Correção de engrenagens
•Transferir como DOC, PDF•
2 gostaram•2,034 visualizações

1) O documento discute sistemas de correção de engrenagens para eliminar interferência e recorte dos dentes, como o sistema de correção por deslocamento do perfil desenvolvido pela MAAG. 2) Este sistema utiliza um disco com diâmetro maior para cortar a engrenagem, aumentando a altura da cabeça do dente e reduzindo a altura do pé. 3) O documento analisa as dimensões e proporções de engrenagens corrigidas nos sistemas V0 e V em comparação com engrenagens padronizadas.

Recomendados
Mais conteúdo relacionado
Mais procurados
Mais procurados (20)
Semelhante a Correção de engrenagens
Semelhante a Correção de engrenagens (20)
Último
Correção de engrenagens
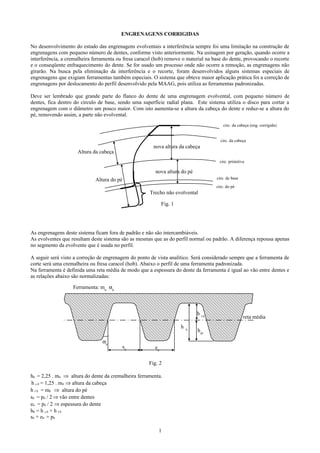
- 1. ENGRENAGENS CORRIGIDAS No desenvolvimento do estudo das engrenagens evolventais a interferência sempre foi uma limitação na construção de engrenagens com pequeno número de dentes, conforme visto anteriormente. Na usinagem por geração, quando ocorre a interferência, a cremalheira ferramenta ou fresa caracol (hob) remove o material na base do dente, provocando o recorte e o conseqüente enfraquecimento do dente. Se for usado um processo onde não ocorre a remoção, as engrenagens não girarão. Na busca pela eliminação da interferência e o recorte, foram desenvolvidos alguns sistemas especiais de engrenagens que exigiam ferramentas também especiais. O sistema que obteve maior aplicação prática foi a correção de engrenagens por deslocamento do perfil desenvolvido pela MAAG, pois utiliza as ferramentas padronizadas. Deve ser lembrado que grande parte do flanco do dente de uma engrenagem evolvental, com pequeno número de dentes, fica dentro do círculo de base, sendo uma superfície radial plana. Este sistema utiliza o disco para cortar a engrenagem com o diâmetro um pouco maior. Com isto aumenta-se a altura da cabeça do dente e reduz-se a altura do pé, removendo assim, a parte não evolvental. As engrenagens deste sistema ficam fora de padrão e não são intercambiáveis. As evolventes que resultam deste sistema são as mesmas que as do perfil normal ou padrão. A diferença repousa apenas no segmento da evolvente que é usada no perfil. A seguir será visto a correção de engrenagem do ponto de vista analítico. Será considerado sempre que a ferramenta de corte será uma cremalheira ou fresa caracol (hob). Abaixo o perfil de uma ferramenta padronizada. Na ferramenta é definida uma reta média de modo que a espessura do dente da ferramenta é igual ao vão entre dentes e as relações abaixo são normalizadas: h0 = 2,25 . m0 ⇒ altura do dente da cremalheira ferramenta. h s 0 = 1,25 . m0 ⇒ altura da cabeça h f 0 = m0 ⇒ altura do pé s0 = p0 / 2 ⇒ vão entre dentes e0 = p0 / 2 ⇒ espessura do dente h0 = h s 0 + h f 0 s0 + e0 = p0 1 circ. de base circ. primitiva circ. da cabeça circ. da cabeça (eng. corrigida) Altura da cabeça Altura do pé circ. do pé nova altura do pé nova altura da cabeça Fig. 1 Trecho não evolvental α0 Ferramenta: m0 α0 h f 0 hs0 s0 e0 h 0 reta média Fig. 2
