IFCE - 2017
Cícero
Moura
TÉCNICAS
PREDITIVASTer problemas na vida é
inevitável, ser derrotado
por eles é opcional.
Roger Crawford
ifce.crmoura@gmail.com
Cícero Moura -
EM-2020-2
2.
IFCE - 2017
Cícero
Moura
SUMÁRIO
1.Conceitos, Finalidades e Aplicações da Inspeção
2. Preparativos e Tipos de Ensaios
3. Ensaios Mecânicos: Tração, Compressão, Torção,
Dobramento, Dureza, Impacto, Fluência, Fadiga,
Embutimento
4. Ensaios Químicos e Metalográficos
5. END - Inspeção Visual
6. END - Líquidos Penetrantes
7. END - Partículas Magnéticas
8. END - Ensaio Radiográfico
9. END - Ensaio por Ultrassom
10. Inspeção Termográfica
11. Análise de Vibração
12. Relatório de Inspeção
13. Inspeção - Trabalho de Campo
IFCE - 2017
Cícero
Moura
BIBLIOGRAFIA
ENSAIOSDE MATERIAIS - END - Vídeos Didáticos
O Mundo Invisível dos ENDs
https://www.youtube.com/watch?v=2rqK6MziiwQ
Telecurso 2000 - 18 - Ensaios Visuais
https://www.youtube.com/watch?v=N4wgm2ZdHOA&list=PLDB6B4F9F2A2F04D2&index=18
Telecurso 2000 - 19 - Líquidos Penetrantes
https://www.youtube.com/watch?v=5HLio0E4bKU&list=PLDB6B4F9F2A2F04D2&index=19
Telecurso 2000 - 20 - Partículas Magnéticas
https://www.youtube.com/watch?v=14ZyMT_xH1o&index=20&list=PLDB6B4F9F2A2F04D2
Telecurso 2000 - 21 - Ultra Som
https://www.youtube.com/watch?v=ntyLNwHoxlw&index=21&list=PLDB6B4F9F2A2F04D2
Telecurso 2000 - 22 - Realizando o Ultra Som
https://www.youtube.com/watch?v=nxdwZA5qMgM&list=PLDB6B4F9F2A2F04D2&index=22
Telecurso 2000 - 23 - Radiografia Industrial
https://www.youtube.com/watch?v=1fHDPNlJZTM&index=23&list=PLDB6B4F9F2A2F04D2
Telecurso 2000 - 24 - Ensaio por Raios X
https://www.youtube.com/watch?v=j4wkMsviSX4&list=PLDB6B4F9F2A2F04D2&index=24
Telecurso 2000 - 25 - Ensaio por Raios Gama
https://www.youtube.com/watch?v=8FUXxG6wOvc&list=PLDB6B4F9F2A2F04D2&index=25
5.
IFCE - 2017
Cícero
Moura
CONCEITOS,FINALIDADES E APLICAÇÕES DA INSPEÇÃO
Manutenção Preditiva: é um programa de manutenção preventiva
acionado por condições. Ao invés de se fundar em estatística de vida
média na planta industrial para programar atividades de manutenção, a
manutenção preditiva usa monitoramento direto das condições
mecânicas, rendimento do sistema, e outros indicadores para
determinar o tempo médio para falha real ou perda de rendimento para
cada máquina e sistema na planta industrial.
Ensaios Não Destrutivos - END: são definidos como testes para o
controle da qualidade, realizados sobre peças acabadas ou
semiacabadas, para a detecção de falta de homogeneidade ou
defeitos, através de princípios físicos definidos, sem prejudicar a
posterior utilização dos produtos inspecionados.
6.
IFCE - 2017
Cícero
Moura
CONCEITOS,FINALIDADES E APLICAÇÕES DA INSPEÇÃO
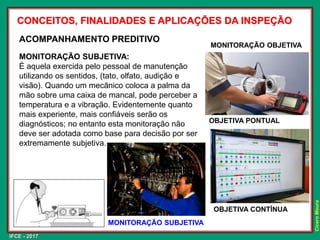
ACOMPANHAMENTO PREDITIVO
A avaliação do estado do equipamento se dá através de medição,
acompanhamento ou monitoração de parâmetros.
Esse acompanhamento pode se feito de três formas:
MONITORAÇÃO OBJETIVA:
É o acompanhamento feito através de equipamentos ou instrumentos
específicos. É objetiva, pois:
✓ Fornece um valor de medição do parâmetro que está sendo acompanhado;
✓ O valor medido independe do operador do instrumento, desde que utilizado o
mesmo procedimento.
A monitoração objetiva pode ser classificada em:
a) Monitoração Contínua: adota-se onde o tempo de desenvolvimento do
defeito é muito curto e/ou em equipamentos de alta responsabilidade.
b) Monitoração Pontual: nos demais equipamentos ou onde a falha não
impacta a continuidade operacional. Adota-se um plano de medições
periódicas, sendo a frequência em função da importância do equipamento ou
do histórico do equipamento).
7.
IFCE - 2017
Cícero
Moura
CONCEITOS,FINALIDADES E APLICAÇÕES DA INSPEÇÃO
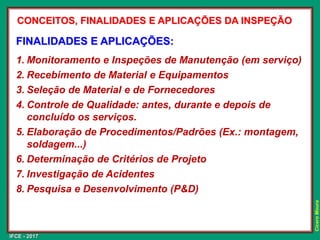
MONITORAÇÃO SUBJETIVA:
É aquela exercida pelo pessoal de manutenção
utilizando os sentidos, (tato, olfato, audição e
visão). Quando um mecânico coloca a palma da
mão sobre uma caixa de mancal, pode perceber a
temperatura e a vibração. Evidentemente quanto
mais experiente, mais confiáveis serão os
diagnósticos; no entanto esta monitoração não
deve ser adotada como base para decisão por ser
extremamente subjetiva.
ACOMPANHAMENTO PREDITIVO
MONITORAÇÃO SUBJETIVA
MONITORAÇÃO OBJETIVA
OBJETIVA PONTUAL
OBJETIVA CONTÍNUA
8.
IFCE - 2017
Cícero
Moura
FINALIDADESE APLICAÇÕES:
1. Monitoramento e Inspeções de Manutenção (em serviço)
2. Recebimento de Material e Equipamentos
3. Seleção de Material e de Fornecedores
4. Controle de Qualidade: antes, durante e depois de
concluído os serviços.
5. Elaboração de Procedimentos/Padrões (Ex.: montagem,
soldagem...)
6. Determinação de Critérios de Projeto
7. Investigação de Acidentes
8. Pesquisa e Desenvolvimento (P&D)
CONCEITOS, FINALIDADES E APLICAÇÕES DA INSPEÇÃO
9.
IFCE - 2017
Cícero
Moura
Aqualidade dos ensaios e inspeções depende fundamentalmente
dos cuidados que são tomados em sua preparação. Recomenda-
se considerar os seguintes itens:
a) Confirmação dos padrões empregados (normas e especificações)
b) Confirmação da extensão da inspeção (total ou por amostragem)
c) Confirmação do cronograma de inspeção (ver cronograma de
produção)
d) Confirmação do ambiente de inspeção (afeta os preparativos para
inspeção e a escolha de inspetores)
e) Seleção dos inspetores (capacidade técnica e especialização)
f) Exame preliminar dos equipamentos (material, dimensões,
formato, desenhos e especificações)
g) Seleção dos instrumentos de inspeção (escolha, aferição e
calibração)
h) Preparação dos equipamentos para os ensaios (limpeza, etc.)
i) Entendimento com os grupos envolvidos (produção, manutenção,
etc.)
PREPARATIVOS PARA OS ENSAIOS
10.
IFCE - 2017
Cícero
Moura
CORRETIVA:O Equipamento ou Instalação é mantido em operação até
falhar. A inspeção é feita somente para definir a extensão dos reparos.
Definida pelo baixo impacto na produção e na segurança.
PREVENTIVA: Inspeção em intervalos regulares, onde os equipamentos
são retirados de operação e inspecionados em paradas programadas.
PREDITIVA: Inspeção realizada com o equipamento em operação - quando
permitem a avaliação das condições físicas sem necessidade de tirar o
equipamento de operação, definindo assim uma próxima intervenção
corretiva ou preventiva.
EXTERNA: Inspeção realizada com o equipamento em operação -realizada
nas partes e componentes externos do equipamento.
INTERNA: Inspeção realizada com o equipamento fora de operação -
realizada nas partes e componentes internos do equipamento.
MODALIDADES DA INSPEÇÃO
11.
IFCE - 2017
Cícero
Moura
•ABNT NBR NM ISO 9712: Ensaios não destrutivos - Qualificação e certificação de
pessoal
• FBTS N-001: Qualificação e Certificação de Inspetores de Soldagem
• BSI BS EN 473: Non-Destructive Testing - Qualification and Certification of NDT
Personnel
• ASME Section V: Nondestructive Examination
• NATIONAL BOARD: The National Board of Boiler and Pressure Vessel Inspectors Board
of Trustees
• API Standard 653: Tank Inspection, Repair, Alteration and Reconstruction - Tanques de
Armazenamento
• API Standard 510: Pressure Vessel Inspection Code: Maintenance Inspection, Rating,
Repair, and Alteration - Vasos de Pressão
• API Standard 570: Piping Inspection Code: Inspection, Repair, Alteration, and Rerating of
In-Service Piping Systems - Tubulações
• API Recommended Practice 573: Inspection of Fired Boiler and Heater - Caldeiras e
Fornos
• API Recommended Practice 576: Inspection of Pressure-Relieving Devices - PSV
• NR-13: Norma Regulamentadora - Caldeiras, Vasos de Pressão e Tubulações
• ABNT NBR NM 334: Ensaios não destrutivos - Líquidos penetrantes - Detecção de
descontinuidades
• ABNT NBR 16030: Ensaios não destrutivos - Partículas magnéticas - Detecção de
descontinuidades
• ABNT NBR 15824: Ensaios não destrutivos - Ultrassom - Medição de espessura
NORMALIZAÇÃO
12.
IFCE - 2017
Cícero
Moura
•ABNT NBR 6002: Ensaios não destrutivos - Ultrassom - Detecção de descontinuidades
em chapas metálicas
• ABNT NBR 8862: Ensaios não destrutivos - Ultrassom - Inspeção de soldas longitudinais
e helicoidais em tubos metálicos
• ABNT NBR 16342: Ensaio não destrutivo - Ultrassom - Inspeção de tubos de trocadores
de calor e caldeiras pela técnica IRIS
• ABNT NBR 15739: Ensaios não destrutivos - Radiografia em juntas soldadas - Detecção
de descontinuidades
• ABNT NBR 15783: Ensaios não destrutivos - Radiografia industrial - Medição de
espessura em serviço de tubulações e acessórios com uso de radiografia
computadorizada
• ABNT NBR 15572: Ensaios não destrutivos - Termografia - Guia para inspeção de
equipamentos elétricos e mecânicos
• ABNT NBR 10082: Ensaio não destrutivo - Análise de vibrações - Avaliação da vibração
mecânica de máquinas com velocidades de operação de 600 rpm a 15 000 rpm
• ABNT NBR 10272: Ensaios não destrutivos - Análise de vibrações - Medição e avaliação
da severidade das vibrações mecânicas de máquinas elétricas rotativas
NORMALIZAÇÃO
IFCE - 2017
Cícero
Moura
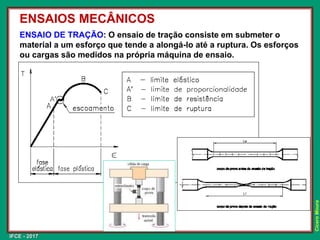
ENSAIODE TRAÇÃO: O ensaio de tração consiste em submeter o
material a um esforço que tende a alongá-lo até a ruptura. Os esforços
ou cargas são medidos na própria máquina de ensaio.
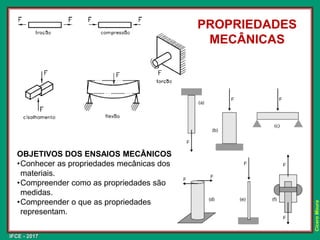
ENSAIOS MECÂNICOS
16.
IFCE - 2017
Cícero
Moura
ENSAIOSMECÂNICOS
Ensaio de Tração
ABNT NBR ISO 6892-1: Materiais
Metálicos - Ensaio de Tração -
Parte 1: Método de Ensaio à
Temperatura Ambiente.
FRÁGIL
DÚCTIL
17.
IFCE - 2017
Cícero
Moura
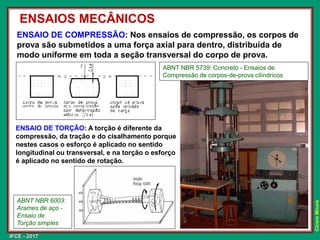
ENSAIODE COMPRESSÃO: Nos ensaios de compressão, os corpos de
prova são submetidos a uma força axial para dentro, distribuída de
modo uniforme em toda a seção transversal do corpo de prova.
ENSAIO DE TORÇÃO: A torção é diferente da
compressão, da tração e do cisalhamento porque
nestes casos o esforço é aplicado no sentido
longitudinal ou transversal, e na torção o esforço
é aplicado no sentido de rotação.
ENSAIOS MECÂNICOS
ABNT NBR 5739: Concreto - Ensaios de
Compressão de corpos-de-prova cilíndricos
ABNT NBR 6003:
Arames de aço -
Ensaio de
Torção simples
18.
