
Recomendados
Mais conteúdo relacionado
Mais procurados
Mais procurados (20)
Semelhante a IEIS 151/12 Soldagem TIÉ-IN TP-32-D-013
Semelhante a IEIS 151/12 Soldagem TIÉ-IN TP-32-D-013 (20)
Último
Último (20)
IEIS 151/12 Soldagem TIÉ-IN TP-32-D-013
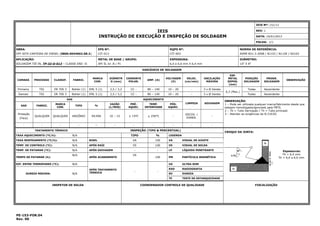
- 1. IEIS Nº: 151/12 IEIS INSTRUÇÃO DE EXECUÇÃO E INSPEÇÃO DE SOLDAGEM REV: 1 DATA: 10/01/2012 FOLHA: 1/1 OBRA: EPS Nº: RQPS Nº: NORMA DE REFERÊNCIA: OFF-SITE-CARTEIRA DE DIESEL (0800.0044602.08.2). CIT-013 CIT-003 ASME B31.3-2008 / N133J / N115E / N2163 APLICAÇÃO: METAL DE BASE / GRUPO: ESPESSURA: DIÂMETRO: SOLDAGEM TIÉ-IN, TP-32-D-013 – CLASSE END -II API 5L Gr. B / P1 6,0 a 6,6 mm X 6,4 mm 10” X 8” VARIÁVEIS DE SOLDAGEM MARCA COM. DIÂMETR O (mm) CORRENTE POLAR. AMP. (A) VOLTAGEM (V) VELOC. (cm/min) OSCILAÇÃO MÁXIMA Bohler (1) EML 5 (1) 2,5 / 3,2 CC - 80 – 140 10 – 20 - 3 x Ø Vareta Bohler (1) EML 5 (1) 2,5 / 3,2 CC - 80 – 140 10 – 20 - 3 x Ø Vareta LIMPEZA GOIVAGEM CAMADA PROCESSO CLASSIF. FABRIC. Primeira TIG ER 70S 3 Demais TIG ER 70S 3 GAS FABRIC. MARCA COM. TIPO Proteção (Face) QUALQUER QUALQUER - - - GAS AQUECIMENTO % VAZÃO (L/MIN) PRÉAQUEC. TEMP. INTERPASSE PÓSAQUEC. ARGÔNIO 99,996 10 – 15 ≥ 15ºC < 250°C - ESCOV. / ESMER. - - -- - - - - - INSPEÇÃO (TIPO & PERCENTUAL) TRATAMENTO TÉRMICO N/A TAXA RESFRIAMENTO (ºC/h): N/A TEMP. DE CONTROLE (ºC): TEMP. DE PATAMAR (ºC): % BISEL VA 100 VA N/A APÓS RAÍZ VS 100 VS Ascendente Todas Ascendente OBSERVAÇÃO: 1 – Pode ser utilizada qualquer marca/fabricante desde que estejam homologado/aprovado pela FBTS. 2 – Tb = Tubo Derivação / Th = Tubo principal. 3 – Atender as exigências da N-2163D. VISUAL DE SOLDA APÓS GOIVAGEM - - LP LÍQUIDO PENETRANTE 100 PM PARTÍCULA MAGNÉTICA US ULTRA-SOM RAD RADIOGRAFIA ED DUREZA TESTE DE ESTANQUEIDADE N/A APÓS ACABAMENTO VS N/A N/A INSPETOR DE SOLDA PE-153-FOR.04 Rev. 00 Todas OBSERVAÇÃO VISUAL DE AJUSTE TE DUREZA MÁXIMA: PROGR. SOLDAGEM CROQUI DA JUNTA: TIPO N/A DIF. ENTRE TERMOPARES (ºC): 6,3 (Max.) POSIÇÃO SOLDAGEM - TAXA AQUECIMENTO (ºC/h): TEMPO DE PATAMAR (h): ESP. METAL DEPOS. (mm) APÓS TRATAMENTO TÉRMICO - - LEGENDA COORDENADOR CONTROLE DE QUALIDADE Espessuras: Tb = 6,4 mm. Th = 6,0 a 6,6 mm. FISCALIZAÇÃO