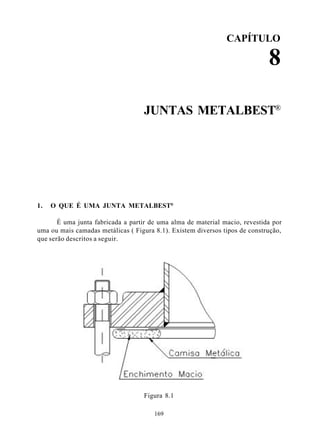
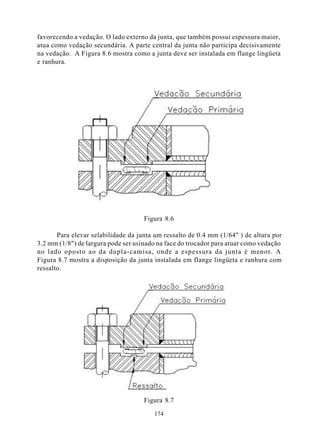
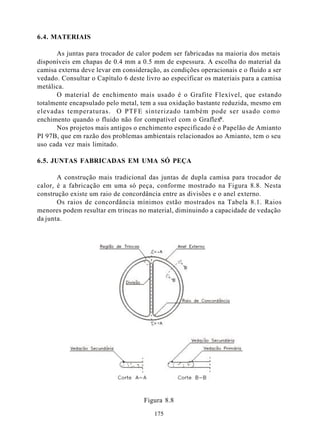
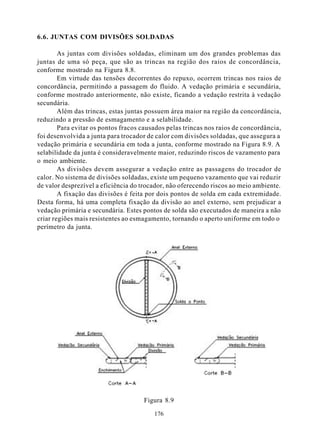
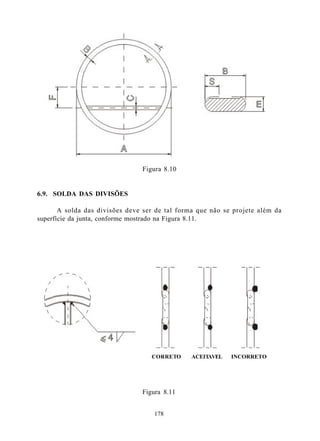
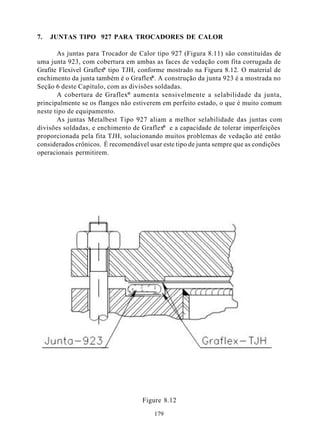
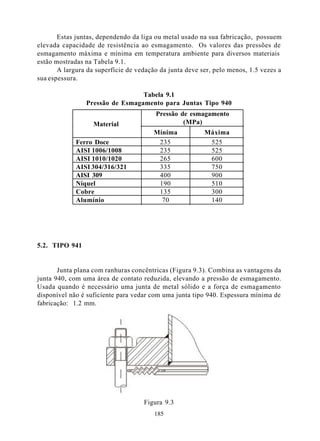
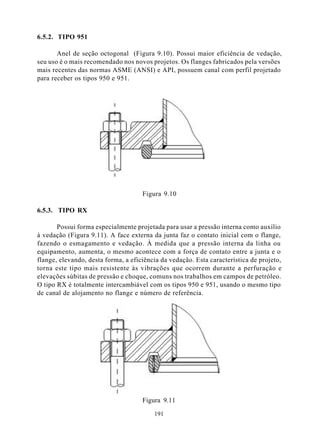
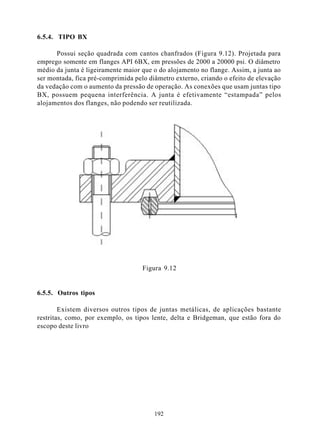
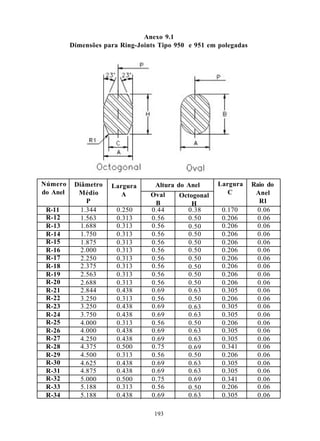
1. O documento apresenta informações sobre juntas industriais, incluindo projeto, materiais, tipos de juntas em papelão hidráulico, PTFE e metálicas.
