Este manual técnico aborda os principais tópicos da tecnologia dos materiais e industrial. Discute a classificação, propriedades e obtenção de materiais como aços, ferros fundidos e metais não ferrosos. Também trata de metalografia, tratamentos térmicos e superficiais. Por fim, apresenta conceitos de tecnologia industrial, projeto de produtos, montagem e manutenção.








![CAPÍTULO 2
MECâNICA 2
50 51
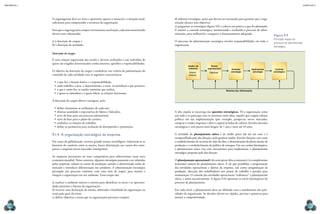
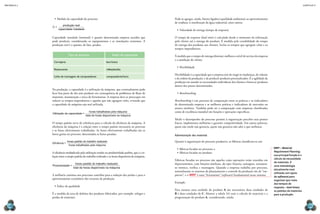
Resumo dos principais aços para construção mecânica
1010
Aço ao carbono sem elementos de liga, para uso geral, utilizado em peças
mecânicas, peças dobradas, partes soldadas, tubos e outras aplicações.
1020
Aço ao carbono, de uso geral, sem elementos de liga, utilizado em peças
mecânicas, eixos, partes soldadas, conformadas ou cementadas, arames em
geral etc.
1045
Aço com teor médio de carbono, de uso geral em aplicações que exigem
resistência mecânica superior ao 1020 ou têmpera supericial (em óleo ou
água), utilizado em peças mecânicas em geral.
9SMn28
Fácil de ser usinado, oferece bom acabamento supericial, mas é de difícil
soldabilidade, exceto mediante o emprego de eletrodos de baixo teor de
hidrogênio. Exemplo: E6015 (AWS). Usado comumente na fabricação de
porcas, parafusos, conexões e outros produtos que necessitam de alta
usinabilidade. Não deve, porém, ser utilizado em partes vitais de máquinas
ou equipamentos sujeitos a esforços severos ou choques.
12L14
Tem características idênticas às do 9SMn28,com exceção da usinabilidade,
pois apresenta capacidade superior a 60% em relação ao 9SMn28.
Teluraloy
De características idênticas às do 9SMn28, com exceção da usinabilidade,
pois apresenta capacidade superior a 100% em relação ao 9SMn28. Possui
algumas melhorias em relação ao 9SMn28 e 12L14, em trabalhos que
necessitem de compressão, como roscas laminadas ou partes recartilhadas.
8620
Aço cromo-níquel-molibdênio, usado para cementação na fabricação
de engrenagens, eixos, cremalheiras, terminais, cruzetas etc. (limite de
resistência do núcleo entre 70 e 110 kgf/mm²).
8640
Aço cromo-níquel-molibdênio de média temperabilidade, usado em eixos,
pinhões, bielas, virabrequins, chavetas e peças de espessura média.
4320
Aço cromo-níquel-molibdênio para cementação que alia alta
temperabilidade e boa tenacidade. Usado em coroas, pinhões, terminais de
direção, capas de rolamentos etc. (limite de resistência do núcleo entre 80
e 120 kgf/mm²).
4340
Aço cromo-níquel-molibdênio de alta temperabilidade, usado em peças
de seções grandes como eixos, engrenagens, componentes aeronáuticos,
peças para tratores e caminhões etc.
5140
Aço cromo-manganês para beneiciamento, de média temperabilidade,
usado em parafusos, semieixos, pinos etc.
5160
Aço cromo-manganês de boa tenacidade e média temperabilidade,
usado tipicamente na fabricação de molas semielípticas e helicoidais para
veículos.
6150
Aço cromo-vanádio para beneiciamento que apresenta excelente
tenacidade e média temperabilidade. Usado em molas helicoidais, barras de
torção, ferramentas, pinças para máquinas operatrizes etc.
9260
Aço de alto teor de silício e alta resistência. Usado em molas para serviço
pesado, como em tratores e caminhões.
52100
Aço que atinge elevada dureza em têmpera profunda, usado tipicamente
em esferas, roletes e capas de rolamentos e em ferramentas como
estampos, brocas, alargadores etc.
[[TabAnchor]]
Tabela 2.1
Características dos
principais aços.
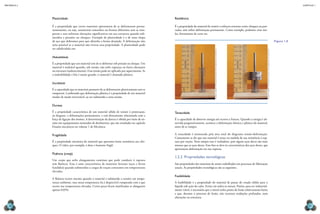
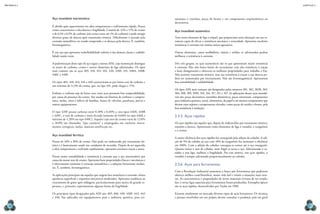
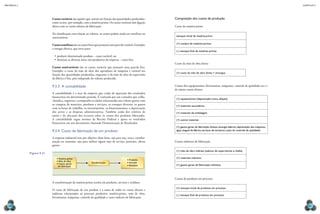
O aço-carbono é o mais barato dos aços, razão pela qual ele é o preferido, exceto
quando condições severas de serviço exigem características especiais, ou quando
há necessidade de pequenas dimensões.
Os aços-carbono, de modo geral, cobrem todas as necessidades da prática. Com
teor de 0,3% ou mais, pode ser tratado termicamente para melhorar suas pro-
priedades de resistência e dureza. Mas surgem diiculdades em peças de grandes
seções por causa do resfriamento lento do núcleo, o que impede as mudanças
metalúrgicas requeridas para endurecimento e resistência.
O principal inconveniente do aço comum é sua pequena penetração de endure-
cimento, estendido apenas a uma ina camada. O resfriamento deve ser muito
rápido, o que pode resultar em tensões residuais internas, distorções, perda de
ductilidade e, eventualmente, trincas.
