AÇOS CLASSIFICAÇÃO, SOLDABILIDADE E TRATAMENTO.ppt
2.
Aços - Classificaçãoe
Soldabilidade
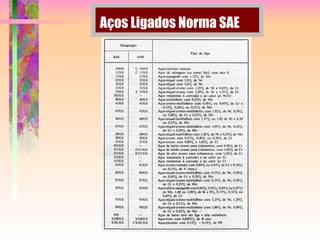
1 - Tipo de aço Sistema de classificação SAE
10XX
, 1 aço carbono comum
0 - Número de elementos de liga
XX - Teor de carbono
Exemplo: SAE 1030
Aço carbono comum
Sem elemento de liga
0,30% de carbono
Definição de Aço:
“Liga binária Fe-C, com teor de Carbono
variando de 0,03 a 2,0%”
3.
Aços Carbono podemser divididos em classes:
1. Aço baixo carbono – de 0,03 a 0,30%
Fácil soldabilidade
2. Aço médio carbono – de 0,31 a 0,45%
Boa soldabilidade
3. Aço alto carbono – de 0,46 a 0,75%
Dificil soldabilidade
4. Aço altíssimo carbono – de 0,76 a 2,0%
Dificílima soldabilidade
Aços - Classificação e
Soldabilidade
4.
Técnicas de soldagempara aços
sem tratamentos térmicos e ou térmo-químicos
• Limpeza química ou mecânica
• Preparação da peça (chanfrar, usinar, alinhar, fixar, etc.)
Aços - Classificação e
Soldabilidade
5.
Aços - Classificaçãoe
Soldabilidade
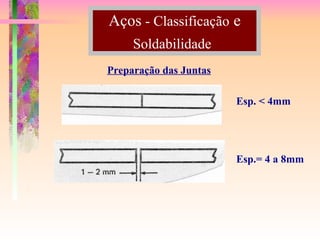
Preparação das Juntas
Esp. < 4mm
Esp.= 4 a 8mm
6.
Aços - Classificaçãoe
Soldabilidade
Preparação das Juntas
Esp.= 6 a 20 mm
Esp.= 6 a 40 mm
Esp.> 40 mm
7.
Aços - Classificaçãoe
Soldabilidade
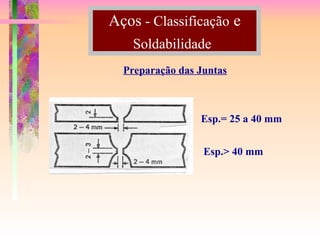
Preparação das Juntas
Esp.= 25 a 40 mm
Esp.> 40 mm
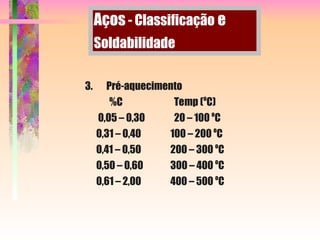
3. Pré-aquecimento
%C Temp(o
C)
0,05 – 0,30 20 – 100 o
C
0,31 – 0,40 100 – 200 o
C
0,41 – 0,50 200 – 300 o
C
0,50 – 0,60 300 – 400 o
C
0,61 – 2,00 400 – 500 o
C
Aços - Classificação e
Soldabilidade
10.
4. Seleção domaterial de adição (eletrodo revestido)
Para aços de baixo e médio teor de carbono
EC 4801 - AWS E 7018 - Maior resistência
EC 4802 - AWS E 6013 - Para chapas finas, estruturas
leves
EC 4808 - AWS E 6010 - Passe de raiz em tubulações e
peças sujas e ou contaminadas
Aços - Classificação e
Soldabilidade
11.
Norma AWS A5.5
ExemploE 7018
E – Eletrodo
70 – Resistência à tração (70.000 PSI)
1 – Posição de soldagem: 1 - Todas as posições
2 - Plana e horizontal
3 - Plana
18 – Tipo de revestimento: 18 – Revestimento básico
13 – Revestimento rutílico
10 – Revestimento celulósico
OBS: Pode ainda aparecer após este número uma letra e, ou
um número, que indicará adição de elementos de liga.
Aços - Classificação e
Soldabilidade
12.
Para aço dealto e altíssimo teor de carbono
• Ligas especiais de cromo e níquel
Selecionados em função da aplicação
Exemplos de materiais de adição:
Eutectrode 680 / Xuper 680 CGS / Eutectrode 690
XHD 646 / EC 4022 / XNT 2222
Aços - Classificação e
Soldabilidade
13.
5. Pós-aquecimento
A temperaturade 50 a 100 o
C acima da temperatura de
pré-aquecimento
6. Resfriamento
Resfriar a peça lentamente em meio isolante
Aços - Classificação e
Soldabilidade
14.
