Objetivo da Aula
Nestaaula, vamos:
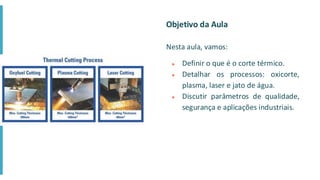
● Definir o que é o corte térmico.
● Detalhar os processos: oxicorte,
plasma, laser e jato de água.
● Discutir parâmetros de qualidade,
segurança e aplicações industriais.
3.
Sumário
Os principais tópicosque iremos cobrir
são:
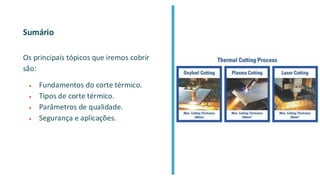
● Fundamentos do corte térmico.
● Tipos de corte térmico.
● Parâmetros de qualidade.
● Segurança e aplicações.
4.
Definição de CorteTérmico
O corte térmico é um processo que
utiliza calor para separar materiais
metálicos e não metálicos.
Aplicações: Construção civil, indústrias
metalúrgicas e mecânicas.
5.
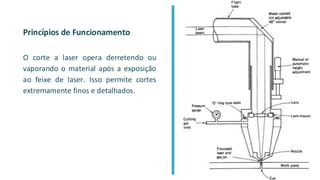
Princípios de Funcionamento
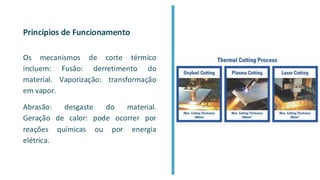
Osmecanismos de corte térmico
incluem: Fusão: derretimento do
material. Vaporização: transformação
em vapor.
Abrasão: desgaste do material.
Geração de calor: pode ocorrer por
reações químicas ou por energia
elétrica.
6.
Tipos de Processosde Corte Térmico
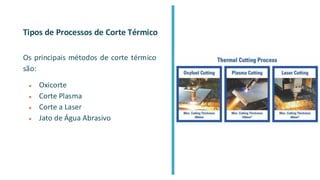
Os principais métodos de corte térmico
são:
● Oxicorte
● Corte Plasma
● Corte a Laser
● Jato de Água Abrasivo
7.
O que éo Oxicorte?
O oxicorte é a técnica mais antiga de
corte térmico, que utiliza o calor gerado
pela combustão de gases, como o
acetileno e oxigênio.
8.
Princípios de Funcionamento
Ooxicorte opera através de uma reação
exotérmica entre ferro e oxigênio, que
gera calor suficiente para cortar. É
necessário pré-aquecer o material antes
do corte.
9.
Equipamentos Utilizados noOxicorte
Os equipamentos essenciais para o
oxicorte incluem:
● Maçaricos
● Cilindros de oxigênio e gás
combustível
● Reguladores de pressão
● Mangueiras
10.
Vantagens e Desvantagensdo Oxicorte
● Simplicidade e facilidade de uso
● Custo baixo e portabilidade
● Baixa precisão em cortes
● Limitado a materiais ferrosos
Vantagens do Oxicorte Desvantagens do Oxicorte
11.
Cuidados e Segurançano Oxicorte
Medidas de segurança incluem:
● Inspeção regular dos
equipamentos.
● Armazenamento correto de
cilindros de gás.
● Uso de EPI: máscara, luvas e
avental.
12.
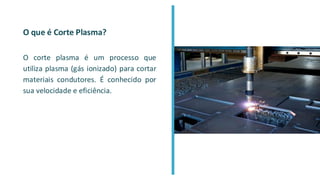
O que éCorte Plasma?
O corte plasma é um processo que
utiliza plasma (gás ionizado) para cortar
materiais condutores. É conhecido por
sua velocidade e eficiência.
13.
