Baixado 32 vezes
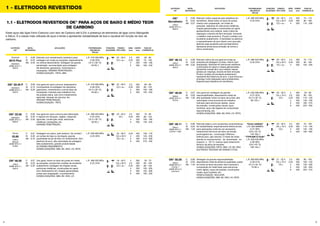

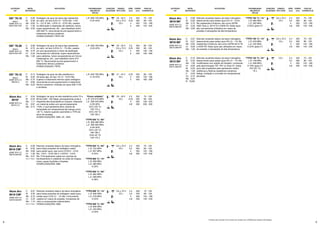
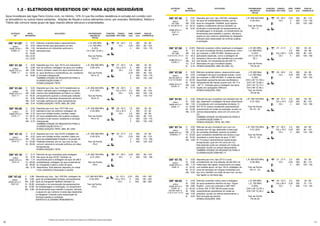
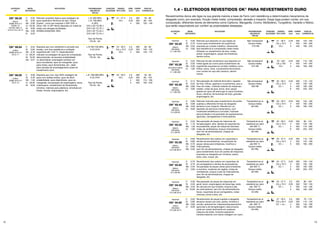

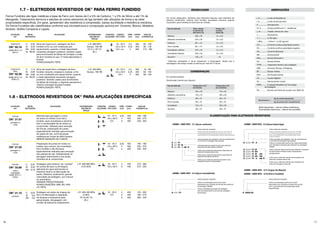
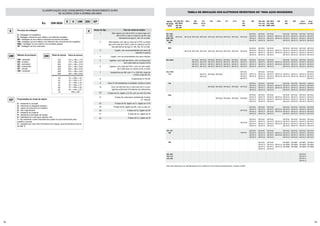

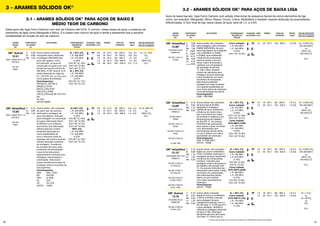
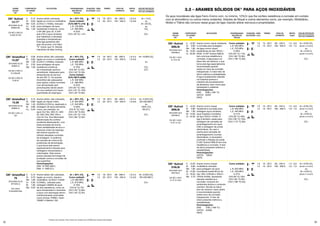
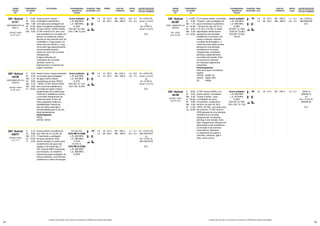


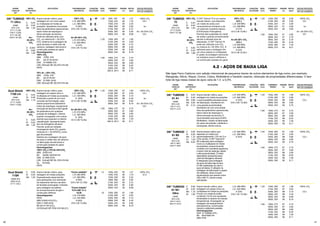
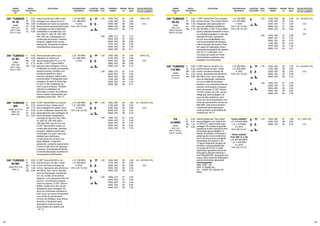
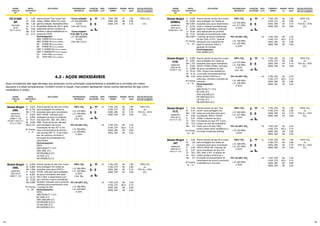


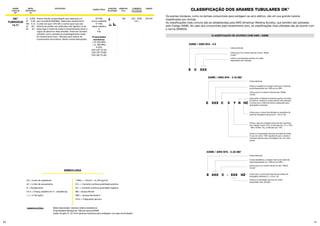


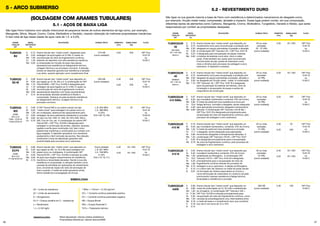
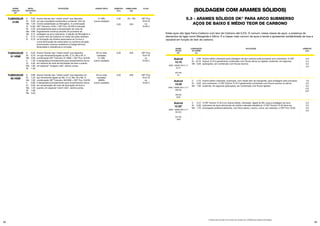
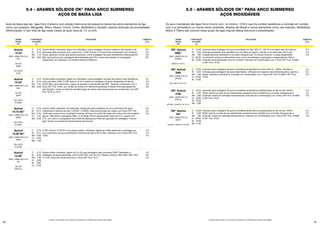
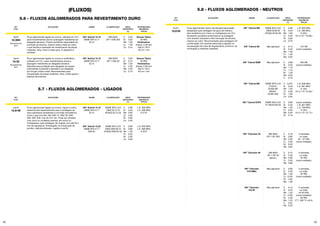
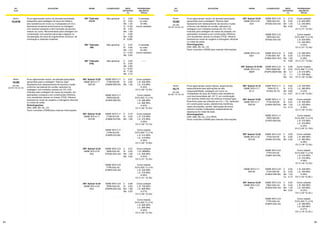


O documento apresenta um catálogo de consumíveis para soldagem, incluindo eletrodos revestidos, varetas TIG, arames sólidos e tubulares. Os itens são organizados por tipo de material, como aços de baixo e médio teor de carbono, aços de baixa liga e aços inoxidáveis. Para cada item são fornecidas informações sobre composição química, aplicações, propriedades mecânicas e especificações técnicas.





































![Trabalho ..[1] trabalho de soldadura](https://cdn.slidesharecdn.com/ss_thumbnails/trabalho-1-trabalhodesoldadura-110529182127-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)
















![[Apostila] Processo De Soldagem E Corte 2 Senai](https://cdn.slidesharecdn.com/ss_thumbnails/apostilaprocessodesoldagemecorte2-senai-100412043602-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)