Os aços comuns podem ser classiicados quanto à composição ou ao teor de car-
bono. A classiicação norte-americana, praticamente adotada no mundo inteiro,
deine os seguintes padrões:
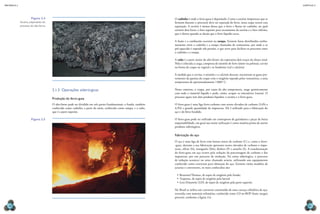
• aços de baixo teor de carbono: até 0,25% de carbono;
• aços de médio teor: de 0,25% a 0,6% de carbono;
• aços de alto teor: 0,6% a 2,0% de carbono.
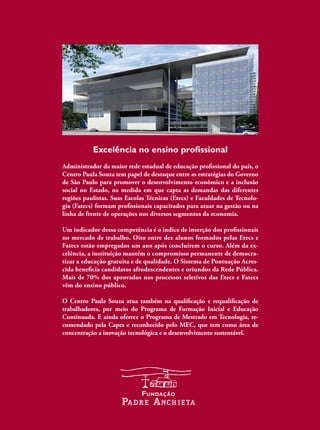
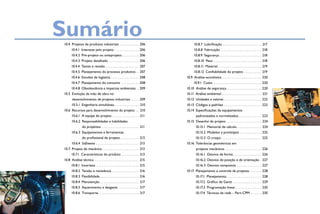
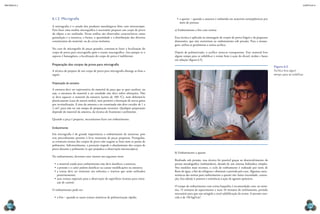
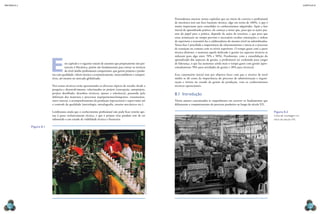
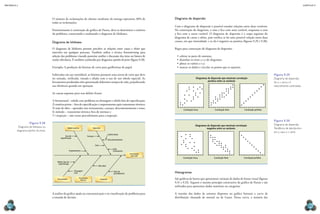
A tabela 2.1 apresenta algumas indicações de utilização encontradas comumente
na prática.
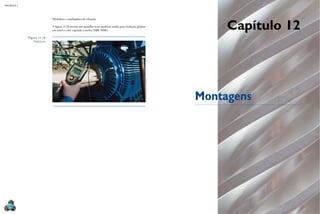
240
220
200
180
160
140
120
100
80
60
40
20
120
110
100
90
80
70
60
50
40
30
20
10
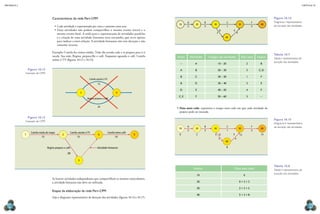
0 0,2 0,4 0,6 0,8 1,0 1,2
60
50
40
30
20
10
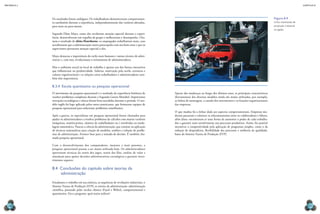
Dureza
Brinell
Limite
de
resistência
à
tração
kgf/mm
2
Teor de carbono, %
Alongamento,
%
l
i
m
i
t
e
d
e
resistência à tração
alongamento
d
ureza
Brinell
Figura 2.11
Propriedades mecânicas
dos aços em função do
teor de carbono.](https://image.slidesharecdn.com/mecanicavol2tecnologiadosmateriais-220707013503-f0bc3f60/85/MECANICA_VOL_2_TECNOLOGIA_DOS_MATERIAIS-pdf-27-320.jpg)




![CAPÍTULO 3
MECâNICA 2
68 69
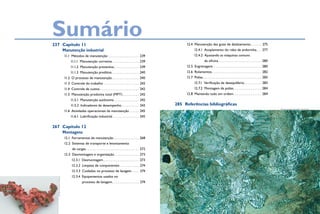
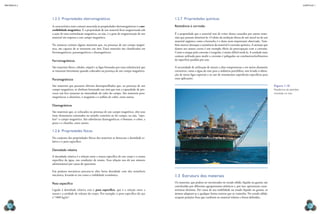
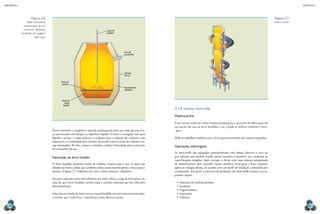
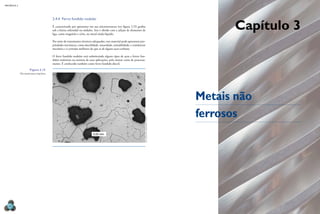
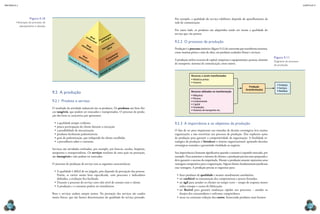
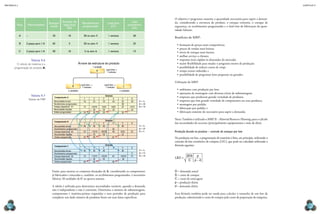
A tabela 3.3 apresenta a designação das ligas de alumínio destinadas à fundição.
[[TabAnchor]]
Liga Características Aplicações
150.0
Alumínio comercialmente puro com excelente
resistência à corrosão e boa condutividade elétrica
(57% IACS), não tratável termicamente. Fundição em
molde permanente, areia e sob pressão.