IFCE - 2017
Cícero
Moura
ENSAIODE DUREZA: Na área da metalurgia, considera-
se dureza como a resistência à deformação plástica
permanente. Isso porque uma grande parte da metalurgia
consiste em deformar plasticamente os metais.
Na área da mecânica, é a resistência à penetração de um
material duro no outro, pois esta é uma característica
que pode ser facilmente medida.
Dureza Brinel: consiste em comprimir lentamente uma esfera
de aço temperado,de diâmetro D, sobre uma superfície plana,
polida e limpa de um metal, por meio de uma carga F, durante
um tempo t, produzindo uma calota esférica de diâmetro d.
ASTM E10
Dureza Rockwell: a carga do ensaio é aplicada em etapas, ou
seja, primeiro se aplica uma pré-carga, para garantir um contato
firme entre o penetrador e o material ensaiado, e depois aplica-
se a carga do ensaio propriamente dita.
Os penetradores utilizados na máquina de ensaio de dureza
Rockwell são do tipo esférico (esfera de aço temperado) ou
cônico (cone de diamante com 120º de conicidade). ASTM E18
Dureza Vickers: se baseia na resistência que o material oferece
à penetração de uma pirâmide de diamante de base quadrada e
ângulo entre faces de 136º, sob uma determinada carga.
ASTM E92
ENSAIOS MECÂNICOS Rockwell
Brinel
19.
IFCE - 2017
Cícero
Moura
ENSAIODE DUREZA
Escalas de Dureza Rockwell:
ENSAIOS MECÂNICOS
Vickers
ABNT NBR NM ISO 6506-1:
Materiais Metálicos - Ensaio de
Dureza Brinell - Parte 1: Método
de Ensaio
ABNT NBR NM ISO 6508-1:
Materiais Metálicos - Ensaio de
Dureza Rockwell - Parte 1:
Método de Ensaio (Escalas A,
B, C, D, E, F, G, H, K, N, T)
ABNT NBR NM ISO 6507-1:
Materiais Metálicos - Ensaio de
Dureza Vickers - Parte 1:
Método de Ensaio
Aparelho de Dureza
Portátil
IFCE - 2017
Cícero
Moura
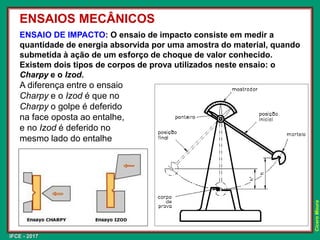
ENSAIODE IMPACTO: O ensaio de impacto consiste em medir a
quantidade de energia absorvida por uma amostra do material, quando
submetida à ação de um esforço de choque de valor conhecido.
Existem dois tipos de corpos de prova utilizados neste ensaio: o
Charpy e o Izod.
A diferença entre o ensaio
Charpy e o Izod é que no
Charpy o golpe é deferido
na face oposta ao entalhe,
e no Izod é deferido no
mesmo lado do entalhe
ENSAIOS MECÂNICOS
22.
IFCE - 2017
Cícero
Moura
ENSAIODE IMPACTO
A unidade do resultado é o Joule (J).
Quanto menor for a energia absorvida, mais frágil será o comportamento
do material.
As fraturas produzidas por impacto podem ser frágeis ou dúcteis.
Os materiais frágeis rompem-se sem nenhuma deformação plástica, de
forma brusca.
ENSAIOS MECÂNICOS ABNT NBR ISO 148-1: Materiais metálicos -
Ensaio de Impacto por pêndulo Charpy -
Parte 1: Método de Ensaio
DÚCTIL
FRÁGIL
23.
IFCE - 2017
Cícero
Moura
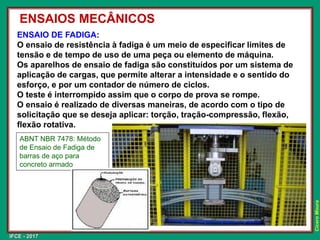
ENSAIODE FADIGA:
O ensaio de resistência à fadiga é um meio de especificar limites de
tensão e de tempo de uso de uma peça ou elemento de máquina.
Os aparelhos de ensaio de fadiga são constituídos por um sistema de
aplicação de cargas, que permite alterar a intensidade e o sentido do
esforço, e por um contador de número de ciclos.
O teste é interrompido assim que o corpo de prova se rompe.
O ensaio é realizado de diversas maneiras, de acordo com o tipo de
solicitação que se deseja aplicar: torção, tração-compressão, flexão,
flexão rotativa.
ENSAIOS MECÂNICOS
ABNT NBR 7478: Método
de Ensaio de Fadiga de
barras de aço para
concreto armado
24.
IFCE - 2017
Cícero
Moura
ENSAIODE FLUÊNCIA:
A fluência é a deformação
plástica que ocorre num
material, sob tensão constante,
em função do tempo.
A temperatura tem um papel
importantíssimo nesse
fenômeno.
O equipamento para a
realização deste ensaio
permite aplicar uma carga de
tração constante ao corpo de
prova.
O corpo de prova fica dentro
de um forno elétrico, de
temperatura constante e
controlável. Um extensômetro
é acoplado ao equipamento,
para medir a deformação em
função do tempo.
ENSAIOS MECÂNICOS
ASTM E139: Standard Test Methods for
Conducting Creep, Creep-Rupture, and Stress-
Rupture Tests of Metallic Materials.
25.
IFCE - 2017
Cícero
Moura
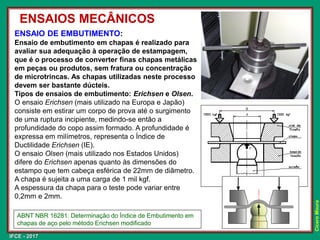
ENSAIODE EMBUTIMENTO:
Ensaio de embutimento em chapas é realizado para
avaliar sua adequação à operação de estampagem,
que é o processo de converter finas chapas metálicas
em peças ou produtos, sem fratura ou concentração
de microtrincas. As chapas utilizadas neste processo
devem ser bastante dúcteis.
Tipos de ensaios de embutimento: Erichsen e Olsen.
O ensaio Erichsen (mais utilizado na Europa e Japão)
consiste em estirar um corpo de prova até o surgimento
de uma ruptura incipiente, medindo-se então a
profundidade do copo assim formado. A profundidade é
expressa em milímetros, representa o Índice de
Ductilidade Erichsen (IE).
O ensaio Olsen (mais utilizado nos Estados Unidos)
difere do Erichsen apenas quanto às dimensões do
estampo que tem cabeça esférica de 22mm de diâmetro.
A chapa é sujeita a uma carga de 1 mil kgf.
A espessura da chapa para o teste pode variar entre
0,2mm e 2mm.
ENSAIOS MECÂNICOS
ABNT NBR 16281: Determinação do Índice de Embutimento em
chapas de aço pelo método Erichsen modificado
26.
IFCE - 2017
Cícero
Moura
ENSAIODE DOBRAMENTO:
O ensaio consiste em submeter um corpo-de-prova de seção
transversal retangular, circular ou poligonal regular, a uma
deformação plástica por dobramento do tipo semi-guiado
sem inversão do sentido de flexão no curso do ensaio.
ENSAIOS MECÂNICOS
ABNT NBR 6153:
Produtos Metálicos -
Ensaio de Dobramento
semi-guiado
27.
IFCE - 2017
Cícero
Moura
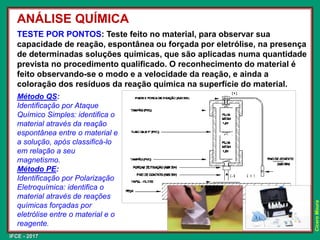
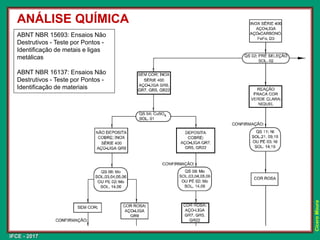
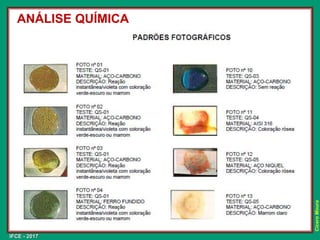
ANÁLISEQUÍMICA
TESTE POR PONTOS: Teste feito no material, para observar sua
capacidade de reação, espontânea ou forçada por eletrólise, na presença
de determinadas soluções químicas, que são aplicadas numa quantidade
prevista no procedimento qualificado. O reconhecimento do material é
feito observando-se o modo e a velocidade da reação, e ainda a
coloração dos resíduos da reação química na superfície do material.
Método QS:
Identificação por Ataque
Químico Simples: identifica o
material através da reação
espontânea entre o material e
a solução, após classificá-lo
em relação a seu
magnetismo.
Método PE:
Identificação por Polarização
Eletroquímica: identifica o
material através de reações
químicas forçadas por
eletrólise entre o material e o
reagente.
28.
IFCE - 2017
Cícero
Moura
ANÁLISEQUÍMICA
Método PE:
Identificação por
Polarização Eletroquímica
Método QS:
Identificação por Ataque Químico Simples
29.
IFCE - 2017
Cícero
Moura
ANÁLISEQUÍMICA
ABNT NBR 15693: Ensaios Não
Destrutivos - Teste por Pontos -
Identificação de metais e ligas
metálicas
ABNT NBR 16137: Ensaios Não
Destrutivos - Teste por Pontos -
Identificação de materiais
IFCE - 2017
Cícero
Moura
VANTAGENS:
•Ensaio rápido e de baixo custo
• Indispensável na inspeção de recebimento de materiais
e na separação de peças durante as fases de
fabricação e montagem.
LIMITAÇÕES E DESVANTAGENS:
• Os resultados dos ensaios fornecem dados qualitativos
e quantitativos apenas aproximados de alguns
elementos do material.
• Os resultados podem também fornecer dados
imprecisos quando não são tomados os cuidados com
a limpeza da superfície e a qualidade das soluções.
ANÁLISE QUÍMICA
32.
IFCE - 2017
Cícero
Moura
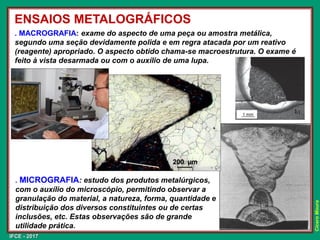
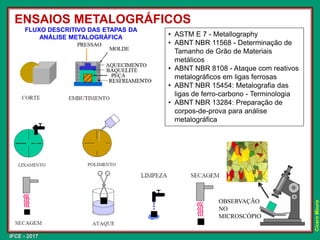
ENSAIOSMETALOGRÁFICOS
. MACROGRAFIA: exame do aspecto de uma peça ou amostra metálica,
segundo uma seção devidamente polida e em regra atacada por um reativo
(reagente) apropriado. O aspecto obtido chama-se macroestrutura. O exame é
feito à vista desarmada ou com o auxílio de uma lupa.
. MICROGRAFIA: estudo dos produtos metalúrgicos,
com o auxílio do microscópio, permitindo observar a
granulação do material, a natureza, forma, quantidade e
distribuição dos diversos constituintes ou de certas
inclusões, etc. Estas observações são de grande
utilidade prática.
33.
IFCE - 2017
Cícero
Moura
ENSAIOSMETALOGRÁFICOS
• ASTM E 7 - Metallography
• ABNT NBR 11568 - Determinação de
Tamanho de Grão de Materiais
metálicos
• ABNT NBR 8108 - Ataque com reativos
metalográficos em ligas ferrosas
• ABNT NBR 15454: Metalografia das
ligas de ferro-carbono - Terminologia
• ABNT NBR 13284: Preparação de
corpos-de-prova para análise
metalográfica
OBSERVAÇÃO
NO
MICROSCÓPIO
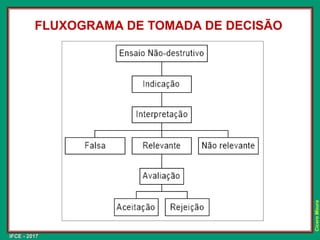
FLUXO DESCRITIVO DAS ETAPAS DA
ANÁLISE METALOGRÁFICA
34.
IFCE - 2017
Cícero
Moura
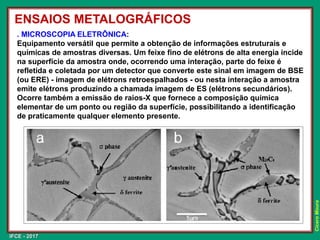
.MICROSCOPIA ELETRÔNICA:
Equipamento versátil que permite a obtenção de informações estruturais e
químicas de amostras diversas. Um feixe fino de elétrons de alta energia incide
na superfície da amostra onde, ocorrendo uma interação, parte do feixe é
refletida e coletada por um detector que converte este sinal em imagem de BSE
(ou ERE) - imagem de elétrons retroespalhados - ou nesta interação a amostra
emite elétrons produzindo a chamada imagem de ES (elétrons secundários).
Ocorre também a emissão de raios-X que fornece a composição química
elementar de um ponto ou região da superfície, possibilitando a identificação
de praticamente qualquer elemento presente.
ENSAIOS METALOGRÁFICOS
35.