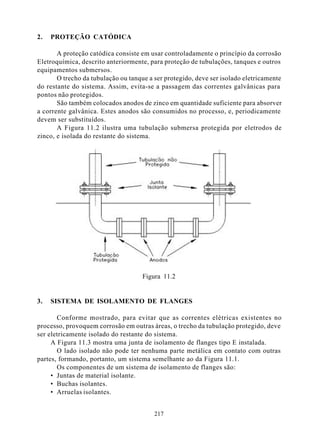
2. É destacado o capítulo sobre projeto de juntas, abordando vazamento, vedação, forças em uniões flangeadas, códigos, cálculo do torque, acabamento superficial e outros aspectos.
3. São descritos diversos materiais para juntas não-metálicas como papelão hidráulico, P





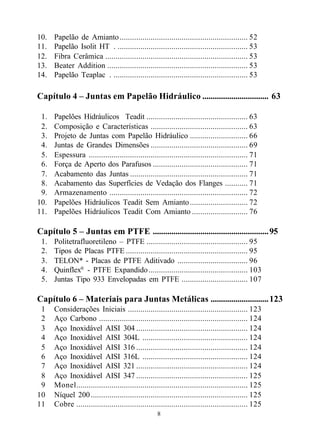

























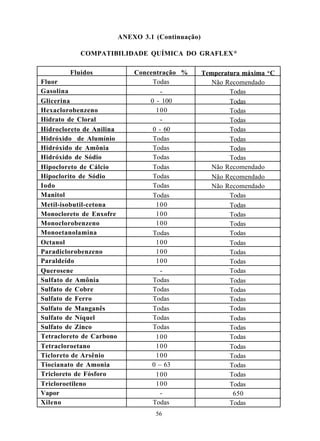
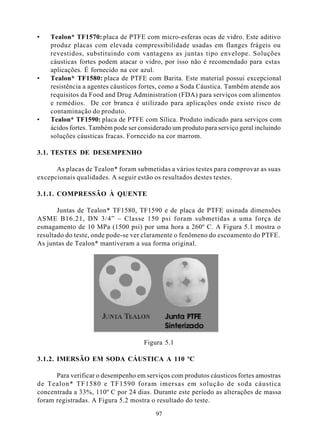
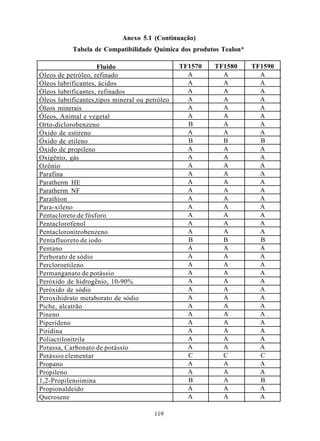
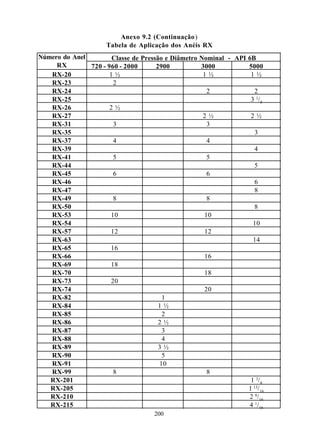
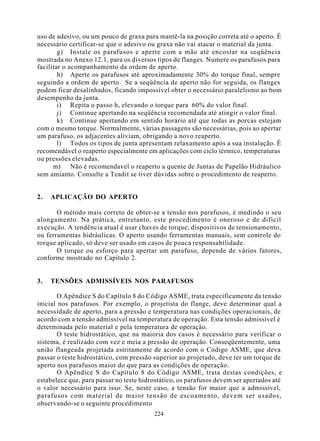
![onde C é a constante de aperto escolhida e Pd é a pressão de projeto.
