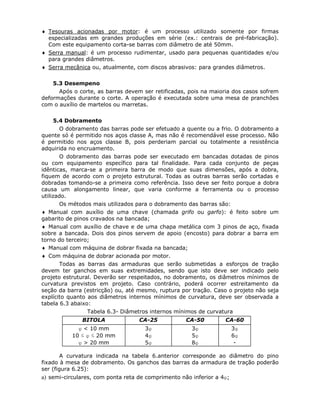
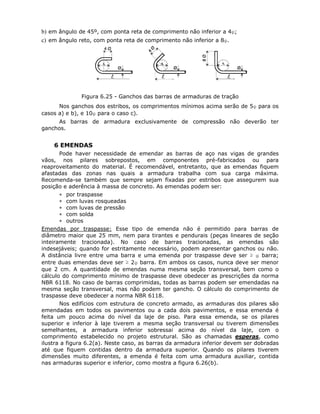
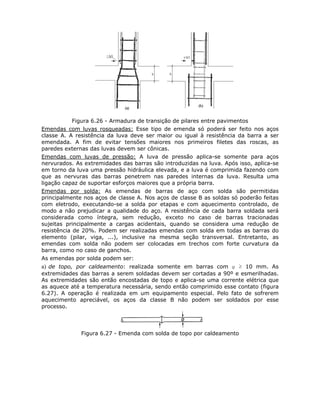
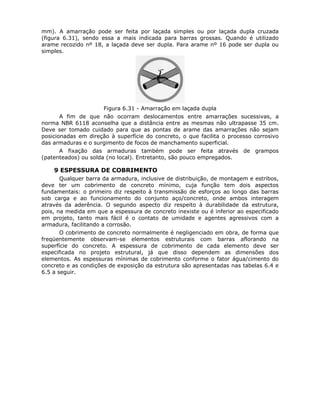
O documento descreve os tipos e especificações de armaduras de aço utilizadas em concreto armado, incluindo barras, fios e telas. Detalha as classes de aço, bitolas, identificação, preparação, dobras, emendas e armazenamento correto para evitar corrosão.