IFCE - 2017
Cícero
Moura
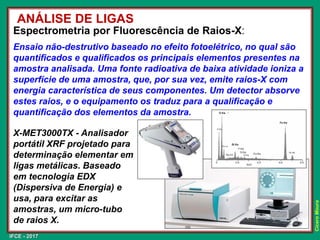
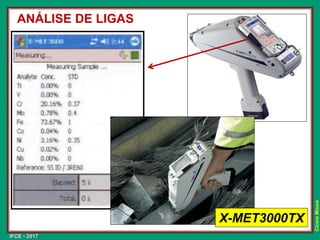
Espectrometriapor Fluorescência de Raios-X:
Ensaio não-destrutivo baseado no efeito fotoelétrico, no qual são
quantificados e qualificados os principais elementos presentes na
amostra analisada. Uma fonte radioativa de baixa atividade ioniza a
superfície de uma amostra, que, por sua vez, emite raios-X com
energia característica de seus componentes. Um detector absorve
estes raios, e o equipamento os traduz para a qualificação e
quantificação dos elementos da amostra.
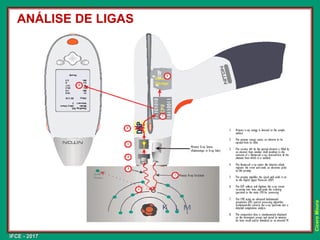
X-MET3000TX - Analisador
portátil XRF projetado para
determinação elementar em
ligas metálicas. Baseado
em tecnologia EDX
(Dispersiva de Energia) e
usa, para excitar as
amostras, um micro-tubo
de raios X.
ANÁLISE DE LIGAS
IFCE - 2017
Cícero
Moura
ANÁLISEDE LIGAS
VANTAGENS /
DESVANTAGENS
TESTE MAGNÉTICO
E POR PONTOS
FLUORESCÊNCIA
DE RAIO-X
QUANTO À COMPOSIÇÃO
DA LIGA.
• Verifica o teor de Carbono
quando comparado a um
padrão (para ligas de aço
carbono).
• Não detecta Carbono.
PORTABILIDADE • Requer o transporte das
soluções, padrões e do kit.
• Requer o transporte
apenas do aparelho.
SEGURANÇA • Requer ambiente ventilado.
• EPI’s adequados.
• Requer registro no CNEN.
• Operador com dosímetro.
ACESSO À AMOSTRA • Possibilidade de execução
do ensaio se a amostra
estiver limpa.
• Dificuldade de acoplar em
geometrias complexas (ex.
sedes de válvulas de
pequeno diâmetro).
QUALIFICAÇÃO DE
PESSOAL
• Requer qualificação. • Requer um treinamento de
4h.
39.
IFCE - 2017
Cícero
Moura
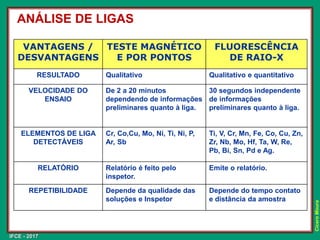
ANÁLISEDE LIGAS
VANTAGENS /
DESVANTAGENS
TESTE MAGNÉTICO
E POR PONTOS
FLUORESCÊNCIA
DE RAIO-X
RESULTADO Qualitativo Qualitativo e quantitativo
VELOCIDADE DO
ENSAIO
De 2 a 20 minutos
dependendo de informações
preliminares quanto à liga.
30 segundos independente
de informações
preliminares quanto à liga.
ELEMENTOS DE LIGA
DETECTÁVEIS
Cr, Co,Cu, Mo, Ni, Ti, Ni, P,
Ar, Sb
Ti, V, Cr, Mn, Fe, Co, Cu, Zn,
Zr, Nb, Mo, Hf, Ta, W, Re,
Pb, Bi, Sn, Pd e Ag.
RELATÓRIO Relatório é feito pelo
inspetor.
Emite o relatório.
REPETIBILIDADE Depende da qualidade das
soluções e Inspetor
Depende do tempo contato
e distância da amostra
40.
IFCE - 2017
Cícero
Moura
INTRODUÇÃO:
Ensaionão-destrutivo básico. Todos os outros ensaios não destrutivos
devem ser executados após uma boa inspeção visual, que pode ser
feito, à vista desarmada, com auxilio de lupa ou aparelhos ou
instrumentos para inspeção remota.
FINALIDADES DO ENSAIO (em soldagem):
ANTES DA SOLDAGEM:
a) detectar descontinuidades de geometria da junta:
. ângulo do bisel e chanfro
. nariz do bisel (face da raiz)
. abertura da raiz
. alinhamento das partes a serem soldadas
. acabamento superficial do bisel
b) detectar descontinuidades superficiais no metal:
. corrosão
. elementos contaminantes (óleo, graxa, etc)
DURANTE A OPERAÇÃO DE SOLDAGEM:
. acompanhamento visual entre passes e controle de variáveis de soldagem.
APÓS A SOLDAGEM:
. detectar possíveis descontinuidades induzidas na soldagem.
ENSAIO VISUAL
Paquímetro
Calibre
Defeitos de Solda
41.
IFCE - 2017
Cícero
Moura
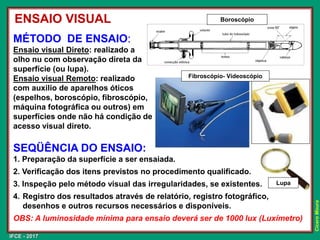
SEQÜÊNCIADO ENSAIO:
1. Preparação da superfície a ser ensaiada.
2. Verificação dos itens previstos no procedimento qualificado.
3. Inspeção pelo método visual das irregularidades, se existentes.
4. Registro dos resultados através de relatório, registro fotográfico,
desenhos e outros recursos necessários e disponíveis.
OBS: A luminosidade mínima para ensaio deverá ser de 1000 lux (Luxímetro)
Lupa
MÉTODO DE ENSAIO:
Ensaio visual Direto: realizado a
olho nu com observação direta da
superfície (ou lupa).
Ensaio visual Remoto: realizado
com auxilio de aparelhos óticos
(espelhos, boroscópio, fibroscópio,
máquina fotográfica ou outros) em
superfícies onde não há condição de
acesso visual direto.
Fibroscópio- Vídeoscópio
ENSAIO VISUAL Boroscópio
42.
IFCE - 2017
Cícero
Moura
VANTAGENS:
1.Ensaio de mais baixo custo.
2. Permite detectar e eliminar possíveis
descontinuidades antes de iniciar ou
complementar uma junta soldada.
3. Proporciona a diminuição da
quantidades de reparos de solda,
diminuindo os custos da obra.
LIMITAÇÕES E DESVANTAGENS:
1. Depende da experiência e
conhecimento por parte do inspetor.
2. É limitado a detecção de defeitos
superficiais.
ENSAIO VISUAL
ABNT NBR 16244: Ensaios Não
Destrutivos - Ensaio Visual -
Inspeção Subaquática
ABNT NBR NM 329: Ensaios Não
Destrutivos - Ensaio Visual -
Terminologia
ABNT NBR NM 315: Ensaios Não
Destrutivos - Ensaio visual -
Procedimento
IFCE - 2017
Cícero
Moura
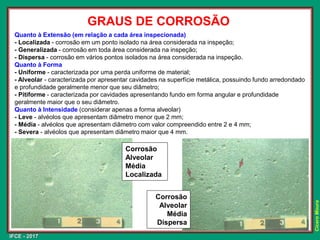
GRAUSDE CORROSÃO
Quanto à Extensão (em relação a cada área inspecionada)
- Localizada - corrosão em um ponto isolado na área considerada na inspeção;
- Generalizada - corrosão em toda área considerada na inspeção;
- Dispersa - corrosão em vários pontos isolados na área considerada na inspeção.
Quanto à Forma
- Uniforme - caracterizada por uma perda uniforme de material;
- Alveolar - caracterizada por apresentar cavidades na superfície metálica, possuindo fundo arredondado
e profundidade geralmente menor que seu diâmetro;
- Pitiforme - caracterizada por cavidades apresentando fundo em forma angular e profundidade
geralmente maior que o seu diâmetro.
Quanto à Intensidade (considerar apenas a forma alveolar)
- Leve - alvéolos que apresentam diâmetro menor que 2 mm;
- Média - alvéolos que apresentam diâmetro com valor compreendido entre 2 e 4 mm;
- Severa - alvéolos que apresentam diâmetro maior que 4 mm.
Corrosão
Alveolar
Média
Localizada
Corrosão
Alveolar
Média
Dispersa
IFCE - 2017
Cícero
Moura
INTRODUÇÃO:
•Ensaio relativamente simples, rápido e de fácil execução.
• Utilizado na detecção de pequenas descontinuidades abertas para a superfície
de materiais sólidos não porosos.
• A detecção de descontinuidades independe do tamanho, orientação,
configuração e da estrutura interna ou composição química do material.
CARACTERÍSTICAS E TIPOS DE LÍQUIDO PENETRANTE:
O líquido penetrante é de grande poder de penetração e alta ação capilar.
Contém em solução ou suspensão pigmentos coloridos ou fluorescentes, que
vão definir a sua utilização:
Tipo A - Penetrante Fluorescente: utilizado em ambientes escuros, sendo visível
com luz ultravioleta (luz negra).
Tipo B - Penetrante Visível: utilizado em ambientes claros, sendo visível com luz
natural.
Quanto à remoção do seu excesso, classificam-se:
Tipo 1 - Removível com Água
Tipo 2 - Removível com Água após a Emulsificação
Tipo 3 - Removível com Solvente
Ex.: Tipo B3 = Penetrante visível e removível com solvente.
INSPEÇÃO POR LÍQUIDO PENETRANTE
54.
IFCE - 2017
Cícero
Moura
CARACTERÍSTICASE TIPOS DE LÍQUIDO PENETRANTE:
Um produto penetrante com boas características, deve:
a) ter habilidade para rapidamente penetrar em aberturas finas;
b) ter habilidade de permanecer em aberturas relativamente grandes;
c) não evaporar ou secar rapidamente;
d) ser facilmente limpo da superfície onde for aplicado;
e) em pouco tempo, quando aplicado o revelador, sair das descontinuidades
onde tinha penetrado;
f) ter habilidade em espalhar-se nas superfícies, formando camadas finas;
g) ter um forte brilho (cor ou fluorescente);
h) a cor ou a fluorescência deve permanecer quando exposto ao calor, luz ou luz
negra;
i) não reagir com sua embalagem nem com o material a ser testado;
j) não ser facilmente inflamável;
k) ser estável quando estocado ou em uso;
l) não ser demasiadamente tóxico ;
m) ter baixo custo.
INSPEÇÃO POR LÍQUIDO PENETRANTE
55.
IFCE - 2017
Cícero
Moura
CARACTERÍSTICASDO REVELADOR:
O revelador é basicamente um talco aplicado de forma seca, úmida ou líquida, e
tem como função retirar o penetrante das descontinuidades e conduzi-lo para a
superfície dando uma indicação colorida ou fluorescente das descontinuidades.
A função principal desse revelador é proporcionar um fundo de contraste
branco para os penetrantes visíveis, resultando em alta sensibilidade.
CLASSIFICAÇÃO:
- de pó seco
São constituídos de uma mistura fofa de sílica e talco que deve ser mantida
seca. São indicados para uso em sistemas estacionários ou automáticos.
Vêm caindo em desuso devido à falta de confiabilidade para detectar
defeitos pequenos.
- revelador aquoso
Neste tipo de revelador, o pó misturado com água pode ser aplicado por
imersão, derramamento ou aspersão (borrifamento). Após a aplicação, as
peças são secas com secador de cabelo, ou em fornos de secagem.
- revelador úmido não aquoso
Neste caso, o talco está misturado com solventes-nafta, álcool ou solventes
à base de cloro. Eles são aplicados com aerossol ou pistola de ar
comprimido, em superfícies secas.
INSPEÇÃO POR LÍQUIDO PENETRANTE
56.
IFCE - 2017
Cícero
Moura
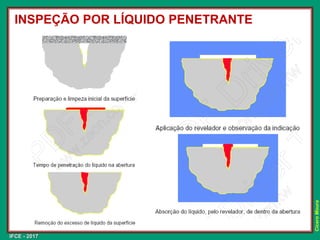
SEQÜÊNCIADO ENSAIO:
1.LIMPEZA INICIAL – a superfície a ser examinada e áreas adjacentes devem estar seca,
sem graxa, óleo, ferrugem, sujeira ou escórias. Para remover contaminantes, que podem
mascarar os resultados do ensaio.
2.APLICAÇÃO DO PENETRANTE - após passado o tempo de evaporação do produto
utilizado para limpeza inicial, aplica-se o líquido penetrante, de modo que cubra toda a
área a ser examinada. A aplicação pode ser feita por pincel, pulverização, por aerosol ou
derramamento. O penetrante por ação capilar, migra para dentro de possível
descontinuidade durante o tempo de penetração.
3.REMOÇÃO DO EXCESSO DE PENETRANTE - após decorrido o tempo de penetração,
remove-se o excesso de líquido penetrante da superfície da peça examinada,
observando sempre que cada tipo de penetrante tem características e cuidados
especiais de limpeza.
4.APLICAÇÃO DO REVELADOR - após decorrido o tempo de secagem do produto
utilizado na remoção do excesso de penetrante, aplica-se uma fina camada de revelador
na região a ser examinada.
5.INSPEÇÃO FINAL - o inspetor inspeciona visualmente a peça examinada procurando
indicações de descontinuidades, tais com trincas falta de fusão, porosidades, etc.