• Calcular o parâmetro de aperto de montagem, Tpa. Este valor de Tpa deve
ser atingido durante a montagem da junta para assegurar que o valor de
Tp durante a operação da junta seja igual ou maior que Tpmin.
Tpa = X Tpmin
onde X > = 1.5 ( Sa / Sb)
onde Sa é a tensão admissível nos parafusos na temperatura ambiente e S b
é a tensão admissível nos parafusos na temperatura de projeto.
• Calcular a razão dos parâmetros de aperto:
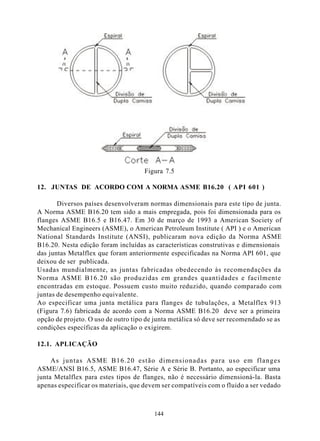
Tr = Log (Tpa) / Log (Tpmin)
• Calcular a pressão mínima de aperto para operação da junta. Esta pressão
é necessária para resistir à força hidrostática e manter uma pressão na
junta tal que o Parâmetro de Aperto seja, no mínimo, igual a Tpmin
Sml = Gs [(Gb / Gs) ( Tpa )a ] (1/Tr)
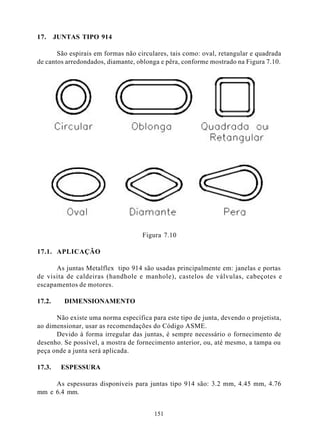
• Calcular a pressão mínima de esmagamento da junta:
Sy a = (Gb / Ae) ( Tpa )a
onde Ae é a Eficiência do Aperto, obtido na Tabela 2.9
• Calcular a pressão de esmagamento de projeto da junta:
Sm 2 = [( Sb / Sa )( Sy a / 1.5 )] - Pd (A i / Ag)
onde Ag é a área de contato da junta com a superfície de vedação do
flange
• Calcular a força mínima de esmagamento:
W m o = ( Pd A i ) + ( Sm o A g )