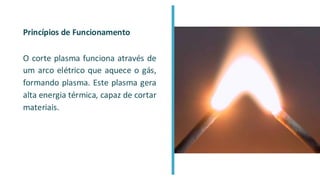
Princípios de Funcionamento
Ocorte plasma funciona através de
um arco elétrico que aquece o gás,
formando plasma. Este plasma gera
alta energia térmica, capaz de cortar
materiais.
14.
Equipamentos para CortePlasma
Os principais componentes do corte
plasma incluem:
● Fonte de energia
● Plasma de Tocha
● Compressor de ar
15.
Materiais Compatíveis comCorte
Plasma
Os materiais que podem ser cortados
com plasma incluem:
● Aço carbono
● Aço inox
● Alumínio
● Cobre
16.
Vantagens e Desvantagensdo Corte Plasma
- Alta velocidade de corte.
- Versatilidade em diferentes
materiais.
- Custo mais alto em comparação com
outros métodos.
- Não recomendado para espessuras
muito grandes.
Vantagens do Corte Plasma Desvantagens do Corte Plasma
17.
Segurança no CortePlasma
Medidas de segurança incluem:
● Proteção contra radiação UV.
● Prevenção de choques elétricos.
18.
Introdução ao Cortea Laser
O corte a laser utiliza feixes de luz
concentrados para cortar materiais com
alta precisão. É amplamente utilizado
em indústrias de alta tecnologia.
19.
Princípios de Funcionamento
Ocorte a laser opera derretendo ou
vaporando o material após a exposição
ao feixe de laser. Isso permite cortes
extremamente finos e detalhados.
20.
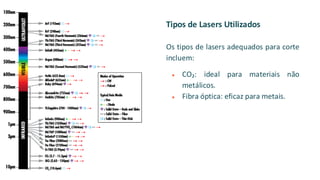
Tipos de LasersUtilizados
Os tipos de lasers adequados para corte
incluem:
● CO₂: ideal para materiais não
metálicos.
● Fibra óptica: eficaz para metais.
21.
Equipamentos e Configuração
Oscomponentes necessários para o
corte a laser incluem:
● Fonte de laser
● Sistema CNC
● Lentes focais
22.
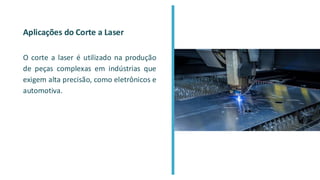
Aplicações do Cortea Laser
O corte a laser é utilizado na produção
de peças complexas em indústrias que
exigem alta precisão, como eletrônicos e
automotiva.
23.
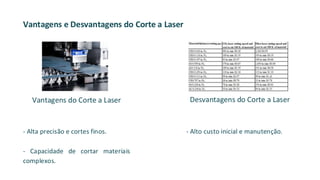
Vantagens e Desvantagensdo Corte a Laser
- Alta precisão e cortes finos.
- Capacidade de cortar materiais
complexos.
- Alto custo inicial e manutenção.
Vantagens do Corte a Laser Desvantagens do Corte a Laser
24.
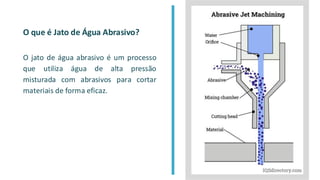
O que éJato de Água Abrasivo?
O jato de água abrasivo é um processo
que utiliza água de alta pressão
misturada com abrasivos para cortar
materiais de forma eficaz.
25.
Princípios de Funcionamento
Ocorte por jato de água funciona
através da velocidade e abrasividade
que removem o material, sem gerar
calor significativo.
26.
Materiais Compatíveis comJato de
Água
Os materiais que podem ser cortados
com jato de água incluem:
● Cerâmicas
● Compósitos
● Metais
● Plásticos
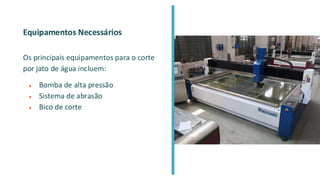
Vantagens e Limitaçõesdo Jato de Água
As principais vantagens do jato de
água incluem o fato de que ele não
gera calor, evitando deformações
nos materiais durante o processo.