Acessórios utilizados nas indústrias
químicas e de alimentação, rotores,
condutores elétricos e equipamentos
industriais.
242.0
Excelentes propriedades mecânicas em temperaturas
elevadas e muito boa usinabilidade. Baixa resistência à
corrosão. Fundição em molde permanente e areia.
Pistões e cabeçotes para aviões, motores
a diesel e de motocicletas.
295.0
Média resistência, boa usinabilidade. Baixa resistência à
corrosão. Fundição em areia.
Elementos estruturais de máquinas,
equipamentos e aviação, cárter, rodas de
ônibus e de aviões.
319.0
Resistência mecânica moderada e boas características
de fundição e usinagem. Fundição em molde
permanente e em areia.
Uso geral, além de revestimentos e caixas
de equipamentos elétricos.
355.0
Média resistência mecânica, com excelente luidez,
boa usinabilidade após tratamento térmico, boa
estanqueidade sob pressão. Fundição em molde
permanente e areia.
Peças complexas ou sob tensão, cabeçote
de cilindros, corpo de válvulas, camisa de
água, união para mangueiras, acessórios
para indústria de máquinas e na
construção civil.
C355.0
Similar a 355.0, mas com maior resistência mecânica,
excelente característica de alimentação (ideal
para peças fundidas espessas). Fundição em molde
permanente e areia.
Peças estruturais sob tensão,
componentes de aviação e de mísseis,
acessórios de máquinas e equipamentos,
construção civil, fachadas e embarcações.
356.0
Média resistência mecânica, excelente luidez e
estanqueidade sob pressão, boa resistência à corrosão e
usinabilidade. Fundição em molde permanente e areia.
Peças fundidas com seções inas, cilindros,
válvulas, cabeçotes, blocos de motores,
ferramentas pneumáticas e componentes
arquiteturais anodizados na cor cinza.
357.0
Elevada resistência mecânica, excelente luidez e
resistência à corrosão. Fundição em molde permanente
e areia.
Peças sob tensão que exigem relação
de peso com elevadas propriedades
mecânicas e de resistência à corrosão,
tais como componentes de aviação e de
mísseis.
350.0
Excelente estanqueidade sob pressão, resistência à
corrosão e muito boa usinabilidade. Fundição sob
pressão.
Recipientes e componentes de iluminação,
peças externas de motores e utensílios
domésticos.
380.0
Bom acabamento supericial, muito boa usinabilidade,
podendo ser anodizada. Fundição sob pressão.
Peças de utensílios domésticos em geral.
A380.0
Elevada resistência mecânica tanto em locais com
temperaturas ambiente como elevadas, muito boa
luidez, boa estanqueidade sob pressão, usinabilidade e
resistência à corrosão. Fundição sob pressão.
Peças para utensílios domésticos em geral,
indústrias elétrica e automotiva.
Tabela 3.3
ligas de alumínio
utilizadas em fundição.
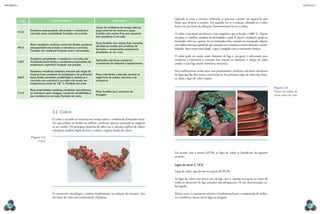
Outra vantagem conseguida com essas ligas, também por causa da adição do
silício, é a obtenção de peças sem trincas. Por seus constituintes possuírem raios
atômicos muito próximos e eletronegatividade semelhante, elas podem ser com-
binadas para resultar em um produto novo.
Outro elemento muito comum utilizado nas ligas e que permite uma va-
riedade muito ampla de aplicações é o cobre. Uma de suas propriedades é a
dureza. Exemplo disso é seu uso nas alianças de ouro. O ouro é muito dúctil
e não permaneceria com a forma original no decorrer do tempo. É muito co-
mum também nas válvulas, esferas e gavetas usadas em tubulações de água.
Um dos materiais que oferece maior diiculdade de manuseio e operação para
obtenção de ligas é o magnésio, cuja densidade é um terço da do alumínio. Tam-
bém pode ser observado pela tabela periódica que o magnésio possui um raio
atômico maior e estrutura cristalina hexagonal, diferentemente do alumínio,
que tem estrutura cúbica de face centrada. Em relação ao ponto de ebulição, o
Mg se funde antes do alumínio, o que favorece a formação de borras. É muito
utilizado para proteção em veículos marítimos por ter propriedades semelhantes
às do sódio. A eletronegatividade ou positividade dos dois elementos são muito
próximas, por isso eles não se combinam, característica que permite proteção
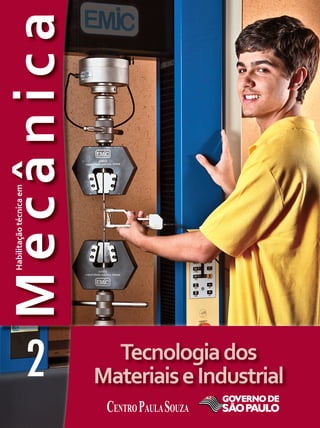
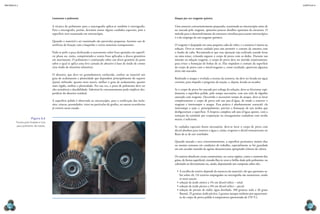
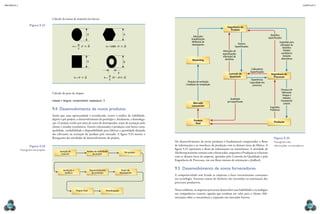
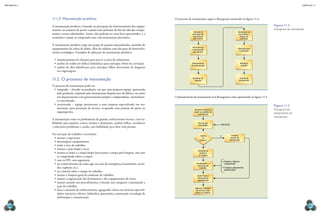
maior nos navios e barcos. A tabela 3.2 apresenta os principais elementos de liga
e suas vantagens e desvantagens.