- 2. Na usinagem de engrenagens com dente normais, a ferramenta corta o disco (blanque) até que sua reta media tangencie a circunferência de referência de usinagem. Num engrenamento qualquer as circunferências de referência se tangenciam. Neste engrenamento de usinagem a cremalheira por ter raio infinito, apresenta uma reta primitiva. A reta primitiva coincidirá com a reta média. No processo de usinagem da engrenagem, o ponto D da engrenagem será gerado pelo ponto C da ferramenta e o B pelo C, respectivamente. Assim: arco DB = seg AC = p0 / 2 A engrenagem gerada terá as seguintes dimensões: Espessura do dente e = p0 / 2 Vão entre dentes s = p0 / 2 Passo p = p0 Altura da cabeça hs = hf0 = m0 Altura do pé hf = hs0 = 1,25 . m0 Altura do dente h = hf0 + hs0 = h0 = 2,25 . m0 Considere a usinagem seguinte em que o blanque tem um raio um pouco maior que o anterior, sendo usinado pela mesma ferramenta. Neste caso a condição anterior não será satisfeita, ou seja, a reta média não coincidirá com a circunferência referência. A figura seguinte ilustra o caso. Os ponto D e B da engrenagem serão gerados pelos pontos A e C da cremalheira. Neste caso a espessura do dente da engrenagem sobre a circunferência referência será maior que a de uma engrenagem com dentes normais. O aumento do raio do blanque e que é igual a distância entre as retas média e de referência é dado em função do módulo, ou seja, igual a x . m0, onde x é denominado fator de correção. 2 RM ≡ Cir. re A BD C Fig. 3 RM Cir. referência A BD C Fig. 4 RP x.m0
- 3. As dimensões da engrenagem usinada serão aquelas sobre a reta de referência da cremalheira. Para facilitar a compreensão seja a figura anterior sem a engrenagem. As dimensões da engrenagem serão: Espessura do dente e = p0 / 2 + x . m0 . tg α0 Vão entre dentes s = p0 / 2 - x . m0 . tg α0 Passo da engrenagem p = e + s = p0 Altura da cabeça hs = hf0 + x . m0 = m0 ( 1+ x ) Altura do pé hf = hs0 - x . m0 = m0 ( 1,25 - x ) Altura do dente h = hs + hf = 2,25 . m0 Convencionou-se que a correção como explicado anteriormente é positiva, ou seja, a reta média fica acima da reta de referência. O que praticamente significa um blanque com um diâmetro maior que o normal. Quando a reta média fica abaixo da reta de referência, a correção é negativa, o que representa um blanque com diâmetro menor. Foram desenvolvidos dois sistemas de correção: Correção V0 - quando o pinhão é corrigido positivamente e a engrenagem corrigida negativamente, com o mesmo valor, ou seja: x2 = - x1 Correção V - quando pinhão e engrenagem tem fatores de correção diferentes, ou seja: x1 ≠ x2 Em resumo: 3 Ferramenta: m0 α0 RM h f 0 hs0 s0 e0 α0 h 0 RP x . m0 . tg α0 x . m0 Fig. 5 ENGRENAMENTO "0" x1 = x2 = 0 ENGRENAMENTO "V0" x2 = - x1 ENGRENAMENTO "V" x1 > 0 x2 ⇒ qualquer
- 4. ENGRENAMENTO V0 Tendo em vista que a engrenagem é corrigida negativamente com valor igual ao do pinhão, as proporções no par ficam: Neste caso a espessura do dente do pinhão é igual ao vão entre dentes da engrenagem. Assim, a distância entre centros não se altera em relação à padronizada. Observar que a altura do dente e o passo permanecem iguais ao da cremalheira ferramenta. Aplicando a equação (27), aqui repetida, ao engrenamento V0 tem-se: Como neste caso a engrenagem é corrigida negativamente: hs2 = m0 (1 - x ) r1 = (m0 z1)/2 r2 = (m0 z2)/2 A equação (27) fica: O primeiro engrenamento do pinhão é o de engrenagem, ou seja, z2 = ∞ Em (31) Como a análise é para um engrenamento V0 fazer z1 = zv0 1 zv0 1= 2(1-x) / sen2 α da equação (29) 2/ sen2 α = z0 1 ; sendo z0 1 o número mínimo de dentes num engrenamento sem correção. Vimos anteriormente que z0 1 = 18 (para α = 