onde Sm o é a o maior valor de Sm 1, Sm 2 ou 2 Pd
• Calcular a área resistiva mínima dos parafusos:
A m = W m o / Sb
39](https://image.slidesharecdn.com/livrojuntasindustriais1-120828102741-phpapp02/85/Livro-juntas-industriais-1-40-320.jpg)
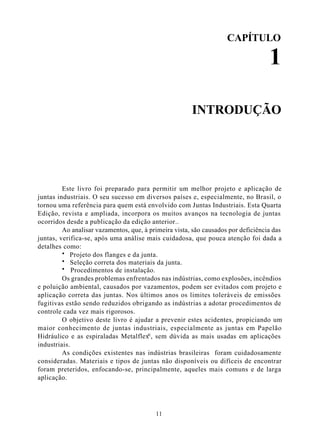
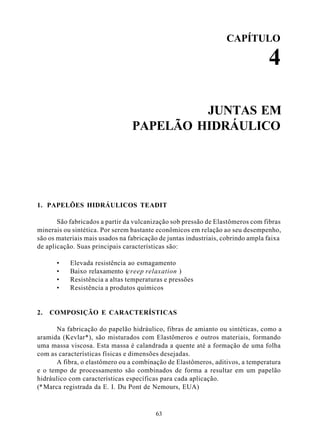
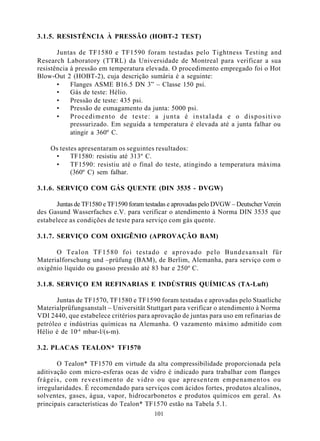
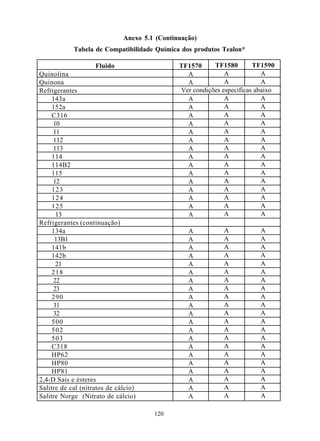
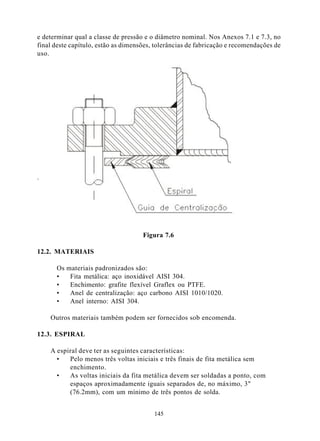
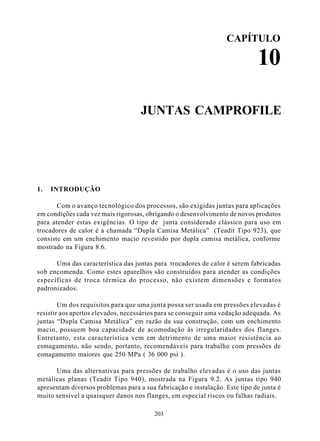
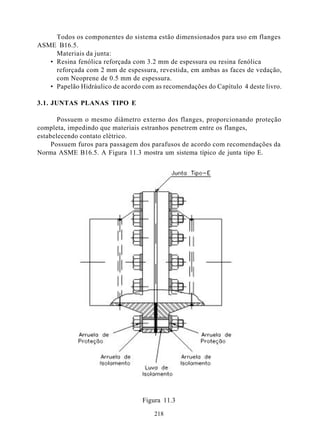
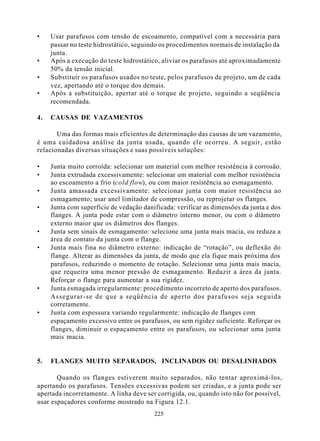
![• Número de parafusos:
A área real dos parafusos, A b, deve ser igual ou maior que A m . Para isso
é necessário escolher um número de parafusos tal que a soma das suas
áreas seja igual ou maior do que A m
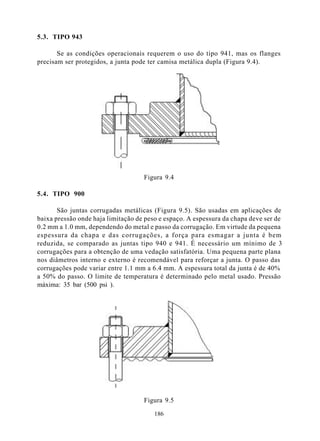
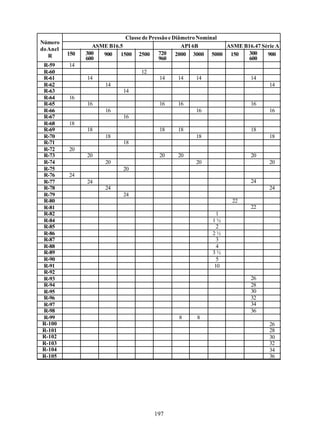
11.5. EXEMPLO DE CÁLCULO PELO MÉTODO PVRC
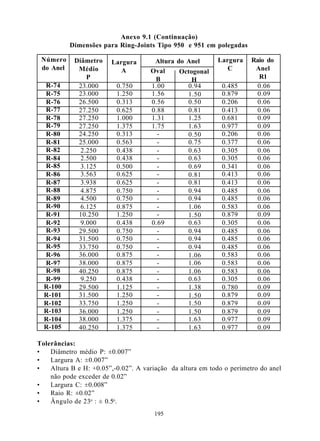
Junta espiralada diâmetro nominal 6 polegadas, classe de pressão 300 psi,
dimensões conforme Norma ASME B16.20, com espiral em aço inoxidável,
enchimento em Graflex e anel externo em aço carbono bicromatizado. Flange com 12
parafusos de diâmetro 1 polegada em ASTM SA193-B7.