INSPEÇÃO POR LÍQUIDO PENETRANTE
IFCE - 2017
Cícero
Moura
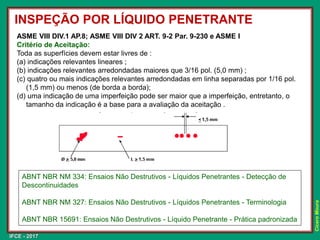
ASMEVIII DIV.1 AP.8; ASME VIII DIV 2 ART. 9-2 Par. 9-230 e ASME I
Critério de Aceitação:
Toda as superfícies devem estar livres de :
(a) indicações relevantes lineares ;
(b) indicações relevantes arredondadas maiores que 3/16 pol. (5,0 mm) ;
(c) quatro ou mais indicações relevantes arredondadas em linha separadas por 1/16 pol.
(1,5 mm) ou menos (de borda a borda);
(d) uma indicação de uma imperfeição pode ser maior que a imperfeição, entretanto, o
tamanho da indicação é a base para a avaliação da aceitação .
INSPEÇÃO POR LÍQUIDO PENETRANTE
ABNT NBR NM 334: Ensaios Não Destrutivos - Líquidos Penetrantes - Detecção de
Descontinuidades
ABNT NBR NM 327: Ensaios Não Destrutivos - Líquidos Penetrantes - Terminologia
ABNT NBR 15691: Ensaios Não Destrutivos - Líquido Penetrante - Prática padronizada
61.
IFCE - 2017
Cícero
Moura
VANTAGENS:
1.Detectadescontinuidades muito pequenas, por ter boa
sensibilidade.
2.Se aplica tanto a superfícies planas como curvas.
3.É um ensaio rápido, de fácil execução e de baixo custo.
4.É aplicável a materiais magnéticos e não magnéticos.
5.Requer pouco tempo de treinamento, comparado com
outros ensaios.
LIMITAÇÕES E DESVANTAGENS:
1.Detecta apenas descontinuidades abertas para a superfície
e que não estejam obstruídas.
2.Deixa resíduo de penetrante, que pode ser prejudicial à
peça ou solda quando em serviço (os penetrantes são de
remoção muito difícil).
3.Não proporciona registro permanente dos resultados.
INSPEÇÃO POR LÍQUIDO PENETRANTE
IFCE - 2017
Cícero
Moura
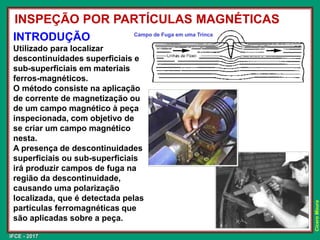
INSPEÇÃOPOR PARTÍCULAS MAGNÉTICAS
INTRODUÇÃO
Utilizado para localizar
descontinuidades superficiais e
sub-superficiais em materiais
ferros-magnéticos.
O método consiste na aplicação
de corrente de magnetização ou
de um campo magnético à peça
inspecionada, com objetivo de
se criar um campo magnético
nesta.
A presença de descontinuidades
superficiais ou sub-superficiais
irá produzir campos de fuga na
região da descontinuidade,
causando uma polarização
localizada, que é detectada pelas
partículas ferromagnéticas que
são aplicadas sobre a peça.
Campo de Fuga em uma Trinca
64.
IFCE - 2017
Cícero
Moura
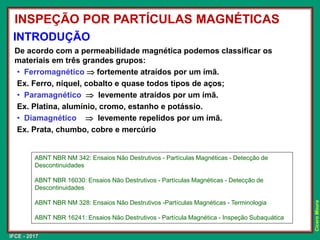
INSPEÇÃOPOR PARTÍCULAS MAGNÉTICAS
INTRODUÇÃO
De acordo com a permeabilidade magnética podemos classificar os
materiais em três grandes grupos:
• Ferromagnético fortemente atraídos por um ímã.
Ex. Ferro, níquel, cobalto e quase todos tipos de aços;
• Paramagnético levemente atraídos por um ímã.
Ex. Platina, alumínio, cromo, estanho e potássio.
• Diamagnético levemente repelidos por um ímã.
Ex. Prata, chumbo, cobre e mercúrio
ABNT NBR NM 342: Ensaios Não Destrutivos - Partículas Magnéticas - Detecção de
Descontinuidades
ABNT NBR 16030: Ensaios Não Destrutivos - Partículas Magnéticas - Detecção de
Descontinuidades
ABNT NBR NM 328: Ensaios Não Destrutivos -Partículas Magnéticas - Terminologia
ABNT NBR 16241: Ensaios Não Destrutivos - Partícula Magnética - Inspeção Subaquática
65.
IFCE - 2017
Cícero
Moura
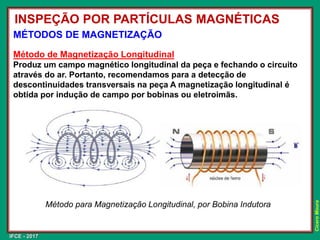
MÉTODOSDE MAGNETIZAÇÃO
Método de Magnetização Longitudinal
Produz um campo magnético longitudinal da peça e fechando o circuito
através do ar. Portanto, recomendamos para a detecção de
descontinuidades transversais na peça A magnetização longitudinal é
obtida por indução de campo por bobinas ou eletroimãs.
Método para Magnetização Longitudinal, por Bobina Indutora
INSPEÇÃO POR PARTÍCULAS MAGNÉTICAS
66.
IFCE - 2017
Cícero
Moura
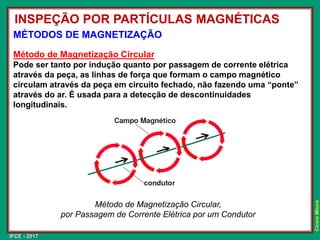
MÉTODOSDE MAGNETIZAÇÃO
Método de Magnetização Circular
Pode ser tanto por indução quanto por passagem de corrente elétrica
através da peça, as linhas de força que formam o campo magnético
circulam através da peça em circuito fechado, não fazendo uma “ponte”
através do ar. É usada para a detecção de descontinuidades
longitudinais.
Método de Magnetização Circular,
por Passagem de Corrente Elétrica por um Condutor
INSPEÇÃO POR PARTÍCULAS MAGNÉTICAS
67.
IFCE - 2017
Cícero
Moura
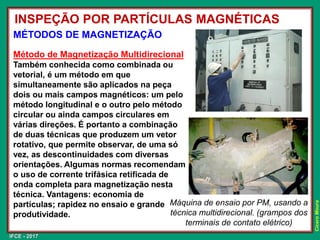
MÉTODOSDE MAGNETIZAÇÃO
Método de Magnetização Multidirecional
Também conhecida como combinada ou
vetorial, é um método em que
simultaneamente são aplicados na peça
dois ou mais campos magnéticos: um pelo
método longitudinal e o outro pelo método
circular ou ainda campos circulares em
várias direções. É portanto a combinação
de duas técnicas que produzem um vetor
rotativo, que permite observar, de uma só
vez, as descontinuidades com diversas
orientações. Algumas normas recomendam
o uso de corrente trifásica retificada de
onda completa para magnetização nesta
técnica. Vantagens: economia de
partículas; rapidez no ensaio e grande
produtividade.
INSPEÇÃO POR PARTÍCULAS MAGNÉTICAS
Máquina de ensaio por PM, usando a
técnica multidirecional. (grampos dos
terminais de contato elétrico)
68.
IFCE - 2017
Cícero
Moura
INSPEÇÃOPOR PARTÍCULAS MAGNÉTICAS
TÉCNICAS DO ENSAIO
Magnetização por Passagem de
Corrente Elétrica pela Peça:
Técnicas do Eletrodos
Consiste na injeção de corrente na peça
através de dois eletrodos que são
alimentados por um gerador de CC ou
corrente retificada de meia-onda.
A corrente ao passar pela peça, provoca um
campo magnético circular na mesma.
A intensidade de corrente depende da
distância entre os eletrodos e da espessura
da peça. Durante a inspeção, as
descontinuidades são detectadas entre os
pontos de contato dos eletrodos, numa
direção aproximadamente perpendicular às
linhas de força do campo magnético na
peça. Geralmente aplicada em peças brutas
fundidas, em soldas, nas indústrias de
siderurgia, caldeiraria e outros.
69.
IFCE - 2017
Cícero
Moura
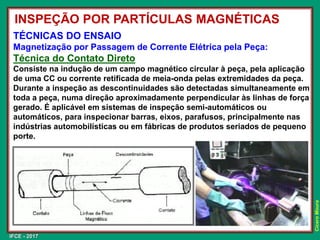
TÉCNICASDO ENSAIO
Magnetização por Passagem de Corrente Elétrica pela Peça:
Técnica do Contato Direto
Consiste na indução de um campo magnético circular à peça, pela aplicação
de uma CC ou corrente retificada de meia-onda pelas extremidades da peça.
Durante a inspeção as descontinuidades são detectadas simultaneamente em
toda a peça, numa direção aproximadamente perpendicular às linhas de força
gerado. É aplicável em sistemas de inspeção semi-automáticos ou
automáticos, para inspecionar barras, eixos, parafusos, principalmente nas
indústrias automobilísticas ou em fábricas de produtos seriados de pequeno
porte.
INSPEÇÃO POR PARTÍCULAS MAGNÉTICAS
70.
IFCE - 2017
Cícero
Moura
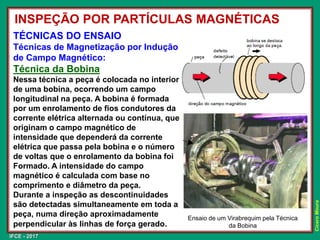
TÉCNICASDO ENSAIO
Técnicas de Magnetização por Indução
de Campo Magnético:
Técnica da Bobina
Nessa técnica a peça é colocada no interior
de uma bobina, ocorrendo um campo
longitudinal na peça. A bobina é formada
por um enrolamento de fios condutores da
corrente elétrica alternada ou contínua, que
originam o campo magnético de
intensidade que dependerá da corrente
elétrica que passa pela bobina e o número
de voltas que o enrolamento da bobina foi
Formado. A intensidade do campo
magnético é calculada com base no
comprimento e diâmetro da peça.
Durante a inspeção as descontinuidades
são detectadas simultaneamente em toda a
peça, numa direção aproximadamente
perpendicular às linhas de força gerado.
INSPEÇÃO POR PARTÍCULAS MAGNÉTICAS
Ensaio de um Virabrequim pela Técnica
da Bobina
71.
IFCE - 2017
Cícero
Moura
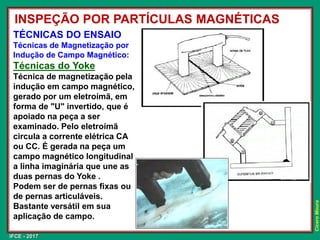
TÉCNICASDO ENSAIO
Técnicas de Magnetização por
Indução de Campo Magnético:
Técnicas do Yoke
Técnica de magnetização pela
indução em campo magnético,
gerado por um eletroímã, em
forma de "U" invertido, que é
apoiado na peça a ser
examinado. Pelo eletroímã
circula a corrente elétrica CA
ou CC. É gerada na peça um
campo magnético longitudinal
a linha imaginária que une as
duas pernas do Yoke .
Podem ser de pernas fixas ou
de pernas articuláveis.
Bastante versátil em sua
aplicação de campo.
INSPEÇÃO POR PARTÍCULAS MAGNÉTICAS
72.
IFCE - 2017
Cícero
Moura
TÉCNICASDO ENSAIO
Técnicas de Magnetização por Indução de
Campo Magnético:
Técnica do Condutor Central
A técnica do condutor central é caracterizada
pela passagem de um fio condutor ou conjunto
de cabos condutores pelo centro da peça a
inspecionar. A passagem da corrente elétrica
através do condutor, permitirá induzir um campo
magnético circular na superfície da peça. A peça
a ser inspecionada, deve ter geometria circular,
tais como: flanges, anéis, porcas, e outras.
INSPEÇÃO POR PARTÍCULAS MAGNÉTICAS
73.
IFCE - 2017
Cícero
Moura
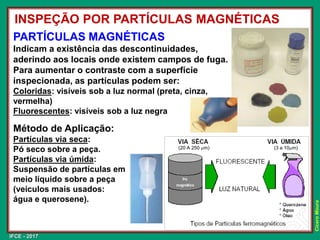
PARTÍCULASMAGNÉTICAS
Indicam a existência das descontinuidades,
aderindo aos locais onde existem campos de fuga.
Para aumentar o contraste com a superfície
inspecionada, as partículas podem ser:
Coloridas: visíveis sob a luz normal (preta, cinza,
vermelha)
Fluorescentes: visíveis sob a luz negra
Método de Aplicação:
Partículas via seca:
Pó seco sobre a peça.
Partículas via úmida:
Suspensão de partículas em
meio líquido sobre a peça
(veículos mais usados:
água e querosene).
INSPEÇÃO POR PARTÍCULAS MAGNÉTICAS
(20 A 250 m) (3 a 10m)
74.
IFCE - 2017
Cícero
Moura
SEQÜÊNCIADO ENSAIO
1. Limpeza
2. Magnetização da peça
3. Aplicação de Partículas
4. Inspeção final
VANTAGENS
1. Detecta descontinuidades sub-superficiais.
2. Mais barato do que o LP.
3. Fornece resultados imediatos.
LIMITAÇÕES E DESVANTAGENS
1. Aplica-se somente a materiais
ferromagnéticos.
