 65 -190
-236
-140
-186 -100 -60 -30 0 +23
+133
+87
+168
+122
+346
+300
_
65 80 -200
-246
-150
-196
-146 -106 -76 -46 -23 +148
+102
+192
+146
+406
+360
_
80 100 -220
-274
-170
-224 -120 -72 -36 0 +27
+178
+124
+232
+178
_ _
100 120 -240
-294
-180
-234
-174 -126 -90 -54 -27 +198
+144
+264
+210
_ _
120 140 -260
-323
-200
-263
+233
+170
+311
+248
_ _
140 160 -280
-343
-210
-273
-143
-208
-85
-148
-43
-106
0
-63
+32
-31
+253
+190
+343
+260
_ _
160 180 -310
-373
-230
-293
+273
+210
+373
+310
_ _
180 200 -340
-412
-240
-312
+308
+236
+422
+350
_ _
200 225 -380
-452
-260
-332
-170
-242
-100
-172
-50
-122
0
-72
+36
-36
+330
+258
+457
+385
_ _
225 250 -420
-490
-280
-352
+356
+284
+497
+425
_ _
250 280 -480
-561
-300
-381 -190 -110 -36 0 +41
+396
+315
+556
+475
_ _
280 315 -540
-621
-330
-411
-271 -191 -137 -81 -40 +431
+350
+606
+525
_ _
315 355 -600
-689
-360
-449 -210 -125 -62 0 +45
+479
+390
+679
+590
_ _
355 400 -680
-769
-400
-489
-299 -214 -151 -89 -44 +524
+435
+749
+660
_ _
400 450 -760
-857
-470
-537 -230 -135 -68 0 +49
+587
+490
+837
+740
_ _
450 500 -840
-937
-480
-577
-327 -232 -165 -97 -48 +637
+540
+917
+820
_ _](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-110-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 110
TABELA A.13
Valor dos afastamentos para EIXOS de qualidade 9 - IT 9
Diâmetro
[mm] a 9 b 9 c 9 d 9 e 9 f 9 h 9 j s 9
de até
1 3 -270 -140 -60 -20 -14 -6 0 +13
-295 -165 -85 -45 -39 -31 -25 -12
3 6 -270 -140 -70 -30 -20 -10 0 +15
-300 -170 -100 -60 -50 -40 -30 -15
6 10 -280 -150 -80 -40 -25 -13 0 +18
-316 -186 -116 -76 -61 -49 -36 -18
10 18 -290 -150 -95 -50 -32 -16 0 +22
-333 -193 -138 -93 -75 -59 -43 -21
18 30 -300 -160 -110 -65 -40 -20 0 +26
-352 -212 -162 -117 -92 -72 -52 -26
30 40 -310 -170 -120
-372 -232 -182 -80 -50 -25 0 +31
40 50 -320 -180 -130 -142 -112 -87 -62 -31
-382 -242 -192
50 65 -340 -190 -140
-414 -264 -214 -100 -60 -30 0 +37
65 80 -360 -200 -150 -174 -134 -104 -74 -37
-434 -274 -224
80 100 -380 -220 -170
-467 -307 -257 -120 -72 -36 0 +44
100 120 -410 -240 -180 -207 -159 -123 -87 -43
-497 -327 -267
120 140 -460 -260 -200
-560 -360 -300
140 160 -520 -280 -210 -145 -85 -43 0 +50
-620 -380 -310 -245 -185 -143 -100 -50
160 180 -580 -310 -230
-680 -410 -330
180 200 -660 -340 -240
-775 -455 -355
200 225 -740 -380 -260 -170 -100 -50 0 +58
-855 -495 -375 -285 -215 -165 -115 -57
225 250 -820 -420 -280
-935 -535 -395
250 280 -920 -480 -300
-1050 -610 -430 -190 -110 -56 0 +65
280 315 -1050 -540 -330 -320 -240 -186 -130 -65
-1180 -670 -460
315 355 -1200 -600 -360
-1340 -740 -500 -210 -125 -62 0 +70
355 400 -1350 -680 -400 -350 -265 -202 -140 -70
-1490 -820 -540
400 450 -1500 -760 -440
-1655 -915 -595 -230 -135 -68 0 +78
450 500 -1650 -840 -480 -385 -290 -223 -155 -77
-1850 -995 -635](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-111-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 111