Por outro lado, as limitações incluem
o consumo elevado de energia e
abrasivos, o que pode impactar a
viabilidade econômica do uso dessa
tecnologia.
Vantagens do Jato de Água Limitações do Jato de Água
29.
Comparação de Processos
Precisãodos métodos de
corte térmico varia conforme
a técnica utilizada,
impactando a qualidade do
corte.
Custo é um fator crucial na
escolha do método de
corte, com algumas
técnicas sendo mais
econômicas que outras.
Espessura máxima que cada
método pode cortar é um
critério importante, pois
determina a aplicabilidade
de cada técnica.
Precisão Custo Espessura Máxima
30.
Critérios de Escolha
Fatoresa considerar ao escolher um
método de corte:
● Tipo de material
● Espessura do material
● Implicações de custo
31.
Parâmetros de Corte
Exploraçãodos parâmetros críticos de
corte, incluindo:
● Velocidade de corte
● Pressão utilizada
● Gases empregados nos processos
térmicos
32.
Fatores que Afetama Qualidade
Elementos que influenciam a qualidade
do corte:
● Rebarbas sem material
● Alinhamento do feixe
● Zona afetada pelo calor
33.
Erros Comuns eComo Corrigi-los
Exemplos práticos de erros frequentes
durante o corte térmico e sugestões
para soluções eficazes.
34.
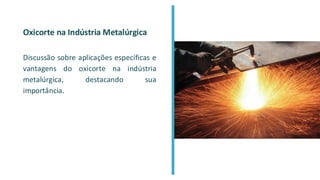
Oxicorte na IndústriaMetalúrgica
Discussão sobre aplicações específicas e
vantagens do oxicorte na indústria
metalúrgica, destacando sua
importância.
35.
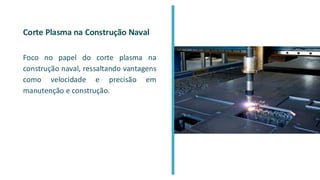
Corte Plasma naConstrução Naval
Foco no papel do corte plasma na
construção naval, ressaltando vantagens
como velocidade e precisão em
manutenção e construção.
36.
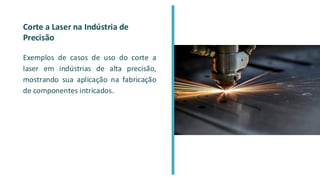
Corte a Laserna Indústria de
Precisão
Exemplos de casos de uso do corte a
laser em indústrias de alta precisão,
mostrando sua aplicação na fabricação
de componentes intricados.
37.
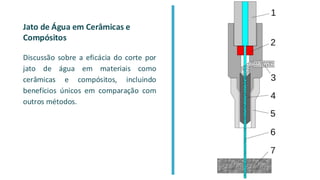
Jato de Águaem Cerâmicas e
Compósitos
Discussão sobre a eficácia do corte por
jato de água em materiais como
cerâmicas e compósitos, incluindo
benefícios únicos em comparação com
outros métodos.
38.
Riscos Associados aosProcessos
Térmicos
Identificação dos riscos e perigos
potenciais associados aos processos de
corte térmico e a importância da
avaliação de riscos.
39.
Equipamentos de Proteção
Individual(EPI)
Visão geral dos EPIs necessários para a
segurança em ambientes de corte
térmico, incluindo:
● Luvas
● Máscaras
● Aventais
40.
Normas e Procedimentosde
Segurança
Discussão sobre as normas e
procedimentos de segurança relevantes
para garantir um ambiente de trabalho
seguro ao usar métodos de corte
térmico.
41.
Avanços Tecnológicos nosÚltimos
Anos
Revisão das inovações recentes em
tecnologia de corte térmico, destacando
avanços que melhoram a eficiência e a
segurança.
