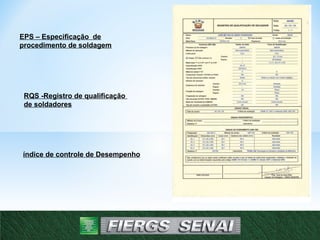
Soldagem de metaisnão ferrosos
em geral e aços inoxidáveis.
Gases de proteção conforme norma AWS:
Hélio 100%;
Argonio 100%;
Argônio + 1% de O2;
Argônio +3% de O2;
Argônio + 5 a 10% de O2.
3.
Processo parasoldagem dos metais ferrosos.
Gases de proteção conforme norma aws:
co2;
O2 (5 a 10%) + c02 (restante);
Co2 (15 a 30%) Argônio (restante);
O2 (5 a 15%) + Argônio (restante);
N2 (25 a 30% + argônio (restante).
4.
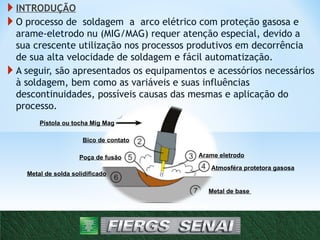
INTRODUÇÃO
Oprocesso de soldagem a arco elétrico com proteção gasosa e
arame-eletrodo nu (MIG/MAG) requer atenção especial, devido a
sua crescente utilização nos processos produtivos em decorrência
de sua alta velocidade de soldagem e fácil automatização.
A seguir, são apresentados os equipamentos e acessórios necessários
à soldagem, bem como as variáveis e suas influências
descontinuidades, possíveis causas das mesmas e aplicação do
processo.
4
Pistola ou tocha Mig Mag
Bico de contato
Arame eletrodo
Atmosféra protetora gasosa
Poça de fusão
Metal de solda solidificado
Metal de base
5.
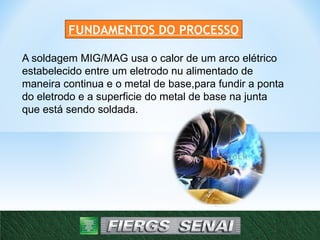
FUNDAMENTOS DO PROCESSO
Asoldagem MIG/MAG usa o calor de um arco elétrico
estabelecido entre um eletrodo nu alimentado de
maneira continua e o metal de base,para fundir a ponta
do eletrodo e a superficie do metal de base na junta
que está sendo soldada.
6.
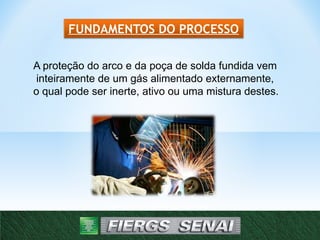
FUNDAMENTOS DO PROCESSO
Aproteção do arco e da poça de solda fundida vem
inteiramente de um gás alimentado externamente,
o qual pode ser inerte, ativo ou uma mistura destes.
7.
PROCESSO AUTOMÁTICO PROCESSOSEMI-AUTOMÁTICO
Ângulo de trabalho;
Ângulo de deslocamento;
Velocidade de deslocamento;
Técnica de deposição.
Distância entre bico de contato
e a peça.
Controlados pelo soldador
É necessário treinamento adequado para
que os operadores que irão trabalhar com
a célula robótica realizem a operação,
programação e execução das
manutenções preventivas do sistema.
Controlados pela máquina x
8.
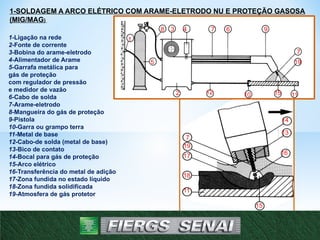
1-SOLDAGEM A ARCOELÉTRICO COM ARAME-ELETRODO NU E PROTEÇÃO GASOSA
(MIG/MAG)
1-Ligação na rede
2-Fonte de corrente
3-Bobina do arame-eletrodo
4-Alimentador de Arame
5-Garrafa metálica para
gás de proteção
com regulador de pressão
e medidor de vazão
6-Cabo de solda
7-Arame-eletrodo
8-Mangueira do gás de proteção
9-Pistola
10-Garra ou grampo terra
11-Metal de base
12-Cabo-de solda (metal de base)
13-Bico de contato
14-Bocal para gás de proteção
15-Arco elétrico
16-Transferência do metal de adição
17-Zona fundida no estado líquido
18-Zona fundida solidificada
19-Atmosfera de gás protetor
5
1
2
3 4
5
6
7
7
7
8 9
10 11
11
12
13
14
15
16
17
18
19
19
15
9.