2. Dificuldade de inspeção de materiais com
características magnéticas diferentes.
3. Geometria da peça pode dificultar o
ensaio.
4. Sem registro permanente.
INSPEÇÃO POR PARTÍCULAS MAGNÉTICAS
IFCE - 2017
Cícero
Moura
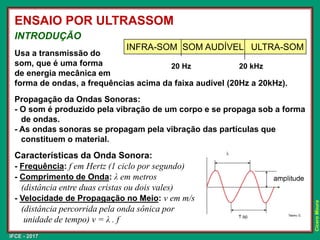
Propagaçãoda Ondas Sonoras:
- O som é produzido pela vibração de um corpo e se propaga sob a forma
de ondas.
- As ondas sonoras se propagam pela vibração das partículas que
constituem o material.
Características da Onda Sonora:
- Frequência: f em Hertz (1 ciclo por segundo)
- Comprimento de Onda: λ em metros
(distância entre duas cristas ou dois vales)
- Velocidade de Propagação no Meio: v em m/s
(distância percorrida pela onda sônica por
unidade de tempo) v = λ . f
ENSAIO POR ULTRASSOM
INTRODUÇÃO
Usa a transmissão do
som, que é uma forma
de energia mecânica em
forma de ondas, a frequências acima da faixa audível (20Hz a 20kHz).
INFRA-SOM SOM AUDÍVEL ULTRA-SOM
20 Hz 20 kHz
78.
IFCE - 2017
Cícero
Moura
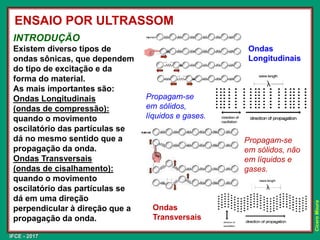
INTRODUÇÃO
Existemdiverso tipos de
ondas sônicas, que dependem
do tipo de excitação e da
forma do material.
As mais importantes são:
Ondas Longitudinais
(ondas de compressão):
quando o movimento
oscilatório das partículas se
dá no mesmo sentido que a
propagação da onda.
Ondas Transversais
(ondas de cisalhamento):
quando o movimento
oscilatório das partículas se
dá em uma direção
perpendicular à direção que a
propagação da onda.
ENSAIO POR ULTRASSOM
Ondas
Longitudinais
Ondas
Transversais
Propagam-se
em sólidos,
líquidos e gases.
Propagam-se
em sólidos, não
em líquidos e
gases.
IFCE - 2017
Cícero
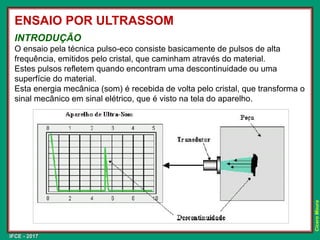
Moura
INTRODUÇÃO
Oensaio pela técnica pulso-eco consiste basicamente de pulsos de alta
frequência, emitidos pelo cristal, que caminham através do material.
Estes pulsos refletem quando encontram uma descontinuidade ou uma
superfície do material.
Esta energia mecânica (som) é recebida de volta pelo cristal, que transforma o
sinal mecânico em sinal elétrico, que é visto na tela do aparelho.
ENSAIO POR ULTRASSOM
81.
IFCE - 2017
Cícero
Moura
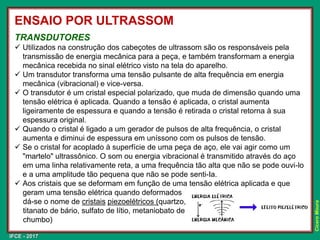
TRANSDUTORES
✓Utilizados na construção dos cabeçotes de ultrassom são os responsáveis pela
transmissão de energia mecânica para a peça, e também transformam a energia
mecânica recebida no sinal elétrico visto na tela do aparelho.
✓ Um transdutor transforma uma tensão pulsante de alta frequência em energia
mecânica (vibracional) e vice-versa.
✓ O transdutor é um cristal especial polarizado, que muda de dimensão quando uma
tensão elétrica é aplicada. Quando a tensão é aplicada, o cristal aumenta
ligeiramente de espessura e quando a tensão é retirada o cristal retorna à sua
espessura original.
✓ Quando o cristal é ligado a um gerador de pulsos de alta frequência, o cristal
aumenta e diminui de espessura em uníssono com os pulsos de tensão.
✓ Se o cristal for acoplado à superfície de uma peça de aço, ele vai agir como um
"martelo" ultrassônico. O som ou energia vibracional é transmitido através do aço
em uma linha relativamente reta, a uma frequência tão alta que não se pode ouvi-lo
e a uma amplitude tão pequena que não se pode senti-Ia.
✓ Aos cristais que se deformam em função de uma tensão elétrica aplicada e que
geram uma tensão elétrica quando deformados
dá-se o nome de cristais piezoelétricos (quartzo,
titanato de bário, sulfato de lítio, metaniobato de
chumbo)
ENSAIO POR ULTRASSOM
82.
IFCE - 2017
Cícero
Moura
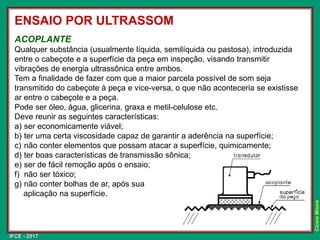
ENSAIOPOR ULTRASSOM
ACOPLANTE
Qualquer substância (usualmente líquida, semilíquida ou pastosa), introduzida
entre o cabeçote e a superfície da peça em inspeção, visando transmitir
vibrações de energia ultrassônica entre ambos.
Tem a finalidade de fazer com que a maior parcela possível de som seja
transmitido do cabeçote à peça e vice-versa, o que não aconteceria se existisse
ar entre o cabeçote e a peça.
Pode ser óleo, água, glicerina, graxa e metil-celulose etc.
Deve reunir as seguintes características:
a) ser economicamente viável;
b) ter uma certa viscosidade capaz de garantir a aderência na superfície;
c) não conter elementos que possam atacar a superfície, quimicamente;
d) ter boas características de transmissão sônica;
e) ser de fácil remoção após o ensaio;
f) não ser tóxico;
g) não conter bolhas de ar, após sua
aplicação na superfície.
83.
IFCE - 2017
Cícero
Moura
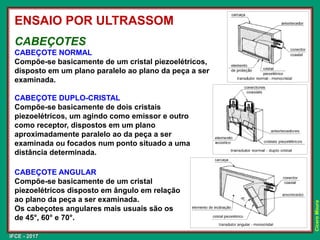
CABEÇOTES
CABEÇOTENORMAL
Compõe-se basicamente de um cristal piezoelétricos,
disposto em um plano paralelo ao plano da peça a ser
examinada.
CABEÇOTE DUPLO-CRISTAL
Compõe-se basicamente de dois cristais
piezoelétricos, um agindo como emissor e outro
como receptor, dispostos em um plano
aproximadamente paralelo ao da peça a ser
examinada ou focados num ponto situado a uma
distância determinada.
ENSAIO POR ULTRASSOM
CABEÇOTE ANGULAR
Compõe-se basicamente de um cristal
piezoelétricos disposto em ângulo em relação
ao plano da peça a ser examinada.
Os cabeçotes angulares mais usuais são os
de 45°, 60° e 70°.
84.
IFCE - 2017
Cícero
Moura
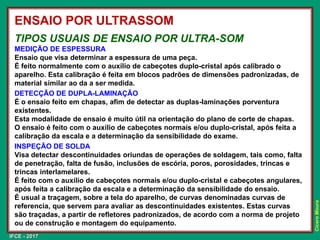
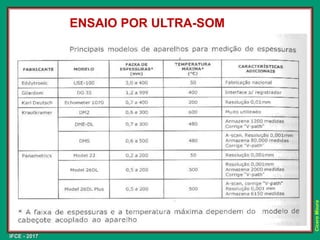
TIPOSUSUAIS DE ENSAIO POR ULTRA-SOM
MEDIÇÃO DE ESPESSURA
Ensaio que visa determinar a espessura de uma peça.
É feito normalmente com o auxílio de cabeçotes duplo-cristal após calibrado o
aparelho. Esta calibração é feita em blocos padrões de dimensões padronizadas, de
material similar ao da a ser medida.
DETECÇÃO DE DUPLA-LAMINAÇÃO
É o ensaio feito em chapas, afim de detectar as duplas-Iaminações porventura
existentes.
Esta modalidade de ensaio é muito útil na orientação do plano de corte de chapas.
O ensaio é feito com o auxílio de cabeçotes normais e/ou duplo-cristal, após feita a
calibração da escala e a determinação da sensibilidade do exame.
INSPEÇÃO DE SOLDA
Visa detectar descontinuidades oriundas de operações de soldagem, tais como, falta
de penetração, falta de fusão, inclusões de escória, poros, porosidades, trincas e
trincas interlamelares.
É feito com o auxílio de cabeçotes normais e/ou duplo-cristal e cabeçotes angulares,
após feita a calibração da escala e a determinação da sensibilidade do ensaio.
É usual a traçagem, sobre a tela do aparelho, de curvas denominadas curvas de
referencia, que servem para avaliar as descontinuidades existentes. Estas curvas
são traçadas, a partir de refletores padronizados, de acordo com a norma de projeto
ou de construção e montagem do equipamento.
ENSAIO POR ULTRASSOM
85.
IFCE - 2017
Cícero
Moura
SEQÜÊNCIADO ENSAIO
MEDIÇÃO DE ESPESSURA DETECÇÃO DE DUPLA-LAMINAÇÃO
1. Verificar o tipo de material a ser inspecionado.
2. Escolher o aparelho e cabeçote de acordo com o procedimento qualificado.
3. Calibrar o aparelho em bloco padrão, de material similar ao da peça a ser inspecionada e
espessura dentro da faixa recomendada (ME).
4. Calibrar a escala conforme procedimento qualificado (DL).
5. Ajustar a sensibilidade do ensaio. conforme procedimento qualificado (DL).
6. Preparar a superfície tomando os devidos cuidados para peças de aços inoxidáveis austeníticos
e ligas de níquel.
7. Aplicar o acoplante.
8. Posicionar o cabeçote.
9. Efetuar a leitura.
10. Relatar os resultados.
ENSAIO POR ULTRASSOM
86.
IFCE - 2017
Cícero
Moura
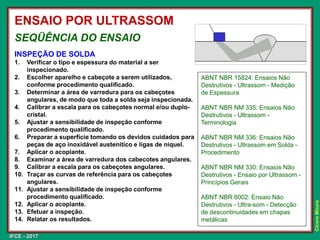
SEQÜÊNCIADO ENSAIO
INSPEÇÃO DE SOLDA
1. Verificar o tipo e espessura do material a ser
inspecionado.
2. Escolher aparelho e cabeçote a serem utilizados,
conforme procedimento qualificado.
3. Determinar a área de varredura para os cabeçotes
angulares, de modo que toda a solda seja inspecionada.
4. Calibrar a escala para os cabeçotes normal e/ou duplo-
cristal.
5. Ajustar a sensibilidade de inspeção conforme
procedimento qualificado.
6. Preparar a superfície tomando os devidos cuidados para
peças de aço inoxidável austenítico e ligas de níquel.
7. Aplicar o acoplante.
8. Examinar a área de varredura dos cabecotes angulares.
9. Calibrar a escala para os cabeçotes angulares.
10. Traçar as curvas de referência para os cabeçotes
angulares.
11. Ajustar a sensibilidade de inspeção conforme
procedimento qualificado.
12. Aplicar o acoplante.
13. Efetuar a inspeção.
14. Relatar os resultados.
ENSAIO POR ULTRASSOM
ABNT NBR 15824: Ensaios Não
Destrutivos - Ultrassom - Medição
de Espessura
ABNT NBR NM 335: Ensaios Não
Destrutivos - Ultrassom -
Terminologia
ABNT NBR NM 336: Ensaios Não
Destrutivos - Ultrassom em Solda -
Procedimento
ABNT NBR NM 330: Ensaios Não
Destrutivos - Ensaio por Ultrassom -
Princípios Gerais
ABNT NBR 6002: Ensaio Não
Destrutivos - Ultra-som - Detecção
de descontinuidades em chapas
metálicas
87.
IFCE - 2017
Cícero
Moura
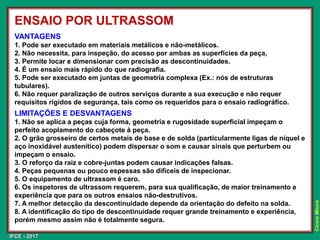
VANTAGENS
1.Pode ser executado em materiais metálicos e não-metálicos.
2. Não necessita, para inspeção, do acesso por ambas as superfícies da peça,
3. Permite locar e dimensionar com precisão as descontinuidades.
4. É um ensaio mais rápido do que radiografia.
5. Pode ser executado em juntas de geometria complexa (Ex.: nós de estruturas
tubulares).
6. Não requer paralização de outros serviços durante a sua execução e não requer
requisitos rígidos de segurança, tais como os requeridos para o ensaio radiográfico.
LIMITAÇÕES E DESVANTAGENS
1. Não se aplica a peças cuja forma, geometria e rugosidade superficial impeçam o
perfeito acoplamento do cabeçote à peça.