TABELA A.14
Valor dos afastamentos para EIXOS de qualidade 10 - IT 10
Diâmetro
[mm] d10 h10 js10
de até
1 3 -20 0 +20
-60 -40 -20
3 6 -30 0 +24
-78 -48 -24
6 10 -40 0 +29
-98 -58 -29
10 18 -50 0 +35
-120 -70 -35
18 30 -65 0 +42
-149 -84 -42
30 50 -80 0 +50
-180 -100 -50
50 80 -100 0 +60
-220 -120 -60
80 120 -120 0 +70
-260 -140 -70
120 180 -145 0 +80
-305 -160 -80
180 250 -170 0 +93
-355 -185 -92
250 315 -190 0 +105
-400 -210 -105
315 400 -210 0 +115
-440 -230 -115
400 500 -230 0 +125
-480 -250 -125](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-112-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 112
TABELA A.15
Valor dos afastamentos para EIXOS de qualidade 11 - IT 11
Diâmetro
[mm] a11 b11 c11 d11 h11 js11
de até
1 3 _ _ _ _ 0 +30
-60 -30
3 6 -270 -140 -70 -30 0 +38
-345 -215 -145 -105 -75 -37
6 10 -280 -150 -80 -40 0 +45
-370 -240 -170 -130 -90 -45
10 18 -290 -150 -95 -50 0 +55
-400 -260 -205 -160 -110 -55
18 30 -300 -160 -110 -65 0 +65
-430 -290 -240 -195 -130 -65
30 40 -310 -170 -120
-470 -330 -280 -80 0 +80
40 50 -320 -180 -130 -240 -160 -80
-480 -340 -290
50 65 -340 -190 -140
-530 -380 -330 -100 0 +95
65 80 -360 -200 -150 -290 -190 -95
-550 -390 -340
80 100 -380 -220 -170
-600 -440 -390 -120 0 +110
100 120 -410 -240 -180 -340 -220 -110
-630 -460 -400
120 140 -460 -260 -200
-710 -510 -450
140 160 -520 -280 -210 -145 0 -125
-770 -530 -460 -395 -250 -125
160 180 -580 -310 -230
-830 -560 -480
180 200 -660 -340 -240
-950 -630 -530
200 225 -740 -380 -260 -170 0 +145
-1030 -670 -550 -460 -290 -145
225 250 -820 -420 -280
-1110 -710 -570
250 280 -920 -480 -300
-1240 -800 -620 -190 0 +160
280 315 -1050 -540 -330 -510 -320 -160
-1370 -860 -650
315 355 -1200 -600 -360
-1560 -960 -720 -210 0 +180
355 400 -1350 -680 -400 -570 -360 -180
-1710 -1040 -760
400 450 -1500 -760 -440
-1900 -1160 -840 -230 0 +200
450 500 -1650 -840 -480 -630 -400 -200
-2050 -1240 -880](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-113-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 113
ANEXO 6 - VALORES DOS AFASTAMENTOS PARA FUROS E EIXOS
500 mm < D < 1000 mm.
TABELA A.16.1
Valor dos afastamentos dos FUROS para as qualidades 7 e 8 de 500 a 1000 mm.
IT 7 IT 8Diâmetro
[mm]
de até G 7 H 7 J 7 P 7 R 7 S 7 T 7 U 7 E 8 F 8 H 8 J 8
500 560 -150 -280 -400 -600
+92 +70 +35 -78 -220 -350 -470 -670 +265 +188 +110 +55
560 630 +22 0 -35 -148 -155 -310 -450 -660 +155 +78 0 -55
-225 -380 -520 -730
630 710 -175 -340 -500 -740
+108 +80 +40 -88 -255 -420 -580 -820 +300 +213 +125 +62
710 800 +28 0 -40 -168 -185 -380 -560 -840 +175 +88 0 -63
-265 -460 -640 -920
800 900 -210 -430 -620 -940
+126 +90 +45 -100 -300 -520 -710 -1030 +340 +240 +140 +70
900 1000 +36 0 -45 -190 -220 -470 -680 -1050 +200 +100 0 -70
-310 -560 -770 -1140
TABELA A.16.2
Valor dos afastamentos dos FUROS para as qualidades 9, 10 e 11 de 500 a 1000 mm.