Elemento
de liga
Porcentagem
típica
Vantagens Desvantagens
Cu 3% a 11%
Confere alta resistência mecânica.
Facilita trabalho de usinagem.
Diminui resistência à corrosão salina.
Fragilidade a quente.
Si 12% a 13%
Aumenta luidez na fundição.
Reduz coeiciente de dilatação.
Melhora a soldabilidade.
Diminui usinabilidade.
Mg > 8%
Confere alta soldabilidade.
Aumenta resistência à corrosão em
meio salino.
Possibilita tratamento térmico de ligas
de Al-Si.
Diiculta fundição por causa da
oxidação (borra) e absorção de
impurezas (Fe e outros).
Zn 0,05% a 2,2%
Sempre associado ao Mg.
Confere alta resistência mecânica.
Aumenta ductilidade.
Diminui resistência à corrosão salina.
Fragilidade a quente.
Alta contração em fundição.
Mn 0,5% a 10,7%
Como corretor.
Aumenta resistência mecânica a quente.
Pequena diminuição da ductilidade.
Tabela 3.2
Principais elementos
de liga e seus efeitos.](https://image.slidesharecdn.com/mecanicavol2tecnologiadosmateriais-220707013503-f0bc3f60/85/MECANICA_VOL_2_TECNOLOGIA_DOS_MATERIAIS-pdf-36-320.jpg)



























![CAPÍTULO 9
MECâNICA 2
182 183
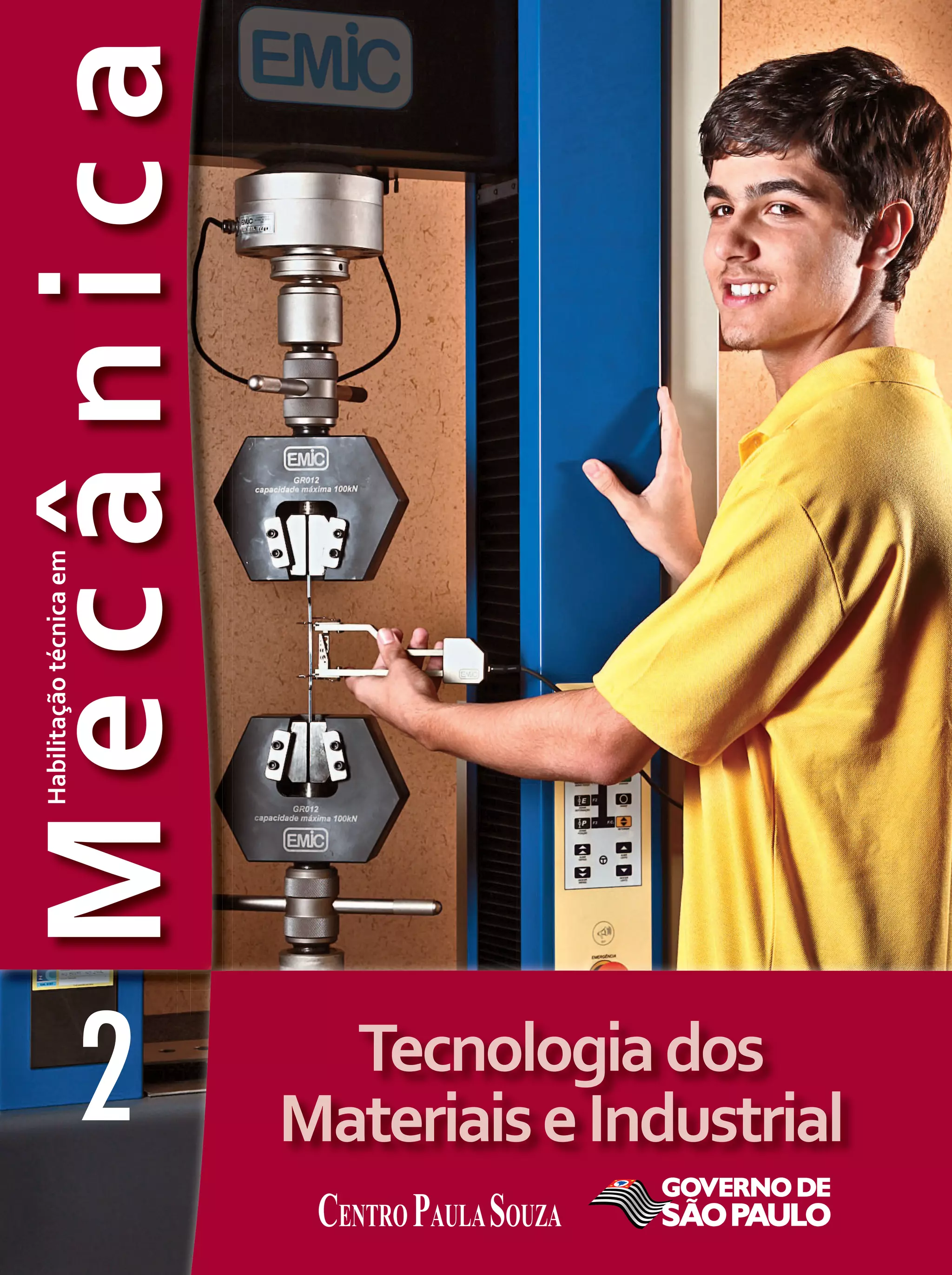
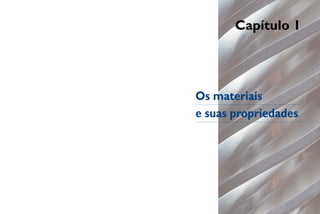
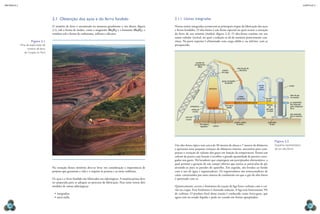
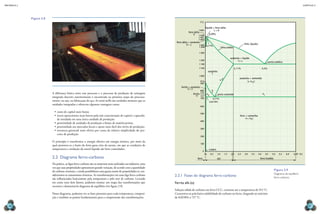
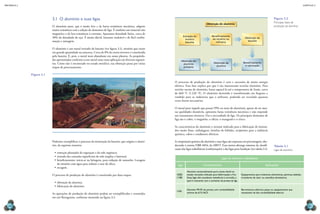
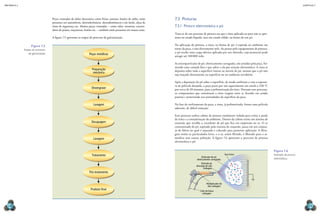
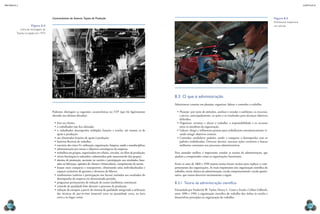
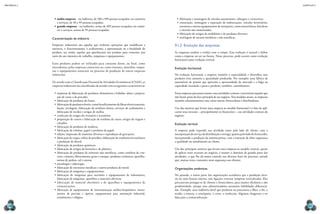
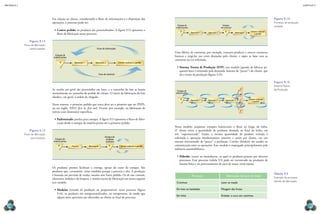
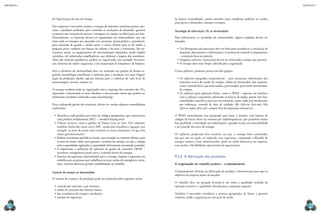
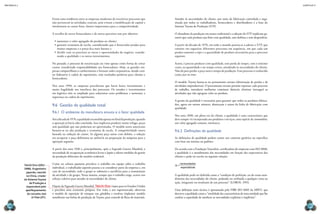
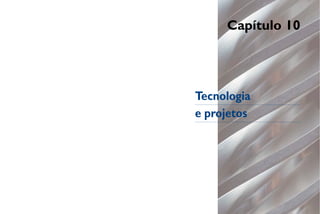
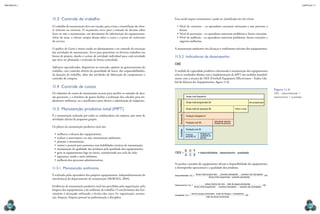
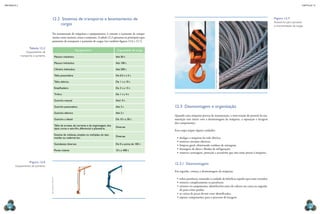