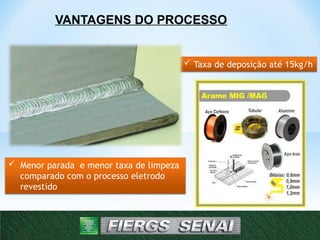
VANTAGENS DO PROCESSO
Taxa de deposição até 15kg/h
Menor parada e menor taxa de limpeza
comparado com o processo eletrodo
revestido
10.
*CAMPO DE APLICAÇÃO
*Soldagemem _______ as posições e revestimentos.
*MATERIAIS
*Aços não ligados, de baixa, média e alta liga com
um gás _____ de proteção (dióxido
*de carbono) ou _______ de gases (Ar + CO2; Ar + O2;
Ar + CO2 + O2). .
*Metais ou Ligas não ferrosos com gases _______ de
proteção (argônio, hélio ou mistura destes).
*Obs.: O ferro fundido pode ser soldado tanto com
misturas ativas, quanto com gases inertes, como o
argônio puro, por exemplo.
*ESPESSURAS DO MATERIAL
*A partir de 1,0 mm.
6
todas
ativo
misturas
inertes
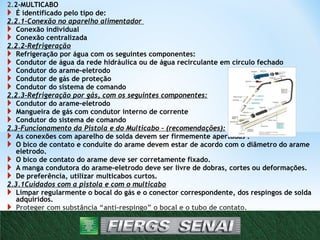
1.Cabo (punho) Pistola
2.Hastecurva da Pistola
3.Interruptor
4.Multicabo
5.Bocal de gás
6.Bico de contato do arame-
eletrodo
7.Suporte de bico de contato
do arame- eletrodo
8.Isolador
9.Conduíte espiralado do
arame-eletrodo
10.Manga condutora do
arame-eletrodo
11.Arame-eletrodo
12.Condutor do gás de
proteção
13.Condutor da corrente de
soldagem
1
2
3
4
5
5
6
6
7
7
8
9
9
9
10
11
11
12 13
13
2-PISTOLA DE SOLDAGEM MIG/MAG REFRIGERADA PELO GÁS DE PROTEÇÃO
7
13.
2.2-MULTICABO
É identificadopelo tipo de:
2.2.1-Conexão no aparelho alimentador
Conexão individual
Conexão centralizada
2.2.2-Refrigeração
Refrigeração por água com os seguintes componentes:
Condutor de água da rede hidráulica ou de água recirculante em círculo fechado
Condutor do arame-eletrodo
Condutor de gás de proteção
Condutor do sistema de comando
2.2.3-Refrigeração por gás, com os seguintes componentes:
Condutor do arame-eletrodo
Mangueira de gás com condutor interno de corrente
Condutor do sistema de comando
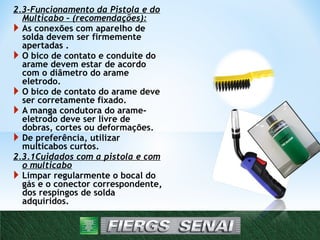
2.3-Funcionamento da Pistola e do Multicabo – (recomendações):
As conexões com aparelho de solda devem ser firmemente apertadas .
O bico de contato e conduíte do arame devem estar de acordo com o diâmetro do arame
eletrodo.
O bico de contato do arame deve ser corretamente fixado.
A manga condutora do arame-eletrodo deve ser livre de dobras, cortes ou deformações.
De preferência, utilizar multicabos curtos.
2.3.1Cuidados com a pistola e com o multicabo
Limpar regularmente o bocal do gás e o conector correspondente, dos respingos de solda
adquiridos.
Proteger com substância “anti-respingo” o bocal e o tubo de contato.
Limpar regularmente, com ar comprimido, os conduítes, para retirar os resíduos de
respingos.
8
14.