42.
Automação no CorteTérmico
Exame da crescente tendência de
automação nos processos de corte
térmico, incluindo aplicações robóticas e
sistemas integrados.
43.
Sustentabilidade no CorteTérmico
Exploração das práticas de
sustentabilidade no corte térmico,
incluindo esforços para reduzir resíduos
e melhorar a eficiência energética.
44.
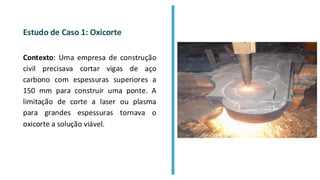
Estudo de Caso1: Oxicorte
Contexto: Uma empresa de construção
civil precisava cortar vigas de aço
carbono com espessuras superiores a
150 mm para construir uma ponte. A
limitação de corte a laser ou plasma
para grandes espessuras tornava o
oxicorte a solução viável.
45.
Estudo de Caso1: Oxicorte
Solução: Adotou-se o oxicorte com um
maçarico automatizado, utilizando
oxigênio puro e acetileno para atingir
temperaturas suficientes para cortar o
material. Os operadores foram
capacitados para manter o equipamento
estável e otimizar a eficiência do
processo.
Resultados
Capacidade: Corte eficaz de chapas de aço com
espessuras superiores a 150 mm.
Custo Operacional: Apesar de ser mais lento, o
oxicorte apresentou menor custo inicial em
comparação a máquinas de corte a plasma
para grandes espessuras.
Resistência: O corte proporcionou bordas
adequadas para processos de soldagem
subsequentes.
Impactos Ambientais: Foi implementado um
sistema de exaustão para minimizar os
impactos dos gases gerados.
46.
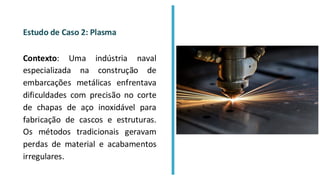
Estudo de Caso2: Plasma
Contexto: Uma indústria naval
especializada na construção de
embarcações metálicas enfrentava
dificuldades com precisão no corte
de chapas de aço inoxidável para
fabricação de cascos e estruturas.
Os métodos tradicionais geravam
perdas de material e acabamentos
irregulares.
47.
Estudo de Caso2: Plasma
Solução: Implementação de uma
máquina de corte por plasma CNC
de alta definição, com capacidade
para cortar chapas de até 50 mm de
espessura. O sistema utilizava gás
comprimido e arco elétrico para
criar cortes limpos e precisos
Resultados
Eficiência: Redução de 25% no tempo
de corte em comparação ao método
manual.
Precisão: Melhor acabamento das
bordas, eliminando processos
adicionais de retífica.
Custo-benefício: Economia de material
em até 10% devido à maior precisão.
Flexibilidade: Capacidade de trabalhar
com diferentes espessuras e materiais
como aço carbono, inox e alumínio.
48.
Estudo de Caso3: Laser
Contexto: Uma fábrica de peças
automotivas precisava aumentar a
produtividade no corte de chapas finas
de aço galvanizado utilizadas na
fabricação de componentes estruturais
leves. O corte mecânico tradicional era
impreciso e gerava rebarbas.
49.
Estudo de Caso3: Laser
Solução: Foi instalada uma máquina de
corte a laser de fibra óptica com
automatização, permitindo cortes
rápidos e precisos em chapas com
espessuras de até 20 mm. A tecnologia
utilizava um sistema CAD integrado para
programar cortes complexos.
Resultados
Produtividade: Aumento de 40% no volume
de peças cortadas.
Precisão: Redução de rebarbas em 90%,
eliminando processos de acabamento.
Personalização: Capacidade de cortar
geometrias complexas para designs mais
inovadores.
Sustentabilidade: Redução do desperdício de
material em 15% e menor consumo
energético devido à eficiência do laser de
fibra.