IT 9 IT 10 IT 11Diâmetro
[mm]
mais de até E 9 F 9 H 9 J9 D 10 H 10 J 10 H 11 J 11
500 560
+330 +253 +175 +87 +540 +280 +140 +440 +220
+155 +78 0 -88 +260 0 -140 0 -220
560 630
630 710
+375 +288 +200 +100 +620 +320 +160 +500 +250
+175 +88 0 -100 +300 0 -160 0 -250
710 800
800 900
+430 +330 +230 +115 +700 +360 +180 +560 +280
+200 +100 0 -115 +340 0 -180 0 -280
900 1000](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-114-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 114
ANEXO 6 - VALORES DOS AFASTAMENTOS PARA FUROS E EIXOS (cont.)
500 mm < D < 1000 mm.
TABELA A.17.1
Valor dos afastamentos dos EIXOS para as qualidades 7 e 8 de 500 a 1000 mm.
Diâmetro IT7 IT 8
[mm]
de até g 7 h 7 j 7 k 7 m7 n 7 p 7 r 7 s 7 t 7 u 7 e 8 f 8 h 8 j 8 k 8
500 560 +220 +350 +470 +670
-22 0 +35 +70 +96 +114 +148 +150 +280 +400 +600 -155 -78 0 +55 +110
560 630 -92 -70 -35 0 +26 +44 +78 +225 +380 +520 +730 -265 -188 -110 -55 0
+155 +310 +450 +660
630 710 +255 +420 +580 +820
-28 0 +40 +80 +110 +130 +168 +175 +340 +500 +740 -175 -88 0 +63 +125
710 800 -108 -80 -40 0 +30 +50 +88 +265 +460 +640 +920 -300 -213 -125 -62 0
+185 +380 +560 +840
800 900 +300 +520 +710 +1030
-36 0 +45 +90 +124 +146 +190 +210 +430 +620 +940 -200 -1?0 0 +70 +140
900 1000 -126 -90 -45 0 +34 +56 +100 +310 +560 +770 +1140 -340 -240 -140 -70 0
+220 +470 +680 +1050
TABELA A.17.2
Valor dos afastamentos dos EIXOS para as qualidades 9, 10 e 11 de 500 a 1000 mm.
Diâmetro IT 9 IT 10 IT 11
[mm]
de até e 9 f 9 h 9 j 9 d 10 h 10 j 10 h 11 j 11
500 560
-155 -78 0 +88 -260 0 +140 0 +220
560 630 -330 -253 -175 -87 -540 -280 -140 -440 -220
630 710
-175 --88 0 +100 -300 0 +160 0 +250
710 800 -375 -288 -200 -100 -620 -320 -160 0 -250
800 900
-200 -100 0 +115 -340 0 +180 0 +280
900 1000 -430 -330 -230 -115 -700 -360 -180 -560 -280](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-115-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 115
ANEXO 7 - VALOR DOS AFASTAMENTOS PARA PEÇAS ISOLADAS
TABELA A.18
Valor dos afastamentos dos FUROS de qualidade 12 a 16*
Diâmetro
[mm] H 12 JS 12 H 13 JS 13 H 14 JS 14 H 15 JS 15 H 16 JS 16
de até
1 3 +100 +50 +140 +70 +250 +125 +400 +200 +600 +300
0 -50 0 -70 0 -125 0 -200 0 -300
3 6 +120 +60 +180 +90 +300 +150 +480 +240 +750 +375
0 -60 0 -90 0 -150 0 -240 0 -375
6 10 +150 +75 +220 +110 +360 +180 +580 +290 +900 +450
0 -75 0 -110 0 -180 0 -290 0 -450
10 18 +180 +90 +270 +135 +430 +215 +700 +350 +1100 +550
0 -90 0 -135 0 -215 0 -350 0 -550
18 30 +210 +105 +350 +165 +520 +260 +840 +420 +1300 +650
0 -105 0 -165 0 -260 0 -420 0 -650
30 50 +250 +125 +390 +195 +620 +310 +1000 +500 +1600 +800
0 -125 0 -195 0 -310 0 -500 0 -800
50 80 +300 +150 +460 +230 +740 +370 +1200 +600 +1900 +950
0 -150 0 -230 0 -370 0 -600 0 -950
80 120 +350 +175 +540 +270 +870 +435 +1400 +700 +2200 +1100
0 -175 0 -270 0 -435 0 -700 0 -1100
120 180 +400 +200 +630 +315 +1000 +500 +1600 +800 +2500 +1250
0 -200 0 -315 0 -500 0 -800 0 -1250
180 250 +460 +230 +720 +360 +1150 +575 +1850 +925 +2900 +1450
0 -230 0 -720 0 -575 0 -925 0 -1450
250 315 +520 +260 +810 +405 +1300 +650 +2100 +1050 +3200 +1600
0 -260 0 -405 0 -650 0 -1050 0 -1600
315 400 +570 +285 +890 +445 +1400 +700 +2300 +1150 +3600 +1800
0 -285 0 -445 0 -700 0 -1150 0 -1800
400 500 +630 +315 +970 +485 +1550 +775 +2500 +1250 +4000 +2000
0 -315 0 -485 0 -775 0 -1250 0 -2000
*As qualidades 12 a 16 são previstas somente para peças isoladas.](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-116-320.jpg)
![DEM/UFRJ Flávio de Marco/José Stockler 116
ANEXO 7 - VALOR DOS AFASTAMENTOS PARA PEÇAS ISOLADAS (cont.)