20°) . Assim, Aplicando o mesmo procedimento à engrenagem com correção negativa e lembrando que o seu primeiro engrenamento é o de usinagem com a cremalheira ferramenta ou fresa caracol: zv0 2= 2(1+x) / sen2 α Para α = 20° 4 PINHÃO ENGRENAGEM e1 = p0 / 2 + x . m0 . tg α0 s1 = p0 / 2 - x . m0 . tg α0 hs1 = hf0 + x . m0 = m0 ( 1+ x ) hf1 = hs0 - x . m0 = m0 ( 1,25 - x ) e2 = p0 / 2 - x . m0 . tg α0 s2 = p0 / 2 + x . m0 . tg α0 hs2 = hf0 + x . m0 = m0 ( 1- x ) hf2 = hs0 - x . m0 = m0 ( 1,25 + x ) p = e1 + s1 = e2 + s2 = e1 + e2 = p0 h = hs1 + hf1 = h0 a = m0 ( z1 + z2 ) / 2 r2 ≤ [ (r1 senα)2 - hs2 ] / (2 . hs2 - 2 . r1 sen2 α ) (27) z2 ≤ [ z2 1 sen2 α - 4(1-x)] / [ 4(1-x) - 2z1 sen2 α] ( 31 ) 4(1-x) - 2z1 sen2 α = 0 zv0 1 = 18(1-x) (32) zv0 2 =18(1+x) (33)
- 5. Somando-se (32) e (33): Ou mais precisamente: Teoricamente, um engrenamento V0 será possível se a soma dos dentes do pinhão e coroa atender à relação acima. Isto deve-se ao fato de que ao evitar-se o adelgaçamento do pinhão, com a correção positiva, este será provocado na coroa por ter um número de dentes que não atenda a relação. Por exemplo, um pinhão de 10 dentes com uma coroa de 20 dentes. Através de um fator de correção calculado a partir da equação (32), pode-se evitar o seu adelgaçamento. Como a soma é igual a 30, menor que 36, a correção negativa de mesmo valor numérico que a do pinhão, provocará o adelgaçamento da coroa. Praticamente, quando as engrenagens não são muito solicitadas, admite-se um pequeno recorte na base do dente do pinhão. Assim pode-se utilizar um número mínimo de dentes do pinhão igual a 14 e as seguintes relações podem ser escritas: ENGRENAMENTO V No engrenamento V pinhão e coroa têm fatores de correção diferentes: x1 ≥ 0 e x2 qualquer. As relações no pinhão e coroa ficam: Pinhão e coroa mantêm as mesmas proporções da cremalheira ferramenta, porém observar que: e1 ≠ s2 e e2 ≠ s1 Assim vê-se que as circunferências de funcionamento serão diferentes das de usinagem. As engrenagens operarão num distância entre centros maior que a padronizada. Como conseqüência os diâmetros de funcionamento também serão diferentes. Assim distância entre centros e os diâmetros são desconhecidos e precisam ser determinados. Tem-se para o engrenamento de funcionamento, com índice v: 5 zv0 2 + zv0 1 = 36 zv0 2 + zv0 1 ≥ 36 (34) PINHÃO ENGRENAGEM e1 = p0 / 2 + x1 . m0 . tg α0 s1 = p0 / 2 - x1 . m0 . tg α0 hs1 = hf0 + x1 . m0 = m0 ( 1+ x1 ) hf1 = hs0 - x1 . m0 = m0 ( 1,25 - x1 ) h1 = hs1 + hf1 = 2,25 . m0 e2 = p0 / 2 + x2 . m0 . tg α0 s2 = p0 / 2 - x2 . m0 . tg α0 hs2 = hf0 + x2 . m0 = m0 ( 1+ x2 ) hf2 = hs0 - x2 . m0 = m0 ( 1,25 - x2 ) h2 = hs2 + hf2 = 2,25 . m0 zv0 2 + zv0 1 ≥ 28 (37)zv0 1 =14(1-x) (35) zv0 2 =14(1+x) (36)
- 6. av = (dv 1 + dv 2) / 2 (38) dv 2 / dv 1 = i (39) Sabe-se que nas engrenagens evolventais a variação da distância entre centros não altera a relação entre velocidades angulares. Assim, i = n1 / n2 sendo um dado conhecido tendo em vista que num projeto de transmissão de potência sempre serão conhecidas as velocidades angulares. A figura 6 representa um par de dentes em contato com as circunferências de referência de usinagem e de funcionamento. Lembrar que as circunferências de base do pinhão e coroa são as mesmas. Num engrenamento normal (0), sem correção, e no V0, como visto anteriormente, o passo sobre as circunferências de funcionamento