2.3-Funcionamento da Pistolae do
Multicabo – (recomendações):
As conexões com aparelho de
solda devem ser firmemente
apertadas .
O bico de contato e conduíte do
arame devem estar de acordo
com o diâmetro do arame
eletrodo.
O bico de contato do arame deve
ser corretamente fixado.
A manga condutora do arame-
eletrodo deve ser livre de
dobras, cortes ou deformações.
De preferência, utilizar
multicabos curtos.
2.3.1Cuidados com a pistola e com
o multicabo
Limpar regularmente o bocal do
gás e o conector correspondente,
dos respingos de solda
adquiridos.
15.
3-DISPOSITIVOS DE ALIMENTAÇÃODO ARAME ELETRODO
Acionamento por dois rolos
1-Bobina (carretel) do
arame eletrodo
2-Bico-guia do arame
eletrodo
3-Rolo alimentador do arame
eletrodo
4-Rolo de pressão
5-Bico-guia de entrada do arame eletrodo para o conduíte
Atenção: Os rolos alimentadores devem ser escolhidos de acordo com os diâmetros
dos arames eletrodo, a fim de se prevenirem dificuldades durante o processo de
alimentação.
3.1-ROLOS DE ALIMENTAÇÃO DO ARAME ELETRODO
1-Rolos de alimentação com ranhura prismática para arames eletrodo de aço.
2-Rolos de alimentação com ranhuras semicirculares para arames eletrodo de alumínio
9
1 2
3
4 5
16.
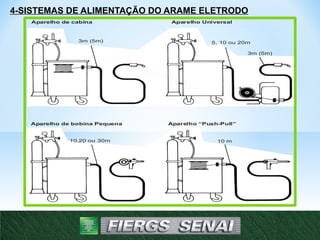
4-SISTEMAS DE ALIMENTAÇÃODO ARAME ELETRODO
3m (5m)
Aparelho de cabina Aparelho Universal
Aparelho de bobina Pequena Aparelho “Push-Pull”
10,20 ou 30m 10 m
3m (5m)
5, 10 ou 20m
10
Fluxo
Arame-Eletrodo
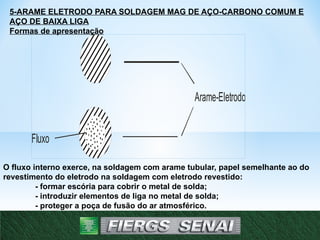
5-ARAME ELETRODO PARASOLDAGEM MAG DE AÇO-CARBONO COMUM E
AÇO DE BAIXA LIGA
Formas de apresentação
O fluxo interno exerce, na soldagem com arame tubular, papel semelhante ao do
revestimento do eletrodo na soldagem com eletrodo revestido:
- formar escória para cobrir o metal de solda;
- introduzir elementos de liga no metal de solda;
- proteger a poça de fusão do ar atmosférico.
11
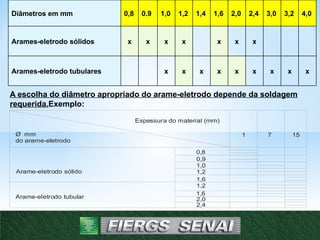
19.
Espessura do material(mm)
1 7 15
0,8
0,9
1,0
1,2
1,6
1,2
1,6
2,0
2,4
Ø mm
do arame-eletrodo
Arame-eletrodo sólido
Arame-eletrodo tubular
Diâmetros em mm 0,8 0.9 1,0 1,2 1,4 1,6 2,0 2,4 3,0 3,2 4,0
Arames-eletrodo sólidos x x x x x x x
Arames-eletrodo tubulares x x x x x x x x x
A escolha do diâmetro apropriado do arame-eletrodo depende da soldagem
requerida.Exemplo:
11
20.
6-ESPECIFICAÇÃO AWS A5.18
•ARAMES SÓLIDOS PARA AÇOS DE BAIXO E MÉDIO TEORES DE CARBONO
Composição química do arame eletrodo
12
E R 70 S - 6
1° 2° 3° 4° 5°
1° ELETRODO
2° ARAME OU VARETA
3° LIMITE MÍNIMO A TRAÇÃO DO METAL
DEPOSITADO EM KSI
4° ELETRODO SÓLIDO
5° COMPOSIÇÃO QUÍMICA DO ARAME
ELETRODO
21.