O gráico dos custos em relação à quantidade produzida é mostrada na igura 9.22.
Ainda em relação aos custos, os materiais indiretos podem ter os custos de
estocagem e compra calculados conforme a fórmula:
CT
D
Q
S
Q
iC
= ⋅ + ⋅
2
em que: CT = custo total de compra e estocagem
D = demanda anual
Q = quantidade por pedido
S = custo da compra
i = porcentagem de estocagem
C = custo do material
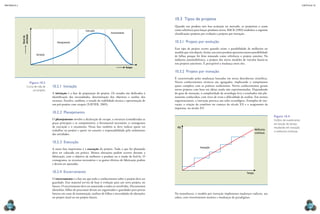
9.3.6 Cálculo da massa dos produtos
Na produção industrial, os produtos são manufaturados com material de base
fornecido. Esse material é forjado, fundido, injetado, soprado, em barras ou em
chapas. Na compra de fundidos, forjados, injetados ou soprados, seu preço é
alocado diretamente ao produto a ser fabricado.
Insumos fornecidos em barras ou chapas são vendidos e contabilizados por
quilograma. Para atender às dimensões da peça, são cortados e pesados.
Quando não se consegue pesar o material, calcula-se seu peso usando a fórmula
do cálculo da massa:
m = . v = densidade [kg/dm3
]
m = massa [kg]
v = volume [dm3
]
h = altura [dm]
RT
Quantidade
produzida
Ponto de
equilíbrio
Q
Custos
CF
CV
CT
Figura 9.22
Custo em relação à
quantidade produzida.
Custos do estoque de produtos acabados
(+) estoque inicial de produtos acabados
(–) estoque inal de produtos acabados
Custo por peça
custo por peça =
custo de produção no período
unidades produ
uzidas período
ou
custo por peça =
custo total
quantidade produzida
9.3.5 Cálculo do ponto de equilíbrio
É o ponto (ver no gráico da igura 9.22 – em volume ou custo) em que as recei-
tas são iguais aos custos totais. A partir desse ponto, a receita supera os custos e
passa a haver lucro.