• Pressão de projeto: Pd = 2 MPa (290 psi)
• Pressão de teste: Pt = 3 MPa (435 psi)
• Temperatura de projeto: 450o C
• Parafusos ASTM AS 193-B7, tensões admissíveis:
• Temperatura ambiente: Sa = 172 MPa
• Temperatura de operação: Sb = 122 MPa
• Quantidade: 12 parafusos
• Da Tabela 2.5 tiramos as constantes da junta:
Gb = 15.862 MPa
a = 0.237
Gs = 0.090 MPa
• Classe de aperto: standard, Lrm = .002 mg/seg-mm
• Constante de aperto: C = 1
• Aperto por torquímento: Ae = 0.75
• Área de contato da junta, A g:
A g = ( π /4 ) [(de - 3.2)2 - di2] = 7271.390 mm2
de = 209.6 mm
di = 182.6 mm
• Área efetiva de atuação da pressão interna, A i:
A i = ( π /4 ) G = 29711.878 mm2
2
G = (de - 3.2) - 2b = 194.50 mm
b = b0 = 5.95mm
b o = N/2 = ((de - 3.2) - di)/4 = 5.95 mm
• Parâmetro de aperto mínimo:
Tpmin = 18.0231 C P = 36.0462
d
40](https://image.slidesharecdn.com/livrojuntasindustriais1-120828102741-phpapp02/85/Livro-juntas-industriais-1-41-320.jpg)
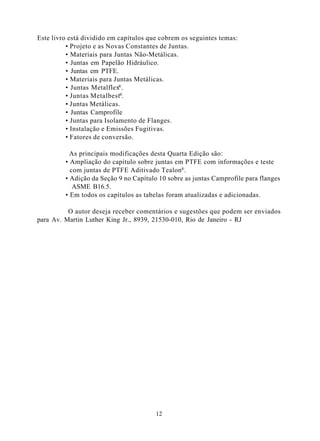
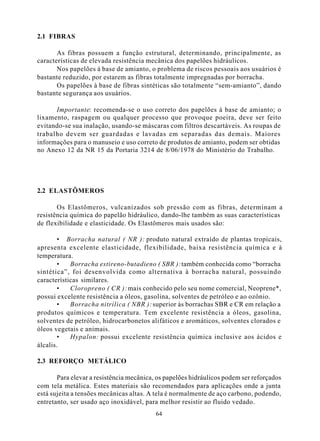
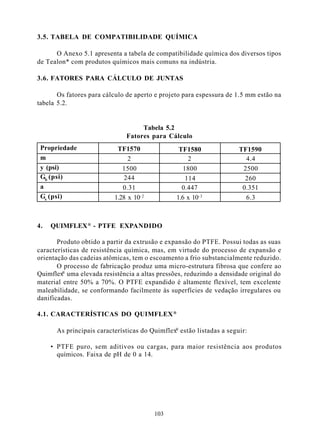
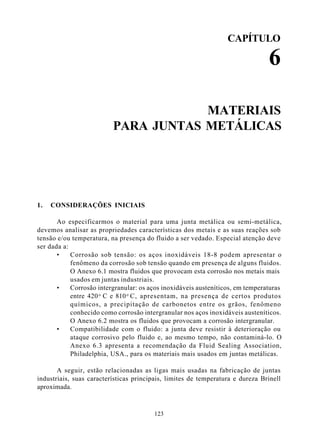
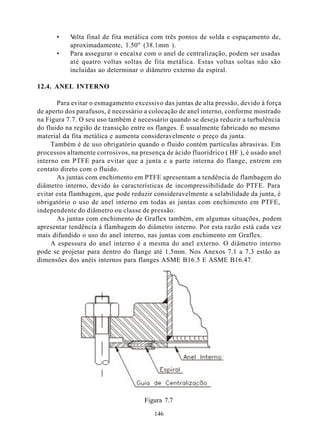
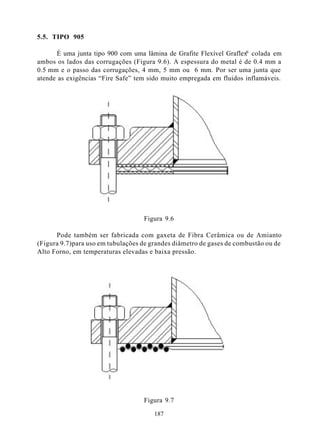