•7ESPECIFICAÇÃO AWS A5.20:
•ARAMESTUBULARES PARA AÇOS DE BAIXO E MÉDIO TEORES DE CARBONO
13
E 71 T 1
1° 2°
3°
4° 5°
1° ELETRODO
2° LIMITE DE RESISTÊNCIA MÍNIMO A
TRAÇÃO DOMETAL DE SOLDA
3°POSIÇÃO DE SOLDAGEM
0 – PLANA e h
1 - TODAS AS POSIÇÕES
4° ARAME ELETRODO TUBULAR
5° CARACTERISTICAS OPERACIONAIS
COMO POLARIDADE,NECESSIDADE
OU NÃO DE GÁS DE PROTEÇÃO E
TIPO DE FLUXO
Obs: E71T1 gás CO2, E71T1 M gás 75% a 80% de
argônio ou CO2, conforme norma ASME II.
22.
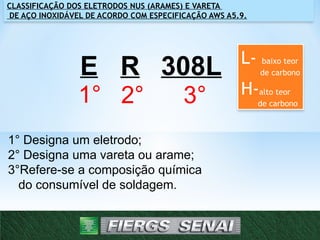
CLASSIFICAÇÃO DOS ELETRODOSNUS (ARAMES) E VARETA
DE AÇO INOXIDÁVEL DE ACORDO COM ESPECIFICAÇÃO AWS A5.9.
E R 308L
1° 2° 3°
1° Designa um eletrodo;
2° Designa uma vareta ou arame;
3°Refere-se a composição química
do consumível de soldagem.
L- baixo teor
de carbono
H-alto teor
de carbono
23.
7- INFLUÊNCIADOS PARÂMETROS DE SOLDAGEM
Mediante a regulagem do aparelho de soldagem MIG/MAG, bem como pelo manejo da pistola,
o soldador determina essencialmente:
O procedimento utilizado na soldagem;
A qualidade do cordão de solda;
7.1-Indicações para soldador MIG/MAG
Regulagem do aparelho Manejo da pistola
- Tensão (V) - Posicionamento da pistola em
- Velocidade de alimentação do arame relação ao avanço da soldagem
- Indutância (não regulável em todos os - Distância do bico de contato
- Tipos de aparelhos de soldagem MIG/MAG) - Velocidade de soldagem
7.2-Procedimento de soldagem e qualidade do cordão de solda
- Comprimento do arco elétrico
- Perfil do cordão de solda
- Taxa de deposição
- Possíveis descontinuidades na solda como:
respingos;
poros;
mordeduras;
falta de fusão;
outros;
14
24.
U
Va;l
A
A
A
Longo
Médio
Curto
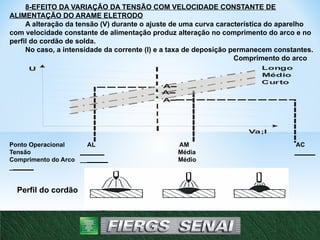
8-EFEITO DA VARIAÇÃODA TENSÃO COM VELOCIDADE CONSTANTE DE
ALIMENTAÇÃO DO ARAME ELETRODO
A alteração da tensão (V) durante o ajuste de uma curva característica do aparelho
com velocidade constante de alimentação produz alteração no comprimento do arco e no
perfil do cordão de solda.
No caso, a intensidade da corrente (l) e a taxa de deposição permanecem constantes.
Comprimento do arco
Ponto Operacional AL AM AC
Tensão _______ Média ______
Comprimento do Arco ________ Médio
_______
Perfil do cordão
Perfil do cordão
15
25.
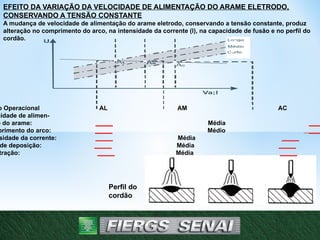
EFEITO DA VARIAÇÃODA VELOCIDADE DE ALIMENTAÇÃO DO ARAME ELETRODO,
CONSERVANDO A TENSÃO CONSTANTE
A mudança de velocidade de alimentação do arame eletrodo, conservando a tensão constante, produz
alteração no comprimento do arco, na intensidade da corrente (l), na capacidade de fusão e no perfil do
cordão.
o Operacional AL AM AC
cidade de alimen-
o do arame: _____ Média ____
primento do arco: _____ Médio ____
sidade da corrente: _____ Média _____
de deposição: _____ Média _____
tração: _____ Média _____
Perfil do
cordão
16
26.