2. O grão grosseiro de certos metais de base e de solda (particularmente ligas de níquel e
aço inoxidável austenítico) podem dispersar o som e causar sinais que perturbem ou
impeçam o ensaio.
3. O reforço da raiz e cobre-juntas podem causar indicações falsas.
4. Peças pequenas ou pouco espessas são difíceis de inspecionar.
5. O equipamento de ultrassom é caro.
6. Os inspetores de ultrassom requerem, para sua qualificação, de maior treinamento e
experiência que para os outros ensaios não-destrutivos.
7. A melhor detecção da descontinuidade depende da orientação do defeito na solda.
8. A identificação do tipo de descontinuidade requer grande treinamento e experiência,
porém mesmo assim não é totalmente segura.
ENSAIO POR ULTRASSOM
IFCE - 2017
Cícero
Moura
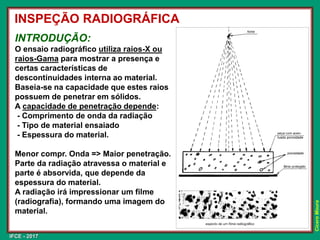
INSPEÇÃORADIOGRÁFICA
INTRODUÇÃO:
O ensaio radiográfico utiliza raios-X ou
raios-Gama para mostrar a presença e
certas características de
descontinuidades interna ao material.
Baseia-se na capacidade que estes raios
possuem de penetrar em sólidos.
A capacidade de penetração depende:
- Comprimento de onda da radiação
- Tipo de material ensaiado
- Espessura do material.
Menor compr. Onda => Maior penetração.
Parte da radiação atravessa o material e
parte é absorvida, que depende da
espessura do material.
A radiação irá impressionar um filme
(radiografia), formando uma imagem do
material.
91.
IFCE - 2017
Cícero
Moura
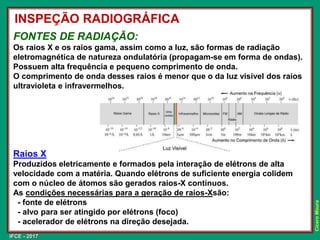
FONTESDE RADIAÇÃO:
Os raios X e os raios gama, assim como a luz, são formas de radiação
eletromagnética de natureza ondulatória (propagam-se em forma de ondas).
Possuem alta frequência e pequeno comprimento de onda.
O comprimento de onda desses raios é menor que o da luz visível dos raios
ultravioleta e infravermelhos.
Raios X
Produzidos eletricamente e formados pela interação de elétrons de alta
velocidade com a matéria. Quando elétrons de suficiente energia colidem
com o núcleo de átomos são gerados raios-X contínuos.
As condições necessárias para a geração de raios-Xsão:
- fonte de elétrons
- alvo para ser atingido por elétrons (foco)
- acelerador de elétrons na direção desejada.
INSPEÇÃO RADIOGRÁFICA
92.
IFCE - 2017
Cícero
Moura
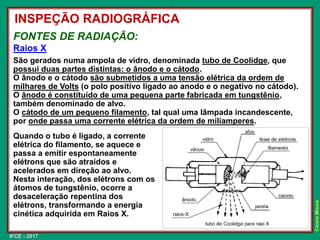
FONTESDE RADIAÇÃO:
Raios X
São gerados numa ampola de vidro, denominada tubo de Coolidge, que
possui duas partes distintas: o ânodo e o cátodo.
O ânodo e o cátodo são submetidos a uma tensão elétrica da ordem de
milhares de Volts (o polo positivo ligado ao anodo e o negativo no cátodo).
O ânodo é constituído de uma pequena parte fabricada em tungstênio,
também denominado de alvo.
O cátodo de um pequeno filamento, tal qual uma lâmpada incandescente,
por onde passa uma corrente elétrica da ordem de miliamperes.
INSPEÇÃO RADIOGRÁFICA
Quando o tubo é ligado, a corrente
elétrica do filamento, se aquece e
passa a emitir espontaneamente
elétrons que são atraídos e
acelerados em direção ao alvo.
Nesta interação, dos elétrons com os
átomos de tungstênio, ocorre a
desaceleração repentina dos
elétrons, transformando a energia
cinética adquirida em Raios X.
93.
IFCE - 2017
Cícero
Moura
FONTESDE RADIAÇÃO:
Principais Propriedades das Radiações X e Gama são:
- propagam-se em linha reta, à velocidade da luz (300.000 km/s);
- produzem luz em substâncias fluorescentes;
- provocam o escurecimento de filmes fotográficos;
- não são desviadas por campos magnéticos;
- possuem vários comprimentos de onda;
- causam danos às células do corpo humano e modificações genéticas.
Raios X
Características:
- Poder de variar o comprimento de onda (poder de penetração) através da
tensão anódica. (80 a 500 kV).
- São de melhor qualidade que os raios gama.
- Necessita de energia elétrica para funcionamento.
- Acima de 90mm de espessura da peça, o poder de penetração não é
suficiente.
- Instalações mais caras que as do raios gama.
- Necessita de acesso facilitado.
- Não permite exposição panorâmica.
INSPEÇÃO RADIOGRÁFICA
IFCE - 2017
Cícero
Moura
FONTESDE RADIAÇÃO:
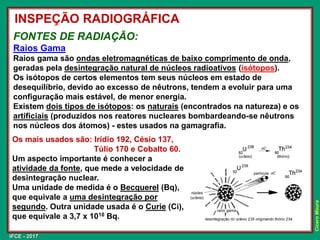
Raios Gama
Raios gama são ondas eletromagnéticas de baixo comprimento de onda,
geradas pela desintegração natural de núcleos radioativos (isótopos).
Os isótopos de certos elementos tem seus núcleos em estado de
desequilíbrio, devido ao excesso de nêutrons, tendem a evoluir para uma
configuração mais estável, de menor energia.
Existem dois tipos de isótopos: os naturais (encontrados na natureza) e os
artificiais (produzidos nos reatores nucleares bombardeando-se nêutrons
nos núcleos dos átomos) - estes usados na gamagrafia.
INSPEÇÃO RADIOGRÁFICA
Os mais usados são: Irídio 192, Césio 137,
Túlio 170 e Cobalto 60.
Um aspecto importante é conhecer a
atividade da fonte, que mede a velocidade de
desintegração nuclear.
Uma unidade de medida é o Becquerel (Bq),
que equivale a uma desintegração por
segundo. Outra unidade usada é o Curie (Ci),
que equivale a 3,7 x 1010 Bq.
96.
IFCE - 2017
Cícero
Moura
FONTESDE RADIAÇÃO:
Raios Gama
INSPEÇÃO RADIOGRÁFICA
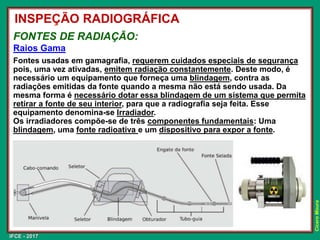
Fontes usadas em gamagrafia, requerem cuidados especiais de segurança
pois, uma vez ativadas, emitem radiação constantemente. Deste modo, é
necessário um equipamento que forneça uma blindagem, contra as
radiações emitidas da fonte quando a mesma não está sendo usada. Da
mesma forma é necessário dotar essa blindagem de um sistema que permita
retirar a fonte de seu interior, para que a radiografia seja feita. Esse
equipamento denomina-se Irradiador.
Os irradiadores compõe-se de três componentes fundamentais: Uma
blindagem, uma fonte radioativa e um dispositivo para expor a fonte.
97.
IFCE - 2017
Cícero
Moura
FONTESDE RADIAÇÃO:
Raios Gama
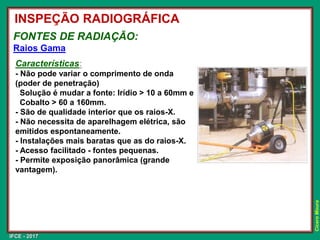
Características:
- Não pode variar o comprimento de onda
(poder de penetração)
Solução é mudar a fonte: Irídio > 10 a 60mm e
Cobalto > 60 a 160mm.
- São de qualidade interior que os raios-X.
- Não necessita de aparelhagem elétrica, são
emitidos espontaneamente.
- Instalações mais baratas que as do raios-X.
- Acesso facilitado - fontes pequenas.
- Permite exposição panorâmica (grande
vantagem).
INSPEÇÃO RADIOGRÁFICA
IFCE - 2017
Cícero
Moura
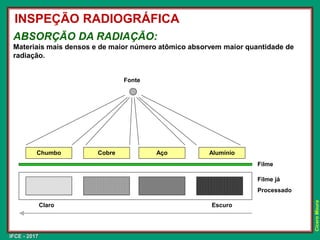
ABSORÇÃODA RADIAÇÃO:
Materiais mais densos e de maior número atômico absorvem maior quantidade de
radiação.
Chumbo Cobre Aço Alumínio
Claro Escuro
Filme
Filme já
Processado
Fonte
INSPEÇÃO RADIOGRÁFICA
100.
IFCE - 2017
Cícero
Moura
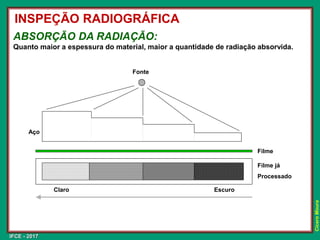
ABSORÇÃODA RADIAÇÃO:
Quanto maior a espessura do material, maior a quantidade de radiação absorvida.
Claro Escuro
Filme
Filme já
Processado
Fonte
Aço
INSPEÇÃO RADIOGRÁFICA
101.
IFCE - 2017
Cícero
Moura
FILME:
Consistede uma película plástica flexível e transparente, revestida em
ambos os lados com uma emulsão gelatinosa de 0,03mm de espessura,
contendo finos grãos de brometo de prata - AgBr (sensível a radiação).
Quando atingidos pela radiação, os cristais de brometo de prata sofrem
uma reação que os tornam mais sensíveis ao processo químico (revelação),
que os converte em depósitos negros de prata metálica, formando a
imagem. A exposição à radiação cria uma imagem latente no filme, e a
revelação torna a imagem visível.
. DENSIDADE: é o grau de enegrecimento da imagem radiográfica, ou seja,
regiões mais escuras tem maior densidade. A densidade é medida por
meio de densitômetros de fita ou eletrônico.
. CONTRASTE: é a diferença de densidades de um filme revelado.
. VELOCIDADE DO FILME: é a taxa de sensibilização dos grãos de sais de
prata. Filmes com grãos maiores necessitam menor tempo de exposição.
. GRANULOMETRIA: é o tamanho dos grãos nos sais da emulsão. Quanto
menores os grãos, maior a nitidez. Tipos 1, 2, 3 e 4 - de ultra fina a média
granulação. Tipo 3 - Filme de granulação fina, com alto contraste e
velocidade. É o filme mais utilizado na indústria em razão do atendimento
em qualidade e maior produtividade.
INSPEÇÃO RADIOGRÁFICA
102.
IFCE - 2017
Cícero
Moura
FILME:
.NEGATOSCÓPIO: é o aparelho usado para a interpretação radiográfica e
medição da densidade. Caixa contendo lâmpadas, com luminosidade
variável e suporte para o filme.
INSPEÇÃO RADIOGRÁFICA
103.
IFCE - 2017
Cícero
Moura
INDICADORESDE QUALIDADE DE IMAGEM - IQI
(Penetrâmetros):
São dispositivos padronizados por normas que
controlam a inspeção radiográfica, para determinar o
nível de sensibilidade da radiografia.
Não é usado para julgar o tamanho das
descontinuidades ou estabelecer critérios de aceitação.
O material do IQI deve ser similar ao material
radiografado.
TELAS INTENSIFICADORAS (Écrans):
São lâminas finas de chumbo ou sal fluorescente
aplicados sobre papelão ou plástico. Durante a
exposição ficam em contato e de ambos os lados do
filme formando um sanduíche. São utilizadas com o
intuito de filtrar determinadas radiações, proteger o
filme contra radiações dispersas e principalmente
atuar como intensificadoras, isto é, diminuir o tempo
de exposição.
INSPEÇÃO RADIOGRÁFICA
FILME:
104.
IFCE - 2017
Cícero
Moura
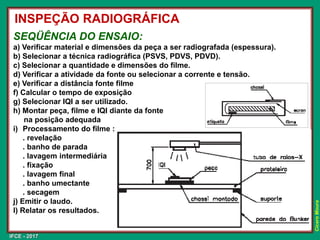
SEQÜÊNCIADO ENSAIO:
a) Verificar material e dimensões da peça a ser radiografada (espessura).
b) Selecionar a técnica radiográfica (PSVS, PDVS, PDVD).
c) Selecionar a quantidade e dimensões do filme.
d) Verificar a atividade da fonte ou selecionar a corrente e tensão.
e) Verificar a distância fonte filme
f) Calcular o tempo de exposição
g) Selecionar IQI a ser utilizado.
h) Montar peça, filme e IQI diante da fonte
na posição adequada
i) Processamento do filme :
. revelação
. banho de parada
. lavagem intermediária
. fixação
. lavagem final
. banho umectante
. secagem
j) Emitir o laudo.
l) Relatar os resultados.
INSPEÇÃO RADIOGRÁFICA
IFCE - 2017
Cícero
Moura
VANTAGENS:
1.Registro permanente dos resultados.
