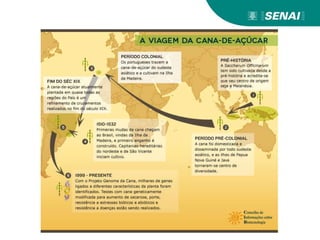
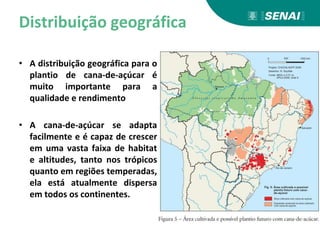
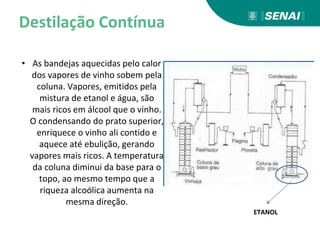
O documento fornece um resumo da história da cana-de-açúcar e da produção de açúcar e álcool no Brasil, desde sua origem na Ásia até os dias atuais. Aborda a chegada da cana no país, o desenvolvimento da indústria ao longo dos séculos, a importância do Proálcool e as perspectivas futuras para o mercado de etanol.
























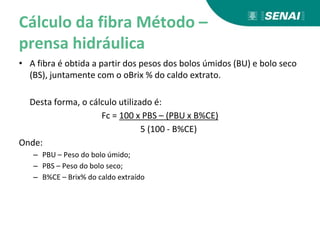







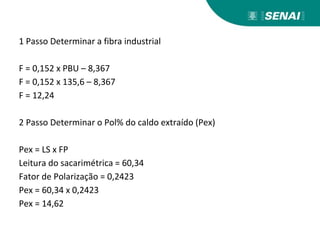
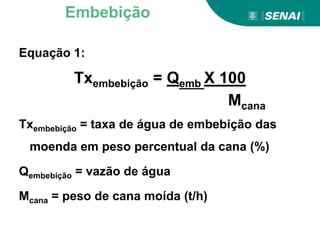
![➔ As unidades industriais podem optar pela
determinação direta da fibra da cana pelo método
de Tanimoto, dessa forma a fibra será calculada
pela seguinte equação:
F = [(100 x PBS) – (PBU x B)] : [5 x (100 – B)],
onde:
PBS = peso do bagaço seco
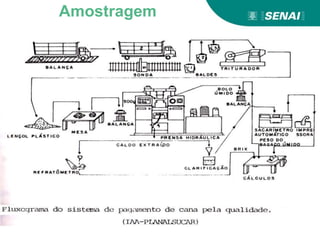
Amostragem](https://image.slidesharecdn.com/astorga11-221027192943-d37088fc/85/astorga1-1-pptx-200-320.jpg)


















































































































![Slide sobre o Ciclo do Açúcar [Slides].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/aula34ciclodoacarslides-250403184449-3952ec6a-thumbnail.jpg?width=640&height=640&fit=bounds)