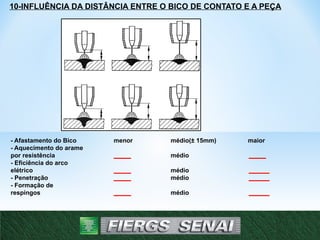
10-INFLUÊNCIA DA DISTÂNCIAENTRE O BICO DE CONTATO E A PEÇA
- Afastamento do Bico menor médio(± 15mm) maior
- Aquecimento do arame
por resistência _____ médio _____
- Eficiência do arco
elétrico _____ médio ______
- Penetração _____ médio ______
- Formação de
respingos _____ médio ______
17
27.
Tensão
Intensidade de corrente
11-TRANSFERÊNCIADE METAL POR CURTO-CIRCUITO COM ARCO CURTO
(SHORT ARC)
Indicação de ocorrências
- A transferência de metal resulta em curtos-circuitos.
- A poça de fusão é viscosa.
- Transferem-se aproximadamente 70 gotas de metal por segundo.
Faixa de regulagem
- Tensão baixa (abaixo de 20V)
Exemplo para um arame eletrodo de
1,0mm de diâmetro.
Gás de proteção: mistura e CO2.
Aplicações
- Soldagem de chapa fina.
- Soldagem de juntas de topo
multipasse e ângulo.
- Soldagem em todas as posições.
18
28.
Tensão
Intensidade de Corrente
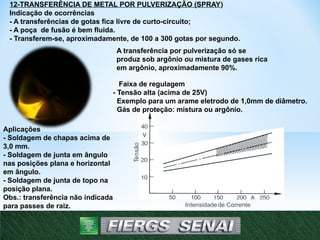
12-TRANSFERÊNCIADE METAL POR PULVERIZAÇÃO (SPRAY)
Indicação de ocorrências
- A transferências de gotas fica livre de curto-circuito;
- A poça de fusão é bem fluida.
- Transferem-se, aproximadamente, de 100 a 300 gotas por segundo.
Faixa de regulagem
- Tensão alta (acima de 25V)
Exemplo para um arame eletrodo de 1,0mm de diâmetro.
Gás de proteção: mistura ou argônio.
Aplicações
- Soldagem de chapas acima de
3,0 mm.
- Soldagem de junta em ângulo
nas posições plana e horizontal
em ângulo.
- Soldagem de junta de topo na
posição plana.
Obs.: transferência não indicada
para passes de raiz.
A transferência por pulverização só se
produz sob argônio ou mistura de gases rica
em argônio, aproximadamente 90%.
19
29.
Te
nsão
Intensidade de Corrente
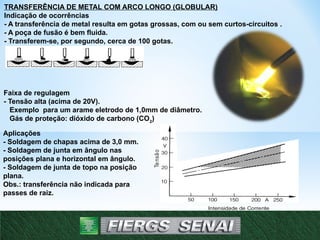
TRANSFERÊNCIADE METAL COM ARCO LONGO (GLOBULAR)
Indicação de ocorrências
- A transferência de metal resulta em gotas grossas, com ou sem curtos-circuitos .
- A poça de fusão é bem fluida.
- Transferem-se, por segundo, cerca de 100 gotas.
Faixa de regulagem
- Tensão alta (acima de 20V).
Exemplo para um arame eletrodo de 1,0mm de diâmetro.
Gás de proteção: dióxido de carbono (CO2
)
Aplicações
- Soldagem de chapas acima de 3,0 mm.
- Soldagem de junta em ângulo nas
posições plana e horizontal em ângulo.
- Soldagem de junta de topo na posição
plana.
Obs.: transferência não indicada para
passes de raiz.
20
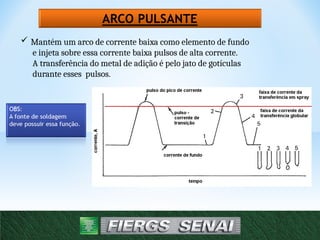
30.