2. Detecta defeitos volumétricos (porosidades, inclusões, falta de
penetrações, outros)
LIMITAÇÕES E DESVANTAGENS:
1. Necessita de acesso a ambos os lados da peça ensaiada.
2. Dependendo da geometria da peça não é possível obter radiografias
com qualidade aceitável.
3. Requer critérios severos de PROTEÇÃO PESSOAL, sendo necessário
a interrupção de trabalhos próximos ao ensaio. (CNEN)
4. Custo alto de equipamentos e materiais de consumo.
5. Ensaio relativamente demorado.
6. Requer experiência e conhecimento dos processos de soldagem.
7. Descontinuidades bidimensionais (trincas, dupla laminação, falta de
fusão) são detectados somente se o plano destas estiver alinhado ou
paralelo ao feixe de radiação.
8. Difícil interpretação das radiografias.
INSPEÇÃO RADIOGRÁFICA
IFCE - 2017
Cícero
Moura
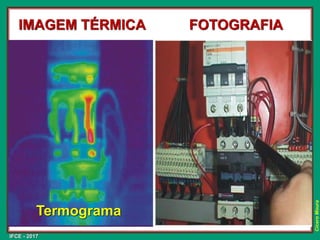
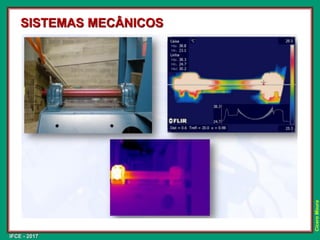
CONCEITO
Técnicade sensoriamento remoto que possibilita a
medição de temperaturas e a formação de imagens
térmicas (termogramas), de um componente,
equipamento ou processo, a partir da radiação
infravermelha naturalmente emitida pelos corpos
em função de sua temperatura.
A Termografia é um mapeamento térmico
superficial com o objetivo de mensurar, registrar e
analisar os calores irradiantes de um alvo.
A Termografia é uma fotografia térmica.
IFCE - 2017
Cícero
Moura
INSPEÇÕESTERMOGRÁFICAS
Pode ser dividida três segmentos, dependendo do objetivo:
– Termografia Qualitativa: Ramo da termografia onde as
informações obtidas sobre um determinado componente, equipamento
ou processo, provêm da análise de diferenças em padrões de
distribuição térmica dos mesmos.
– Termografia Quantitativa: É o ramo da termografia onde as
informações obtidas sobre um objeto, equipamento ou sistema,
provêm da medição direta das temperaturas associadas aos padrões
de distribuição térmicas observadas.
– Termografia Analítica: Ramo da termografia dedicado à otimização
de metodologias de trabalho em inspeções, tratamento estatístico dos
resultados obtidos e a tradução dos dados térmicos em termos
econômicos e de aumento de qualidade.
114.
IFCE - 2017
Cícero
Moura
OBJETIVOSDAS INSPEÇÕES TERMOGRÁFICAS
- Detectar o processo de falha em um componente através de
uma anomalia térmica antes que a mesma se manifeste como
interrupção da função.
- Quantificar essa falha em termos de risco e impacto à
produção (custo).
- Evitar que tal evento ocorra novamente através da
identificação do modo de falha e dos componentes ou áreas
da empresa mais sujeitos a ocorrências.
✓ Utilização à distância;
✓ Desnecessária acesso com montagem de andaimes;
✓ Rapidez;
✓ Segurança;
✓ Geralmente não necessita de parada ou abertura do
equipamento.
VANTAGENS
115.
IFCE - 2017
Cícero
Moura
DEFINIÇÕES
TERMOGRAMA
Imagemobtida a partir da radiação térmica (infravermelha),
naturalmente emitida pelos corpos, em função de sua temperatura.
CORPO NEGRO
Corpo capaz de absorver toda a radiação nele incidente e, para uma
dada temperatura, emitir o máximo possível de radiação térmica. O valor
de sua emissividade é 1,0.
RADIAÇÃO TÉRMICA
Energia radiante emitida por todo e qualquer objeto que esteja a uma
temperatura acima do zero absoluto.
MEDIÇÃO DE CONTATO
Na medição de contato busca-se a obtenção de um perfeito equilíbrio
térmico entre o sensor e o meio medido. Tal equilíbrio é alcançado
principalmente pelos mecanismos da condução e convecção.
116.
IFCE - 2017
Cícero
Moura
ESPECTROINFRAVERMELHO
O espectro infravermelho de temperatura fornece
uma imagem térmica do objeto em estudo. Esta
imagem é obtida através da decomposição
cromática de toda a faixa de temperaturas
irradiadas pelo objeto.
Todo corpo irradia energia eletromagnética em
forma de calor, em maior ou menor intensidade.
Cada faixa de temperatura gera um determinado
comprimento de onda, ao qual corresponde uma
tonalidade de cor que pode ser representada em
uma escala cromática que varia de acordo com as
diferentes faixas de temperatura do objeto.
117.
IFCE - 2017
Cícero
Moura
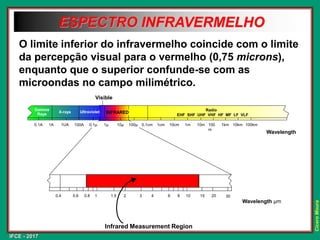
Visible
UltravioletINFRARED
X-rays
Gamma
Rays
Radio
EHF SHF UHF VHF HF MF LF VLF
0.1A 1A 1UA 100A 0.1µ 1µ 10µ 100µ 1cm
0.1cm 10cm 1m 100
m
1km 10km 100km
Wavelength
10m
30
20
15
10
8
6
4
3
2
1.5
1
0.8
0.6
0.4
Wavelength µm
Infrared Measurement Region
ESPECTRO INFRAVERMELHO
O limite inferior do infravermelho coincide com o limite
da percepção visual para o vermelho (0,75 microns),
enquanto que o superior confunde-se com as
microondas no campo milimétrico.
118.
IFCE - 2017
Cícero
Moura
Aradiação infravermelha não é visível a olho nu.
Para estudá-la é necessário o uso de lentes
especiais que filtrem a radiação e traduzam o
espectro eletromagnético em um espectro de
cores chamado espectro térmico.
Este espectro pode ser visualizado em uma
escala monocromática ou policromática. Em
ambas as escalas a cor preta se associará à
faixa mais fria do espectro, assim como a cor
branca se associará à faixa mais quente.
QUENTE
FRIA
ESPECTRO INFRAVERMELHO
119.
IFCE - 2017
Cícero
Moura
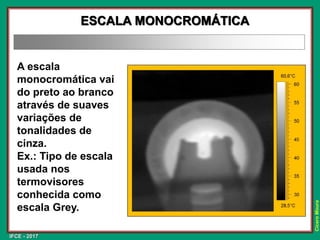
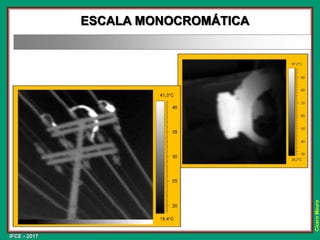
Aescala
monocromática vai
do preto ao branco
através de suaves
variações de
tonalidades de
cinza.
Ex.: Tipo de escala
usada nos
termovisores
conhecida como
escala Grey.
ESCALA MONOCROMÁTICA
IFCE - 2017
Cícero
Moura
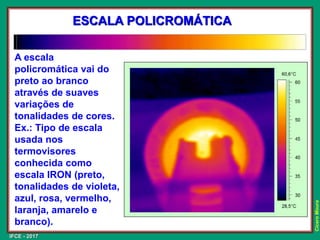
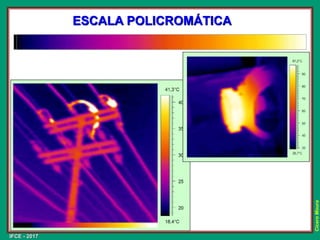
ESCALAPOLICROMÁTICA
A escala
policromática vai do
preto ao branco
através de suaves
variações de
tonalidades de cores.
Ex.: Tipo de escala
usada nos
termovisores
conhecida como
escala IRON (preto,
tonalidades de violeta,
azul, rosa, vermelho,
laranja, amarelo e
branco).
IFCE - 2017
Cícero
Moura
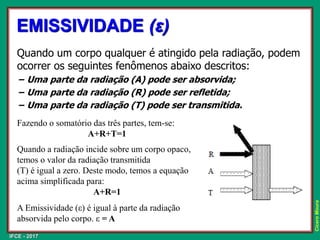
Quandoum corpo qualquer é atingido pela radiação, podem
ocorrer os seguintes fenômenos abaixo descritos:
− Uma parte da radiação (A) pode ser absorvida;
− Uma parte da radiação (R) pode ser refletida;
− Uma parte da radiação (T) pode ser transmitida.
EMISSIVIDADE (ε)
Fazendo o somatório das três partes, tem-se:
A+R+T=1
Quando a radiação incide sobre um corpo opaco,
temos o valor da radiação transmitida
(T) é igual a zero. Deste modo, temos a equação
acima simplificada para:
A+R=1
A Emissividade (ε) é igual à parte da radiação
absorvida pelo corpo. ε = A
124.
IFCE - 2017
Cícero
Moura
Parâmetroadimensional que estabelece a
relação entre a quantidade de energia
irradiada por um corpo qualquer e a que seria
emitida por um corpo negro, à mesma
temperatura e comprimento de onda.
Expressando matematicamente, a
emissividade pode ser apresentada como:
EMISSIVIDADE (ε)
w
w
e
`
=
Corpo Qualquer
Corpo Negro
125.
IFCE - 2017
Cícero
Moura
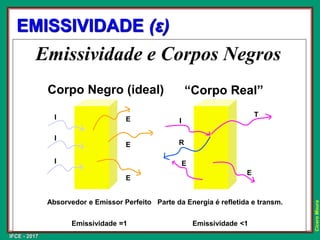
Emissividadee Corpos Negros
Corpo Negro (ideal) “Corpo Real”
Absorvedor e Emissor Perfeito Parte da Energia é refletida e transm.
Emissividade =1 Emissividade <1
I
I
I
I
R
E
T
E
E
E
E
EMISSIVIDADE (ε)
126.
IFCE - 2017
Cícero
Moura
EMISSIVIDADE(ε)
Fatores que influenciam na obtenção do valor da
Emissividade (ε):
a) Composição química superficial e da textura do material;
b) Varia de acordo com a temperatura (T) e com o comprimento
de onda (λ);
c) Camadas de óxidos;
d) Poeira;
e) Pintura;
f) Ângulo de visualização, principalmente quando ultrapassa o
valor de 50°.
127.
IFCE - 2017
Cícero
Moura
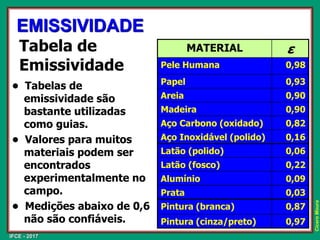
Tabelade
Emissividade
• Tabelas de
emissividade são
bastante utilizadas
como guias.
• Valores para muitos
materiais podem ser
encontrados
experimentalmente no
campo.
• Medições abaixo de 0,6
não são confiáveis.
MATERIAL ε
Pele Humana 0,98
Papel 0,93
Areia 0,90
Madeira 0,90
Aço Carbono (oxidado) 0,82
Aço Inoxidável (polido) 0,16
Latão (polido) 0,06
Latão (fosco) 0,22
Alumínio 0,09
Prata 0,03
Pintura (branca) 0,87
Pintura (cinza/preto) 0,97
EMISSIVIDADE
128.
IFCE - 2017
Cícero
Moura
SISTEMASINFRAVERMELHOS
São equipamentos destinados a detectar a
radiação térmica e convertê-la em sinais
eletrônicos que, devidamente processados,
permitem a formação de imagens térmicas e a
medição remota de temperaturas.
Principais Sistemas Infravermelhos
RADIÔMETROS TERMOVISORES
129.
IFCE - 2017
Cícero
Moura
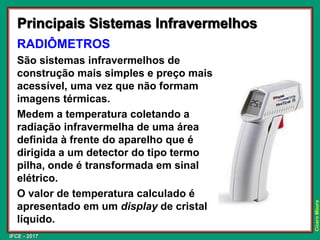
PrincipaisSistemas Infravermelhos
RADIÔMETROS
São sistemas infravermelhos de
construção mais simples e preço mais
acessível, uma vez que não formam
imagens térmicas.
Medem a temperatura coletando a
radiação infravermelha de uma área
definida à frente do aparelho que é
dirigida a um detector do tipo termo
pilha, onde é transformada em sinal
elétrico.
O valor de temperatura calculado é
apresentado em um display de cristal
líquido.
130.
IFCE - 2017
Cícero
Moura
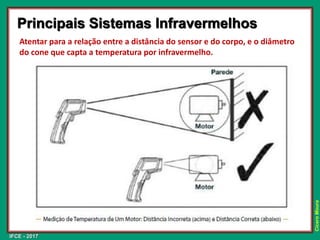
PrincipaisSistemas Infravermelhos
Atentar para a relação entre a distância do sensor e do corpo, e o diâmetro
do cone que capta a temperatura por infravermelho.
131.
IFCE - 2017
Cícero
Moura
Sãosistemas imageadores dotados de recursos
para análise e medição de distribuições térmicas.
As imagens podem ser gravadas para posterior
análise com auxílio de softwares específicos.