CT = CF + CV e RT = PV·Q
em que: CT = custo total associado a uma dada unidade produzida
CF = custo ixo
CV = custo variável
RT = receita ou faturamento
PV = preço de venda
Q = quantidade produzida ou volume de serviços prestados
O custo variável unitário CVu é dado por:
CV
CV
Q
u = e CT CF CV Q
u
= + ⋅
Como no ponto de equilíbrio a receita é igual ao custo total:
RT CT
= e PV Q CF CV Q
u
⋅ = + ⋅
conclui-se que no ponto de equilíbrio:
Q
CF
PV CVu
=
-
Acima do ponto de equilíbrio começa a existir lucro, e a fórmula ica:
Q
L CF
PV CVu
=
+
-
em que: L = lucro](https://image.slidesharecdn.com/mecanicavol2tecnologiadosmateriais-220707013503-f0bc3f60/85/MECANICA_VOL_2_TECNOLOGIA_DOS_MATERIAIS-pdf-93-320.jpg)
















![CAPÍTULO 11
MECâNICA 2
244 245
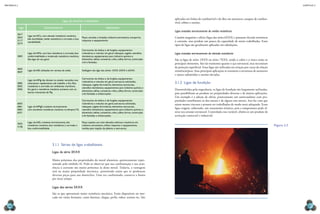
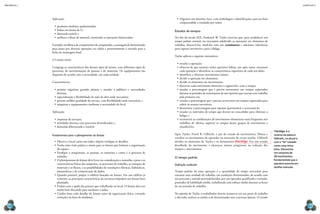
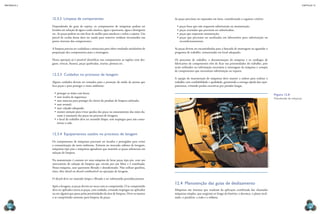
Clientes Jan. Fev. Mar. Abr. Maio Jun.
A 100 270 500 350 325 180
B 500 750 680 900 390 550
C 300 780 580 400 350 400
D 400 450 600 590 430 400
11.6 Atividades operacionais da manutenção
11.6.1 Lubriicação industrial
A lubriicação é fundamental para a manutenção dos mecanismos móveis, pois
evita paradas desnecessárias e ajuda a manter o funcionamento e a conservação
dos equipamentos. O emprego do óleo e da graxa corretos signiica vida mais
longa para os dispositivos. O conhecimento e o uso de novos materiais e lubrii-
cantes são muito importantes para a manutenção preventiva das máquinas e dos
equipamentos industriais.
Os equipamentos antigos necessitam de muita lubriicação e desperdiçam lubrii-
cantes. Os equipamentos modernos e a preocupação com o meio ambiente redu-
ziram esse desperdício, e os lubriicantes ganharam em qualidade e durabilidade,
aumentando a vida dos equipamentos.
O atrito
Qualquer movimento relativo entre corpos sólidos, líquidos e gasosos produz
um movimento contrário chamado atrito. Desde a invenção da roda o ser huma-
no tem se preocupado em reduzi-lo. A ciência que estuda o atrito é denominada
tribologia (do grego tribos, que signiica “atrito” e logia, “estudo”).
Leonardo da Vinci (1452-1519) constatou que a força de atrito é proporcional à carga
e independe da área nominal de contato (STOETERAU, 2004). A industrialização,
no século XVIII, levou a novos estudos e à introdução de novas ligas metálicas para
mancais deslizantes. O metal patente surgiu nessa época; é um tipo de metal de cor
clara, à base de estanho, chumbo, antimônio ou cobre, utilizado para fazer bronzi-
nas, um tipo de bucha bipartida para revestir mancais deslizantes.
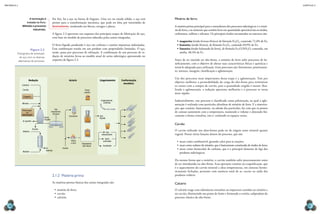
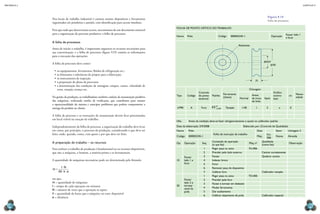
A tabela 11.1 apresenta algumas ligas e seus respectivos coeicientes de atrito
(estático e dinâmico).
Par de materiais Aplicação
Coeiciente de atrito
estático µ
Coeiciente de atrito
dinâmico µ
Seco Lubriicado Seco Lubriicado
Aço/aço Guia de morsa 0,20 0,10 0,15 0,10...0,05
Aço/ferro fundido Guia de máquina 0,20 0,15 0,18 0,10...0,08
Tabela 11.1
Coeiciente de atrito
de alguns materiais
Backlog
É um relatório do volume de horas de trabalho. Inclui todo o trabalho da ma-
nutenção e é medido em horas estimadas e horas realizadas. O backlog reúne as
horas estimadas ainda não trabalhadas.
O trabalho da manutenção é acumulado de forma ininita, ou seja, quando
chega, é alocado em ila, seguindo o critério de prioridades. Portanto, o volume
de trabalho cresce ininitamente: toda requisição de trabalho é aceita e acumu-
lada com as demais. O backlog é o volume de tarefas mês a mês, considerando
as diferentes prioridades: urgentes, prioritárias e normais.
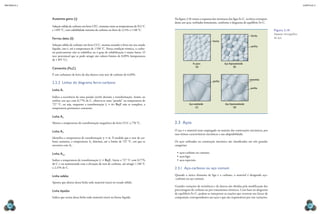
Com o backlog é possível saber se a manutenção da fábrica está com volume
alto ou baixo de trabalho, e assim deinir o aumento das equipes, a compra
de serviço, o investimento na área de manutenção, a terceirização da área, a
troca de máquinas e a possibilidade de implantar o gerenciamento autônomo
e o controle de custos.
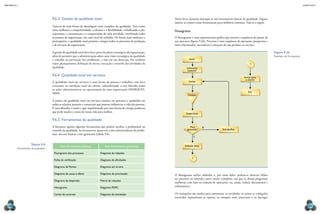
Segundo BRANCO FILHO (2006), o backlog pode ser organizado da seguinte
maneira:
a) listar as ordens de serviço [OS];
b) somar as horas-homem estimadas [Hh];
c) calcular o tempo-homem disponível [h/dia];
d) dividir o total de horas-homem estimadas pelo tempo-homem disponível;
e) o resultado será o número de dias que o grupo deverá trabalhar para executar
todo o serviço (dias) programado.