Mantém umarco de corrente baixa como elemento de fundo
e injeta sobre essa corrente baixa pulsos de alta corrente.
A transferência do metal de adição é pelo jato de gotículas
durante esses pulsos.
31.
OS FATORES QUEINFLUENCIAM NO
TIPO DE TRANSFERÊNCIA SÃO:
Gás de proteção;
Intensidade e tipo de corrente;
Tensão do arco elétrico;
Diâmetro do arame;
Extensão do arame ( stck-out).
32.
V
azão de Gásde Proteção
em / min.
Diâmetro do bocal em mm Intensidade da corrente em A
Alumínio
Níquel
Aço
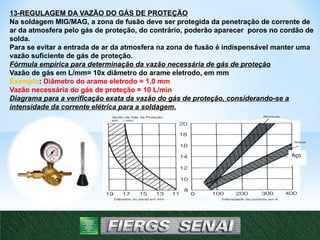
13-REGULAGEM DA VAZÃO DO GÁS DE PROTEÇÃO
Na soldagem MIG/MAG, a zona de fusão deve ser protegida da penetração de corrente de
ar da atmosfera pelo gás de proteção, do contrário, poderão aparecer poros no cordão de
solda.
Para se evitar a entrada de ar da atmosfera na zona de fusão é indispensável manter uma
vazão suficiente de gás de proteção.
Fórmula empírica para determinação da vazão necessária de gás de proteção
Vazão de gás em L/mm= 10x diâmetro do arame eletrodo, em mm
Exemplo: Diâmetro do arame eletrodo = 1,0 mm
Vazão necessária do gás de proteção = 10 L/min
Diagrama para a verificação exata da vazão do gás de proteção, considerando-se a
intensidade da corrente elétrica para a soldagem.
21
33.
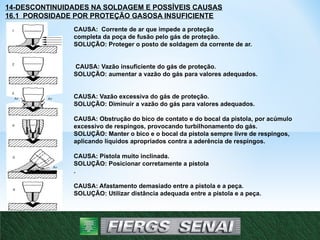
14-DESCONTINUIDADES NA SOLDAGEME POSSÍVEIS CAUSAS
16.1 POROSIDADE POR PROTEÇÃO GASOSA INSUFICIENTE
1
2
3
4
5
6
Ar
Ar
Ar
CAUSA: Corrente de ar que impede a proteção
completa da poça de fusão pelo gás de proteção.
SOLUÇÃO: Proteger o posto de soldagem da corrente de ar.
CAUSA: Vazão insuficiente do gás de proteção.
SOLUÇÃO: aumentar a vazão do gás para valores adequados.
CAUSA: Vazão excessiva do gás de proteção.
SOLUÇÃO: Diminuir a vazão do gás para valores adequados.
CAUSA: Obstrução do bico de contato e do bocal da pistola, por acúmulo
excessivo de respingos, provocando turbilhonamento do gás.
SOLUÇÃO: Manter o bico e o bocal da pistola sempre livre de respingos,
aplicando líquidos apropriados contra a aderência de respingos.
CAUSA: Pistola muito inclinada.
SOLUÇÃO: Posicionar corretamente a pistola
.
CAUSA: Afastamento demasiado entre a pistola e a peça.
SOLUÇÃO: Utilizar distância adequada entre a pistola e a peça.
22
34.
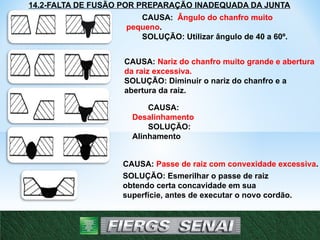
14.2-FALTA DE FUSÃOPOR PREPARAÇÃO INADEQUADA DA JUNTA
CAUSA: Ângulo do chanfro muito
pequeno.
SOLUÇÃO: Utilizar ângulo de 40 a 60º.
CAUSA: Nariz do chanfro muito grande e abertura
da raiz excessiva.
SOLUÇÃO: Diminuir o nariz do chanfro e a
abertura da raiz.
