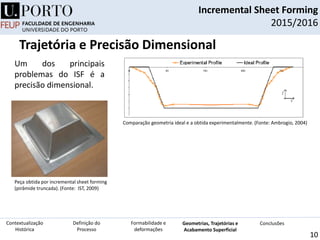
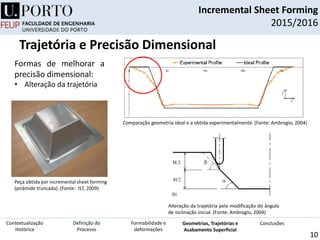
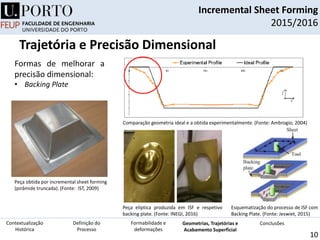
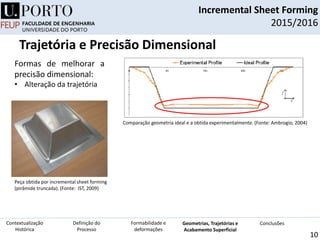
O documento descreve o processo de Incremental Sheet Forming (ISF), começando com uma contextualização histórica e definição do processo. Discute-se a formabilidade e deformações, geometrias, trajetórias, precisão dimensional e acabamento superficial. Conclui-se que o ISF oferece custos reduzidos e flexibilidade, mas tem limitações geométricas, precisão e acabamento em comparação com processos de conformação tradicionais.