pode ser escrito como abaixo: p = e1 + e2 = p0 No caso do engrenamento V, tal fato não ocorre, ou seja, o passo sobre as circunferências de funcionamento não será igual ao passo da cremalheira ferramenta p0. p0 = m0 . π ≠ pv no engrenamento V o passo sobre as circunferências de funcionamento será: pv = mv . π os diâmetros destas circunferências serão: dv 1 = mv . z1 ; dv 2 = mv . z2 Lembrando que nas circunferências de usinagem os diâmetros serão: d0 1 = m0 . z1 ; d0 2 = m0 . z2 6 α0 αv dv d Db Fig. 6 Pode-se escrever para o engrenamento de funcionamento: dv 1 = db1 . cos αv dv 2 = db2 . cos αv Para o engrenamento de usinagem: d1 = db1 . cos α0 d2 = db2 . cos α0 das equações acima pode-se escrever: dv 1 / d1 = dv 2 / d2 cos αv / cos α0 Circ. de funcionamento Circ. de usinagem (40)
- 7. Com as relações anteriores pode-se escrever: dv 1 / d0 1 = dv 2 / d0 2 = pv / p0 = cosαv / cos α0 = m / m0 No engrenamento V sobre as circunferências de funcionamento podemos escrever: Assim é necessária a determinação destas espessuras para que se possa determinar as relações num engrenamento V. Seja a Figura 7 abaixo: Com as expressões anteriores torna-se possível a determinação da geometria do engrenamento V. Com relação à correção de engrenagens podemos concluir que um fator de correção positivo, diminui a penetração no pé do dente, bem como o número mínimo de dentes sem penetração, o pé do dente aumenta de espessura e a cabeça torna-se mais aguçada. O grau de recobrimento aumentará, caso houvesse uma tendência de penetração, ou diminuirá, em caso contrário. No engrenamento V0, a distância entre eixos e o ângulo de pressão não se alteram em relação ao engrenamento normal. Este engrenamento é empregado geralmente onde a relação de transmissão é alta, com o objetivo de se conseguir dentes do pinhão mais resistentes na base, ou um pinhão com pequeno número de dentes sem que o mesmo sofra o adelgaçamento durante a usinagem. Em engrenamento com pequena relação de transmissão, deve ser verificado a possibilidade de, ao aumentar-se a resistência do pinhão, não reduzir consideravelmente, a resistência da coroa. No engrenamento V, o ângulo de pressão e a distância entre eixos são diferentes daqueles do engrenamento normal de mesmo número de dentes e é claro, usinados com a mesma ferramenta. 7 ev e0 Pv = ev 1 + ev 2 (41) α0 αv dv d0 db Fig. 7 Circ. de funcionamento Circ. de usinagem A espessura e0 sobre a circunferência de usinagem, sendo conhecida, permite a determinação da espessura sobre a de funcionamento através da equação (23): eCD = dCD (eBE / dBE + ev αBE - ev αCD ) eCD = ev ; dCD = dv ; ev αCD = ev αv eBE = e0 ; dBE = d0 ; ev αBE = ev α0 Assim : ev 1 = dv 1 (e01 / d01 + ev α0 - ev αv ) ev 2 = dv 2 (e01 / d02 + ev α0 - ev αv ) Lembrando que: e01 = p0 /2 + 2x1 tanα0 e e02 = p0 /2 + 2x2 tanα0 p0 = m0 π pv = mv π av = ( dv 1 + dv 2 ) / 2 = mv ( z1 + z2 ) / 2 e substituindo em (41): lembrar que x1 + x2 = [( z1 + z2 ) / 2 tan α0 ] . (ev αv - ev α0 ) (42) av / a0 = cos α0 / cos αv (43)
- 8. A figuras a, b, c e d, abaixo, mostram a influência da correção numa engrenagem de 12 dentes. As figuras a, b e c abaixo, mostram um par de engrenagens (z1 = 12 dentes e z2 = 25) nos três engrenamentos: normal, V0 e V. 8 X = 1,0 X = 0,5 x = 0 x = -0,5 pinhão pinhão pinhão engrenagem engrenagem engrenagem x1 =x2 = 0 x1 = -x2 = 0,5 x1 = x2 = 0,5