Sem pré-aquecimento devido
•Peça de grandes dimensões
• Soldagem no local de trabalho
• Falta de equipamento
• Outros fatores
1. Limpeza
2. Preparação
3. Seleção do material de adição em função da aplicação
Aços - Classificação e
Soldabilidade
15.
4. Soldagem paraaços acima de 0,30%
• Cordões curto máximo de 50 mm
• Martelamento com o cordão quente
• Cordões alternados
• Soldar isolado de correntes de ar
5. Resfriamento lento em meio isolante ou em meio
abrigado de corrente de ar
Aços - Classificação e
Soldabilidade
16.
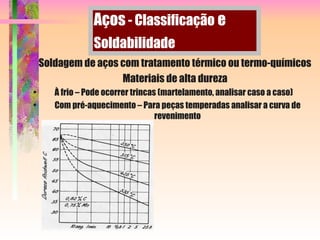
Soldagem de açoscom tratamento térmico ou termo-químicos
Materiais de alta dureza
• À frio – Pode ocorrer trincas (martelamento, analisar caso a caso)
• Com pré-aquecimento – Para peças temperadas analisar a curva de
revenimento
Aços - Classificação e
Soldabilidade
17.
“São aços quecontém elementos de liga ou
apresentam elementos residuais em teores
acima dos que são considerados normais”.
Aços - Classificação e
Soldabilidade
Aços ligados:
Aços Ligados Soldabilidade
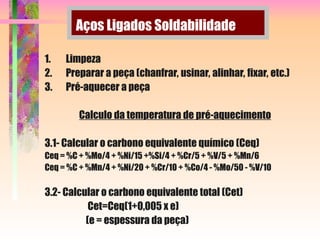
1.Limpeza
2. Preparar a peça (chanfrar, usinar, alinhar, fixar, etc.)
3. Pré-aquecer a peça
Calculo da temperatura de pré-aquecimento
3.1- Calcular o carbono equivalente químico (Ceq)
Ceq = %C + %Mo/4 + %Ni/15 +%Si/4 + %Cr/5 + %V/5 + %Mn/6
Ceq = %C + %Mn/4 + %Ni/20 + %Cr/10 + %Co/4 - %Mo/50 - %V/10
3.2- Calcular o carbono equivalente total (Cet)
Cet=Ceq(1+0,005 x e)
(e = espessura da peça)
20.
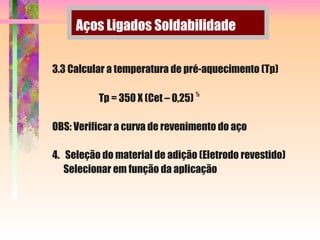
Aços Ligados Soldabilidade
3.3Calcular a temperatura de pré-aquecimento (Tp)
Tp = 350 X (Cet – 0,25)
½
OBS: Verificar a curva de revenimento do aço
4. Seleção do material de adição (Eletrodo revestido)
Selecionar em função da aplicação
21.
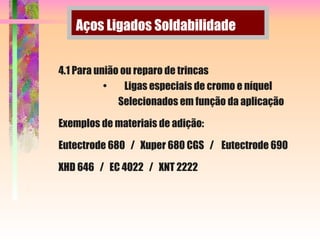
4.1 Para uniãoou reparo de trincas
• Ligas especiais de cromo e níquel
Selecionados em função da aplicação
Exemplos de materiais de adição:
Eutectrode 680 / Xuper 680 CGS / Eutectrode 690
XHD 646 / EC 4022 / XNT 2222
Aços Ligados Soldabilidade
22.
4.2 Para enchimentoou reconstrução
• Utilizar eletrodo de aço ferramenta
selecionados em função da aplicação
Exemplos de materiais de adição:
Tooltectic 6 HSS / ToolTectic 6 CHW / N 12 CGS / EC 4099
OBS: Verificar a necessidade da aplicação de almofada
Utilizar ligas de cromo / níquel
Aços Ligados Soldabilidade
23.
5. Pós-aquecimento
A temperaturade 50 a 100 o
C acima da temperatura de pré-
aquecimento
6. Resfriamento
Resfriar a peça lentamente em meio isolante
Aços Ligados Soldabilidade
24.
Sem pré-aquecimento devido:
•Peça de grandes dimensões
• Soldagem no local de trabalho
• Falta de equipamento
• Outros fatores
1. Limpeza
2. Preparação
3. Seleção do material de adição em função da aplicação
Aços Ligados Soldabilidade
25.
4. Soldar com:
•Cordões curto máximo de 50 mm
• Martelamento com o cordão quente
• Cordões alternados
• Soldar isolado de correntes de ar
5. Resfriamento lento em meio isolante ou em meio
abrigado de corrente de ar
Aços Ligados Soldabilidade