TABELA A.19
Valor dos afastamentos dos EIXOS de qualidade 12 a 16*
Diâmetro
[mm]
mais de até
h 12 js 12 h 13 js 13 h 14 js 14 h 15 js 15 h 16 js 16
0 +50 0 +70 0 +125 0 +200 0 +300
1 3
-100 -50 -140 -70 -250 -125 -400 -200 -600 -300
0 +60 0 +90 0 +150 0 +240 0 -375
3 6
-120 -60 -180 -90 -300 -150 -480 -240 -750 -375
0 +75 0 +110 0 +180 0 +290 0 +450
6 10
-150 -75 -220 -110 -360 -180 -580 -290 -900 -450
0 +90 0 +135 0 +215 0 +350 0 +550
10 18
-180 -90 -270 -135 -430 -215 -700 -350 -1100 -550
0 +105 0 +165 0 +260 0 +420 0 +650
18 30
-210 -105 -330 -165 -520 -260 -840 -420 -1300 -650
0 +125 0 +195 0 +310 0 +500 0 +800
30 50
-250 -125 -390 -195 -620 -310 -1000 -500 -1600 -800
0 +150 0 +230 0 +370 0 +600 0 +950
50 80
-300 -150 -460 -230 -740 -370 -1200 -600 -1900 -950
0 +175 0 +270 0 +435 0 +700 0 +1100
80 120
-350 -175 -540 -270 -870 -435 -1400 -700 -2200 -1100
0 +200 0 +315 0 +500 0 +800 0 +1250
120 180
-400 -200 -630 -315 -1000 -300 -1600 -800 -2500 -1250
0 +230 0 +360 0 +575 0 +925 0 +1450
180 250
-460 -230 -720 -360 -1150 -575 -1850 +925 -2900 -1450
0 +260 0 +405 0 +650 0 +1050 0 +1600
250 315
-520 -260 -810 -405 -1300 -650 -2100 -1050 -3200 -1600
0 +285 0 +445 0 +700 0 +1150 0 +1800
315 400
-570 -285 -890 -445 -1400 -700 -2300 -1150 -3600 -1800
0 +315 0 +485 0 +775 0 +1250 0 +2000
400 500
-630 -315 -970 -485 -1550 -775 -2500 -1250 -4000 -2000
*As qualidades 12 a 16 são previstas somente para peças isoladas.](https://image.slidesharecdn.com/apostilademetrologia2009-170827233758/85/Apostila-de-metrologia_2009-117-320.jpg)






Este documento apresenta os principais conceitos e definições da metrologia e da ajustagem mecânica. Aborda o histórico das medidas e unidades de medição, conceitos como metrologia, metro e sistema métrico decimal. Explica a importância da intercambialidade de peças e da determinação de tolerâncias dimensionais para a produção em larga escala. Por fim, introduz os princípios gerais da ajustagem mecânica que serão detalhados nos capítulos seguintes.















