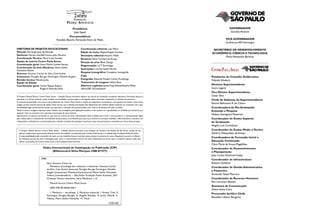
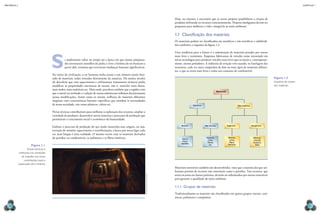
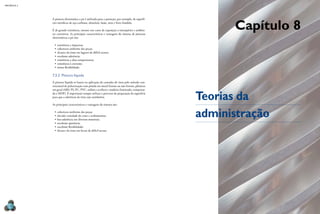
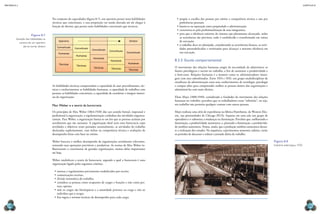
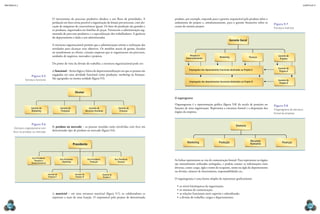
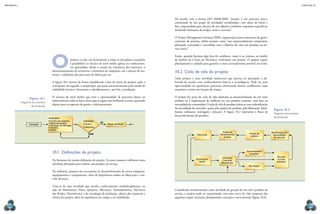
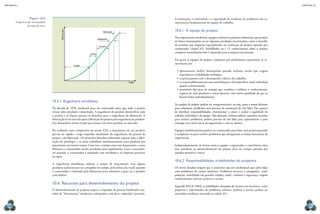
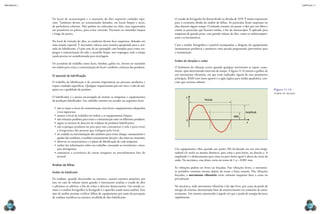
Com o valor calculado, montar um gráico (igura 11.5) ou tabela por área, ou
total, e comparar mês a mês, por exemplo.
Jan.
2500
2000
1500
1000
500
0
Fev.
MÊS
Horas
trabalhadas
Mar. Abr. Maio Jun.
Cliente A Cliente B Cliente C Cliente D
Figura 11.5
gráico de backlog –
histórico das horas
mensais trabalhadas para
os clientes a, B, C e D.](https://image.slidesharecdn.com/mecanicavol2tecnologiadosmateriais-220707013503-f0bc3f60/85/MECANICA_VOL_2_TECNOLOGIA_DOS_MATERIAIS-pdf-124-320.jpg)











![CAPÍTULO 12
MECâNICA 2
278 279
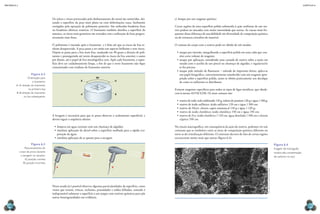
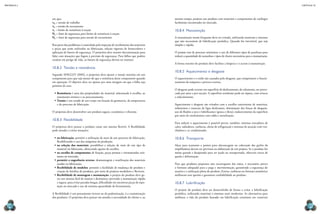
Quando a linha de centro é a bissetriz do ângulo, o diâmetro do pino utilizado
é dado por: d = 14,6 – 15,0 mm (igura 12.14).
Para cada ângulo α um valor ν é dimensionado, conforme a tabela 12.4.
α [º] 60 90 120
v [mm] 22 18 16
Aaplicaçãodoscilindrosv,deacordocomSCHRÖCK(1979),estáesquematizada
na igura 12.15.
Nas guias rabo de andorinha é necessário medir, ainda, o paralelismo delas,
utilizando ponte de medição e relógio apalpador.
Nas guias em V e nas guias prismáticas, a exatidão é conseguida pelo acomo-
dação da guia pelo uso, pelo tratamento da superfície, pelo aplainamento, pelo
polimento e pela própria montagem. Nelas são veriicadas a planeza da superfície
n
n
d α
Figura 12.14
Diâmetro do pino quando
a linha de centro é a
bissetriz do ângulo.
Tabela 12.4
V
V V
V
E
medido
E medido
V
v
v L v
L
v
v
E medido
E
L
L = E + ν
L = E + 2ν
L = E – 2ν
Figura 12.15
aplicação dos cilindros v.
Quando um dos lados do ângulo é comum para os dois lados, o diâmetro do
pino é dado por: d = 12,5 – 15,0 mm (ver igura 12.12).
Para cada ângulo α um valor n é dimensionado, conforme a tabela 12.3.
α [º] 20 30 40 50 60 70 80 100 110 120 130 140 150 160
n
[mm]
46 32 26 22 20 18 16 14 12 10 10 10 10 8
Aplicação dos cilindros n, de acordo com SCHRÖCK (1979), está esquematiza-
da na igura 12.13.
n
n
d
α
Figura 12.12
Diâmetro do pino
quando um dos lados é
comum aos dois lados.