TERMOVISORES
Principais Sistemas Infravermelhos
132.
IFCE - 2017
Cícero
Moura
IMAGEAMENTOTÉRMICO
A termografia nasceu como técnica de imageamento, a
tecnologia básica foi tomada da área militar, onde o objetivo
primordial era a localização e rastreamento de alvos a partir
de imagens.
O imageamento é a forma de apresentação térmica que
permite a observação direta da distribuição de calor nos
objetos estudados. Normalmente, as imagens são formadas a
partir de uma varredura bidimensional da cena, embora o
mesmo efeito possa ser alcançado através de uma varredura
linear associada a um deslocamento entre o sistema e o
objeto em observação.
IFCE - 2017
Cícero
Moura
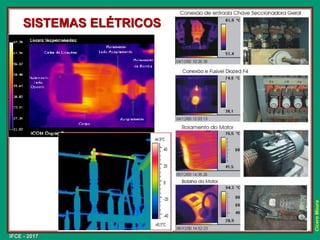
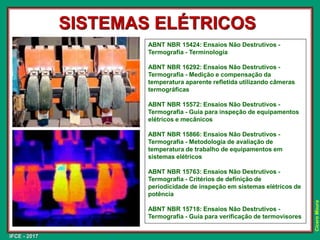
SISTEMASELÉTRICOS
ABNT NBR 15424: Ensaios Não Destrutivos -
Termografia - Terminologia
ABNT NBR 16292: Ensaios Não Destrutivos -
Termografia - Medição e compensação da
temperatura aparente refletida utilizando câmeras
termográficas
ABNT NBR 15572: Ensaios Não Destrutivos -
Termografia - Guia para inspeção de equipamentos
elétricos e mecânicos
ABNT NBR 15866: Ensaios Não Destrutivos -
Termografia - Metodologia de avaliação de
temperatura de trabalho de equipamentos em
sistemas elétricos
ABNT NBR 15763: Ensaios Não Destrutivos -
Termografia - Critérios de definição de
periodicidade de inspeção em sistemas elétricos de
potência
ABNT NBR 15718: Ensaios Não Destrutivos -
Termografia - Guia para verificação de termovisores
IFCE - 2017
Cícero
Moura
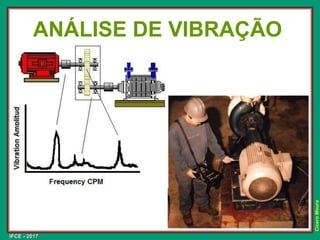
DEFINIÇÃO
Processopelo qual as falhas em
componentes móveis de um equipamento,
são descobertas pela taxa de variação das
forças dinâmicas geradas.
Tais forças afetam o nível de vibração, que
pode ser avaliado em pontos acessíveis
das máquinas, sem interromper o
funcionamento dos equipamentos.
146.
IFCE - 2017
Cícero
Moura
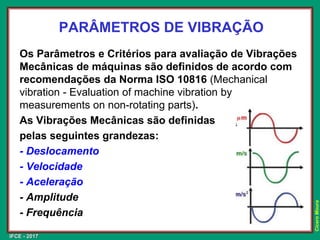
▪AMPLITUDE
▪ É a medida da magnitude da vibração;
▪ FREQÜÊNCIA DE FUNCIONAMENTO (f)
▪ É a velocidade de rotação a que o equipamento está
funcionando;
▪ VELOCIDADE
▪ É a taxa de variação do deslocamento;
▪ A taxa de variação do deslocamento chama-se
Velocidade de Vibração.
▪ ACELERAÇÃO
▪ É a taxa de variação da velocidade em relação ao tempo
▪ ÂNGULO DE FASE
▪ É a variação relativa de posição de um ponto em
comparação a outro ponto ou marca de referência.
CONCEITOS
IFCE - 2017
Cícero
Moura
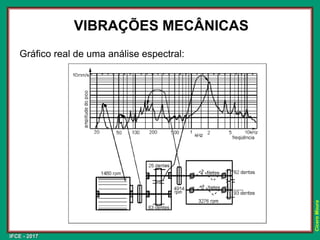
VIBRAÇÕESMECÂNICAS
O registro das vibrações das estruturas é efetuado por meio
de sensores ou captadores colocados em pontos estratégicos
das máquinas.
Esses sensores transformam a energia mecânica de vibração
em sinais elétricos. Esses sinais elétricos são encaminhados
para os aparelhos registradores de vibrações ou para os
aparelhos analisadores de vibrações.
Os dados armazenados nos registradores e nos analisadores
são, em seguida, interpretados por especialistas.
A análise das vibrações também permite, por meio de
comparação, identificar o aparecimento de esforços dinâmicos
novos, consecutivos a uma degradação em processo de
desenvolvimento.
149.
IFCE - 2017
Cícero
Moura
VIBRAÇÕESMECÂNICAS
Os níveis de vibrações de uma máquina podem ser
representados de várias maneiras, porém a maneira mais usual
de representação é a espectral, em que a amplitude da vibração
é dada de acordo com a frequência.
Graficamente tem-se:
No ponto A0 tem-se a amplitude de uma
certa vibração, e no ponto A1 a amplitude
de uma outra vibração.
Assim, em um espectro todos os
componentes de um nível vibratório são
representados sob a forma de picos que
permitem identificar a variação da
amplitude de cada vibração e discriminar
os defeitos em desenvolvimento nos
componentes das máquinas.
IFCE - 2017
Cícero
Moura
ASSINATURAESPECTRAL
Uma máquina, caracterizada por suas partes
móveis, vibrará de acordo com as frequências
características dos seus componentes.
Cada tipo de máquina possui uma
"ASSINATURA ESPECTRAL ORIGINAL"
152.
IFCE - 2017
Cícero
Moura
ASSINATURAESPECTRAL
Fatos básicos que asseguram uma maior
confiabilidade da análise de uma ASSINATURA
ESPECTRAL:
1. Todos os componentes comuns, possuem
diferentes e particulares frequências de vibração,
que podem ser isoladas e identificadas.
2. A amplitude de cada componente de vibração
deverá permanecer constante ao longo do tempo,
caso não ocorram alterações na dinâmica
operacional da máquina ou mudança na integridade
dos componentes.
153.
IFCE - 2017
Cícero
Moura
Nomomento em que um ou mais componentes
comecem a falhar, a frequência e amplitude da
vibração começarão a mudar.
O monitoramento de vibração é o processo de
descobrir e analisar essas mudanças.
A deterioração da "ASSINATURA ESPECTRAL" é
um sinal de que o equipamento perdeu sua
integridade.
MONITORAMENTO DA VIBRAÇÃO
154.
IFCE - 2017
Cícero
Moura
PARÂMETROSDE VIBRAÇÃO
Os Parâmetros e Critérios para avaliação de Vibrações
Mecânicas de máquinas são definidos de acordo com
recomendações da Norma ISO 10816 (Mechanical
vibration - Evaluation of machine vibration by
measurements on non-rotating parts).
As Vibrações Mecânicas são definidas
pelas seguintes grandezas:
- Deslocamento
- Velocidade
- Aceleração
- Amplitude
- Frequência
155.
IFCE - 2017
Cícero
Moura
MonitoraçãoPermanente
Geralmente Máquinas acima de 75 kW (100 HP).
Portátil
- Máquinas até 75 kW (100 HP).
- Análise Particular de Máquinas Críticas.
MONITORAMENTO DA VIBRAÇÃO
156.
IFCE - 2017
Cícero
Moura
SENSORESDE VIBRAÇÃO
SENSOR SÍSMICO (Montado na Carcaça ou Mancal)
- Para Mancais de Rolamento e de Deslizamento.
SENSOR DE PROXIMIDADE (Através da Carcaça)
- Para Mancais de Deslizamento.
MONITORAMENTO DA VIBRAÇÃO
157.
IFCE - 2017
Cícero
Moura
Principaisconsiderações para a correta
seleção de sensores e sistemas de
monitoração:
- Rotação;
- Potência da Máquina;
- Tipo dos Mancais:
a. Rolamento
b. Deslizamento
- Recomendações do Fabricante da Máquina.
MONITORAMENTO DA VIBRAÇÃO
IFCE - 2017
Cícero
Moura
MONITORAMENTODA VIBRAÇÃO
REGISTRADORES
Medem a amplitude das vibrações, permitindo avaliar a
sua magnitude. Medem, também, a sua frequência,
possibilitando identificar a fonte causadora das vibrações.
Podem ser analógicos ou digitais.
165.
IFCE - 2017
Cícero
Moura
MONITORAMENTODA VIBRAÇÃO
ANALISADORES
Os analisadores de espectro e os
softwares associados a eles, com a
presença de um computador, permitem
efetuar:
a) o zoom, que é uma função que
possibilita a ampliação de
bandas de frequência;
b) a diferenciação e integração
de dados;
c) a comparação de espectros;
d) a comparação de espectros
com correção da velocidade
de rotação.
166.
IFCE - 2017
Cícero
Moura
MONITORAMENTODA VIBRAÇÃO
PICO a PICO: indica o percurso máximo da onda, sendo útil onde o
deslocamento vibratório da parte da máquina é crítico quando a folga
mecânica é limitante.
PICO: é válido para indicação de choques de curta duração, porém indica
somente a ocorrência do pico, não levando em consideração o histórico no
tempo da onda.
RMS (Root-Mean-Square): é a medida de nível mais relevante, porque
leva em consideração o histórico no tempo da onda e dá um valor de nível
o qual é diretamente relacionado à energia contida, e portanto, à
capacidade destrutiva da vibração.
O Nível de Vibração
de um espectro, em
função do tempo,
pode ser medido
em valores de :
IFCE - 2017
Cícero
Moura
CAUSASDAS VIBRAÇÕES EM ROLAMENTOS
- Sobrecarga.
- Desbalanceamento.
- Lubrificação inadequada.
- Partículas abrasivas no lubrificante.
- Erro de projeto - rolamento inadequado.
- Desgaste pelo uso.
176.
IFCE - 2017
Cícero
Moura
PLANODE ANÁLISE DE VIBRACÃO
1. Levantamento dos equipamentos a serem classificados para
o monitoramento.
2. Cadastramento dos equipamentos, definindo níveis de
alarme, faixas de medição, parâmetros utilizados, freqüência
de coleta de dados, etc.
3. Configuração da Rota de Coleta de Dados de acordo com o
Layout da fábrica.
4. Acompanhamento dos Dados Coletados nas Rotas.
5. Registro através de Relatórios, contendo:
- Identificação de equipamentos monitoradas,
- Tipos de Defeitos encontrados,
- Registro de Alarmes detectados,
- Resumo geral da Condição de equipamento,
- Recomendações e Observações.
7. Elaboração de Plano de Ação de Melhorias.
177.
IFCE - 2017
Cícero
Moura
MONITORAMENTODA VIBRAÇÃO
LIMITAÇÕES:
- As medição podem ser afetadas pelo distúrbio
causado por outras fontes de vibração da máquina
monitorada;
- A interpretação dos sinais exige muita experiência;
- O aumento na sensibilidade do ensaio pode resultar
no aumento de alarmes falsos (anomalias não
reais);
- A implementação e montagem de complexos
sistemas de diagnósticos é extremamente cara.
178.
IFCE - 2017
Cícero
Moura
VaibroPenAnalyzer:
- Medição de Vibração em Velocidade
- Medição de Vibração em Aceleração.
- Medição de Vibração em Deslocamento.
- Sensor de medição de Vibração Interno.
- Análise de vibrações com espéctros de FFT
- Visualização no display incorporado de espéctros de FFT.
- Até 3200 linhas de resolução para FFT.
- Gravação do sinal de vibração em Forma de Onda no Tempo.
- Coletor de dados em modos Rota e Fora de Rota com software VaibroTREND Machine Analyst
- Interface de comunicação com PC via USB
- Freqüência de medição e análise de 10Hz a 1KHz
- Design portátil tipo caneta, cabe no seu bolso.
- Memória interna de 8Mb para armazenar dados
- Versão EX intrinsicamente selada para operação em áreas com risco de explosão
- Alimentação com bateria interna recarregável
INSTRUMENTOS ANALISADORES DE VIBRAÇÃO
179.
IFCE - 2017
Cícero
Moura
Coletorde Dados 2 Canais - VaibroSMART:
- Medição de Vibração em velocidade
- Medição de Vibração em aceleração.
- Medição de Vibração em Deslocamento.
- 2 canais para medição e análise de vibrações.
- 1 canal de entrada para tacômetro para medição de RPM
- Faixa de medição de RPM de 0 até 90.000 RPM
- 1 saída de sinal para lâmpada estroboscópica.
- Até 25.600 linhas de resolução para FFT.
- Gravação do sinal de vibração em Forma de Onda no Tempo
com até 65.536 amostras.
- Coletor de dados em modos Rota e Fora de Rota com
software VaibroTrend Machine Analyst
- Interface de comunicação com PC via USB
- Frequencia de medição e análise até 32KHz
- Sistema operacional baseado em Linux.
- Memória interna de 256Mb para armazenar dados
- Grau de proteção IP 64 contra água e poeira
- Operação continua por até 18 horas por bateria
recarregável</font>
- Coleta de espéctros de FFT com 25.600 linhas em O.5
segundos
- Balanceamento em 1 ou 2 planos (opcional)
INSTRUMENTOS ANALISADORES DE VIBRAÇÃO