1) O documento discute a história e princípios do Método de Tempo de Movimento (MTM), uma metodologia para determinar tempos de tarefas.
2) A Associação MTM - Secção de Portugal foi fundada em 2004 para promover o MTM em empresas portuguesas.
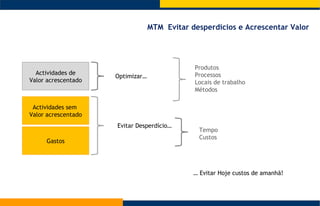
3) O MTM pode ser usado para planejamento, organização e execução de tarefas em diferentes tipos de produção com o objetivo de reduzir desperdícios.