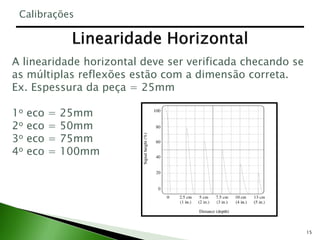
O documento detalha o processo de calibração de equipamentos utilizados em ensaios por ultrassom, incluindo a configuração do instrumento, ajuste de controles e verificação da sensibilidade para detectar descontinuidades. Discute a importância de utilizar blocos de calibração que representam o material da peça inspecionada e descreve métodos para garantir a precisão das medições. Também aborda a verificação e manutenção de transdutores, incluindo técnicas de linearidade vertical e horizontal.



![32
1. Posicione o transdutor no bloco em uma região com espessura mais fina e
localize o eco de fundo.
2. Posicione o Gate a 80% sobre o eco de fundo.
3. Meça fisicamente a espessura dessa região utilizando um paquímetro.
4. Pressione no instrumento [CAL, ZERO] e digite o valor da espessura
encontrada.
5. Pressione no instrumento [F1 - Continue].
6. Posicione o transdutor no bloco de seção mais espessa e localize o eco de
fundo.
7. Posicione o Gate a 80% sobre o eco de fundo.
8. Meça fisicamente a espessura nessa região utilizando um paquímetro.
9. Pressione no instrumento [VEL] e digite o valor da espessura encontrada.
10.Pressione no instrumento [F2 - Calculate].
11.Meça a espessura do bloco sobre a área de colagem. A medida encontrada
por UT deverá estar dentro de 5% da espessura real.
Obs.: Duas reflexões de um mesmo ponto podem ser usados para calibração.
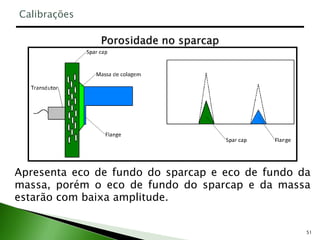
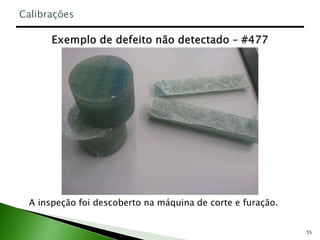
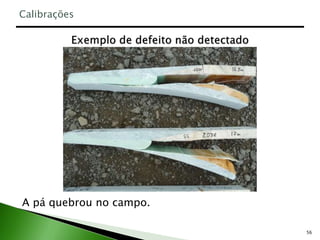
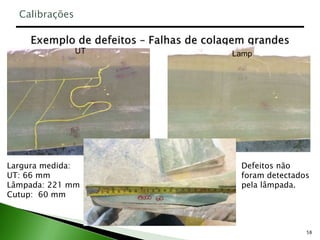
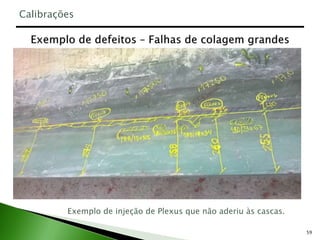
Calibrações](https://image.slidesharecdn.com/mdulo10-calibraes-240509153452-f253f657/85/Apresentacao-Modulo-10-Calibracoes-pptx-32-320.jpg)