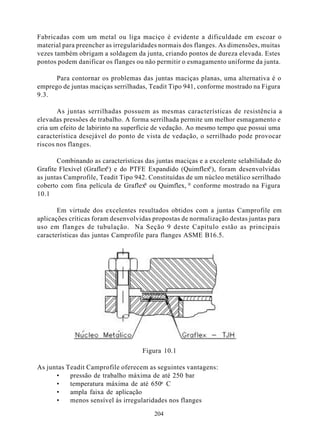
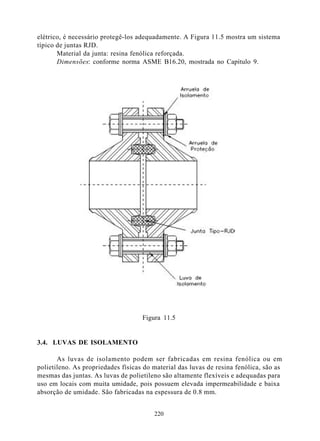
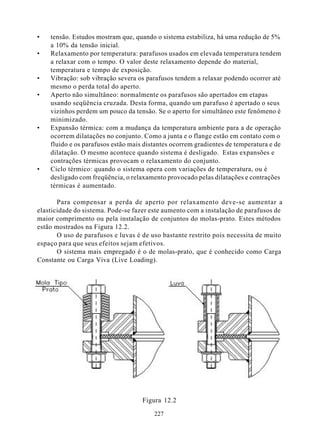
![• Parâmetro de aperto de montagem:
Tpa = X Tpmin = 1.5 ( 172 / 122 ) 36.0462 = 76.229
• Razão dos parâmetros de aperto:
Tr = Log (Tpa) / Log (Tpmin) = 1.209
• Pressão mínima de aperto para operação:
Sml = Gs [( Gb / Gs ) ( Tpa )a ] 1/Tr = 15.171 MPa
• Pressão mínima de esmagamento:
Sy a = [ Gb/Ae ] ( Tpa )a = 59.069 MPa
• Calcular a pressão de esmagamento de projeto da junta:
Sm 2 = [( Sb / Sa )( Sy a / 1.5 )] - Pd (A i / Ag) = 19.759 MPa
• Força mínima de esmagamento:
W m o = ( Pd A i ) + ( Sm o A g )
onde Sm o é a o maior valor de
Sm 1 = 15.171
Sm 2 = 19.759
2 Pd = 4
W m o = ( Pd A i ) + ( Sm o A g ) = 203 089 N
12. ESMAGAMENTO MÁXIMO
Nas Seções 4 e 11 deste Capítulo estão os métodos para calcular a força de
esmagamento mínima da junta para assegurar uma vedação adequada. Entretanto,
conforme os estudos do PVRC quanto maior o aperto maior a selabilidade, portanto,
é interessante saber qual o valor da força de aperto máxima. Fazendo-se a instalação
com o aperto próximo do máximo tira-se proveito da possibilidade de uma maior
selabilidade.