Tabela 12.3
d
L
n
E medido
E medido
L = E – n L = E – n – d
2
—
n L
N
N
L
n n
E medido
E medido
n n
L
N N
N
E
N
L = E + 2n
L = E – 2n
Figura 12.13
aplicação dos cilindros n.](https://image.slidesharecdn.com/mecanicavol2tecnologiadosmateriais-220707013503-f0bc3f60/85/MECANICA_VOL_2_TECNOLOGIA_DOS_MATERIAIS-pdf-141-320.jpg)



![REFERÊNCIAS BIBLIOGRÁFICAS
MECâNICA 2
288 289
FERNANDES, Paulo S. hiago. Montagens industriais – Planejamento, execução
e controle. 2ª ed. São Paulo: Artliber, 2005.
FERRARESI, Dino. Fundamentos da usinagem dos metais. São Paulo: Edgard
Blücher, 1977.
FISCHER, Ulrich et al. Manual de tecnologia metal mecânica. São Paulo: Ed-
gard Blücher, 2008.
FUNDACENTRO. Ferramentas manuais. Material informativo. Disponível
em: <http://sstmpe.fundacentro.gov.br >. Acesso em: 21 dez. 2009.
GAITHER, Normam; FRAZIER, Greg. Administração da produção e operações.
8ª ed. São Paulo: Pioneira/homson Learning, 2001.
HIRSCHFELD, H. Planejamento com Pert-CPM. 7ª ed. São Paulo: Atlas, 1982.
KHATER, Evaldo. Medição de vibração torcional em laminadores siderúrgicos.
São João del Rei: Departamento de Engenharia Mecânica, Funrei.
LAS CASAS, Alexandre. Marketing – Conceitos, exercícios, casos. 3ª ed. São Pau-
lo: Atlas, 1993.
LIMA, Prof. Dr. Paulo Correia. Apontamentos de aula de pós-graduação – Tópi-
cos em Engenharia de Produção. Faculdade de Engenharia Mecânica. Campinas:
Unicamp, 12 abr. 2001.
LOBOS, Júlio. Qualidade através das pessoas. São Paulo: Instituto de Qualidade,
1991.
MANO, Cristiane. “O executivo mais verde do mundo”. Revista Exame, São
Paulo, 23 mar. 2008. p. 23-31.
MANUAL SHELL. Lubriicação industrial. [S.i.: s.n.; ca. 1980].
MANZINI, Ézio; VEZZOLI, Carlo. O desenvolvimento de produtos sustentáveis
– Os requisitos dos produtos industriais. São Paulo: Edusp, 2008.
MARQUES, Fábio. Guia prático da qualidade em serviços. São Paulo: APMS
Books, 2000.
MARTINO, Jarryer Andrade de. A importância do croqui diante das novas tecno-
logias no processo criativo. Bauru, 2007. Dissertação de Mestrado. Faculdade de
Arquitetura, Artes e Comunicação, Unesp.
MARTINS, Eliseu. Contabilidade de custos. 4ª ed. São Paulo: Atlas, 1992.
MAXIMIANO, Antonio C. A. Teoria geral da administração. Ed. Compacta.
São Paulo: Atlas, 2007.
MEI, Paulo Roberto; COSTA E SILVA, André Luiz. Aços e ligas especiais. São
Paulo: Edgar Blücher, 2010.
MORAES, Paulo Henrique de Almeida. Manutenção produtiva total: estudo de
caso em uma empresa automobilística. Taubaté: Unitau, 2004.
MOREIRA, A. Daniel. Administração da produção e operações. São Paulo: Pio-
neira/homson Learning, 2004.
MOURA, Reinaldo A.; UMEDA, Akio. Sistema kanban de manufatura “just in
time” – Uma introdução às técnicas de manufaturas japonesas. São Paulo: Imam, 1984.
NASCIMENTO, Aurélio E.; BARBOSA, José P. Trabalho – História e tendên-
cias. 3ª ed. São Paulo: Ática, 2001.
OZAKI, Yaeko. Técnicas de coleta de informações. Apostila do curso. Itu: CEUNSP, 1999.
PAHL, Gerhard; BEITZ, W.; FELDHUSEN, J.; GROTE, K. H. et al. Projeto
na engenharia. Fundamentos do desenvolvimento eicaz de produtos, métodos e apli-
cações. 6ª ed. São Paulo: Edgard Blücher, 2005.
PETER, J. P.; CERTO, S. C. Administração estratégica – Planejamento e implan-
tação da estratégia. São Paulo: Makron Books, 1993.
RAGO, Luzia M.; MOREIRA, Eduardo F. P. O que é taylorismo. 7ª ed. São
Paulo: Brasiliense, 1993.
RIBEIRO, Osni M. Contabilidade de custos fácil. 6ª ed. São Paulo: Saraiva, 1999.
ROUSSO, José. Manual de lubriicação industrial. Rio de Janeiro: Manuais
CNI, 1980.
SANTOS, Valdir A. Manual prático da manutenção industrial. 2ª ed. São Paulo:
Ícone, 2007.
SCHRÖCK, Joseph. Montagem, ajuste, veriicação de peças de máquinas. Rio de
Janeiro: Reverté, 1979.
SHIGLEY, J. E.; MISCHKE, C. R.; BUDYNAS, R. G. Projeto de engenharia
mecânica. 7ª ed. Porto Alegre: Bookman, 2005.
SHIGLEY, Joseph Edward. Dinâmica das máquinas. São Paulo: Edgard Blücher,
1969.
SINK, D. S.; TUTTLE, T. C. Planejamento e medição para a performance. Rio
de Janeiro: Qualitymark, 1993.
SLACK, N. Administração da produção. São Paulo: Atlas, 2000.](https://image.slidesharecdn.com/mecanicavol2tecnologiadosmateriais-220707013503-f0bc3f60/85/MECANICA_VOL_2_TECNOLOGIA_DOS_MATERIAIS-pdf-146-320.jpg)