CAUSA:
Desalinhamento
SOLUÇÃO:
Alinhamento
CAUSA: Passe de raiz com convexidade excessiva.
SOLUÇÃO: Esmerilhar o passe de raiz
obtendo certa concavidade em sua
superfície, antes de executar o novo cordão.
23
35.
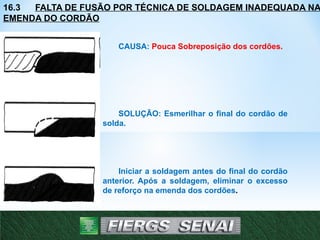
16.3 FALTA DEFUSÃO POR TÉCNICA DE SOLDAGEM INADEQUADA NA
EMENDA DO CORDÃO
CAUSA: Pouca Sobreposição dos cordões.
SOLUÇÃO: Esmerilhar o final do cordão de
solda.
Iniciar a soldagem antes do final do cordão
anterior. Após a soldagem, eliminar o excesso
de reforço na emenda dos cordões.
24
36.
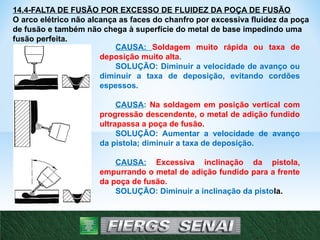
14.4-FALTA DE FUSÃOPOR EXCESSO DE FLUIDEZ DA POÇA DE FUSÃO
O arco elétrico não alcança as faces do chanfro por excessiva fluidez da poça
de fusão e também não chega à superfície do metal de base impedindo uma
fusão perfeita.
CAUSA: Soldagem muito rápida ou taxa de
deposição muito alta.
SOLUÇÃO: Diminuir a velocidade de avanço ou
diminuir a taxa de deposição, evitando cordões
espessos.
CAUSA: Na soldagem em posição vertical com
progressão descendente, o metal de adição fundido
ultrapassa a poça de fusão.
SOLUÇÃO: Aumentar a velocidade de avanço
da pistola; diminuir a taxa de deposição.
CAUSA: Excessiva inclinação da pistola,
empurrando o metal de adição fundido para a frente
da poça de fusão.
SOLUÇÃO: Diminuir a inclinação da pistola.
25
37.
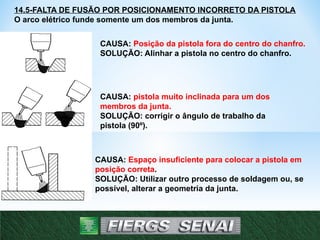
14.5-FALTA DE FUSÃOPOR POSICIONAMENTO INCORRETO DA PISTOLA
O arco elétrico funde somente um dos membros da junta.
CAUSA: Posição da pistola fora do centro do chanfro.
SOLUÇÃO: Alinhar a pistola no centro do chanfro.
Atenção: Somente por meio do arco elétrico se pode conseguir a fusão do
metal depositado com o metal de base. Se o arco não atingir diretamente a
face do chanfro, ocorrerá falta de fusão.
CAUSA: pistola muito inclinada para um dos
membros da junta.
SOLUÇÃO: corrigir o ângulo de trabalho da
pistola (90º).
CAUSA: Espaço insuficiente para colocar a pistola em
posição correta.
SOLUÇÃO: Utilizar outro processo de soldagem ou, se
possível, alterar a geometria da junta.
26
38.
CUIDADOS PARA MINIMÍZARA OCORRÊNCIA DE DESCONTINUIDADES
Limpeza inicial do metal de base
Limpeza interpasse do metal de solda
Ensaio visual entre passes e após a soldagem
Verificação da vazão
de gás de proteção
Técnica e parâmetros
de soldagem
39.
ANTIRRESPINGO
Aumenta a vidaútil do bico de contato
Facilita a limpeza do bocal
OBS:Retirar o excesso antes da soldagem
40.
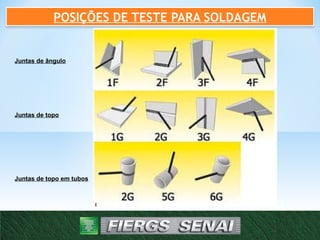
POSIÇÕES DE TESTEPARA SOLDAGEM
Juntas de ângulo
Juntas de topo
Juntas de topo em tubos