Um problema freqüentemente encontrado são juntas danificadas por excesso
de aperto. Para todos os tipos de juntas é possível estabelecer qual a pressão máxima
de esmagamento, este valor não deve ser superado na instalação sob pena de danificar
a junta.
41](https://image.slidesharecdn.com/livrojuntasindustriais1-120828102741-phpapp02/85/Livro-juntas-industriais-1-42-320.jpg)

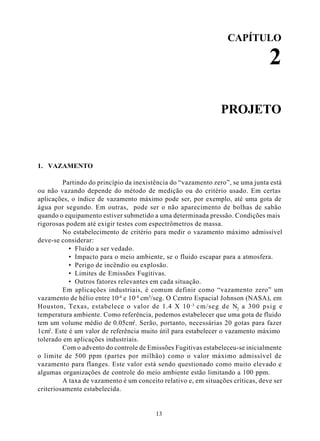
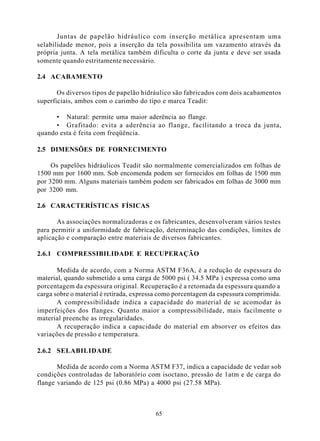
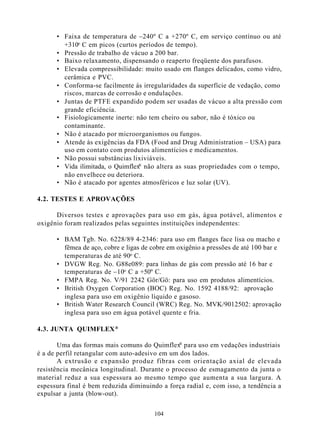
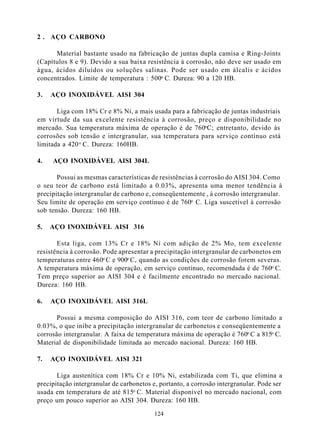
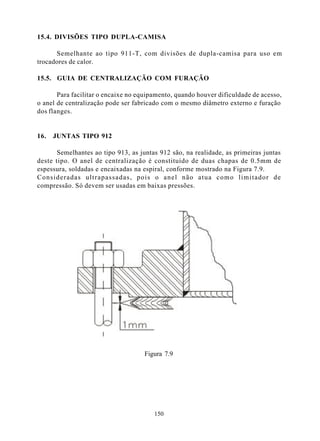
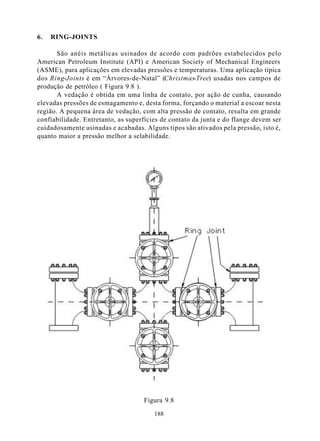
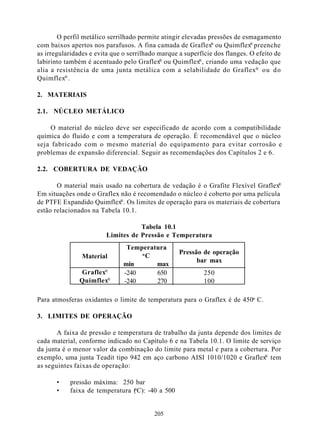
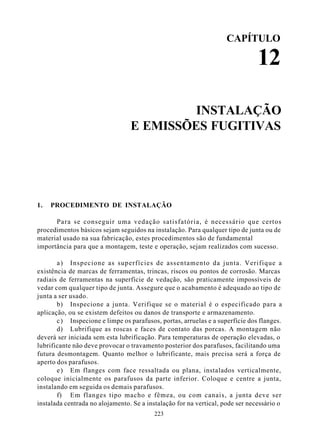
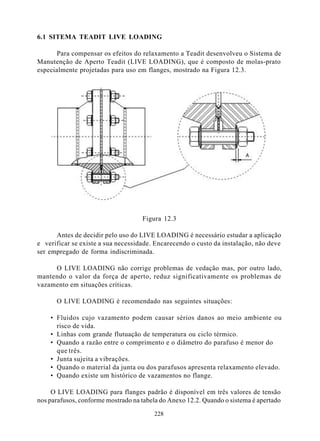
![• Se o valor de Wm a x for menor do que Wm o a combinação das juntas e
parafusos não é adequada para a aplicação.
• Se W max for maior do que Wm o a combinação junta e parafusos é
satisfatória.
• Com o valor da força de aperto máxima conhecido é possível então
determinar se todas as demais tensões estão dentro dos limites
estabelecidos pelo Código ASME. Esta verificação está além dos
objetivos deste livro.
