Transferir como PDF, PPTX


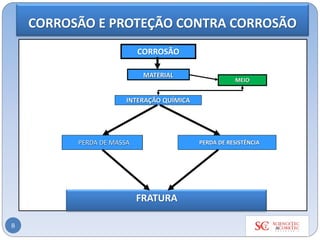


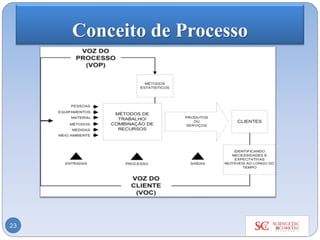

O documento aborda a corrosão e a importância do controle estatístico de processos na garantia da qualidade dos produtos. A corrosão é definida como um fenômeno natural, cujas consequências podem afetar a qualidade e a viabilidade econômica dos produtos, e o controle estatístico visa minimizar variações que comprometam a qualidade. O texto também detalha métodos de prevenção e controle da corrosão e enfatiza a necessidade de entender seus mecanismos para um manejo adequado.





















