12.2 EXEMPLO DE CÁLCULO DA FORÇA DE APERTO MÁXIMA
No exemplo da Seção 11.5 podemos calcular a força de aperto máxima.
• Área de contato da junta com o flange:
A g = ( π /4 ) [(de - 3.2)2 - di2] = 7271.37 mm2
de = 209.6 mm
di = 182.6 mm
• Área efetiva de atuação da pressão do fluido:
A i = ( π /4 ) G = 29711.8 mm2
2
G = (de - 3.2) - 2b = 194.50 mm
b = b0 = 5.95mm
b o = N/2 = ((de - 3.2) - di)/4 = 5.95 mm
• Calcular a força de pressão, H:
H = Ai P d = 29711 x 2 = 59 423 N
• Força máxima disponível para o esmagamento:
W disp = Ae Aml N p S a = 391 x 12 x 172 = 807 024 N
• Calcular a pressão de esmagamento da junta, Sy a:
Sy a = Wdisp / Ag = 807 024 / 7271 = 110.992 MPa
• Pressão de esmagamento máxima recomendada para a junta:
S y m = 210 MPa
43](https://image.slidesharecdn.com/livrojuntasindustriais1-120828102741-phpapp02/85/Livro-juntas-industriais-1-44-320.jpg)





























































































![Livro juntas industriais[1]](https://image.slidesharecdn.com/livrojuntasindustriais1-120828102741-phpapp02/85/Livro-juntas-industriais-1-240-320.jpg)



























